

Många ingenjörer står inför ett viktigt beslut när de ska specificera ytbehandlingar för precisionsdelar: krom- eller nickelplätering? Fel val kan leda till för tidigt fel på delar, kostsamma omarbetningar och produktionsförseningar som påverkar hela projektets tidsplan.
Förkromning ger överlägsen hårdhet och slitstyrka med en spegelblank yta, medan förnickling ger bättre korrosionsskydd och enklare applicering på olika underlag. Valet beror på dina specifika applikationskrav, miljöförhållanden och kostnadsbegränsningar.
Jag har arbetat mycket med båda pläteringsalternativen på PTSMAKE och hjälpt kunder att optimera sina val av ytbehandling för allt från flygkomponenter till konsumentelektronik. Denna guide beskriver de viktigaste skillnaderna mellan krom- och nickelplätering, inklusive korrosionsbeständighet, kostnadsfaktorer, estetiska egenskaper och praktiska tillämpningsaspekter som hjälper dig att fatta rätt beslut för ditt nästa projekt.
Krom eller nickelplätering – vilken plätering ger bäst korrosionsbeständighet?
När man väljer ytbehandling handlar det ofta om valet mellan krom- och nickelplätering. Vilken av dem ger bäst skydd? Svaret är inte enkelt. Det beror helt på delens slutliga användningsområde och miljö.
Grundläggande kunskaper
Krom har en hård, hållbar yta med en klassisk blank finish. Nickel ger utmärkt skydd och finns i olika glansgrader. Båda är fantastiska, men av olika skäl.
De viktigaste skillnaderna i korthet
En snabb jämförelse visar deras tydliga fördelar.
| Funktion | Krombeläggning | Nickelplätering |
|---|---|---|
| Hårdhet | Mycket hög | Måttlig till hög |
| Utseende | Ljus, blåaktig | Varierar (ljus till matt) |
| Primärt mål | Slitage och korrosion | Motståndskraft mot korrosion |
Detta val är avgörande för produktens långsiktiga prestanda.
För att verkligen förstå skillnaden mellan krom- och nickelplätering måste vi titta på prestandan under specifika förhållanden. Miljön spelar en stor roll för att avgöra vilken beläggning som håller längst.
Prestanda i tuffa miljöer
Marina och industriella miljöer är hårda mot metalldelar. Saltspray, kemikalier och konstant fukt påskyndar korrosion. Här är pläteringssystemet viktigare än bara det slutliga skiktet.
Ofta används ett underlager av nickel under kromet. Denna kombination utnyttjar nicklets utmärkta vidhäftningsförmåga och korrosionsskydd. Det översta lagret av krom tillför hårdhet och en slutlig barriär.
Enligt vår erfarenhet på PTSMAKE ger denna flerlagersmetod överlägsen kromhållbarhet.
Standardiserade testresultat
Branschstandarder, såsom ASTM B117-saltspraytest, ger oss objektiva data. Dessa tester simulerar accelererad korrosion i en kontrollerad miljö.
Resultaten visar konsekvent att ett korrekt nickel-krom-system överträffar ett enskiktssystem. Tjockleken och typen av nickelplätering är avgörande faktorer. Till exempel erbjuder duplexnickelsystem mycket bättre motståndskraft mot gropfrätning än ett enskiktssystem med blank nickel. Detta beror på att skiktning av olika typer av nickel kan hindra korrosion från att nå basmetallen, vilket förhindrar problem som galvanisk korrosion1 mellan skikten.
| Miljö | Rekommenderat pläteringssystem | Motivering |
|---|---|---|
| Marin (hög salthalt) | Duplex nickel + krom | Överlägsen motståndskraft mot gropfrätning |
| Industri (kemikalier) | Elektrolös nickel | Enhetlig tjocklek, hög renhet |
| Konsument (inomhus) | Ljus nickel eller krom | Estetik och måttligt skydd |
Dessa uppgifter hjälper oss att guida kunderna till den mest kostnadseffektiva och tillförlitliga lösningen.
