

Работая в сфере высокоточного производства, я вижу, как компании борются с проектами по анодированию золотом, которые не соответствуют их ожиданиям в отношении качества. Что самое худшее? Большинство проблем возникает из-за непонимания фундаментальной электрохимии и переменных процесса, которые контролируют конечный результат.
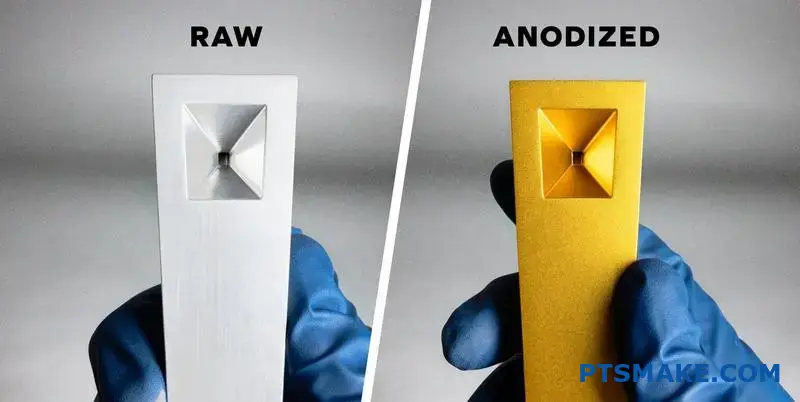
Золотое анодирование — это электрохимический процесс, в ходе которого на поверхности алюминия образуется пористый слой оксида, который затем заполняется красящими веществами или металлическими отложениями для получения различных оттенков золота. В отличие от золотого покрытия, это конверсионное покрытие становится неотъемлемой частью алюминиевой детали, обеспечивая превосходную прочность и адгезию.
Это всеобъемлющее руководство отвечает на более чем 40 важных вопросов, которые мне задают инженеры и менеджеры по закупкам. От выбора подходящего алюминиевого сплава до контроля стабильности цвета в разных партиях продукции — вы получите практические рекомендации, которые помогут избежать дорогостоящих ошибок и задержек в реализации проектов.
Какова электрохимия, лежащая в основе анодирования золота?
Вы когда-нибудь задумывались о науке, лежащей в основе красивого и прочного покрытия анодированного алюминия золотого цвета? Это не просто покрытие. Это электрохимическое преобразование самой поверхности алюминия.
По сути, анодирование представляет собой процесс контролируемого окисления. Мы погружаем алюминиевую деталь в ванну с электролитом и пропускаем через нее электрический ток. Алюминиевая деталь действует как анод, или положительный электрод.
Такая настройка заставляет поверхность образовывать прочный слой оксида алюминия. Этот слой является идеальной основой для золотого цвета.
| Компонент | Роль в анодировании |
|---|---|
| Алюминиевая деталь | Анод (+) |
| Электролит | Проводит ток |
| Источник питания | Вызывает реакцию |
Именно этот контролируемый процесс обеспечивает прочность конечной отделки.

Чтобы по-настоящему понять этот процесс, мы должны рассмотреть реакции, происходящие на аноде. Это увлекательное равновесие химии и физики.
Реакция анода
При подаче напряжения алюминий (Al) на поверхности отдает электроны. Он превращается в положительно заряженные ионы алюминия (Al³⁺).
Одновременно происходит расщепление воды (H₂O) из кислотного электролита. В результате образуются отрицательно заряженные ионы кислорода (O²⁻). Эти ионы притягиваются к положительно заряженной поверхности алюминия. Они соединяются, образуя оксид алюминия (Al₂O₃) — именно тот слой, который мы хотим создать.
Роль электролита
Электролит, обычно серная кислота, выполняет не только функцию проводника электричества. Его кислотная природа медленно растворяет часть вновь образовавшегося оксида.
Это растворение имеет ключевое значение. Оно создает микроскопические поры в оксидном слое. Именно эти поры впоследствии удерживают золотой краситель, давая нам конечный результат. золото анодированный алюминий внешний вид. Без этих пор окрашивание было бы невозможно.
Управление переменными процесса — это то, где требуются навыки. Такие параметры, как напряжение и плотность тока1 имеют решающее значение. Они определяют толщину, твердость и пористость оксидного слоя.
В нашей работе в PTSMAKE мы точно управляем этими факторами, чтобы соответствовать точным спецификациям.
| Переменная | Влияние на оксидный слой |
|---|---|
| Напряжение | Влияет на твердость слоя и скорость роста. |
| Температура электролита. | Влияет на размер пор и плотность слоев. |
| Текущая плотность | Контролирует скорость реакции. |
Основа отличного результата заключается в освоении этого электрохимического этапа.
Электрохимия анодирования превращает простую алюминиевую деталь в компонент с прочной пористой оксидной пленкой. Эта пленка необходима для последующего процесса окрашивания, в результате которого получается окончательная золотая отделка. Для освоения этого процесса требуется точное управление электрическими и химическими параметрами.
Как на самом деле создается ‘золотой’ цвет в процессе?
Создание золотого покрытия — это не магия. Это точная наука. Ключ к успеху — в пористом слое, образующемся в процессе анодирования. У нас есть два основных способа добавления цвета.
Один из методов — окрашивание. Здесь мы погружаем деталь в раствор красителя. Цвет просто заполняет пустые поры. Это простой процесс.
Другой метод – электролитическое окрашивание. Этот метод более сложный, но дает превосходные результаты. Он заключается в осаждении солей металлов глубоко в порах. Это создает цвет по-другому.
| Метод раскрашивания | Как это работает | Общее использование |
|---|---|---|
| Окрашивание | Поры заполняются органическими/неорганическими красителями. | Декоративные детали, менее суровые условия эксплуатации. |
| Электролитический | Металлические соли, осаждающиеся на дне пор. | Архитектурные, высокопрочные применения. |

Давайте подробнее рассмотрим эти методы. Их понимание имеет решающее значение для выбора правильной отделки для вашего проекта.
Подход к окрашиванию
Окрашивание похоже на окрашивание дерева. После анодирования деталь погружается в резервуар с растворенным красителем. Пористый оксидный слой впитывает краситель. Этот метод предлагает широкий выбор цветов. Однако многие органические красители со временем могут выцветать под воздействием ультрафиолета.
Преимущества электролитической окраски
Для получения настоящего, долговечного анодированного алюминиевого покрытия золотого цвета мы часто предпочитаем электролитическое окрашивание. Это двухэтапный процесс. Сначала мы анодируем алюминий. Затем погружаем его во вторую ванну, содержащую металлические соли, например олово.
Переменный ток осаждает эти соли на дне пор. Цвет не является красителем. Он создается оптическим эффектом. Размер и распределение этих металлических частиц влияют на то, как они взаимодействуют со светом. Этот процесс создает очень светостойкие цвета.
Получаемый цвет зависит от используемой металлической соли и времени обработки. Благодаря такому точному контролю мы создаем золотые оттенки с неизменным качеством. Цвет зависит от рассеяние света2 с крошечных металлических отложений.
| Шаг | Процесс | Назначение |
|---|---|---|
| Шаг 1 | Стандартное анодирование | Создать четкий пористый оксидный слой. |
| Шаг 2 | Электролитическое осаждение | Осаждайте металлические соли на дне пор. |
| Шаг 3 | Уплотнение | Закройте поры, чтобы зафиксировать цвет. |
Благодаря этому методу архитектурный алюминий сохраняет свой цвет на протяжении десятилетий. В PTSMAKE мы используем его для деталей, требующих максимальной прочности и стабильности цвета.
Создание цвета при анодировании включает в себя либо заполнение пор красителем, либо осаждение солей металлов. Электролитическое окрашивание использует соли металлов и физику света для создания чрезвычайно прочных и стабильных цветов, таких как популярная золотая отделка, которая идеально подходит для высокопроизводительных применений.
Как выбор алюминиевого сплава влияет на золотое покрытие?
Выбор сплава — это не только конструктивное решение, но и эстетическое. "Секретные ингредиенты" — легирующие элементы — напрямую влияют на конечный вид золотого покрытия.
Такие элементы, как медь, кремний и цинк, имеют решающее значение. Они определяют реакцию поверхности во время анодирования. Эта реакция определяет чистоту и однородность цвета. Для получения идеальной детали из анодированного алюминия с золотым покрытием основной материал имеет решающее значение.
| Серия сплавов | Первичные элементы | Результат анодирования золотом |
|---|---|---|
| Серия 6000 | Магний, кремний | Яркий, четкий, стабильный |
| Серия 7000 | Цинк, медь | Приглушенный, часто мутный |
Понимание металлургии является ключом к прогнозированию конечного результата. Различные сплавы имеют уникальный химический состав, который по-разному ведет себя в анодирующей ванне.
Почему серия 6000 превосходит другие серии в области декоративных отделок
Сплавы типа 6061 и 6063 являются фаворитами не без причины. Их основные легирующие элементы, магний и кремний, образуют соединение, которое равномерно растворяется в процессе анодирования.
Это создает высокопористый и прозрачный анодный слой. Эта прозрачная структура является идеальным полотном. Она позволяет золотому красителю проникать равномерно, что приводит к яркому, однородному и блестящему покрытию. В наших проектах в PTSMAKE мы всегда рекомендуем серию 6000 для высококачественных косметических деталей.
Проблема с сплавами серии 7000
Напротив, сплавы серии 7000, известные своей исключительной прочностью, сложны для декоративной отделки. Их высокое содержание цинка, часто в сочетании с медью, создает неравномерность интерметаллические соединения3.
Эти соединения реагируют на процесс анодирования иначе, чем окружающий алюминий. Это приводит к неравномерному оксидному слою, который может выглядеть мутным или тусклым. В результате часто получается тусклый, иногда грязноватый золотой цвет, лишенный желаемой яркости.
| Легирующий элемент | Влияние на анодирование золота |
|---|---|
| Медь (Cu) | Может вызвать помутнение или тусклый блеск. |
| Кремний (Si) | В больших количествах может придать серой или грязной внешний вид. |
| Цинк (Zn) | Высокие уровни ухудшают четкость цветов, приводя к появлению мутных оттенков. |
| Магний (Mg) | В целом положительный, способствует образованию прозрачного оксидного слоя. |
Легирующие элементы являются решающим фактором в окончательном цвете. Для яркой декоративной золотой отделки лучше всего подходят сплавы серии 6000. Прочность сплавов серии 7000 достигается за счет содержания цинка и меди, что ухудшает их внешний вид.
Каковы основные эксплуатационные свойства анодированной золотом поверхности?
Золотое анодирование предлагает не только красивую отделку. Оно создает поверхность со значительными функциональными улучшениями. Этот процесс преобразует внешний слой алюминия. Он становится намного тверже и долговечнее.
Это не просто покрытие, а неотъемлемая часть металла. Повышение производительности существенно. Оно имеет решающее значение для требовательных применений во многих отраслях промышленности.
Основные функциональные преимущества
Золотая анодированная поверхность обеспечивает отличную защиту. Она защищает алюминий от износа и воздействия факторов окружающей среды.
| Недвижимость | Улучшение |
|---|---|
| Твердость | Значительное увеличение |
| Устойчивость к коррозии | Превосходно |
| Износостойкость | Значительно улучшено |
| Электрическая изоляция | Высокий |
Эта отделка является лучшим выбором для высокопроизводительных деталей. Она обеспечивает надежность и более длительный срок службы компонентов.

