

Вы пытаетесь понять, что такое швейцарская обработка и чем она отличается от обычной обработки с ЧПУ? Многие инженеры и менеджеры по закупкам путаются в этой специализированной технике, что часто приводит к заказу неправильного типа обработки для прецизионных деталей. Последствия могут быть дорогостоящими - напрасно потраченные материалы, срыв сроков и детали, которые просто не соответствуют вашим спецификациям.
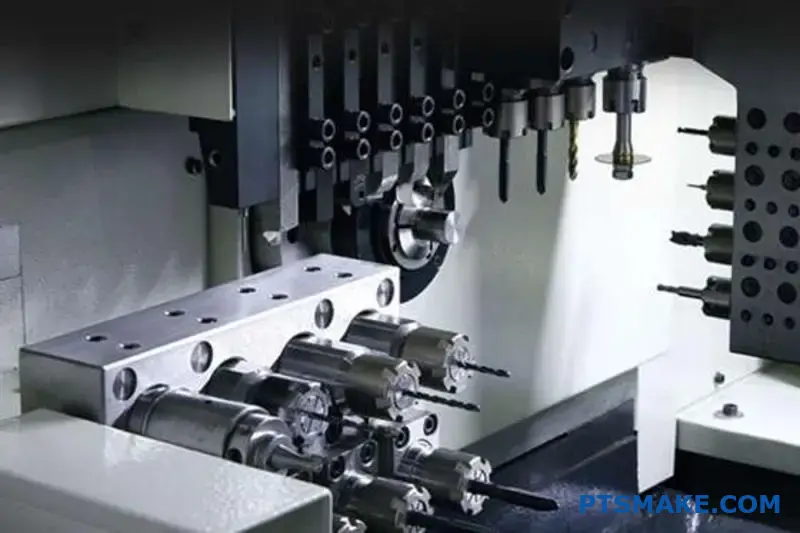
Швейцарская обработка - это специализированный токарный процесс, в котором используется скользящая бабка для подачи материала через направляющую втулку, что позволяет добиться исключительной точности при обработке небольших сложных деталей. Эта технология отлично подходит для производства длинных, тонких деталей с жесткими допусками до 0,0001 дюйма.
Имея опыт работы со многими клиентами, которые поначалу путали швейцарское точение с обычной механической обработкой, я могу сказать, что понимание разницы имеет решающее значение для успеха вашего проекта. Независимо от того, разрабатываете ли вы медицинские приборы, аэрокосмические компоненты или прецизионную электронику, правильный выбор обработки может существенно повлиять на качество продукции, сроки и бюджет. Позвольте мне объяснить ключевые аспекты швейцарской обработки, чтобы вы могли принимать обоснованные производственные решения.
Почему машина называется швейцарской?
Вы когда-нибудь задумывались, действительно ли "швейцарская машина" родом из Швейцарии или это просто название? Этот вопрос часто возникает, и инженеры и менеджеры по закупкам интересуются истинным происхождением и уникальными возможностями.
Термин "швейцарский станок" напрямую указывает на страну его происхождения. Он был изобретен в Швейцарии в конце XIX века специально для производства невероятно маленьких и точных винтиков и деталей, необходимых для легендарной часовой промышленности страны.

Дилемма часовщика: необходимость инноваций
Чтобы по-настоящему понять это название, необходимо вспомнить, какую проблему оно решало. Часовщики конца XIX века столкнулись с серьезной проблемой: изготовление длинных, тонких деталей с невероятной точностью. Традиционные токарные станки не справлялись с этой задачей, так как заготовка вибрировала или отклонялась под давлением режущего инструмента, разрушая точность. Токарный станок швейцарского типа родился из этой необходимости. Его революционная конструкция поддерживала заготовку с помощью направляющая втулка1 очень близко к режущему инструменту. Это устранило отклонение и позволило массово производить крошечные, совершенные детали, которые стали основой мирового господства швейцарской часовой промышленности. Этот принцип остается центральным в современной швейцарской ЧПУ-обработке.
| Вызов | Традиционная проблема токарного станка | Швейцарское машинное решение |
|---|---|---|
| Прогиб детали | Длинные и тонкие детали отгибаются от инструмента. | Заготовка поддерживается прямо в точке реза. |
| Контроль толерантности | Сложно поддерживать постоянство длины. | Высокая точность сохраняется по всей детали. |
| Вибрация | Вызывает плохую обработку поверхности и неточности. | Сведено к минимуму благодаря надежной опоре заготовки. |