Valet mellan krom- och nickelplätering för korrosionsbeständighet beror på miljön. Båda är effektiva, men flerskiktssystem, såsom en nickelbas med en kromtopplack, ger ofta bäst hållbarhet i tuffa marina eller industriella applikationer.
Kostnadsjämförelsens hemligheter: Krom kontra förnickling
När kunder frågar: "Är förkromning dyrt?" är svaret inte enkelt. Det initiala priset är bara början på historien.
Den initiala investeringen
För att göra en korrekt jämförelse av pläteringskostnaderna måste vi ta hänsyn till flera viktiga faktorer. Båda processerna har unika krav som påverkar den initiala offerten.
Material- och processkomplexitet
Förkromning innebär i allmänhet dyrare material. Processen i sig är också mer komplex och kräver mycket noggrann kontroll.
| Kostnadsfaktor | Krombeläggning | Nickelplätering |
|---|---|---|
| Materialkostnad | Högre | Lägre |
| Arbetskraftsintensitet | Högre | Måttlig |
| Omarbetningsgrad | Potentiellt högre | Generellt lägre |
Denna tabell ger en snabb översikt. Krompläteringens komplexitet leder ofta till högre arbetskostnader och behov av specialutrustning.

Utöver den initiala offerten: Livscykelkostnader
En lägre initialkostnad innebär inte alltid ett bättre långsiktigt värde. Jag råder alltid kunderna att ta hänsyn till den totala ägandekostnaden under hela komponentens livscykel. Det är här debatten om krom- kontra nickelplätering blir intressant.
Hållbarhet och underhåll
Krom är exceptionellt hårt och korrosionsbeständigt. Denna överlägsna hållbarhet kan innebära färre byten. Det minskar också långsiktiga underhållskostnader, vilket är en avgörande faktor för många industriella tillämpningar. Nickel är mjukare och kan kräva mer skötsel med tiden.
Den dolda kostnaden för omarbetning
Processens komplexitet påverkar direkt omarbetningsgraden. Förkromning är mindre förlåtande än förnickling. Eventuella fel kräver ofta att delen avlägsnas och förkromas på nytt, vilket medför betydande kostnader och tidsåtgång. Förnickling, särskilt metoder som kemisk plätering2, kan ge en mer enhetlig täckning. Denna enhetlighet resulterar ofta i en lägre omarbetningsgrad från början.
På PTSMAKE hjälper vi kunderna att analysera dessa variabler. Vi jämför inte bara den initiala offerten, utan även de potentiella långsiktiga kostnaderna.
| Livscykelfaktor | Krombeläggning | Nickelplätering |
|---|---|---|
| Hållbarhet | Mycket hög | Hög |
| Underhållsbehov | Låg | Måttlig |
| Ersättningsfrekvens. | Lägre | Potentiellt högre |
| Ombearbetningsrisk | Högre | Lägre |
Att välja rätt ytbehandling innebär att noggrant väga dessa initiala och långsiktiga ekonomiska faktorer mot varandra.
Den initiala kostnaden för förnickling är ofta lägre. Kromets överlägsna hållbarhet kan dock leda till lägre livscykelkostnader. En noggrann jämförelse av pläteringskostnaderna måste väga både den initiala investeringen och den långsiktiga prestandan för att fastställa det verkliga värdet.
Krom kontra nickel: en direkt jämförelse
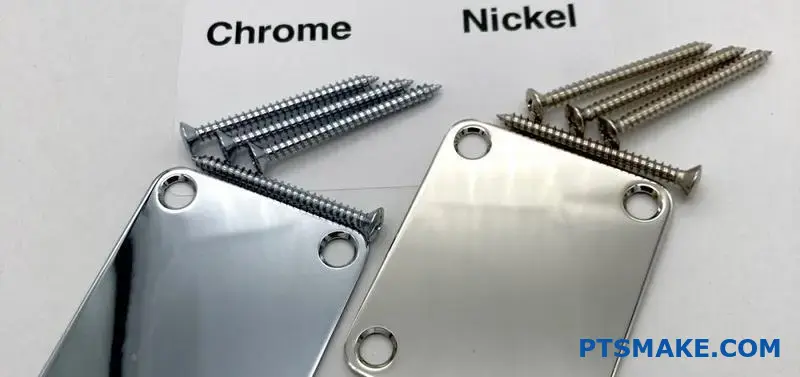
Att välja mellan krom och nickel är ett vanligt beslut inom dekorativ plätering. Skillnaderna är subtila men betydande. De handlar främst om färg och reflektionsförmåga.