Визуальная привлекательность анодирования золотом неоспорима. Однако его истинная ценность заключается в измеримом улучшении характеристик. Эти свойства не являются только качественными; мы можем количественно оценить их с помощью специальных тестов, соответствующих отраслевым стандартам. Эти данные помогают инженерам принимать обоснованные решения.
Количественная оценка твердости
Твердость является основным преимуществом. Типичный анодированный слой типа II может достигать твердости 60-70 по шкале Роквелла C. Это намного тверже, чем необработанные алюминиевые сплавы. Это делает поверхность очень устойчивой к царапинам и истиранию.
Показатели коррозионной стойкости
Для проверки коррозионной стойкости мы часто используем испытания в солевом тумане. Правильно герметизированная деталь из анодированного алюминия с золотым покрытием может выдерживать воздействие солевого тумана в течение более 336 часов (согласно ASTM B117) без признаков коррозии. Это важный фактор для деталей, используемых в жестких условиях эксплуатации. В PTSMAKE наши испытания подтверждают эти отличные результаты.
| Недвижимость | Типичное значение/стандарт | Пособие по применению |
|---|---|---|
| Твердость | 60-70 Роквелл C | Устойчивость к царапинам и износу |
| Коррозия | 336+ часов (ASTM B117) | Долговечность в суровых условиях |
| Диэлектрическая прочность | ~30–40 В/мкм | Электрическая изоляция |
Электрические и износостойкие свойства
Анодный слой является отличным электрическим изолятором. Его диэлектрическая прочность4 является ключевым свойством для корпусов и компонентов электроники. Оно предотвращает короткое замыкание. Кроме того, оно обладает замечательной стойкостью к истиранию, защищая детали от трения и механического износа в течение длительного времени.
Анодированное золотое покрытие обеспечивает ощутимое повышение твердости, коррозионной стойкости и электроизоляции. Понимание этих ключевых показателей имеет решающее значение для выбора правильной обработки поверхности, которая обеспечит надежность и долговечность компонента в предполагаемой области применения.
Чем отличается анодирование золотом от золотого покрытия?
Выбор между анодированием золотом и золотым покрытием — это не только вопрос внешнего вида. Это важное инженерное решение. Эти два процесса создают золотое покрытие совершенно разными способами.
Один процесс становится частью металла. Другой остается на поверхности. Это влияет на все: от прочности до стоимости. Понимание этого основного различия имеет ключевое значение.
Быстрое сравнение
| Характеристика | Золотое анодирование | Золотое покрытие |
|---|---|---|
| Процесс | Конверсионное покрытие | Добавочный слой |
| Адгезия | Неотъемлемая часть | Механическая связь |
| Лучшее для | Алюминиевые детали | Различные металлы |
| Долговечность | Высокий | Умеренный |

Когда клиенты просят "золотую отделку", мой первый вопрос всегда касается применения. Процесс, лежащий в основе, имеет большее значение, чем цвет.
Механизм: интегральный против аддитивного
Золотое анодирование — это электрохимический процесс. Он преобразует поверхность алюминия в прочный пористый слой оксида алюминия. Затем в эти поры впитывается золотая краска. Покрытие образуется из основного материала.
Однако позолота является аддитивным процессом. На поверхность детали наносится слой настоящего золота. Он создает новый, отдельный слой поверх подложки.
Прочность и адгезия
Поскольку анодированный слой является частью алюминия, он не будет сколы, отслаиваться или шелушиться. Это делает золото анодированный алюминий чрезвычайно прочный и коррозионно-стойкий.
Гальваническое покрытие зависит от прочного сцепления с поверхностью. Несмотря на свою прочность, это сцепление может разрушиться под воздействием нагрузки или удара. Превосходные адгезия к основанию5 Анодирование является одним из его главных преимуществ в сложных условиях эксплуатации.
Стоимость и внешний вид
| Фактор | Золотое анодирование | Золотое покрытие |
|---|---|---|
| Стоимость материала | Нижняя часть (красители) | Выше (настоящее золото) |
| Стоимость процесса | Как правило, ниже | Может быть выше |
| Внешний вид | Насыщенный, матовый/сатиновый | Яркий металлический блеск |
| Проводимость | Непроводящий | Проводник |
В PTSMAKE мы часто рекомендуем анодирование для алюминиевых деталей, которые требуют прочной и экономичной косметической отделки. Гальваническое покрытие используется в тех случаях, когда требуется электропроводность или особый металлический блеск.
В конечном итоге, анодирование золотом создает цельный, прочный слой путем преобразования поверхности металла. Покрытие золотом добавляет отдельный, четкий слой сверху. Ваш выбор зависит от того, что для вас важнее: прочность, стоимость или определенные свойства, такие как проводимость.
Какие переменные контролируют конкретный оттенок и глубину золота?
Достижение идеального золотого анодированного алюминиевого покрытия — это целая наука. Это не вопрос удачи. Это вопрос точного контроля над несколькими ключевыми факторами. Каждый параметр должен тщательно контролироваться.
Это гарантирует, что конечный цвет будет точно соответствовать спецификациям для каждой детали.
Ключевые параметры анодирования красителем
Концентрация красителя
Количество красителя в ванне напрямую влияет на насыщенность цвета. Более высокие концентрации обычно дают более глубокие и насыщенные золотистые оттенки.
Время погружения
Более длительное погружение позволяет большему количеству красителя впитаться в пористый оксидный слой, что приводит к более темному оттенку.
| Параметр | Влияние на цвет |
|---|---|
| Низкая концентрация | Более светлый, бледно-золотой |
| Высокая концентрация | Более глубокий, насыщенный золотой цвет |
| Кратковременное погружение | Более светлый оттенок |
| Длительное погружение | Более темный оттенок |
Контроль оттенка и глубины цвета анодированного алюминия золотого цвета выходит за рамки простого окрашивания и времени. В наших проектах в PTSMAKE мы обнаружили, что температура и pH имеют не менее важное значение для достижения стабильных результатов высокого качества.
Роль условий купания
Контроль температуры
Температура красящей ванны влияет на скорость поглощения краски. Более теплая ванна может ускорить процесс. Но если она слишком теплая, это может ухудшить качество уплотнения в дальнейшем.
Уровень pH красящей ванны
Уровень pH должен поддерживаться в очень узком диапазоне, указанном производителем краски. Выход за пределы этого диапазона может изменить оттенок золота. Это может даже помешать правильному закреплению краски.
Для электролитического окрашивания
В этом методе вместо органических красителей используются соли металлов. Цвет получается за счет металлических частиц, оседающих в порах.
Здесь контрольные переменные другие.
| Электролитический параметр | Первичный эффект |
|---|---|
| Напряжение | Контролирует размер и цвет частиц |
| Время в солевой ванне | Влияет на глубину и темноту |
| Тип формы волны | Влияет на конечный оттенок и отделку |
Этот процесс часто позволяет получить более светостойкие цвета. Они идеально подходят для архитектурных применений. В PTSMAKE мы часто рекомендуем этот метод для деталей, требующих чрезвычайной прочности. Точная гальваностатический6 Контроль позволяет обеспечить исключительную цветовую согласованность между различными производственными партиями, что имеет решающее значение для наших клиентов.
Для освоения технологии анодирования золотом требуется точное управление концентрацией красителя, временем погружения, температурой ванны и уровнем pH. Для электролитических методов ключевую роль играют напряжение и время. Эти переменные взаимодействуют друг с другом, позволяя получить точно заданный цвет и обеспечить стабильность и качество каждой готовой детали.
Каковы распространенные оттенки золотого анодирования?
Когда клиенты запрашивают "золотой анодированный алюминий", мой первый вопрос часто звучит так: "Какой золотой?" Спектр цветов гораздо шире, чем думают большинство людей. Это не просто один цвет.
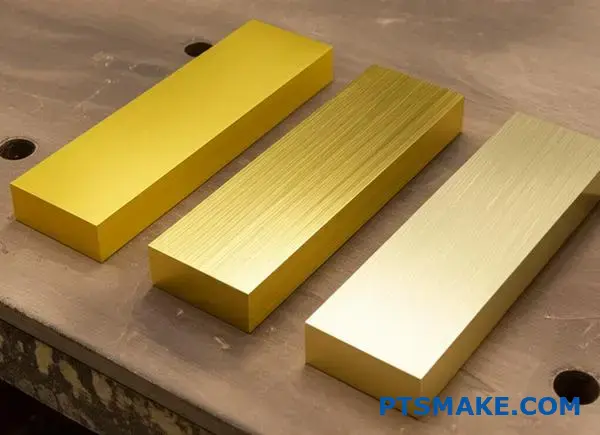
Оттенки варьируются от светлого шампанского до глубокого, насыщенного бронзового. Каждый оттенок придает вашему продукту особый характер. Такое разнообразие позволяет добиться точного эстетического соответствия.
Понимание этих вариантов является ключом к достижению ваших дизайнерских замыслов. Давайте рассмотрим некоторые из наиболее распространенных оттенков, которые мы видим в проектах.
| Название оттенка | Общее описание |
|---|---|
| Шампанское золото | Очень светлый, нежный золотой цвет с серебристым оттенком. |
| Бледно-золотой (светло-золотой) | Мягкий, классический цвет желтого золота. |
| Латунь | Более насыщенный, античный желтый цвет с коричневыми оттенками. |
| Бронза | Темный, насыщенный золотой цвет со значительными коричневыми оттенками. |