От кулачков к коду: Эволюция "швейцарского" языка
Несмотря на то, что название является историческим, его значение изменилось. Первоначальные станки управлялись механически с помощью сложных кулачковых систем, являясь чудом своего времени. Сегодня термин "швейцарский станок" или "швейцарский ЧПУ" относится к станку, использующему тот же принцип скользящей бабки, но управляемому современным компьютерным числовым управлением (ЧПУ). В компании PTSMAKE, когда мы обсуждаем проект, требующий швейцарской обработки с ЧПУ, мы используем наследие точности, которое было усовершенствовано современными технологиями. Название стало классификацией - синонимом конкретного высокоточного производственного процесса, а не просто географическим маркером.
| Характеристика | Оригинальная машина, работающая в камере | Современный швейцарский станок с ЧПУ |
|---|---|---|
| Система управления | Механические кулачки | Компьютерное числовое управление (ЧПУ) |
| Время установки | Очень длинный и сложный | Более быстрое программирование на основе программного обеспечения |
| Область применения | Преимущественно запчасти для часов | Аэрокосмическая промышленность, медицина, электроника |

Швейцарский станок получил свое название благодаря швейцарскому часовому производству, где он решал важнейшую задачу обработки небольших тонких деталей с высокой точностью. Это наследие сохраняется и сегодня: слово "швейцарский" означает особый, высокоточный производственный процесс, используемый во многих передовых отраслях промышленности.
Что такое стандартная обработка с ЧПУ?
Вам никогда не казалось, что термин "обработка с ЧПУ" используется настолько широко, что теряет смысл? Это может привести к путанице при составлении спецификации проекта, что может привести к несоответствию ожиданий по стоимости и возможностям.
Стандартная обработка с ЧПУ - это субтрактивный производственный процесс, в котором инструменты, управляемые компьютером, вырезают материал из неподвижной заготовки. Режущий инструмент перемещается по нескольким осям для точного придания детали нужной формы, что делает этот процесс очень универсальным для изготовления широкого спектра деталей.

Чтобы по-настоящему понять его возможности, лучше всего разобраться в его основных механизмах. В отличие от станков швейцарского типа, определяющей особенностью стандартной обработки с ЧПУ является то, что заготовка прочно удерживается на месте, в то время как режущие инструменты совершают все движения. Именно такой фундаментальный подход делает этот процесс универсальным для многих областей применения. В прошлых проектах PTSMAKE мы убедились, что этот метод невероятно эффективен для создания прочных деталей из цельных блоков материала. Процесс опирается на надежную зажимные приспособления2 чтобы предотвратить любые движения или вибрации, что очень важно для обеспечения точности. Представьте, что скульптор тщательно вырезает неподвижный мраморный блок, но с невероятной роботизированной точностью.
Основные операционные различия
| Аспект | Фрезерование с ЧПУ | Токарные работы с ЧПУ (токарный станок) |
|---|---|---|
| Движение заготовки | Стационарный | Вращающийся |
| Движение инструмента | Вращение и перемещение по осям X, Y, Z | Стационарный и перемещается по фигуре |
| Лучшее для | Блоки, плоские поверхности, сложные формы | Цилиндрические или конические детали |

