

Многие инженеры сталкиваются с важным решением при выборе метода обработки поверхности прецизионных деталей: хромирование или никелирование? Неправильный выбор может привести к преждевременному выходу детали из строя, дорогостоящей переделке и задержкам в производстве, что повлияет на весь график проекта.
Хромирование обеспечивает превосходную твердость и износостойкость с зеркально-блестящей поверхностью, а никелирование обеспечивает лучшую защиту от коррозии и более простое нанесение на различные подложки. Выбор зависит от конкретных требований к применению, условий окружающей среды и ограничений по стоимости.
Я работал с обоими вариантами покрытия в компании PTSMAKE, помогая клиентам оптимизировать выбор методов обработки поверхностей для всего, от компонентов аэрокосмической промышленности до бытовой электроники. В этом руководстве разъясняются основные различия между хромированием и никелированием, включая коррозионную стойкость, факторы стоимости, эстетические свойства и практические соображения по применению, которые помогут вам принять правильное решение для вашего следующего проекта.
Хромирование или никелирование: какое покрытие обеспечивает лучшую коррозионную стойкость?
При выборе отделки часто возникает дилемма: хромирование или никелирование. Что обеспечивает лучшую защиту? Ответ не так прост. Все зависит от конечного применения детали и условий эксплуатации.
Понимание основ
Хром обеспечивает твердую, прочную поверхность с классическим блестящим покрытием. Никель обеспечивает отличную защиту и доступен в различных вариантах блеска. Оба материала великолепны, но по разным причинам.
Основные различия
Быстрое сравнение показывает их явные преимущества.
| Характеристика | Хромирование | Никелирование |
|---|---|---|
| Твердость | Очень высокий | От умеренного до высокого |
| Внешний вид | Яркий, с голубоватым оттенком | Различается (от яркого до тусклого) |
| Основная цель | Износ и коррозия | Устойчивость к коррозии |
Этот выбор имеет решающее значение для долгосрочной эффективности продукта.
Чтобы по-настоящему понять разницу между хромированием и никелированием, нам нужно рассмотреть их характеристики в конкретных условиях. Окружающая среда играет огромную роль в определении того, какое покрытие прослужит дольше.
Работа в суровых условиях
Морская и промышленная среда оказывают жесткое воздействие на металлические детали. Солевой туман, химические вещества и постоянная влажность ускоряют коррозию. В этом случае система покрытия имеет большее значение, чем просто конечный слой.
Часто под хромом используется никелевый подслой. Такая комбинация позволяет использовать превосходную адгезию и антикоррозионную защиту никеля. Верхний слой хрома добавляет твердость и служит окончательным барьером.
По нашему опыту в PTSMAKE, этот многослойный подход обеспечивает превосходную стойкость хрома.
Результаты стандартизированного тестирования
Промышленные стандарты, такие как испытание в солевом тумане по ASTM B117, дают нам объективные данные. Эти испытания имитируют ускоренную коррозию в контролируемой среде.
Результаты постоянно показывают, что правильная никель-хромовая система превосходит однослойную. Толщина и тип никелевого покрытия являются критически важными факторами. Например, дуплексные никелевые системы обеспечивают гораздо лучшую стойкость к точечной коррозии, чем однослойное блестящее никелевое покрытие. Это связано с тем, что нанесение слоев разных типов никеля может предотвратить коррозию основного металла, предотвращая такие проблемы, как гальваническая коррозия1 между слоями.
| Окружающая среда | Рекомендуемая система покрытия | Обоснование |
|---|---|---|
| Морской (высокое содержание соли) | Двухслойный никель + хром | Превосходная стойкость к питтингу |
| Промышленность (химическая промышленность) | Безэлектролитный никель | Равномерная толщина, высокая чистота |
| Потребитель (в помещении) | Яркий никель или хром | Эстетика и умеренная защита |
Эти данные помогают нам предложить клиентам наиболее экономичное и надежное решение.