Как получают различные оттенки золота?
Достижение определенного оттенка золота зависит от контроля процесса. Конечный цвет в значительной степени зависит от концентрации красителя в анодирующей ванне. Время погружения детали также имеет решающее значение.
Более длительное погружение или более высокая концентрация красителя обычно приводят к более глубокому и темному цвету. В ходе прошлых проектов в PTSMAKE мы научились тщательно документировать эти параметры. Это позволяет нам воспроизводить точный оттенок для будущих производственных циклов.
Качество самого органического красителя также очень важно. Ключевые свойства, такие как светостойкость7 определить, насколько хорошо цвет будет сопротивляться выцветанию при воздействии ультрафиолетового излучения с течением времени. Мы выбираем красители в зависимости от условий конечного использования детали.
Использование цветовых кодов для обеспечения единообразия
Чтобы исключить догадки, мы полагаемся на цветовые коды. У большинства поставщиков есть свои системы обозначений. Некоторые могут использовать перекрестные ссылки на стандарты, такие как Pantone, чтобы дать вам знакомую отправную точку.
Однако лучшей практикой всегда является утверждение физического образца цвета. Этот шаг гарантирует, что вы получите именно то, что видите. В таблице ниже показано, как переменные процесса влияют на конечный вид.
| Переменная процесса | Влияние на цвет | Важность контроля |
|---|---|---|
| Концентрация красителя | Выше = темнее | Высокий |
| Время погружения | Длиннее = темнее | Высокий |
| Температура ванны | Влияет на скорость поглощения красителя | Средний |
| Толщина анодной пленки | Влияет на глубину цвета | Высокий |
Спектр оттенков золотого анодирования очень широк — от шампанского до бронзы. Для получения определенного цвета требуется точное управление концентрацией красителя и временем погружения. Использование цветовых кодов и физических образцов имеет решающее значение для обеспечения идеальной, повторяемой однородности ваших деталей.
Каковы основные типы процессов для получения золотого цвета?
Выбор правильного метода для золотого покрытия имеет решающее значение. Он влияет на долговечность, внешний вид и стоимость. Существует три основных промышленных метода, которые мы часто рассматриваем.
Каждый из них имеет определенные преимущества для конкретных применений. Понимание этих преимуществ поможет вам принять обоснованное решение для вашего проекта.
Краткое сравнение методов окрашивания золота
| Метод | Устойчивость к ультрафиолетовому излучению | Стоимость | Сложность |
|---|---|---|---|
| Органическое окрашивание | Низкий | Низкий | Низкий |
| Неорганическое окрашивание | Средний | Средний | Средний |
| Электролитическое окрашивание | Высокий | Высокий | Высокий |
Эта таблица дает общее представление. Лучший выбор всегда зависит от конечного использования продукта и условий эксплуатации.