Krom ger en mycket ljus, sval yta. Den har en tydlig, något blåaktig nyans. Detta skapar ett modernt, skarpt utseende.
Nickel, å andra sidan, ger en varmare ton. Det kan ha en gulaktig eller silverfärgad nyans, vilket ger det ett klassiskt, mjukare utseende. Ditt slutgiltiga estetiska mål avgör vilket val som är bäst.
| Funktion | Krombeläggning | Nickelplätering |
|---|---|---|
| Färgton | Sval, något blåaktig | Varm, något gul/silver |
| Reflektivitet | Hög, spegelliknande | Mjukare, mer diffus |
| Ljusstyrka | Mycket ljus | Subtilt ljus |

Utöver det första intrycket spelar även taktila egenskaper en roll. Ytans känsla bidrar till den övergripande uppfattningen av kvalitet.
Taktila variationer i känsla och finish
Krom känns i allmänhet mycket hårt och glatt vid beröring. Detta beror på dess inneboende hårdhet, som också bidrar till dess hållbarhet.
Nickel kan kännas något mjukare. Polerat nickel har i synnerhet en slät, nästan smörig känsla som många förknippar med exklusiva, traditionella beslag.
Jämförelsen mellan polerad nickel och krom är särskilt viktig. Polerad krom har en stark, glänsande yta. Dess höga nivå av spegelreflektion3 skapar en äkta spegeleffekt. Polerad nickel ger en djupare, rikare glans som är mindre intensiv. Den slutliga jämnheten hos båda ytbehandlingarna beror dock i hög grad på förberedelsen av det underliggande materialet. En dåligt förberedd yta ger ett bristfälligt resultat, oavsett vilken ytbehandling som används.
| Karaktäristisk | Polerad krom | Polerad nickel |
|---|---|---|
| Visuellt utseende | Ljus, sval, skarp reflektion | Djup, varm, rik glöd |
| Taktil känsla | Hård, hal | Slät, något mjukare |
| Gemensam användning | Moderna armaturer, fordonsindustri | Klassiska eller vintage-design |
Krom ger ett snyggt, ljust och modernt intryck med en hård känsla. Nickel ger ett varmt, subtilt och klassiskt intryck som känns lite mjukare. Skillnaden i reflektionsförmåga och färgton är den viktigaste faktorn när du fattar ditt designbeslut.
Ultimat slitstyrka: Vilken plätering håller längre under friktion?
När man väljer en slitstark plätering handlar diskussionen ofta om krom eller nickelplätering. Båda är utmärkta val, men de utmärker sig inom olika områden.
Hård krom är känt för sin extrema hårdhet. Detta gör det till ett förstahandsval för delar med hög friktion.
Elektrolytisk nickel ger däremot stor jämnhet. Den ger också ett starkt korrosionsskydd.
Så, vilken har bättre pläteringsslitstyrka? Svaret beror helt på de specifika behoven för din applikation. Låt oss jämföra dem direkt.

Hårdhet: En berättelse om två metaller
Hårdhet är en avgörande faktor för slitstyrka. När man jämför kromets hårdhet med nickels, är det oftast krom som kommer ut som vinnare. Hårdförkromning är exceptionellt hårt.
Baserat på branschdata som vi använder är skillnaden tydlig.
| Pläteringstyp | Vickers hårdhet (HV) | Rockwell C (HRC) |
|---|---|---|
| Hård krom | 800 – 1100 | 65–70 |
| Elektrolytisk nickel (högfosforhaltig) | 450 – 600 | 45 – 55 |
| Elektrolytisk nickel (värmebehandlad) | 800 – 1000 | 65 – 68 |
Som ni kan se kan värmebehandlat kemiskt nickel konkurrera med hårdkromets hårdhet. Standardhårdkrom är dock i sig hårdare utan extra åtgärder.