Выбор между хромированием и никелированием для обеспечения коррозионной стойкости зависит от условий эксплуатации. Хотя оба метода эффективны, многослойные системы, такие как никелевая основа с хромированным верхним слоем, часто обеспечивают наилучшую долговечность в суровых морских или промышленных условиях.
Секреты сравнения стоимости: хромирование против никелирования
Когда клиенты спрашивают: "Дорого ли стоит хромирование?", ответ не так прост. Первоначальная цена — это только начало истории.
Предварительные инвестиции
Чтобы провести достоверное сравнение стоимости гальванического покрытия, необходимо учитывать несколько ключевых факторов. Оба процесса имеют свои уникальные требования, которые влияют на первоначальную стоимость.
Сложность материалов и процессов
Хромирование, как правило, требует использования более дорогих материалов. Сам процесс также более сложен и требует очень строгого контроля.
| Фактор стоимости | Хромирование | Никелирование |
|---|---|---|
| Стоимость материала | Выше | Нижний |
| Интенсивность труда | Выше | Умеренный |
| Коэффициент переделки | Потенциально выше | Как правило, ниже |
В этой таблице представлен краткий обзор. Сложность хромирования часто приводит к более высоким затратам на рабочую силу и необходимости использования специального оборудования.

За пределами первоначальной сметы: затраты на жизненный цикл
Более низкая первоначальная стоимость не всегда означает лучшую долгосрочную ценность. Я всегда советую клиентам учитывать общую стоимость владения на протяжении всего жизненного цикла детали. Именно здесь дискуссия о хромировании и никелировании становится интересной.
Долговечность и обслуживание
Хром обладает исключительной твердостью и коррозионной стойкостью. Такая превосходная прочность означает меньшую частоту замены. Это также снижает долгосрочные затраты на техническое обслуживание, что является важным фактором для многих промышленных применений. Никель более мягкий и со временем может потребовать более тщательного ухода.
Скрытые затраты на доработку
Сложность процесса напрямую влияет на количество переделок. Хромирование менее терпимо, чем никелирование. Любые ошибки часто требуют снятия покрытия с детали и повторного покрытия, что значительно увеличивает затраты и время. Никелирование, особенно такие методы, как химическое осаждение2, может обеспечить более равномерное покрытие. Такая стабильность часто приводит к снижению количества переделок с самого начала.
В PTSMAKE мы помогаем клиентам проанализировать эти переменные. Мы сравниваем не только первоначальную цену, но и потенциальные долгосрочные расходы.
| Фактор жизненного цикла | Хромирование | Никелирование |
|---|---|---|
| Долговечность | Очень высокий | Высокий |
| Необходимость технического обслуживания | Низкий | Умеренный |
| Частота замены. | Нижний | Потенциально выше |
| Риск переделки | Выше | Нижний |
Выбор правильной отделки означает тщательный баланс между этими первоначальными и долгосрочными финансовыми факторами.
Первоначальная стоимость никелирования часто ниже. Однако превосходная прочность хрома может привести к снижению затрат на протяжении всего жизненного цикла. Для тщательного сравнения стоимости покрытий необходимо учитывать как первоначальные инвестиции, так и долгосрочную эффективность, чтобы определить истинную ценность.
Хром против никеля: сравнение «один на один»
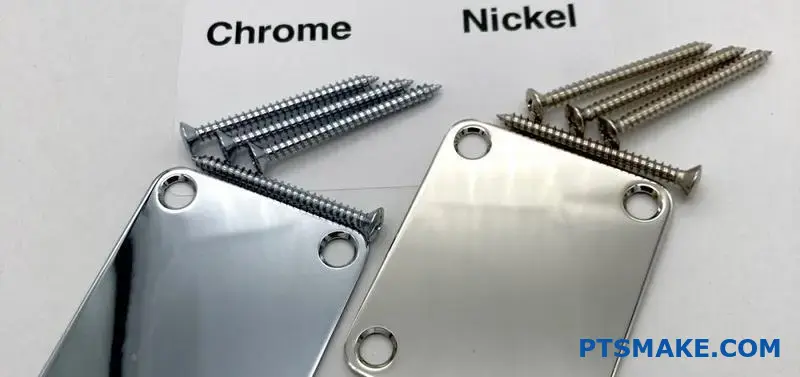
Выбор между хромом и никелем — частое решение при декоративном покрытии. Различия между ними незначительны, но существенны. В основном они сводятся к цвету и отражательной способности.