Когда мы создаем золотое покрытие, мы не просто добавляем цвет. Мы выбираем процесс, который определяет долгосрочные характеристики и внешний вид детали. Давайте разберем возможные варианты.
Органическое окрашивание
Этот метод является наиболее распространенным и экономичным. Он заключается в погружении анодированной детали в горячий раствор органического красителя. Цвет впитывается в пористый анодный слой.
Однако его главным недостатком является низкая устойчивость к ультрафиолетовому излучению. Цвета могут со временем выцветать под воздействием солнечных лучей. Это делает его идеальным для изделий, предназначенных для использования в помещениях, но не для наружного применения.
Неорганическое окрашивание
Неорганическое окрашивание обеспечивает более высокую прочность. Вместо органических молекул в нем используются металлические соли, которые оседают в порах. Этот процесс обеспечивает лучшую светостойкость, чем органические красители.
Цветовая гамма более ограничена, но стабильность значительно лучше, что делает его надежным выбором среднего уровня.
Электролитическое окрашивание
Это лучший выбор с точки зрения долговечности. Также известный как двухэтапное окрашивание, этот процесс заключается в осаждении солей металлов на дне пор с помощью электрического тока переменной силы. Этот метод позволяет получить исключительно светостойкие цвета.
Цвет не является красителем, а является неотъемлемой частью отделки. Это делает электролитическое окрашивание, используемое для создания высококачественного анодированного алюминия золотого цвета, идеальным для архитектурных и автомобильных внешних деталей. Этот процесс требует точного контроля и специального оборудования, что отражается на его более высокой стоимости. пропитка8 металлических солей обеспечивает глубокое проникновение и защиту цвета.
| Характеристика | Органическое окрашивание | Неорганическое окрашивание | Электролитическое окрашивание |
|---|---|---|---|
| Принцип | Поглощение молекул красителя | Осаждение солей металлов | Электроосаждение металлов |
| Устойчивость к ультрафиолетовому излучению | От плохого до хорошего | Хорошо | Превосходно |
| Лучшее для | Внутренние, потребительские товары | Общее использование, частично на открытом воздухе | Архитектурный, наружный |
| Цветовая гамма | Очень широкий | Ограниченный | Ограниченная (бронзовая, золотая, черная) |
Выбор подходящего процесса окрашивания в золотой цвет предполагает баланс между стоимостью, сложностью и требуемой долговечностью. Наилучший метод определяется областью применения: будь то простой внутренний элемент или долговечная архитектурная панель, которая будет подвергаться воздействию погодных условий в течение десятилетий.
Как текстура поверхности взаимодействует с анодированием золотом?
Конечный вид анодированной золотом детали зависит не только от краски. Он зависит в первую очередь от текстуры поверхности необработанного алюминия. Различные виды предварительной обработки создают уникальные исходные условия для окрашивания.
Эти виды отделки изменяют способ отражения света от поверхности. Это значительно меняет внешний вид золотого цвета. Гладкая, полированная поверхность будет выглядеть совсем иначе, чем шероховатая, матовая.
| Предварительная обработка | Результирующая текстура | Золотой анодированный вид |
|---|---|---|
| Полировка | Гладкий, отражающий | Яркий, блестящий |
| Обработка бисером | Матовый, однородный | Мягкий, атласный |
| Щетка | С подкладкой, направленный | Полосатый, текстурированный |
Давайте рассмотрим, как эти виды отделки создают различный внешний вид. Механическая полировка сглаживает поверхность, придавая ей зеркальный блеск. В результате получается яркая, насыщенная золотая отделка. Это позволяет добиться высокой зеркальное отражение9, благодаря чему цвет выглядит глубоким и ярким.
Щетка создает линейную текстуру на алюминии. Это придает анодированному алюминию золотистый оттенок и уникальный направленный вид. Цвет и блеск могут меняться в зависимости от угла зрения. Это добавляет ощущение глубины и визуальной текстуры.
При дробеструйной обработке используются мелкие абразивные материалы, которые создают однородную, не отражающую свет матовую поверхность. Этот метод отлично подходит для получения нежного, сатинового золотого оттенка. Он также очень практичен для скрытия отпечатков пальцев и небольших дефектов поверхности.
Химическая обработка также играет огромную роль. При травлении используется едкий раствор для создания чистой матовой поверхности. Это противоположно химической полировке, которая сглаживает и осветляет алюминий перед анодированием.
| Лечение | Поверхностный эффект | Финальный золотой образ |
|---|---|---|
| Химическая полировка | Осветляет и разглаживает | Глянцевый, яркий |
| Травление | Матирует и очищает | Рассеянный, с низким блеском |
Таким образом, травленная деталь будет иметь мягкий, приглушенный золотистый оттенок. Химически отполированная деталь будет блестящей и сияющей. В прошлых проектах PTSMAKE мы помогаем клиентам выбрать идеальную предварительную обработку для достижения желаемого эстетического эффекта.
Короче говоря, первоначальная обработка поверхности имеет ключевое значение. Она определяет окончательный вид вашей детали из анодированного алюминия с золотым покрытием. Выбор полированной, матовой или шлифованной текстуры существенно изменит глубину цвета, блеск и общий характер.
Как классифицируются золотые покрытия для различных применений?
Не все золотые покрытия одинаковы. Правильный выбор полностью зависит от области применения. Поможет система, классифицирующая их по конечному использованию. Это позволит избежать дорогостоящих ошибок.
Мы группируем их по категориям. Это гарантирует, что отделка будет соответствовать конкретным требованиям к эксплуатационным характеристикам. Подумайте о долговечности, воздействии внешних факторов и эстетике.
Общие уровни классификации
Вот простое разбиение на основные классы. Эта структура помогает определиться с выбором материала с самого начала.
| Класс | Первичное применение |
|---|---|
| Архитектурный класс I | Наружные конструкции, подверженные воздействию внешних факторов |
| Архитектурный класс II | Элементы внутренней отделки |
| Автомобильная отделка | Внешние и внутренние детали автомобиля |
| Бытовая электроника | Корпуса и компоненты устройств |
| Декоративные украшения | Эстетические и косметические товары |
Этот системный подход имеет ключевое значение.
Давайте подробнее рассмотрим, что эти классы означают для эксплуатационных характеристик. Это больше, чем просто ярлык. Это обещание долговечности и функциональности. Каждый класс связан с конкретными техническими стандартами.
Стандарты производительности по классам
Реальное различие заключается в технических характеристиках. Например, архитектурные отделочные материалы для наружных работ должны выдерживать суровые погодные условия. В отличие от них, в электронике основное внимание уделяется внешнему виду и тактильным ощущениям.
В PTSMAKE мы помогаем клиентам сделать правильный выбор. Это гарантирует, что конечный продукт, как и золото анодированный алюминий корпус, работает отлично. Главное — подобрать свойства отделки в соответствии с окружающей средой.
| Класс | Минимальная толщина покрытия (мкм) | Ключевые стандарты эффективности |
|---|---|---|
| Архитектурный I | 18+ | Высокая устойчивость к ультрафиолетовому излучению, >3000 часов в солевом тумане |
| Архитектура II | 10-18 | Умеренная износостойкость, стабильность цвета |
| Автомобили | 12-25 | Высокая устойчивость к царапинам и химическим веществам |
| Электроника | 5-12 | Эстетическая согласованность, умеренный износ |
| Ювелирные изделия | 1-5 | Блеск, специфическое цветовое соответствие |
Понимание этих деталей имеет решающее значение. Мы часто используем современные инструменты для проверки цвета и блеска. Например, стабильность цвета часто измеряется с помощью спектрофотометрия10. Это гарантирует, что все детали в производственной партии будут выглядеть одинаково. Выбор неправильного класса может привести к преждевременному выходу из строя. Тонкое декоративное покрытие не прослужит долго на здании, расположенном на открытом воздухе.
Классификация золотых покрытий по конечному использованию имеет важное значение. Эта система связывает области применения, от архитектуры до электроники, с четкими стандартами производительности, такими как толщина покрытия и долговечность. Она гарантирует, что выбранное покрытие подходит для данной цели и будет служить долго.
Какова типичная структура затрат на анодирование золотом?
Понимание стоимости золотого анодирования не сводится к одной цене. Это совокупность факторов. Каждая деталь уникальна. Ее размер, форма и сложность напрямую влияют на конечную стоимость.
Тип алюминиевого сплава также играет большую роль. Некоторые сплавы сложнее поддаются анодированию. Это требует больше времени и ресурсов.
Основные факторы, определяющие затраты
Размер и сложность детали
Более крупные детали требуют большего объема резервуара. Сложные детали с глубокими карманами или отверстиями сложны в обработке. Это увеличивает трудозатраты и время обработки.
Размер партии
Более крупные партии часто снижают стоимость единицы продукции. Это связано с повышением эффективности настройки и обработки. Небольшие индивидуальные заказы будут иметь более высокую индивидуальную цену.
Вот краткий обзор того, как различные факторы влияют на цену.
| Фактор | Низкая стоимость | Более высокая стоимость |
|---|---|---|
| Сложность | Простые, плоские поверхности | Сложные геометрии |
| Размер партии | Большой объем | Единый прототип |
| Тип сплава | Алюминий 6061 | Серия 2000 или 7000 |
| Толщина | Стандартное покрытие | Толстые защитные слои |

Чтобы точно рассчитать бюджет проекта по использованию анодированного алюминия золотого цвета, необходима четкая структура. Перечисленные нами переменные — это только начало. В PTSMAKE мы сопровождаем наших клиентов на протяжении всего этого процесса. Мы гарантируем, что вас не ждут никакие сюрпризы.
Структура для оценки затрат
Представьте себе, что общая стоимость складывается из нескольких ключевых составляющих. Зачастую самая большая часть приходится на трудозатраты. Они включают в себя установку стеллажей, контроль процесса и проверку качества.
Далее идут материалы. Сюда входят химикаты, красители и электроэнергия. Их стоимость может колебаться. Например, поддержание правильного Концентрация электролита11 имеет решающее значение для качества, но требует тщательного управления ресурсами.
Стеллажи и инструменты
Важно, как деталь удерживается в анодирующей ванне. Для необычных форм может потребоваться изготовление специальных стеллажей. Это влечет за собой единовременные затраты на инструменты. Мы всегда обсуждаем это заранее.
Требования к качеству
Более строгие требования к цветовой стабильности или допускам по толщине требуют более тщательного контроля. Это означает более интенсивные меры по обеспечению качества. Эти меры увеличивают общую стоимость проекта.
Вот типичная процентная разбивка затрат, которую мы видим в прошлых проектах.
| Компонент затрат | Типичный процент |
|---|---|
| Трудовые ресурсы и настройка | 40% – 50% |
| Материалы (химикаты, красители) | 20% – 30% |
| Коммунальные услуги (электроэнергия) | 10% – 15% |
| Инструменты и стеллажи | 5% – 10% |
| Контроль качества | 5% – 10% |
Стоимость анодирования золотом — это сложная задача, состоящая из многих частей. Основными факторами являются сложность детали, тип сплава, размер партии и требования к качеству. Четкое понимание этих факторов помогает составить реалистичный бюджет и избежать непредвиденных расходов.
Какие алюминиевые сплавы лучше всего подходят для анодирования золотом?
Выбор подходящего алюминиевого сплава имеет решающее значение. Это самый важный шаг для получения красивого золотого анодированного покрытия. Не все сплавы одинаково подходят для этого процесса.
Конечный цвет и качество в значительной степени зависят от состава сплава. Некоторые сплавы дают блестящее, однородное золото. Другие могут привести к тусклому или неровному внешнему виду.
Вот краткое руководство по совместимости, которое мы используем в PTSMAKE.
| Серия сплавов | Пригодность для золотого анодирования |
|---|---|
| 6xxx (например, 6061) | Превосходно |
| 5xxx (например, 5052) | Превосходно |
| 1xxx (например, 1100) | Хорошо |
| 7xxx (например, 7075) | Хорошо (с осторожностью) |
| 2xxx / 3xxx | Бедный |
Эта таблица служит отправной точкой. Оптимальный выбор всегда зависит от конкретного применения и косметических требований.