Универсальность стандартной обработки с ЧПУ - ее главная сила. С ее помощью можно изготовить все: от единичных прототипов до крупных серий. Поскольку заготовка неподвижна, она идеально подходит для крупных и объемных деталей, требующих значительного удаления материала, таких как компоненты двигателя, корпуса или структурные кронштейны. Однако у этого метода есть свои ограничения. При обработке очень длинных и тонких деталей расстояние от патрона до точки резания может привести к отклонению или вибрации материала. Это затрудняет соблюдение жестких допусков по всей длине детали, а ведь именно для решения этой проблемы и была разработана швейцарская обработка с ЧПУ. Это различие крайне важно понимать любому инженеру или менеджеру по закупкам перед началом проекта.
Типичные случаи использования
| Приложение | Общие материалы | Ключевое преимущество |
|---|---|---|
| Прототипирование | Алюминий, АБС, нейлон | Скорость и экономичность |
| Корпуса и кожухи | Алюминий, нержавеющая сталь | Возможность обработки крупных деталей |
| Зажимы и приспособления | Инструментальная сталь, дельрин (POM) | Высокая точность и долговечность |

Стандартная обработка с ЧПУ использует инструменты с компьютерным управлением на неподвижной заготовке, что делает ее идеальной для обработки широкого спектра деталей, особенно крупных. Несмотря на широкую универсальность, его основным ограничением является сохранение точности при обработке длинных и тонких деталей из-за возможного отклонения материала.
Как с помощью швейцарской обработки с ЧПУ достигается высокая точность?
Приходилось ли вам заказывать деталь с жесткими допусками, но при этом она не проходила проверку? Тонкая механическая разница между стандартной и швейцарской обработкой с ЧПУ может оказаться тем критическим фактором, который вы упустили из виду.
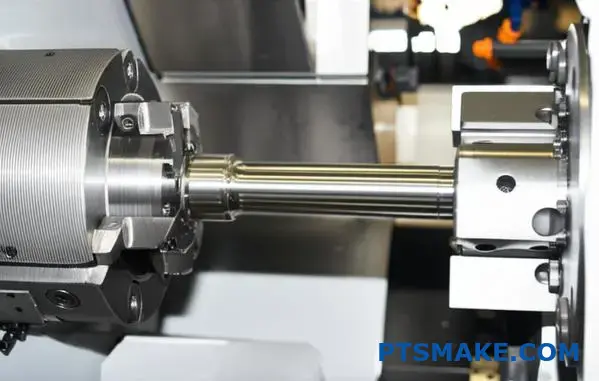
Швейцарская обработка с ЧПУ достигает высочайшей точности благодаря использованию направляющей втулки, которая поддерживает заготовку непосредственно в точке резания. Такая конструкция исключает прогиб материала и вибрацию, которые часто возникают при стандартной токарной обработке, обеспечивая стабильные и жесткие допуски, особенно на длинных и тонких деталях.
Преимущество направляющей втулки и подвижной бабки
Секрет швейцарской точности заключается в ее уникальной архитектуре. В отличие от стандартных токарных станков, где заготовка выходит далеко из патрона, швейцарский станок подает материал через направляющую втулку. Эта втулка выступает в качестве надежной опоры, а инструмент отрезает заготовку в момент ее выхода. Такая конструкция обеспечивает невероятную жесткость3 и практически исключает прогиб, который является основной причиной неточностей при обработке длинных и тонких деталей.
Скользящая бабка работает в паре с втулкой. Вместо того чтобы инструменты перемещались вдоль заготовки для резки по оси Z, бабка сама толкает весь брусок вперед.
| Характеристика | Швейцарская обработка с ЧПУ | Стандартная токарная обработка с ЧПУ |
|---|---|---|
| Опора для заготовок | В месте разреза | Вдали от патрона/котлеты |
| Риск отклонения | Минимум | Высокий уровень длинных/тонких деталей |
| Движение по оси Z | Бабка перемещает материал | Турель инструмента перемещается вдоль станины |
Именно благодаря такому сочетанию швейцарские станки с ЧПУ могут стабильно выдерживать допуски микронного уровня.