Хром обеспечивает очень яркую, стильную отделку. Он имеет характерный, слегка голубоватый оттенок. Это создает современный, четкий внешний вид.
Никель, с другой стороны, имеет более теплый оттенок. Он может иметь желтоватый или серебристый оттенок, что придает ему классический, более мягкий вид. Ваша конечная эстетическая цель определяет лучший выбор.
| Характеристика | Хромирование | Никелирование |
|---|---|---|
| Цветовой тон | Прохладный, слегка голубой | Теплый, слегка желтоватый/серебристый |
| Отражение | Высокий, зеркальный | Более мягкий, более рассеянный |
| Яркость | Очень яркий | Тонко яркий |

Помимо внешнего вида, важную роль играют и тактильные характеристики. Ощущение от поверхности влияет на общее восприятие качества.
Вариации тактильных ощущений и отделки
Хром обычно кажется очень твердым и гладким на ощупь. Это связано с его природной твердостью, которая также способствует его долговечности.
Никель может казаться немного более мягким. В частности, полированный никель имеет гладкую, почти маслянистую текстуру, которую многие ассоциируют с высококачественной традиционной фурнитурой.
Особенно важно сравнение полированного никеля и хрома. Полированный хром имеет яркий, блестящий блеск. Его высокий уровень зеркальное отражение3 создает эффект настоящего зеркала. Полированный никель обеспечивает более глубокий и насыщенный блеск, который менее интенсивен. Однако конечная гладкость любой из этих отделок в значительной степени зависит от подготовки основного материала. Плохо подготовленная поверхность приведет к дефектам отделки, независимо от типа покрытия.
| Характеристика | Полированный хром | Полированный никель |
|---|---|---|
| Визуальный обзор | Яркое, прохладное, четкое отражение | Глубокий, теплый, насыщенный блеск |
| Тактильные ощущения | Твердый, скользкий | Гладкий, немного более мягкий |
| Общее использование | Современные приспособления, автомобилестроение | Классический или винтажный дизайн |
Хром создает прохладный, яркий и современный эстетический эффект с ощущением твердости. Никель придает теплый, тонкий и классический вид, который кажется немного более мягким. Разница в отражательной способности и цветовом оттенке является наиболее важным фактором при принятии решения о дизайне.
Максимальная износостойкость: какое покрытие дольше сохраняется при трении?
При выборе износостойкого покрытия часто возникает спор между хромированием и никелированием. Оба варианта являются отличным выбором, но они превосходны в разных областях.
Твердый хром известен своей чрезвычайной твердостью. Это делает его лучшим выбором для деталей, подверженных высокому трению.
Бесконтактное никелирование, с другой стороны, обеспечивает высокую однородность. Оно также обеспечивает надежную защиту от коррозии.
Итак, какой из них обладает лучшей стойкостью к истиранию покрытия? Ответ полностью зависит от конкретных требований вашего применения. Давайте сравним их напрямую.

Твердость: история двух металлов
Твердость является решающим фактором в износостойкости. При сравнении твердости хрома и никеля хром обычно выходит на первое место. Твердое хромирование является исключительно твердым.
На основании данных отрасли, которые мы используем, разница очевидна.
| Тип покрытия | Твердость по Виккерсу (HV) | Роквелл C (HRC) |
|---|---|---|
| Твердый хром | 800 – 1100 | 65 – 70 |
| Химический никель (с высоким содержанием фосфора) | 450 – 600 | 45 – 55 |
| Химическое никелирование (термообработка) | 800 – 1000 | 65 – 68 |
Как видите, термообработанный химический никель может соперничать по твердости с твердым хромом. Однако стандартный твердый хром по своей природе является более твердым без дополнительных мер.