Секрет идеальной детали из анодированного алюминия золотого цвета заключается в химическом составе металла. Конкретные элементы, добавленные в алюминий, напрямую влияют на конечный результат.
Почему чистые сплавы превосходят другие
Идеально подходят сплавы серий 5xxx и 6xxx. Они в основном содержат магний и кремний. Эти элементы хорошо поддаются анодированию.
Они образуют четкий пористый анодный слой. Эта структура легко принимает золотой краситель. Результатом является однородная, яркая и декоративная отделка. Именно этого хотят большинство наших клиентов для своих высококачественных продуктов.
Проблема с другими элементами
Напротив, сплавы с высоким содержанием меди, такие как серия 2xxx, являются проблематичными. Медь не анодируется равномерно с алюминием.
Это создает микроскопические интерметаллические соединения12 на поверхности. Это может привести к появлению черных пятен или мутного, неоднородного цвета. Это портит внешний вид изделия. Литейные сплавы с высоким содержанием кремния сталкиваются с аналогичными проблемами, часто образуя сероватый оттенок.
На основании наших испытаний, вот как основные элементы влияют на конечный результат.
| Элемент | Влияние на анодирование золота | Результирующий внешний вид |
|---|---|---|
| Магний (Mg) | Отличная впитываемость краски | Яркий, однородный золотой цвет |
| Кремний (Si) | Хороший (низкий %), Плохой (высокий %) | Прозрачный (низкое содержание кремния), сероватый/мутный (высокое содержание кремния) |
| Медь (Cu) | Плохая впитываемость краски | Темные пятна, неравномерный цвет |
| Цинк (Zn) | Светлый, может вызвать желтый оттенок | Может изменить оттенок золота |
Для получения безупречного декоративного золотого покрытия чрезвычайно важно правильно выбрать сплав. Сплавы 6061 и 5052 являются лучшим выбором благодаря своему чистому составу, который обеспечивает равномерное и яркое поглощение краски. Избегайте сплавов с высоким содержанием меди, чтобы предотвратить косметические дефекты.
Каковы наиболее распространенные дефекты при анодировании золота?
Золотое анодирование обеспечивает потрясающий и защитный финиш. Однако для достижения совершенства требуется строгий контроль процесса. Когда что-то идет не так, могут появляться дефекты.
Эти дефекты влияют как на внешний вид, так и на функциональность. Они могут варьироваться от незначительных изменений цвета до серьезных повреждений поверхности.
Распространенные визуальные недостатки
Наиболее частые проблемы носят визуальный характер. Их легко заметить, но решить может быть непросто.
| Дефект | Общий вид |
|---|---|
| Несоответствие цвета | Различные оттенки золота между партиями |
| Порошкообразная поверхность | Тусклый, меловой вид вместо гладкой поверхности |
Помимо очевидных визуальных проблем, могут возникнуть несколько дефектов, связанных с процессом. Они могут нарушить целостность защитного слоя на ваших деталях из анодированного алюминия с золотым покрытием.
Дефекты, вызванные технологическим процессом
Эти недостатки часто указывают на конкретные проблемы в процессе анодирования.
Следы от стеллажей – это небольшие участки без покрытия. Они остаются от приспособлений, удерживающих деталь во время обработки. В PTSMAKE мы уделяем особое внимание разработке интеллектуальных приспособлений, чтобы эти следы были как можно меньше и незаметнее.
Питтинг и ожоги являются более серьезными повреждениями. Питтинг проявляется в виде крошечных углублений на поверхности. Ожоги создают темные, шероховатые участки, где покрытие повреждено. Часто это вызвано чрезмерным плотность тока13 в определенных местах.
Важность правильной герметизации
После окрашивания поры покрытия запечатываются. Если этот этап выполнен не полностью, это приводит к плохой герметизации. Это может вызвать растекание или выцветание цвета и снизить коррозионную стойкость.
| Дефект | Основная причина | Основная область деятельности |
|---|---|---|
| Следы от стеллажей | Зажимное приспособление для закрепления детали | Конструкция и размещение стеллажей |
| Питтинг | Химический дисбаланс | Мониторинг раствора для ванн |
| Горящий | Высокий электрический ток | Управление источником питания |
| Плохая герметичность | Неправильная температура или время | Параметры ванны для герметизации |
Для получения безупречного анодированного покрытия золотого цвета необходимо предотвратить как визуальные, так и технологические дефекты. Такие проблемы, как изменение цвета, пригорание и плохая герметичность, указывают на необходимость более строгого контроля процесса анодирования от начала до конца.
В каких областях применяются различные классы анодирования золотом?
Золотое анодирование не является универсальным решением. Выбор подходящего класса полностью зависит от конечного использования продукта. Косметическая деталь требует другой отделки, чем промышленный компонент.
Мы часто помогаем клиентам сделать лучший выбор. Это гарантирует как визуальную привлекательность, так и долговечность их деталей из анодированного алюминия золотого цвета.
Декоративные и функциональные потребности
Для чисто эстетических деталей хорошо подходит более тонкое покрытие. К ним относятся такие предметы, как косметическая упаковка или награды.
Функциональные детали требуют большего. Им нужны более толстые и твердые покрытия для обеспечения износостойкости и коррозионной стойкости. Подумайте о высокопроизводительных компонентах велосипедов.
Вот краткое руководство:
| Приложение | Основная потребность | Типичный класс |
|---|---|---|
| Косметическая упаковка | Визуальная привлекательность | Класс II |
| Архитектурная отделка | Устойчивость к ультрафиолетовому излучению | Класс I или II |
| Аудио панели | Прочность и внешний вид | Класс II |
| Компоненты велосипеда | Износостойкость | Класс I |

Выбор правильного класса анодирования имеет решающее значение. Он напрямую влияет на срок службы, внешний вид и эксплуатационные характеристики продукта. В нашей работе в PTSMAKE мы подбираем свойства отделки в соответствии с реальными требованиями применения.
Соответствие отделки функциональности
Рассмотрим несколько конкретных примеров. Лицевые панели высококачественного аудиооборудования требуют прочного, устойчивого к царапинам покрытия, которое также выглядит престижно. Здесь идеально подходит анодированное золото класса II. Оно обеспечивает отличный баланс.
Архитектурные оконные рамы постоянно подвергаются воздействию солнца и дождя. Им требуется покрытие класса I или толстое покрытие класса II. Это обеспечивает отличную устойчивость к ультрафиолетовому излучению и защиту от коррозии. Основное внимание уделяется долговечности, а не только первоначальному внешнему виду. В ходе этого процесса создается защитный слой, который электролитическое пассивирование14.
Смартфоны используются ежедневно. Их корпуса требуют покрытия, устойчивого к отпечаткам пальцев, царапинам и небольшим ударам. Специально разработанное покрытие класса II обеспечивает такую прочность без значительного увеличения веса или толщины.
Спецификации, ориентированные на приложения
Решение всегда зависит от конечного использования. Мы оцениваем уникальные условия и факторы нагрузки каждого проекта. Это гарантирует, что выбранная отделка будет работать в течение многих лет в соответствии с ожиданиями.
| Пример продукта | Ключевое требование | Почему этот курс? |
|---|---|---|
| Корпус смартфона | Устойчивость к царапинам | Ежедневная эксплуатация требует прочной поверхности |
| Оконная рама | Устойчивость к ультрафиолетовому излучению/коррозии | Должен выдерживать погодные условия на открытом воздухе |
| Высокопроизводительный концентратор | Устойчивость к истиранию | Выдерживает трение и механические нагрузки |
Выбор подходящего класса анодирования золотом — это вопрос баланса. Необходимо учитывать условия эксплуатации продукта, его назначение и желаемый внешний вид. От декоративной отделки до износостойких компонентов — каждое применение диктует идеальную отделку с точки зрения производительности и долговечности.
Как процессы анодирования золота сравниваются с точки зрения экологии?
Выбор подходящего процесса анодирования золота зависит не только от эстетических соображений. Огромное значение имеет воздействие на окружающую среду. Различные методы имеют свои уникальные требования к химическим веществам и энергии.
Ключевые факторы окружающей среды
Каждый процесс оставляет след. Мы должны учитывать используемые химические вещества, производимые отходы и потребляемую энергию. Это помогает нам делать ответственный выбор.
Химия процессов имеет значение
Тип используемой кислоты и красящего вещества имеет решающее значение. Обычно используется серная кислота, но ее утилизация требует тщательного контроля. Это напрямую влияет на общую экологичность создания красивого золотого анодированного алюминиевого покрытия.
| Метод анодирования | Основное химическое вещество | Основные экологические проблемы |
|---|---|---|
| Серная кислота (тип II) | Серная кислота | Нейтрализация кислот в сточных водах |
| Электролитическое окрашивание | Соли металлов (например, олово) | Тяжелые металлы в сточных водах |
| Органическое окрашивание | Органические красители | Зависит от красителя; некоторые являются опасными |