Больше, чем токарная обработка: Сила живой оснастки
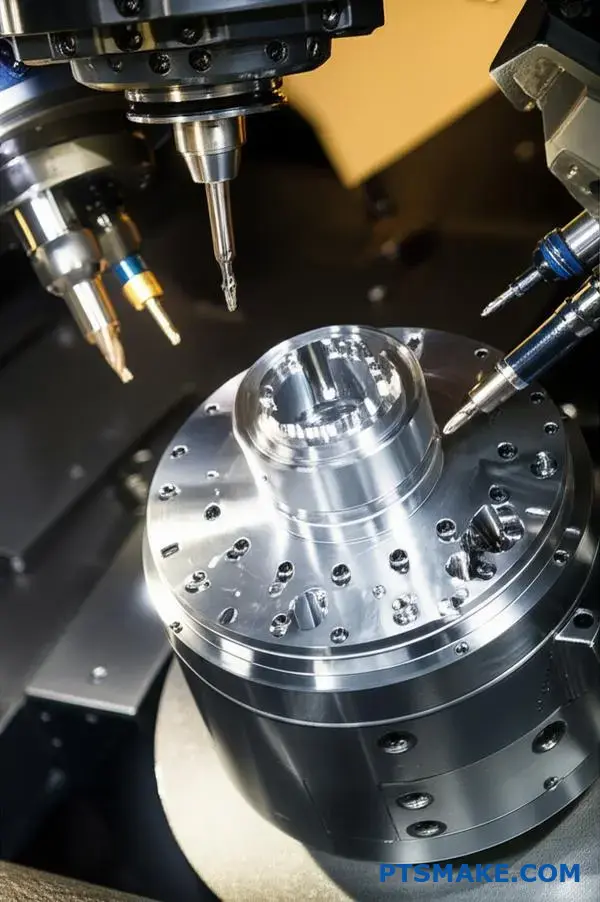
Современные швейцарские станки - это не просто токарные станки, это многоосевые обрабатывающие центры. Они оснащены инструментами, работающими под напряжением, что позволяет выполнять операции фрезерования, сверления и нарезания резьбы на детали, не снимая ее со станка. Эта возможность "работать в одном месте" - еще один краеугольный камень их точности.
Сокращение ошибок при настройке
При стандартной обработке сложная деталь может перемещаться с токарного станка на фрезерный для выполнения дополнительных операций. Каждый раз при повторном закреплении детали возникают небольшие погрешности. Выполняя все операции за один установ, швейцарская обработка с ЧПУ исключает эти суммарные ошибки.
| Аспект | Процесс мультиустановки | Швейцарский "Done-in-One" |
|---|---|---|
| Обработка деталей | Требуется повторное закрепление | Без ручного вмешательства |
| Складывание допусков | Ошибки накапливаются с каждой установкой | Минимизация до одной точки отсчета |
| Эффективность производства | Ниже; включает время на установку | Выше; непрерывная обработка |
Этот комплексный подход, который мы используем в PTSMAKE для сложных компонентов, гарантирует, что все элементы детали будут идеально согласованы друг с другом.
Точность швейцарской обработки с ЧПУ обусловлена конструкцией направляющей втулки, которая предотвращает прогиб материала. В сочетании с функцией "один в один", обеспечиваемой живой оснасткой, она позволяет выполнять сложные детали за одну установку, устраняя кумулятивные ошибки, возникающие при многоэтапных процессах, и обеспечивая исключительную точность.
Как с помощью швейцарской обработки с ЧПУ можно получить длинные детали?
Вы когда-нибудь проектировали длинный, тонкий штифт, но обнаружили, что его изготовление с постоянным диаметром представляет собой огромную проблему? Эта распространенная проблема часто приводит к браку и задержкам в реализации проектов.
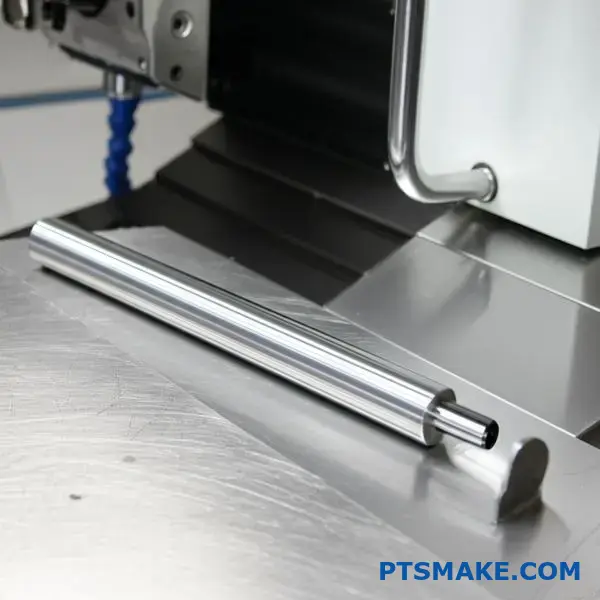
Исключительная точность достигается благодаря уникальной подвижной бабке и системе направляющих втулок. Она обеспечивает постоянную поддержку материала прямо в месте резки, эффективно предотвращая изгиб и вибрацию, которые разрушают точность при работе с длинными деталями.
Стабильность в месте разреза
Основной принцип швейцарской обработки с ЧПУ - устранение нестабильности. В стандартном токарном станке длинная деталь, удерживаемая только на одном конце, неизбежно отклоняется или вибрирует, когда инструмент оказывает давление в середине. Швейцарский метод решает эту проблему путем подачи прутка через направляющую втулку. Режущий инструмент зажимает материал всего в миллиметрах от этой точки опоры. Такая установка создает невероятно стабильную зону резания, не позволяя инструменту отталкивать материал. Эта стабильность - главная причина, по которой швейцарская токарная обработка позволяет получать детали с исключительной прямолинейностью и равномерным диаметром по всей длине. Этот процесс практически исключает риск болтовня4что очень важно для достижения высокой чистоты поверхности.
| Фактор | Стандартный токарный станок | Швейцарский станок с ЧПУ |
|---|---|---|
| Опора для заготовок | У патрона, вдали от среза | На направляющей втулке, рядом с разрезом |
| Риск отклонения | Высокий на тонких частях | Практически исключено |
| Эффект давления на инструмент | Может вызвать сужение или изгиб | Минимальное влияние на геометрию детали |