Приложения в движении
Для скользящих и поворотных деталей эти данные о твердости имеют ключевое значение. В компании PTSMAKE мы часто указываем твердый хром для гидравлических цилиндров и поршневых штоков. Эти детали подвергаются постоянному абразивному износу.
Безтоковый никель лучше подходит для сложных форм. Его равномерное покрытие предотвращает появление слабых мест. Он отлично подходит для шестерен и форм, где важны как износостойкость, так и коррозионная стойкость. Важно учитывать все трибологические свойства4 поверхности, а не только твердости.
Твердый хром обладает превосходной твердостью, что делает его идеальным материалом для применения в условиях высокого трения. Химический никель обеспечивает универсальный баланс износостойкости и коррозионной стойкости, а его твердость значительно повышается благодаря термообработке. Выбор оптимального варианта зависит от функции детали и условий эксплуатации.
Хром против никелирования: точная перспектива
Выбор между хромированием и никелированием деталей для ЧПУ — это распространенная проблема. Дело не только в внешнем виде. Это напрямую влияет на производительность и долговечность. Хром обеспечивает превосходную твердость и блестящую поверхность.
Никель обеспечивает отличную коррозионную стойкость. При изготовлении высокоточных деталей необходимо учитывать, как гальваническое покрытие увеличивает толщину материала. Это влияет на конечные размеры и допуски. Перед обработкой необходимо тщательно спланировать процесс.
| Характеристика | Твердое хромирование | Безэлектродное никелирование |
|---|---|---|
| Твердость | Очень высокая (68-72 HRC) | Средняя (45-55 HRC) |
| Устойчивость к коррозии | Хорошо | Превосходно |
| Равномерность покрытия | Менее однородный | Очень равномерный |
| Основное использование | Износостойкость | Защита от коррозии |
Этот выбор определяет конечные свойства детали. Мы всегда планируем обработку с учетом толщины покрытия.

Основные соображения при выборе деталей с ЧПУ
Выбор между хромом и никелем часто зависит от материала основы и конечного применения детали. Каждая комбинация имеет свои уникальные преимущества и недостатки, которые необходимо тщательно учитывать. Это особенно важно при работе с жесткими допусками.
Сочетание субстрата и применения
Для стальных деталей с ЧПУ, требующих чрезвычайной твердости поверхности и износостойкости, стандартным выбором является твердый хром. Подумайте о гидравлических цилиндрах или формах. Хром на стальных деталях с ЧПУ обеспечивает прочную поверхность с низким коэффициентом трения.
Напротив, никель на алюминии — это распространенное сочетание. Алюминий легкий, но подвержен коррозии. Химическое никелирование обеспечивает равномерный защитный барьер. Оно идеально подходит для корпусов электронных устройств или компонентов аэрокосмической промышленности, где коррозия является серьезной проблемой.
Допуски и стабильность размеров
Покрытие увеличивает толщину, как правило, от нескольких микрон до более 100 микрон. Для прецизионных деталей это значительное изменение. Мы обрабатываем деталь с зазором, чтобы компенсировать нарастание покрытия. Успешное нанесение покрытия зависит от прочности адгезия5 между гальваническим слоем и подложкой. Согласно результатам наших внутренних испытаний, ключевую роль играет точность контроля.
| Сцена | Требуется действие | Пример (цель Ø10,00 мм) |
|---|---|---|
| Предварительная обработка | Рассчитать требуемый недоразмер | Деталь машины до Ø9,95 мм |
| Покрытие | Нанесите контролируемый гальванический слой | Пластина толщиной 0,025 мм |
| Заключительная часть | Деталь соответствует конечным размерам | Конечный размер составляет Ø10,00 мм. |
Этот тщательный процесс гарантирует, что конечная гальванизированная деталь соответствует точным спецификациям, требуемым конструкцией.
Выбор между хромированием и никелированием деталей для ЧПУ зависит от требований к твердости и коррозионной стойкости. Тщательная предварительная обработка необходима для обеспечения толщины покрытия и сохранения точности размеров, особенно для определенных сочетаний, таких как хром на стали или никель на алюминии.