Давайте более подробно рассмотрим конкретное воздействие химических веществ, используемых для окрашивания. Выбор между электролитическим окрашиванием и органическими красителями представляет собой значительный компромисс с точки зрения экологии. Это тема, которую мы часто обсуждаем с клиентами в PTSMAKE.
Электролитическое окрашивание: долговечность против отходов
При электролитическом окрашивании используются неорганические соли металлов. При этом методе металлы, такие как олово, осаждаются в анодных порах. В результате получается чрезвычайно прочное, устойчивое к ультрафиолетовому излучению покрытие.
Однако в результате этого процесса в воду для ополаскивания попадают тяжелые металлы. Это сточные воды15 требует обширной и дорогостоящей очистки сточных вод. Для предотвращения загрязнения окружающей среды необходимо соблюдать правила обращения с отходами.
Органические красители: простота против стабильности
Органическое окрашивание проще. Оно заключается в погружении детали в горячий раствор красителя. Этот метод предлагает широкий выбор цветов.
Основная проблема заключается в природе красителей. Некоторые из них безвредны, а другие могут содержать загрязняющие вещества или летучие органические соединения (ЛОС). Стабильность и биоразлагаемость этих красителей сильно различаются.
Потребление энергии
Все процессы анодирования являются энергоемкими. Они требуют значительного количества электроэнергии для работы выпрямителя и охлаждения кислотной ванны. Согласно результатам наших испытаний, более длительное анодирование для получения более толстых покрытий напрямую увеличивает потребление энергии.
| Метод раскрашивания | Сложность сточных вод | Потребление энергии | Риск для здоровья/безопасности |
|---|---|---|---|
| Электролитический | Высокий (тяжелые металлы) | От умеренного до высокого | Умеренная (соли металлов) |
| Органический краситель | От низкого до умеренного | От низкого до умеренного | Различается (химия красителей) |
При выборе процесса анодирования золотом необходимо найти баланс между долговечностью и экологической ответственностью. Ключевыми факторами являются химические отходы, особенно тяжелые металлы, образующиеся в результате электролитического окрашивания, и общее потребление энергии. Каждый метод имеет свой уникальный экологический след, который необходимо тщательно контролировать.
Как устроена цепочка поставок золотого анодирования?
Вы когда-нибудь задумывались, как дизайн превращается в готовую деталь с золотым анодированным покрытием? Это очень структурированный процесс. Ключевую роль играет четкий рабочий процесс.
Этот процесс гарантирует, что конечный продукт соответствует всем техническим требованиям. В нем участвуют несколько ключевых игроков, каждый из которых играет важную роль от начала до конца. Давайте рассмотрим типичный процесс.
Начальные этапы рабочего процесса
Понимание первых шагов помогает избежать дорогостоящих ошибок в дальнейшем. Все начинается с четкого плана.
| Сцена | Ключевой игрок | Основное действие |
|---|---|---|
| 1. Конструкция и технические характеристики | OEM / Дизайнер | Создавайте чертежи, определяйте цвета и технические характеристики |
| 2. Изготовление деталей | Мастерская по механической обработке | Обработка сырого алюминия в соответствии со спецификациями |
Этот структурированный подход является основополагающим для достижения успеха.

Более подробный взгляд на каждую роль
Успешный результат зависит от каждого звена в цепочке поставок. Четкая коммуникация и четко определенные обязанности имеют решающее значение для создания высококачественных деталей из анодированного алюминия золотого цвета. Каждый этап напрямую зависит от предыдущего.
Оригинальный производитель/дизайнер: архитектор
Путь начинается с производителя оригинального оборудования (OEM) или конструктора. Они создают чертеж. Он включает в себя размеры деталей, допуски и точные спецификации для анодированного покрытия. Они определяют цвет, толщину покрытия и любые требования к эксплуатационным характеристикам, такие как коррозионная стойкость.
Производственный цех: Строитель
Именно здесь мы, партнеры из PTSMAKE, играем свою роль. Мы берем сырой алюминий и обрабатываем деталь в соответствии с точными спецификациями конструктора. Качество поверхности на этом этапе имеет решающее значение. Плохую обработку невозможно скрыть анодированием.
Цех анодирования: отдел финишной обработки
Затем обработанная деталь отправляется в специализированную мастерскую по анодированию. Там выполняется электролитическое пассивирование16 процесс для создания прочного оксидного слоя. Затем они наносят специальный золотой краситель, чтобы соответствовать цветовому стандарту OEM. Их опыт заключается исключительно в отделке поверхностей.
Контроль качества: The Guardian
Контроль качества — это не однократная операция, а непрерывный процесс. Мы проводим проверки перед отправкой деталей на анодирование. Анодировщик проверяет свою работу. Наконец, перед отправкой конечному пользователю деталь проходит комплексную проверку на соответствие всем техническим требованиям.
| Игрок | Основная ответственность | Точка проверки |
|---|---|---|
| OEM/Дизайнер | Установление четких спецификаций | Окончательный обзор продукта |
| Производственный цех | Точная обработка, подготовка поверхности | Предварительная проверка перед анодированием |
| Цех анодирования | Нанесение отделки в соответствии со спецификацией | Проверки после анодирования |
| QC Labs | Независимая проверка | На протяжении всего процесса |
Путь от цифрового проекта до физической детали проходит через несколько четких и важных этапов. Каждый участник, от OEM-производителя, устанавливающего технические характеристики, до команды контроля качества, выполняющей окончательную проверку, несет ответственность за успех проекта и качество конечного продукта.
Опишите пошаговый процесс анодирования детали золотом.
Создание однородного золотого анодированного алюминиевого покрытия требует точного и повторяемого процесса. В PTSMAKE мы полагаемся на подробную технологическую схему. Это гарантирует, что каждая деталь соответствует спецификации.
Путь от необработанной детали до готового продукта является систематическим. Каждый этап основывается на предыдущем.
Рабочий процесс анодирования
Этот рабочий процесс является нашей дорожной картой для обеспечения качества. Он гарантирует единообразие и долговечность каждого производимого нами компонента.
| Сцена | Основная цель |
|---|---|
| Очистка и обезжиривание | Удалите все масла и загрязнения. |
| Травление | Создайте однородную матовую поверхность. |
| Обеззараживание | Удалите остатки сплава после травления. |
| Анодирование | Создайте анодный оксидный слой. |
| Окрашивание | Придать желаемый золотистый цвет. |
| Герметизация и сушка | Закройте поры и закрепите покрытие. |
Этот структурированный подход является обязательным условием успеха.
Блок-схема процесса — это больше, чем просто список дел. Это наш основной документ по контролю качества. Каждый этап имеет определенные параметры, которые мы тщательно контролируем. Любое отклонение может повлиять на конечный результат.
Критические контрольные точки
Считайте очистку основой. Если останутся масляные пятна или грязь, анодированный слой будет неровным. Это приведет к появлению пятен на окончательном золотом цвете. Мы узнали об этом на ранних этапах наших проектов.
Анодирующий бак является сердцем всего процесса. Мы контролируем напряжение, температуру и [электролит]().17 концентрацию с чрезвычайной точностью. Эти переменные напрямую влияют на толщину и твердость оксидного слоя.
От процесса к совершенству
Даже этап удаления копоти имеет решающее значение. Если его пропустить или выполнить ненадлежащим образом, останутся металлические остатки. Эта "копоть" помешает красителю равномерно проникнуть в поры.
Вот как небольшие ошибки в процессе могут привести к большим проблемам.
| Выпуск | Стадия потенциальной причины |
|---|---|
| Плохая адгезия краски | Неполное удаление копоти |
| Белые или порошкообразные пятна | Неправильная герметизация |
| Тонкое покрытие | Неправильное время/напряжение анодирования |
| Несоответствие цвета | Загрязненная ванна с красителем |
Наконец, этап герметизации фиксирует цвет. Он также обеспечивает важную коррозионную стойкость для детали из анодированного золотом алюминия. Некачественная герметизация означает короткий срок службы. Это простой, но важный заключительный этап.
Подробная блок-схема — это план качественного анодирования золотом. Каждый этап, от первоначальной очистки до окончательной герметизации, является критически важным контрольным пунктом. Соблюдение этого процесса гарантирует прочную и визуально идеальную отделку каждой детали.
Какие параметры необходимо контролировать для обеспечения стабильного цвета?
План управления процессом (PCP) — это ваша дорожная карта. Он гарантирует, что все детали будут выглядеть одинаково. Без него вы будете только гадать.
Для таких отделок, как анодированный алюминий золотого цвета, это имеет решающее значение. Необходимо определить и контролировать каждую переменную. План состоит из трех основных этапов.
Три основные принципы управления цветом
Каждый этап имеет свою конкретную задачу. Анодирование создает основу. Окрашивание добавляет оттенок. Герметизация защищает окончательную отделку.
| Сцена | Основная цель |
|---|---|
| Анодирование | Создать пористый оксидный слой |
| Раскраска | Внесите краску в поры |
| Уплотнение | Закройте поры, чтобы зафиксировать цвет |
Контроль этих этапов — единственный способ добиться подлинной цветовой стабильности.