Applikationer i rörelse
För glidande och svängande delar är dessa hårdhetsdata avgörande. På PTSMAKE specificerar vi ofta hårdkrom för hydraulcylindrar och kolvstänger. Dessa delar utsätts för konstant nötning.
Elektrolös nickel är bättre för komplexa former. Dess jämna beläggning förhindrar svaga punkter. Den är utmärkt för kugghjul och formar där både slitage och korrosion är ett problem. Det är viktigt att beakta alla tribologiska egenskaper4 av ytan, inte bara hårdheten.
Hård krom erbjuder överlägsen hårdhet, vilket gör den idealisk för applikationer med hög friktion. Kemisk nickel ger en mångsidig balans mellan slitstyrka och korrosionsbeständighet, och dess hårdhet förstärks avsevärt genom värmebehandling. Det bästa valet beror på delens funktion och driftsmiljö.
Krom kontra nickelplätering: ett perspektiv på precision
Att välja mellan krom- och nickelplätering för CNC-delar är en vanlig utmaning. Det handlar om mer än bara utseendet. Det påverkar direkt prestanda och hållbarhet. Krom erbjuder överlägsen hårdhet och en blank yta.
Nickel ger utmärkt korrosionsbeständighet. För högprecisionsdelar måste vi ta hänsyn till hur pläteringen tillför material. Detta påverkar de slutliga måtten och toleranserna. Noggrann planering är nödvändig före bearbetning.
| Funktion | Hårdförkromning | Elektrolös nickelplätering |
|---|---|---|
| Hårdhet | Mycket hög (68-72 HRC) | Medium (45-55 HRC) |
| Motståndskraft mot korrosion | Bra | Utmärkt |
| Pläteringens jämnhet | Mindre enhetlig | Mycket enhetlig |
| Primär användning | Motståndskraft mot slitage | Korrosionsskydd |
Detta val avgör delens slutliga egenskaper. Vi planerar alltid bearbetningen med hänsyn till pläteringens tjocklek.

Viktiga överväganden för CNC-delar
Valet mellan krom och nickel beror ofta på basmaterialet och delens slutliga användningsområde. Varje kombination har unika fördelar och utmaningar som vi måste hantera noggrant. Detta gäller särskilt när man arbetar med snäva toleranser.
Substrat och applikationsmatchning
För CNC-delar av stål som kräver extrem ythårdhet och slitstyrka är hårdkrom det vanligaste valet. Tänk på hydraulcylindrar eller formar. Krom över CNC-komponenter av stål ger en hållbar yta med låg friktion.
Däremot är nickel över aluminium en vanlig kombination. Aluminium är lätt men korrosionskänsligt. Kemisk nickelplätering ger en jämn, skyddande barriär. Det är idealiskt för elektronikhus eller flygkomponenter där korrosion är ett stort problem.
Toleranser och dimensionell stabilitet
Plätering ger tjocklek, vanligtvis från några mikrometer till över 100 mikrometer. För precisionsdelar är detta en betydande förändring. Vi bearbetar delen så att den blir mindre än den ska vara för att kompensera för pläteringens tjocklek. En lyckad plätering kräver stark vidhäftning5 mellan pläteringsskiktet och substratet. Baserat på våra interna tester är precis kontroll avgörande.
| Etapp | Åtgärder krävs | Exempel (mål Ø10,00 mm) |
|---|---|---|
| Förbearbetning | Beräkna erforderlig undersize | Maskin del till Ø9,95 mm |
| Plätering | Applicera ett kontrollerat pläteringsskikt | Plåt med en tjocklek på 0,025 mm |
| Sista delen | Del uppfyller slutlig dimension | Slutlig dimension är Ø10,00 mm |
Denna noggranna process säkerställer att den slutliga pläterade delen uppfyller de exakta specifikationer som krävs enligt konstruktionen.
Valet mellan förkromning och förnickling av CNC-delar beror på hårdhets- och korrosionskrav. Noggrann förbearbetning är avgörande för att anpassa pläteringstjockleken och bibehålla dimensionell noggrannhet, särskilt för specifika kombinationer som krom på stål eller nickel på aluminium.