Как гальваническое покрытие влияет на допуски и точность размеров
При выборе отделки часто возникает спор между хромированием и никелированием. Оба варианта являются отличным выбором. Но они напрямую влияют на окончательные размеры вашей детали.
Покрытие – это не просто нанесение слоя материала. Это дополнительный слой материала. Этот слой изменяет размер и форму деталей.
Изменение размеров хромированных деталей
Твердый хром часто наносится толще, чем никель. Это приводит к более значительному изменению размеров хрома. Это необходимо учитывать на начальном этапе обработки.
Нарастание никелевого покрытия
Химическое никелирование обеспечивает очень равномерное покрытие. Однако наслоение никеля все же увеличивает вес каждой поверхности. Учет этого фактора имеет решающее значение.
Вот краткий обзор распространенных толщин.
| Тип покрытия | Типичная толщина (микроны) |
|---|---|
| Декоративный хром | 0,25 – 0,5 |
| Твердый хром | 25 – 250 |
| Безэлектролитный никель | 5 – 75 |
Эта таблица показывает, почему DFM имеет решающее значение для прецизионных деталей.

Учет покрытий при проектировании для производства (DFM)
Эффект толщины покрытия является одним из основных факторов, учитываемых при проектировании изделий. В PTSMAKE мы всегда работаем с окончательными размерами после нанесения покрытия. Затем мы обрабатываем деталь с зазором, чтобы компенсировать разницу.
Такой подход позволяет избежать проблем с накоплением допусков в дальнейшем. Для деталей в плотно прилегающих узлах этот шаг является обязательным. Он позволяет избежать дорогостоящей переделки или брака. Четкое обозначение на чертежах имеет ключевое значение.
Хром против никеля: более глубокий взгляд
Выбор между хромом и никелем часто зависит от области применения. Твердый хром обладает превосходной твердостью и износостойкостью. Это делает его идеальным материалом для таких компонентов, как гидравлические цилиндры или поршневые кольца.
Химическое никелирование отличается высокой коррозионной стойкостью и обеспечивает более равномерное нанесение покрытия. Процесс сила броска6 влияет на равномерность нанесения металла на поверхность детали. Это является ключевым преимуществом для сложных внутренних геометрических форм.
В этой таблице различия представлены более подробно.
| Характеристика | Твердый хром | Безэлектролитный никель |
|---|---|---|
| Твердость | 66-70 по шкале HRC | 45-55 HRC (в состоянии после покрытия) |
| Устойчивость к коррозии | Хорошо | Превосходно |
| Равномерность | Менее однородный | Высокая форма |
| Приложение | Износостойкость | Защита от коррозии |
Понимание этих компромиссов имеет важное значение. Оно помогает выбрать правильную отделку для функции вашего компонента, обеспечивая производительность и надежность в предполагаемой среде эксплуатации.
Как хромирование, так и никелирование добавляют материал, изменяя окончательные размеры детали. Необходимое правильное планирование DFM. Это требует корректировки размеров обработки перед нанесением покрытия для соответствия окончательным допускам. Ваш выбор зависит от конкретных требований к износостойкости и коррозионной стойкости.
Огнестойкий? Термостойкий? Что нужно знать о тепловых характеристиках
При выборе покрытия для деталей, эксплуатируемых в условиях высоких температур, часто возникает спор между хромированием и никелированием. Оба покрытия обеспечивают защиту, но их термические свойства значительно различаются. Понимание этих различий имеет ключевое значение.
Хром, как правило, обладает лучшей термостойкостью. Никель имеет более низкую температуру плавления и может легче обесцвечиваться. Ваш выбор влияет как на эксплуатационные характеристики, так и на эстетику.
Хром против никеля: краткий обзор тепловых характеристик
Начнем с самого основного теплового ограничения: температуры плавления. Это критически важный фактор для компонентов, которые могут подвергаться воздействию экстремальных температур.
| Тип покрытия | Температура плавления (приблизительно) |
|---|---|
| Хром | 1907 °C (3465 °F) |
| Никель | 1455 °C (2651 °F) |
Эти первоначальные данные показывают значительное преимущество хрома при экстремальных температурах.