Для достижения определенного оттенка золота необходим подробный план PCP. Он переносит контроль качества с этапа окончательной проверки на этап проактивной системы, действующей в процессе производства. В PTSMAKE мы разрабатываем такие планы совместно с нашими клиентами. Это гарантирует, что первая деталь будет соответствовать последней.
Параметры процесса анодирования
На этом начальном этапе образуется пористая анодная пленка. Структура этой пленки напрямую влияет на то, как она воспринимает краситель. Контроль Текущая плотность18 особенно важно для равномерности слоя.
| Параметр | Приемлемое окно (пример «Золото») |
|---|---|
| Температура | 18–22 °C (64–72 °F) |
| Напряжение / Ток | 12–18 В / 12–15 А/кв. фут |
| Серная кислота | 180–200 г/л |
| Время анодирования | 30-45 минут |
Параметры окрашивания (крашения)
Здесь краситель заполняет поры, образовавшиеся в процессе анодирования. Даже небольшие изменения могут вызвать значительные изменения цвета. Согласно результатам наших испытаний, время и температура являются наиболее чувствительными переменными для золотых красителей.
| Параметр | Приемлемое окно (пример «Золото») |
|---|---|
| Концентрация красителя | 5-10 г/л |
| Уровень pH | 5,0 – 6,0 |
| Температура | 55–65 °C (131–149 °F) |
| Время погружения | 5–10 минут |
Параметры уплотнения
Герметизация закрывает поры, фиксируя цвет и обеспечивая коррозионную стойкость. Неправильная герметизация может привести к выцветанию или потере цвета.
| Параметр | Приемлемое окно (пример «Золото») |
|---|---|
| Тип уплотнения | Гидротермальный процесс при средней температуре |
| Температура | 85–95 °C (185–203 °F) |
| Уровень pH | 5,5 – 6,5 |
| Время уплотнения | 15-20 минут |
Необходим подробный план контроля процесса. В нем определяются точные рабочие окна для анодирования, окрашивания и герметизации. Этот методичный подход превращает стабильность цвета из искусства в повторяемую науку, обеспечивая предсказуемые результаты для каждого производственного цикла.
Укажите полный процесс для высокотехнологичного электронного устройства.
Создание безупречного золотого покрытия на флагманском смартфоне — это не магия. Это чистая инженерная точность. Это требует подробных спецификаций с самого начала.
Этот документ служит нашим руководством. Он определяет каждый шаг на пути к достижению идеального внешнего вида косметических средств. Этот процесс обеспечивает единообразие миллионов единиц продукции.
Ключевые этапы спецификации
Процесс начинается с выбора материала. Затем следует подготовка поверхности и, наконец, анодирование и окрашивание. На всех этапах необходимо строгое контроль качества.
| Сцена | Ключевое соображение |
|---|---|
| Выбор сплава | Реакция анодирования и окончательный цвет |
| Предварительная отделка | Текстура и чистота поверхности |
| Анодирование | Толщина слоя и прочность |
| Контроль качества | Косметическое и физическое совершенство |

Подготовка сплава и поверхности
Выбор алюминиевого сплава является основой. Для получения высококачественного анодированного алюминия золотого цвета я обычно рекомендую серию 6000, в частности 6063. Его состав позволяет получить яркий, однородный цвет.
Серия 7000, хотя и более прочная, может иметь более тусклый, желтоватый оттенок. Это связано с более высоким содержанием цинка. Это не идеально для продукта класса люкс.
Подготовка поверхности имеет не менее важное значение. Определенная последовательность действий позволяет добиться желаемого тактильного ощущения и внешнего вида. Кроме того, она гарантирует идеальную чистоту поверхности для анодирования. В одном из наших прошлых проектов мы обнаружили, что мелкая дробеструйная обработка с последующим легким химическим травлением дает матовую поверхность высокого качества. Это сводит к минимуму отражение света и скрывает отпечатки пальцев.
Параметры анодирования и окрашивания
В процессе анодирования образуется прочный пористый оксидный слой. Затем этот слой пропитывается органическим красителем, чтобы получить золотистый цвет. Здесь очень важен точный контроль. Мы полагаемся на строгие гальваностатическое управление19 для поддержания постоянной плотности тока.
Это обеспечивает равномерный рост слоя на сложных геометрических формах. Любое отклонение может привести к заметным различиям в цвете.
| Параметр | Технические характеристики | Толерантность |
|---|---|---|
| Концентрированная серная кислота. | 180 г/л | ±10 г/л |
| Температура ванны | 20 °C | ±1°C |
| Текущая плотность | 1,5 А/дм² | ±0,1 А/дм² |
| Концентрация красителя | 5 г/л | ±0,5 г/л |
| Время уплотнения | 30 минут | ±2 минуты |
Благодаря такому строгому контролю мы гарантируем, что каждая деталь выглядит и ощущается одинаково. Это непреложное условие производства высококачественной продукции.
Идеальная отделка из анодированного алюминия золотого цвета является результатом тщательно спланированного процесса. От выбора конкретного сплава до точной подготовки поверхности и строго контролируемых параметров анодирования — важна каждая деталь. Техническое задание является ключом к достижению этого повторяемого совершенства.
Неподлежащий обсуждению план контроля качества
Сильная спецификация бесполезна без строгого плана контроля качества, обеспечивающего ее выполнение. Для устройств премиум-класса контроль качества — это не просто окончательная проверка. Он осуществляется на каждом этапе процесса.
Наш план контроля качества ориентирован как на косметические, так и на эксплуатационные показатели. Мы не допускаем никаких ошибок.
Косметический осмотр
Визуальное совершенство имеет первостепенное значение. Мы используем как автоматизированный, так и ручной контроль в контролируемых условиях освещения для выявления любых дефектов.
- Равномерность цвета: Мы используем спектрофотометр для измерения цвета по сравнению с эталонным образцом. Значение Delta E должно быть менее 1,0.
- Дефекты поверхности: Мы проверяем наличие царапин, вмятин или любых других дефектов. Наш стандарт — отсутствие видимых дефектов с расстояния 30 см.
Физическое тестирование
Покрытие также должно быть прочным. Оно должно выдерживать ежедневное использование.
- Толщина покрытия: Мы используем вихретоковый контроль для проверки того, что анодный слой соответствует спецификации 12-15 микрон.
- Устойчивость к истиранию: Тест Табера гарантирует, что поверхность устойчива к износу, имитируя длительное использование.
Этот многогранный подход к контролю качества гарантирует, что каждый корпус смартфона соответствует стандартам роскоши, ожидаемым потребителями.
Часто задаваемые вопросы
Почему для золотого покрытия предпочтительнее использовать алюминиевый сплав 6063?
Сплав 6063 имеет более низкое содержание таких элементов, как медь и цинк, по сравнению с другими сериями, например 7000. Эти элементы могут мешать процессу анодирования, часто вызывая мутный или неравномерный цвет. 6063 обеспечивает более чистую и яркую основу для окрашивания.
Может ли текстура поверхности повлиять на конечный цвет золота?
Безусловно. Более грубая текстура, например, полученная в результате интенсивной дробеструйной обработки, больше рассеивает свет. Это может сделать золотой цвет более светлым и матовым. Более гладкая, полированная поверхность придаст золоту более отражающий, глубокий оттенок. Предварительная отделка должна быть однородной.
От спецификации к реальности
Подробная спецификация является необходимым планом для достижения высококачественного золотого анодированного алюминиевого покрытия мирового класса. Однако настоящая сложность заключается в выполнении этого плана с абсолютной точностью и последовательностью, деталь за деталью.
В PTSMAKE мы преуспеваем в преобразовании этих сложных спецификаций в реальные, безупречные компоненты. Благодаря нашему глубокому опыту в области прецизионной обработки и отделки с помощью ЧПУ, мы помогаем нашим партнерам воплощать в жизнь их высокотехнологичные электронные устройства, гарантируя, что каждый продукт соответствует самым высоким стандартам качества и внешнего вида.
Когда вы бы выбрали анодирование вместо золотого PVD или краски?
Выбор правильного золотого покрытия имеет решающее значение. Оно влияет на внешний вид, ощущения и характеристики. Анодирование, PVD и окраска имеют свои уникальные преимущества. Это решение может показаться сложным.
Моя цель — упростить для вас этот процесс. Мы будем использовать понятную матрицу принятия решений. Она поможет вам выбрать лучший вариант для ваших конкретных потребностей в продукте. Давайте разберем ключевые факторы, которые следует учитывать.
| Отделка | Лучшее для | Ключевая черта |
|---|---|---|
| Анодирование | Алюминиевые детали | Металлический оттенок |
| Золотое PVD | Изделия с высокой износостойкостью | Долговечность |
| Краска | Недорогие товары | Разнообразие цветов |
Эта структура поможет вам сделать правильный выбор. Она гарантирует, что ваш продукт будет не только отлично выглядеть, но и прекрасно функционировать.