Hur plätering påverkar toleranser och måttnoggrannhet
När man väljer ytbehandling handlar diskussionen ofta om krom eller nickelplätering. Båda är utmärkta val. Men de påverkar direkt dina komponenters slutliga mått.
Plätering är inte bara en beläggning. Det är ett extra lager av material. Detta lager förändrar komponenternas storlek och passform.
Dimensionsförändring hos krom
Hård krom appliceras ofta i tjockare lager än nickel. Detta resulterar i en mer betydande dimensionsförändring av kromet. Detta måste beaktas under den inledande bearbetningsfasen.
Uppbyggnad av nickelplätering
Elektrolytisk nickel ger en mycket jämn beläggning. Nickelpläteringen lägger sig dock fortfarande på alla ytor. Det är viktigt att ta hänsyn till detta.
Här är en snabb överblick över vanliga tjocklekar.
| Pläteringstyp | Typisk tjocklek (mikron) |
|---|---|
| Dekorativ krom | 0,25 – 0,5 |
| Hård krom | 25 – 250 |
| Elektrolös nickel | 5 – 75 |
Denna tabell visar varför DFM är avgörande för precisionsdelar.

Fakturering av plätering i DFM
Pläteringstjocklekens inverkan är en viktig faktor att beakta vid DFM. På PTSMAKE arbetar vi alltid utifrån de slutliga måtten efter plätering. Därefter bearbetar vi delen till en mindre storlek för att kompensera.
Denna metod förhindrar problem med toleransackumulering senare. För delar i tätt passande sammansättningar är detta steg obligatoriskt. Det förhindrar kostsamma omarbetningar eller kasseringar. Tydlig kommunikation på ritningarna är avgörande.
Krom kontra nickel: En närmare titt
Valet mellan krom och nickel beror ofta på användningsområdet. Hård krom erbjuder överlägsen hårdhet och slitstyrka. Detta gör det idealiskt för komponenter som hydraulcylindrar eller kolvringar.
Elektrolös nickel har utmärkt korrosionsbeständighet och ger en mer jämn uppbyggnad. Processens kastkraft6 påverkar hur jämnt metallen avsätts över delens yta. Detta är en viktig fördel för komplexa interna geometrier.
Denna tabell visar skillnaderna mer detaljerat.
| Funktion | Hård krom | Elektrolös nickel |
|---|---|---|
| Hårdhet | 66-70 HRC | 45-55 HRC (som pläterad) |
| Motståndskraft mot korrosion | Bra | Utmärkt |
| Enhetlighet | Mindre enhetlig | Mycket enhetlig |
| Tillämpning | Motståndskraft mot slitage | Korrosionsskydd |
Det är viktigt att förstå dessa avvägningar. Det hjälper dig att välja rätt ytbehandling för din komponents funktion, vilket säkerställer prestanda och tillförlitlighet i den avsedda miljön.
Både förkromning och förnickling lägger till material, vilket förändrar den slutliga dimensionen på delen. Korrekt DFM-planering är avgörande. Det kräver justering av dimensionerna före plätering för att uppfylla de slutliga toleranserna. Ditt val beror på specifika krav på slitstyrka och korrosionsbeständighet.
Brandklassad? Värmebeständig? Vad du måste veta om termisk prestanda
När man väljer ytbehandling för delar i miljöer med hög värme blir valet ofta mellan krom- och nickelplätering. Båda ger skydd, men deras termiska egenskaper skiljer sig avsevärt åt. Det är viktigt att förstå dessa skillnader.
Krom har generellt sett bättre värmebeständighet. Nickel har en lägre smältpunkt och kan missfärgas lättare. Ditt val påverkar både prestanda och estetik.
Krom kontra nickel: En snabb termisk översikt
Låt oss börja med den mest grundläggande termiska gränsen: smältpunkten. Detta är en kritisk faktor för komponenter som kan utsättas för extrema temperaturer.
| Pläteringstyp | Smältpunkt (ungefärlig) |
|---|---|
| Krom | 1907 °C (3465 °F) |
| Nickel | 1455 °C (2651 °F) |
Dessa initiala data visar kromets betydande fördelar vid extrema temperaturer.