Хотя температура плавления является важным показателем, детали редко достигают ее. Настоящим испытанием является работа в условиях постоянной высокой температуры. Здесь мы рассмотрим факторы, выходящие за рамки простого плавления.
Подробное изучение характеристик при высоких температурах
Для термообработанных деталей используются как хромовое, так и никелевое покрытие. Однако их реакция на длительное воздействие высокой температуры различается. Выбор оптимального варианта зависит от конкретных условий эксплуатации.
Изменение цвета и окисление
Хромирование, особенно твердое хромирование, известно своей превосходной стабильностью. Оно устойчиво к окислению и сохраняет свой внешний вид при высоких температурах.
Никель, особенно химический никель, может пожелтеть или потускнеть при воздействии температур выше 400 °C (750 °F). Это очень важно учитывать при изготовлении косметических деталей. Поверхность излучательная способность7 также играет роль в том, как он излучает тепло.
Покрытие для термообработанных деталей
Для компонентов, подвергающихся термообработке, покрытие должно хорошо прилипать и не повреждать основу.
| Характеристика | Твердый хром | Безэлектролитный никель |
|---|---|---|
| Максимальная рабочая температура. | До 650 °C (1200 °F) | До 400 °C (750 °F) до изменения цвета |
| Термостойкость | Отлично, сохраняет твердость и цвет. | Хороший, но может размягчаться и обесцвечиваться. |
| Адгезия | Прочное механическое соединение. | Отличная молекулярная связь. |
В PTSMAKE мы часто рекомендуем твердый хром для компонентов выхлопной системы и деталей промышленного оборудования из-за его превосходной термостойкости. Никель — надежный выбор для менее экстремальных температурных условий.
Хром отлично подходит для применения в условиях высоких температур, сохраняя свою целостность и внешний вид. Никель — универсальный и экономичный вариант для умеренных температур, но может обесцвечиваться. Правильный выбор полностью зависит от конкретных требований эксплуатационной среды вашей детали.
Можно ли отремонтировать или повторно нанести хромированное или никелевое покрытие?
Да, можно покрыть как хромом, так и никелем. Но это не простая покраска. Сначала необходимо полностью удалить старое покрытие.
Этот процесс снятия покрытия является наиболее деликатной частью. Если он выполнен неправильно, это может привести к необратимому повреждению компонента.
Обзор процесса повторного покрытия
Весь процесс повторного покрытия состоит из отдельных этапов. Каждый из них требует тщательного выполнения для достижения идеального конечного результата.
| Шаг | Ключевое действие |
|---|---|
| 1. Снятие | Химически удалите все старые слои покрытия. |
| 2. Подготовка поверхности | Отполируйте и очистите необработанный исходный материал. |
| 3. Повторное покрытие | Нанесите свежие слои никеля и хрома. |
Этот процесс ремонта хромированных деталей сопряжен с определенными рисками.

Критическая стадия снятия
Успех повторного покрытия начинается с идеальной очистки. На этом этапе удаляется поврежденное покрытие. Также подготавливается основа для нового покрытия. Для этой работы мы используем специальные химические ванны.
Для удаления никеля обычно используется раствор на основе кислоты. Процесс ремонта хромированных деталей более сложен. Сначала необходимо удалить тонкий слой хрома, а затем более толстый слой никеля, находящийся под ним.
Понимание ограничений переделки
Наибольший риск представляет собой потеря размеров. Химические вещества для удаления покрытия могут удалить небольшое количество основного металла. Это является серьезной проблемой для высокоточных компонентов. В компании PTSMAKE мы всегда измеряем критические размеры, прежде чем принимать решение о процессе повторного покрытия.