Чтобы принять правильное решение, необходимо более глубоко изучить вопрос. В PTSMAKE мы ежедневно помогаем клиентам пройти через этот процесс. Выбор зависит не только от цвета, но и от соответствия отделки требованиям применения.
Подробное сравнение — лучший инструмент. Мы разработали эту матрицу на основе данных по проектам. В ней учитываются наиболее важные факторы, с которыми вам придется столкнуться. Например, процесс анодирования алюминия в золотом цвете включает в себя следующие этапы: электролитическое пассивирование20 что коренным образом меняет поверхность.
| Критерий | Золотое анодирование | Золотое PVD | Золотая краска |
|---|---|---|---|
| Долговечность | Высокий (интегральный) | Очень высокий | От низкого до среднего |
| Стоимость | Средний | Высокий | Низкий |
| Соответствие цвета | Хорошо | Превосходно | Превосходно |
| Металлический оттенок | Сохраненный | Сохраненный | Потерянный |
| Проводимость | Низкий (изолятор) | Высокий | Нет |
| Окружающая среда | Умеренный | Низкий | Высокий (ЛОС) |
Обоснование для конкретных продуктов
Пример 1: Высококачественные аудиорегуляторы
Для высококачественного аудиорегулятора, золотое анодирование идеально подходит. Он сохраняет четкий металлический вид обработанного алюминия. Покрытие достаточно прочное для частого использования, что обеспечивает превосходный пользовательский опыт.
Случай 2: Чехлы для роскошных часов
Вот, Золотое PVD является победителем. Он обеспечивает исключительную устойчивость к царапинам и износу. Это очень важно для предмета, который носится ежедневно. Он также имеет стабильный насыщенный золотой цвет, который символизирует качество.
Случай 3: Одноразовые рекламные трофеи
Для недорогих рекламных товаров, золотая краска является наиболее практичным выбором. Он недорог и обеспечивает быстрое производство. Долговечность не является основным требованием для этих применений.
Эта матрица решений указывает четкий путь. Оценив долговечность, стоимость, ощущения на ощупь и другие факторы, вы сможете с уверенностью выбрать идеальное золотое покрытие. Лучший выбор всегда соответствует конкретной функции вашего продукта и его положению на рынке.
Как обеспечить стабильность цвета в разных партиях продукции?
Надежная стратегия контроля цвета — лучшая защита от колебаний между партиями. Речь идет не о догадках, а о создании повторяемого процесса, основанного на данных.
Все начинается с "эталонного образца". Это ваш идеальный эталон цвета.
Фонд: Ваш мастер-образец
Образец-оригинал становится эталоном для всех будущих производственных партий. Это единственная деталь, которая, по общему мнению, является правильной. Все остальные детали должны соответствовать ей.
Почему освещение имеет решающее значение
Цвет может выглядеть по-разному при различном освещении. Поэтому мы всегда оцениваем мастер-образец и производственные детали в контролируемых, постоянных условиях освещения, чтобы избежать ошибок.
| Освещенность | Цвет | Риск несоответствия |
|---|---|---|
| Контролируемый световой бокс D65 | Настоящий, стабильный цвет | Низкий |
| Офисная люминесцентная лампа | Может казаться искаженным зеленым/синим | Высокий |
| Солнечный свет (переменный) | Изменения в течение дня | Высокий |

Количественная оценка цвета с помощью технологий
Полагаться только на человеческий глаз — это путь к несогласованности. Мы используем точные инструменты, чтобы превратить цвет в объективные данные, устраняя субъективность из уравнения. Это крайне важно для таких материалов, как анодированный алюминий золотого цвета, где даже небольшие изменения могут быть очень заметны.
A спектрофотометр21 является ключевым инструментом в этом процессе. Он измеряет цвет поверхности и предоставляет точные данные. Мы используем эти данные для установления приемлемого цветового диапазона.
Это окно часто определяется значением CIELAB ΔE. Это значение представляет собой общую разницу в цвете между производственной деталью и эталонным образцом. В PTSMAKE мы работаем с клиентами, чтобы определить приемлемый порог ΔE.
Внедрение строгих мер контроля процессов
После установления стандарта его поддержание сводится к контролю процессов. Для любого процесса отделки мы фиксируем все критические параметры. Это гарантирует повторяемость результата месяц за месяцем.
| Параметр для управления | Почему это важно для цвета |
|---|---|
| Концентрация красителя | Непосредственно влияет на насыщенность цвета |
| Время погружения | Влияет на глубину цвета и оттенок |
| Температура ванны | Влияет на скорость поглощения красителя |
| Напряжение/ток (анодирование) | Влияет на толщину пористого слоя |
Документируя и контролируя эти переменные, мы гарантируем, что партия 20 будет идентична партии 1.
Успешная стратегия основана на физическом эталонном образце, объективных данных, полученных с помощью таких инструментов, как спектрофотометр, для определения цветового окна (ΔE), а также строгом контроле процессов, чтобы гарантировать, что каждая партия соответствует этому стандарту без отклонений.
Откройте для себя профессиональные решения по анодированию золотом с PTSMAKE
Готовы получить безупречные детали из анодированного алюминия золотого цвета для вашего следующего проекта? Свяжитесь с PTSMAKE прямо сейчас, чтобы получить быстрое и профессиональное предложение. Наша команда обеспечит точность, качество и своевременность результатов, которым вы можете доверять, независимо от вашей отрасли или сложности проекта. Отправьте свой запрос сегодня!

Узнайте, как этот важный параметр влияет на качество и однородность конечного анодированного слоя. ↩
Узнайте, как физические свойства света создают стабильные, яркие цвета, которые не блекнут со временем. ↩
Узнайте, как эти микроскопические структуры сплава влияют на свойства материала и конечную обработку поверхности. ↩
Узнайте, что означает это электрическое свойство и почему оно так важно для ваших электронных компонентов. ↩
Узнайте, как склеивание поверхностей влияет на долговечность и надежность ваших обработанных деталей. ↩
Поймите, как этот метод электрического управления обеспечивает превосходную стабильность цвета в производстве. ↩
Узнайте, как эта свойство влияет на долговечность и внешний вид ваших анодированных компонентов. ↩
Понять микроскопический процесс заполнения пор анодированного алюминия краской. ↩
Узнайте, как типы отражения света влияют на внешний вид готовых металлических поверхностей. ↩
Узнайте, как этот инструмент обеспечивает точную цветовую согласованность тысяч изготовленных деталей. ↩
Узнайте, как баланс химической ванны влияет на качество анодирования, качество отделки и общую стоимость проекта. ↩
Узнайте, как эти микроскопические частицы могут повлиять на окончательный вид и долговечность ваших анодированных деталей. ↩
Узнайте, как концентрация электрического тока влияет на конечное качество и внешний вид анодированной поверхности. ↩
Узнайте, как благодаря анодированию создается прочная, устойчивая к коррозии поверхность. ↩
Узнайте о проблемах, связанных с промышленными сточными водами, и о важной роли их очистки в производстве. ↩
Узнайте, как этот электрохимический процесс создает прочный декоративный слой на алюминии. ↩
Понять химический раствор, который делает возможным процесс анодирования и контролирует ключевые свойства покрытия. ↩
Узнайте, как этот электрический параметр напрямую влияет на толщину, твердость и конечный внешний вид покрытия. ↩
Поймите, насколько важно контролировать электрический ток для достижения стабильного цвета и толщины покрытия. ↩
Поймите научные основы того, как этот процесс улучшает поверхностные свойства алюминия. ↩
Узнайте, как этот прибор измеряет цвет с точностью, превосходящей возможности человеческого глаза. ↩