Безупречные передачи с помощью субшпинделя
В современных швейцарских станках точность обработки повышается благодаря использованию субшпинделя. После завершения первичной обработки лицевой стороны детали субшпиндель перемещается для захвата готовой части. Затем главный шпиндель отрезает деталь от заготовки. Затем субшпиндель втягивается, надежно удерживая деталь, чтобы передать ее заднюю сторону другому набору инструментов для вторичных операций. Эта автоматизированная передача идеально концентрична и происходит в рамках одного цикла работы станка. По моему опыту работы в PTSMAKE, это исключает риск человеческой ошибки и превышения допусков, которые возникают, когда деталь вручную перемещается и снова зажимается в другом станке или приспособлении для обратной обработки.
Точность одного зажима
| Шаг процесса | Ручное второе управление | Работа со швейцарским субшпинделем |
|---|---|---|
| Передача части | Оператор перемещает деталь на другое приспособление | Подшпиндель захватывает и передает деталь |
| Выравнивание | Полагается на ручную настройку и фиксацию | Идеально концентрично с главным шпинделем |
| Потенциал ошибки | Высокий риск смещения | Минимальный; контролируется машиной |

Швейцарская обработка с ЧПУ достигает высочайшей точности благодаря направляющей втулке, которая обеспечивает надежную поддержку в точке резания, предотвращая отклонение. Этому способствует субшпиндель, который обеспечивает беспрепятственную обратную обработку в рамках одной установки, исключая ошибки повторного зажима и обеспечивая идеальную концентричность.
Какие материалы могут быть использованы в швейцарской обработке с ЧПУ?
Пытаетесь найти баланс между свойствами материала и уникальными требованиями швейцарской обработки? Неправильный выбор может привести к ухудшению качества поверхности, повышенному износу инструмента и непредвиденным расходам на реализацию проекта.
Швейцарская обработка с ЧПУ совместима с широким спектром материалов, включая такие металлы, как алюминий, нержавеющая сталь, титан и латунь, а также инженерные пластмассы, такие как PEEK и Delrin (POM). Выбор оптимального варианта зависит от конкретных механических и стоимостных требований.