Även om smältpunkter är viktiga, når komponenter sällan dessa temperaturer. Det verkliga testet är prestanda i miljöer med ihållande höga temperaturer. Här tittar vi på faktorer som går utöver enkel smältning.
Djupdykning i prestanda vid höga temperaturer
Både krom- och nickelplätering används för värmebehandlade delar. Men deras reaktioner på långvarig värmeexponering varierar. Det bästa valet beror på de specifika driftsförhållandena.
Missfärgning och oxidation
Förkromning, särskilt hårdförkromning, är känd för sin utmärkta stabilitet. Den motstår oxidation och behåller sitt utseende vid högre temperaturer.
Nickel, särskilt kemisk nickel, kan gulna eller mattas när det utsätts för temperaturer över 400 °C (750 °F). Detta är en viktig faktor att beakta för kosmetiska detaljer. Ytan emissivitet7 spelar också en roll för hur den avger värme.
Plätering för värmebehandlade delar
För komponenter som genomgår värmebehandling måste pläteringen fästa väl och inte skada underlaget.
| Funktion | Hård krom | Elektrolös nickel |
|---|---|---|
| Max driftstemperatur | Upp till 650 °C (1200 °F) | Upp till 400 °C (750 °F) innan missfärgning |
| Värmestabilitet | Utmärkt, bibehåller hårdhet och färg. | Bra, men kan mjukna och missfärgas. |
| Adhesion | Stark mekanisk bindning. | Utmärkt molekylär bindning. |
På PTSMAKE rekommenderar vi ofta hårdkrom för avgaskomponenter och industriella maskindelar på grund av dess överlägsna värmebeständighet. Nickel är ett bra val för mindre extrema temperaturgränser.
Krom är utmärkt för applikationer med hög värme, där det behåller sin integritet och sitt utseende. Nickel är ett mångsidigt och kostnadseffektivt alternativ för måttliga temperaturer, men kan missfärgas. Det rätta valet beror helt på de specifika kraven i din komponents driftsmiljö.
Kan krom- eller nickelplätering repareras eller appliceras på nytt?
Ja, du kan plätera om både krom och nickel. Men det är inte bara att måla över. Den gamla pläteringen måste först avlägsnas helt.
Denna avskalningsprocess är den mest känsliga delen. Om den inte utförs korrekt kan den förstöra komponenten så att den inte går att reparera.
Översikt över ompläteringsprocessen
Hela processen med omplätering består av olika steg. Varje steg måste utföras noggrant för att uppnå ett perfekt slutresultat.
| Steg | Nyckelåtgärd |
|---|---|
| 1. Avskalning | Ta bort alla gamla pläteringslager kemiskt. |
| 2. Förberedelse av ytan | Polera och rengör det råa basmaterialet. |
| 3. Omplätering | Applicera nya lager av nickel och krom. |
Denna kromade demonterings- och reparationsprocess medför vissa risker.

Den kritiska avskalningsfasen
Framgångsrik omplätering börjar med perfekt avskrapning. Detta steg avlägsnar den defekta beläggningen. Det förbereder också underlaget för den nya ytbehandlingen. Vi använder specialiserade kemiska bad för detta arbete.
Nickelavlägsnande sker vanligtvis med en syrabaserad lösning. Reparationsprocessen för kromavlägsnande är mer komplex. Det kräver att man först avlägsnar det tunna kromskiktet och sedan det tjockare nickelskiktet under.
Förstå begränsningarna för omarbetning
Den största risken är dimensionell förlust. Kemikalier för avskalning kan ta bort en liten mängd av basmetallen. Detta är ett stort problem för högprecisionskomponenter. På PTSMAKE mäter vi alltid kritiska dimensioner innan vi beslutar om en ompläteringsprocess.