Химический метод ванны является распространенным. Однако процесс, подобный Электролитическое снятие8 иногда может обеспечить лучший контроль над удалением материала.
| Фактор риска | Возможные последствия | Смягчение последствий при PTSMAKE |
|---|---|---|
| Изменение размеров | Деталь больше не соответствует техническим требованиям. | Предварительный и последующий осмотр. |
| Питтинг поверхности | Неровная или шероховатая основа. | Контролируемое время погружения и химический состав. |
| Существенный недостаток | Риск водородного охрупчивания. | Термообработка после удаления покрытия (выпечка). |
При выборе между хромированием и никелированием для повторной обработки никель часто является более простым вариантом. Его однослойное покрытие легче удалить. Многослойность хрома делает процесс повторного покрытия более рискованным.
Повторное покрытие является эффективным методом ремонта, но это не простая задача. Для этого необходимо удалить старое покрытие, что сопряжено с риском потери размеров и повреждения подложки. Перед началом работ необходимо провести тщательную оценку, особенно в случае высокоточных деталей.
Освойте искусство выбора покрытия в зависимости от материала подложки
Выбор между хромированием и никелированием — распространенная проблема. Оба покрытия обеспечивают отличную защиту и декоративную отделку. Окончательное решение часто зависит от материала основы.
Хромирование: основы
Хром известен своей чрезвычайной твердостью и зеркальным блеском. Он обеспечивает превосходную износостойкость. Это делает его идеальным материалом для деталей, подверженных высокому трению.
Никелирование: основы
Никель придает немного более теплый, желтоватый оттенок. Он обладает отличной коррозионной стойкостью и более пластичен, чем хром. Часто используется в качестве подслоя для других покрытий.
Быстрое сравнение
| Характеристика | Хромирование | Никелирование |
|---|---|---|
| Внешний вид | Яркий, голубовато-белый | Слегка желтоватый |
| Твердость | Очень высокая (65-70 HRC) | Умеренная (40-60 HRC) |
| Коррозия | Превосходно | Очень хорошо |
| Стоимость | В целом выше | Как правило, ниже |

Дискуссия о том, что лучше — хромирование или никелирование, касается не только отделки. Совместимость подложки — важнейший фактор успеха. Несоответствие может привести к отслоению, образованию пузырей или снижению эксплуатационных характеристик.
Матрица совместимости субстратов
Здесь, в PTSMAKE, мы усовершенствовали наши процессы для различных комбинаций. Правильная подготовка является ключом к прочному соединению. Хороший адгезия9 имеет решающее значение для срока службы гальванизированной детали.
| Субстрат | Никелирование | Хромирование | Рекомендация |
|---|---|---|---|
| Сталь | Превосходно | Хорошо (требуется никелевая подложка) | Для обеспечения долговечности никелированная сталь является лучшим вариантом покрытия. |
| Алюминий | Хорошо (требуется цинк) | Сложно (требуется грунтовка) | Хромирование алюминия требует тщательной предварительной обработки. |
| Латунь | Превосходно | Превосходно | Оба варианта являются отличным выбором, в зависимости от желаемого цвета. |
| Медь | Превосходно | Превосходно | Как и в случае с латунью, выбор часто обусловлен эстетическими соображениями. |
| Нержавеющая сталь | Хорошо (требуется активация) | Хорошо (требуется активация) | Оба требуют специальной активации для обеспечения надлежащего сцепления. |
Для стальных деталей, требующих износостойкости и защиты от коррозии, надежным решением является нанесение слоя никеля, а затем хрома. Такое многослойное покрытие сочетает в себе лучшие свойства обоих материалов.
Лучшая комбинация покрытий не является универсальной. Это специфическое решение, адаптированное к материалу подложки и требованиям применения. Учет обоих факторов имеет решающее значение для успешного и долговечного покрытия.
Сравнение пожизненной стоимости: анализ совокупной стоимости владения хромированием и никелированием
Ошибочно думать только о первоначальной цене. Настоящая экономическая эффективность гальванического покрытия определяется на основе полного анализа. Для этого необходима модель совокупной стоимости владения (TCO).