При выборе материала для швейцарской ЧПУ-обработки наиболее важным фактором является обрабатываемость. Металлы - самый распространенный выбор, и не зря. Они предлагают отличный баланс прочности, долговечности и производительности. По опыту нашей компании PTSMAKE, мы ориентируем клиентов на материалы, которые будут чисто и эффективно резаться на токарном станке швейцарского типа.
Распространенные металлы для швейцарской обработки
Алюминиевые сплавы, особенно 6061 и 7075, популярны благодаря отличному соотношению прочности и веса и простоте обработки. Такие марки нержавеющей стали, как 303 и 304, также популярны благодаря своей коррозионной стойкости, хотя их сложнее обрабатывать. Латунь - еще один отличный вариант, который часто выбирают из-за ее превосходной обрабатываемости, что позволяет ускорить время цикла и снизить затраты при больших объемах производства. Материал предел текучести5 является ключевым фактором, поскольку влияет на силу резания и конечную целостность детали.
| Металл | Ключевое преимущество | Общее приложение |
|---|---|---|
| Алюминий (6061) | Легкий, экономичный | Аэрокосмическая арматура, электронные корпуса |
| Нержавеющая сталь (303) | Коррозионная стойкость, возможность механической обработки | Компоненты медицинского оборудования, валы |
| Латунь (C360) | Отличная обрабатываемость, электропроводность | Соединители, крепеж, клапаны |
| Титан | Высокая прочность, биосовместимость | Медицинские имплантаты, аэрокосмические детали |

Помимо металлов, инженерные пластики находят все более широкое применение в швейцарской компьютерной обработке, особенно в тех областях, где металл не подходит. Эти современные полимеры обладают такими уникальными свойствами, как химическая стойкость, электроизоляция и малый вес, что очень важно для медицинской, электронной и автомобильной промышленности. Однако обработка пластмасс требует иного подхода. Управление теплом имеет решающее значение, поскольку чрезмерное трение может привести к расплавлению материала, а не к чистому срезу.
Высокоэффективные пластики
Дельрин (POM) - фантастический универсал, известный своим низким трением, высокой жесткостью и стабильностью размеров. PEEK - это высокоэффективный термопласт, который выдерживает экстремальные температуры и воздействие агрессивных химических веществ, что делает его востребованным для изготовления сложных медицинских и аэрокосмических компонентов. Несмотря на более высокую стоимость, его свойства часто оправдывают затраты.
| Пластик | Ключевое преимущество | Общее приложение |
|---|---|---|
| Дельрин (POM) | Низкое трение, высокая жесткость | Подшипники, шестерни, изоляторы |
| PEEK | Высокая температура и химическая стойкость | Медицинские имплантаты, электронные разъемы |
| Нейлон | Прочность, износостойкость | Втулки, уплотнения, износостойкие накладки |
Выбор подходящего пластика требует понимания взаимосвязи между его свойствами и процессом обработки.
Швейцарская обработка с ЧПУ поддерживает разнообразную палитру материалов, от обычных металлов, таких как алюминий и нержавеющая сталь, до современных пластиков, таких как PEEK и Delrin. Успешный выбор материала зависит от баланса между требованиями к применению, такими как прочность и коррозионная стойкость, и обрабатываемостью материала, чтобы обеспечить точность и экономическую эффективность.
Когда швейцарская обработка с ЧПУ является наиболее экономически эффективным выбором?
Вы когда-нибудь заказывали сложную, тонкую деталь и были озадачены ее стоимостью? Выбор между швейцарским ЧПУ и стандартной токарной обработкой может показаться авантюрой для вашего бюджета.
Швейцарская обработка с ЧПУ становится наиболее рентабельной при крупносерийном производстве небольших сложных деталей. Хотя ее настройка может быть более сложной, невероятная скорость, обработка "один в один" и сокращение отходов материала позволяют значительно снизить стоимость каждой детали при больших объемах производства.