Den kemiska badmetoden är vanlig. Men en process som Elektrolytisk strippning8 kan ibland ge bättre kontroll över materialavlägsnandet.
| Riskfaktor | Potentiella konsekvenser | Mildring vid PTSMAKE |
|---|---|---|
| Dimensionell förändring | Del uppfyller inte längre specifikationerna. | Inspektion före och efter avskalning. |
| Ytkorrosion | Ojämnt eller grovt underlag. | Kontrollerad nedsänkningstid och kemi. |
| Väsentlig brist | Risk för väteförsprödning. | Värmebehandling efter avskrapning (bakning). |
När man överväger krom- eller nickelplätering för omarbetning är nickel ofta enklare. Dess enda lager är lättare att ta bort. Kromets flerlagersstruktur gör ompläteringsprocessen mer riskfylld.
Omplätering är en genomförbar reparationsmetod, men det är ingen enkel uppgift. Det kräver att den gamla beläggningen avlägsnas, vilket medför risker som dimensionsförlust och skador på underlaget. En noggrann utvärdering är nödvändig innan man går vidare, särskilt för högprecisionsdelar.
Behärska konsten att välja plätering baserat på substratmaterial
Att välja mellan förkromning och förnickling är en vanlig utmaning. Båda erbjuder utmärkt skydd och en dekorativ yta. Det slutgiltiga beslutet beror ofta på ditt basmaterial.
Förkromning: Grunderna
Krom är känt för sin extrema hårdhet och spegelblanka glans. Det ger överlägsen slitstyrka. Detta gör det idealiskt för delar som utsätts för hög friktion.
Förnickling: Grunderna
Nickel ger en något varmare, gulaktig nyans. Det har utmärkt korrosionsbeständighet och är mer formbart än krom. Det används ofta som underlag för andra pläteringar.
Snabb jämförelse
| Funktion | Krombeläggning | Nickelplätering |
|---|---|---|
| Utseende | Ljus, blåvit | Något gulaktig |
| Hårdhet | Mycket hög (65-70 HRC) | Måttlig (40-60 HRC) |
| Korrosion | Utmärkt | Mycket bra |
| Kostnad | Generellt högre | Generellt lägre |

Debatten om krom- eller nickelplätering handlar inte bara om ytbehandlingen. Substratkompatibilitet är den viktigaste faktorn för ett lyckat resultat. En felaktig matchning kan leda till flagnande, blåsbildning eller dålig prestanda.
Substratkompatibilitetsmatris
Här på PTSMAKE har vi förfinat våra processer för olika kombinationer. Rätt förberedelse är nyckeln till en hållbar bindning. Bra vidhäftning9 är avgörande för den pläterade delens livslängd.
| Substrat | Nickelplätering | Krombeläggning | Rekommendation |
|---|---|---|---|
| Stål | Utmärkt | Bra (kräver nickelunderbeläggning) | För hållbarhet är nickelpläterat stål den bästa pläteringskombinationen. |
| Aluminium | Bra (kräver zinkat) | Utmanande (kräver underkläder) | Förkromning av aluminium kräver noggrann förbehandling. |
| Mässing | Utmärkt | Utmärkt | Båda är utmärkta val, beroende på önskad färg. |
| Koppar | Utmärkt | Utmärkt | Liksom med mässing är valet ofta estetiskt. |
| Rostfritt stål | Bra (kräver aktivering) | Bra (kräver aktivering) | Båda kräver ett speciellt aktiveringssteg för att säkerställa en korrekt bindning. |
För ståldelar som behöver slitstyrka och korrosionsskydd är ett lager nickel följt av krom en robust lösning. Denna skiktning kombinerar det bästa av två världar.
Den bästa pläteringskombinationen är inte universell. Det är en specifik lösning som är anpassad efter substratmaterialet och applikationens krav. Att ta hänsyn till båda dessa faktorer är avgörande för ett lyckat och hållbart resultat.
Lifetime Value Showdown: TCO-analys av krom- kontra nickelplätering
Att bara tänka på det initiala priset är ett vanligt misstag. Verklig kostnadseffektivitet vid plätering uppnås genom en fullständig analys. Detta kräver en modell för total ägandekostnad (TCO).