Эта модель выходит за рамки стоимости. Она включает в себя износ, трудозатраты, доработку и даже экологические затраты. Давайте построим модель TCO для гальванического покрытия.
| Фактор стоимости | Начальная цена Фокус | Фокус на TCO |
|---|---|---|
| Основание для принятия решения | Самая низкая цена за деталь | Самая низкая стоимость за весь срок службы детали |
| Ключевые показатели | Цена покрытия | Долговечность, трудоемкость, соответствие требованиям |
| Результат | Потенциальные скрытые затраты | Предсказуемая долгосрочная стоимость |
Такой подход помогает понять все финансовые последствия.

Деконструкция модели TCO для гальванического покрытия
Для проведения тщательного анализа совокупной стоимости владения хромом и никелем необходимо разбить несколько скрытых расходов. Эти факторы часто имеют большее финансовое значение, чем первоначальная стоимость покрытия.
Износ и циклы замены
Твердый хром чрезвычайно прочен. Это продлевает срок службы детали, снижая частоту ее замены. Химический никель обладает превосходной коррозионной стойкостью, что также влияет на срок службы, но в других областях применения. Улучшенный трибологические свойства10 покрытия напрямую снижают долгосрочные затраты.
Трудовые затраты и доработка
Безтоковый никель обеспечивает высокую однородность покрытия. Это позволяет исключить необходимость в последующей механической обработке. Хром может накапливаться на краях, что иногда требует дополнительных затрат труда для исправления. Доработка является значительной, часто не предусмотренной в бюджете, статьей расходов.
Расходы на охрану окружающей среды и соблюдение нормативных требований
Это важный фактор. Процессы с использованием шестивалентного хрома сопряжены с высокими затратами на обеспечение соответствия экологическим нормам и утилизацию отходов. Эти затраты растут. Никелирование, особенно химическое никелирование, как правило, имеет более низкий уровень экологических затрат.
Ниже приводится упрощенное сравнение этих скрытых затрат.
| Фактор TCO | Твердый хром | Безэлектролитный никель |
|---|---|---|
| Срок службы (износ) | Превосходно | Очень хорошо |
| Риск переделки | Умеренная (неровность) | Низкий (равномерность) |
| Экологические издержки | Высокий | Умеренный |
| Возможность многократного использования | Более сложно снимать | Легче снимать |
Учет этих факторов дает гораздо более четкое представление о пожизненной ценности.
Настоящая модель TCO для гальванического покрытия выходит за рамки счета-фактуры. Она учитывает износ, трудозатраты, соответствие экологическим нормам и возможность повторного использования. Это дает полное представление о том, какое покрытие обеспечивает лучшую долгосрочную ценность для вашего конкретного применения.
Откройте для себя превосходные решения для обработки поверхностей с PTSMAKE уже сегодня!
Есть вопросы о хромировании и никелировании для вашего следующего проекта с ЧПУ или литьем под давлением? Свяжитесь с экспертами PTSMAKE, чтобы получить быстрые и точные расценки и индивидуальные решения по гальваническому покрытию, которые гарантируют точность, долговечность и долгосрочную ценность. Отправьте запрос на предложение сейчас и повысьте эффективность вашего проекта!

Узнайте, как различные металлы взаимодействуют друг с другом и могут привести к ускоренному износу ваших компонентов. ↩
Поймите этот химический процесс для получения равномерного покрытия без электрического тока. ↩
Узнайте, как эта свойство создает зеркальные поверхности и влияет на восприятие яркости отделки. ↩
Узнайте, как поверхности материалов взаимодействуют в движении, влияя на трение, износ и общий срок службы компонентов. ↩
Узнайте, как подготовка подложки влияет на прочность сцепления и долговечность ваших гальванических деталей. ↩
Узнайте, как эта свойство влияет на равномерность покрытия сложных деталей и конечные допуски. ↩
Узнайте, как эта свойство влияет на то, как поверхность излучает тепло и влияет на температуру компонентов. ↩
Узнайте, как этот контролируемый электрохимический процесс удаляет покрытие с минимальным риском для основного материала. ↩
Узнайте, почему правильная обработка поверхности имеет решающее значение для прочного и долговечного покрытия. ↩
Понять науку о трении и износе, чтобы лучше оценивать характеристики поверхности. ↩