Denna modell ser bortom offerten. Den inkluderar slitage, arbetskraft, omarbetning och till och med miljökostnader. Låt oss bygga en TCO-modell för plätering.
| Kostnadsfaktor | Initialt pris Fokus | TCO Fokus |
|---|---|---|
| Beslutsunderlag | Lägsta offert per del | Lägsta kostnad under komponentens livslängd |
| Viktiga mätetal | Pläteringspris | Hållbarhet, arbetskraft, efterlevnad |
| Utfall | Potentiella dolda kostnader | Förutsägbart långsiktigt värde |
Detta tillvägagångssätt hjälper dig att förstå den totala ekonomiska påverkan.

Dekonstruera pläteringsmodellen TCO
En gedigen analys av den totala ägandekostnaden för krom jämfört med nickel måste ta hänsyn till flera dolda kostnader. Dessa faktorer har ofta en större ekonomisk inverkan än den initiala kostnaden för pläteringen.
Slitage och utbytescykler
Hård krom är extremt hållbart. Detta förlänger delens livslängd och minskar behovet av utbyte. Kemisk nickel ger utmärkt korrosionsbeständighet, vilket också påverkar livslängden, men i andra tillämpningar. Den förbättrade tribologiska egenskaper10 av en beläggning direkt sänker långsiktiga kostnader.
Arbete och omarbetning
Elektrolytisk nickel ger en mycket jämn beläggning. Detta kan eliminera behovet av efterbearbetning. Krom kan ansamlas på kanterna, vilket ibland kräver extra arbete för att åtgärda. Ombearbetning är en betydande kostnad som ofta inte ingår i budgeten.
Miljö- och efterlevnadskostnader
Detta är en viktig faktor. Processer med sexvärt krom medför höga kostnader för miljöanpassning och avfallshantering. Dessa kostnader ökar. Nickelplätering, särskilt kemisk nickelplätering, har i allmänhet en lägre miljökostnad.
Här är en förenklad jämförelse av dessa dolda kostnader.
| TCO-faktor | Hård krom | Elektrolös nickel |
|---|---|---|
| Livslängd (slitage) | Utmärkt | Mycket bra |
| Ombearbetningsrisk | Måttlig (ojämnhet) | Låg (enhetlighet) |
| Miljökostnad | Hög | Måttlig |
| Återanvändbarhet | Mer komplicerat att ta bort | Lättare att ta bort |
Om man tar hänsyn till dessa faktorer får man en mycket tydligare bild av livstidsvärdet.
En verklig TCO-modell för plätering ser bortom fakturan. Den tar hänsyn till slitage, arbetskraft, miljööverensstämmelse och återanvändbarhet. Detta ger en fullständig bild av vilken beläggning som erbjuder bättre långsiktigt värde för din specifika tillämpning.
Lås upp överlägsna ytlösningar med PTSMAKE idag!
Har du frågor om krom- eller nickelplätering för ditt nästa CNC- eller formsprutningsprojekt? Kontakta PTSMAKE:s experter för snabba, exakta offerter och skräddarsydda pläteringslösningar som garanterar precision, hållbarhet och långsiktigt värde. Skicka din offertförfrågan nu och förbättra ditt projekts prestanda!

Upptäck hur olika metaller interagerar och kan orsaka accelererat fel i dina komponenter. ↩
Förstå denna kemiska process för enhetlig beläggning utan elektrisk ström. ↩
Lär dig hur denna egenskap skapar spegelliknande ytor och påverkar den upplevda ljusstyrkan i ytbehandlingar. ↩
Lär dig hur materialytor interagerar i rörelse och påverkar friktion, slitage och komponenternas totala livslängd. ↩
Lär dig hur förberedelsen av underlaget påverkar bindningsstyrkan och hållbarheten hos dina pläterade delar. ↩
Lär dig hur denna egenskap påverkar beläggningens jämnhet på komplexa delar och påverkar dina slutliga toleranser. ↩
Lär dig hur denna egenskap påverkar hur en yta avger värme och påverkar komponentens temperatur. ↩
Lär dig hur denna kontrollerade elektrokemiska process avlägsnar plätering med minimal risk för basmaterialet. ↩
Upptäck varför rätt ytbehandling är avgörande för en stark och hållbar pläterad yta. ↩
Förstå vetenskapen bakom friktion och slitage för att bättre kunna utvärdera ytans prestanda. ↩