Ключ к пониманию его экономической эффективности лежит в балансе между затратами на настройку и объемом производства. Настройка швейцарского станка зачастую сложнее, чем стандартного токарного, она включает в себя сложное программирование нескольких осей и синхронизацию операций. Эти первоначальные инвестиции во время и опыт означают, что для очень маленьких партий или единичных прототипов это может быть не самым дешевым вариантом.
Точка безубыточности по объему
Однако после запуска станка его эффективность не имеет себе равных при изготовлении деталей нужного типа. Быстрое время цикла и беспилотный режим работы (производство "без света") быстро компенсируют первоначальные затраты на установку. Стоимость Амортизация6 при больших партиях - вот где швейцарская обработка с ЧПУ по-настоящему сияет. В компании PTSMAKE мы часто видим, что точка безубыточности возникает при тиражах в несколько тысяч изделий.
| Фактор стоимости | Малый объем (например, 100 шт.) | Большой объем (например, 10 000 шт.) |
|---|---|---|
| Стоимость установки одной детали | Высокий | Очень низкий |
| Время цикла Стоимость одной детали | Умеренный | Очень низкий |
| Общая стоимость деталей | Относительно высокий | Низкий |

Помимо времени цикла, швейцарская обработка с ЧПУ снижает затраты еще в двух важных областях: отходы материала и контроль качества. Поскольку швейцарские станки используют заготовки, которые обычно очень близки к внешнему диаметру готовой детали, в стружку превращается значительно меньше материала по сравнению с обработкой детали из более крупной заготовки на стандартном фрезерном станке с ЧПУ. При изготовлении тысяч деталей эта экономия материала существенно возрастает.
Скрытая экономия
Кроме того, возможность "сделать в одном" значительно снижает затраты на последующие операции. Выполняя сложную деталь за один установ, вы избавляетесь от трудозатрат и потенциальных ошибок, связанных с перемещением детали между различными станками для выполнения вторичных операций. Это означает меньшее количество бракованных деталей, меньшие затраты времени на контроль и более высокое общее качество.
| Область экономии | Стандартный многооперационный процесс | Швейцарская система ЧПУ "Сделано в одном" |
|---|---|---|
| Материальные отходы | Выше (из больших заготовок) | Минимальный (из запасов бруса) |
| Вторичный труд | Требуется для повторного закрепления | Устранено |
| Доля отказов | Выше за счет укладки допусков | Более низкий уровень из-за одиночной установки |

Швейцарская обработка с ЧПУ оказывается наиболее рентабельной при изготовлении крупных партий сложных деталей. Более высокая первоначальная стоимость установки компенсируется быстрым временем цикла, минимальными отходами материала и сокращением трудозатрат на вторичные операции, что приводит к снижению стоимости каждой детали и превосходному качеству при длительном производстве.
Каковы ограничения швейцарской обработки с ЧПУ?
Думаете, что швейцарское ЧПУ - это идеальное решение для любой маленькой и точной детали? Такое мышление может привести к раздуванию бюджета и производственной головной боли, когда более простой и прямой метод мог бы сработать лучше.
Основными ограничениями швейцарской обработки с ЧПУ являются более высокая первоначальная стоимость установки, что делает ее менее экономичной для небольших серий, и физические ограничения на диаметр материала, обычно не превышающий 1,5 дюйма. Она также неэффективна при производстве простых деталей, не требующих многоосевой обработки.

Хотя швейцарская обработка с ЧПУ является чемпионом точности для сложных тонких деталей, это не универсальное решение. Ее самые сильные стороны могут стать ее слабыми сторонами при неправильном применении. Наиболее существенным ограничением является первоначальная стоимость и сложность настройки. Программирование многоосевого швейцарского станка с синхронизированными движениями главного шпинделя, подшпинделя и инструментальной оснастки гораздо более трудоемко, чем настройка обычного токарного станка. Эти затраты времени и опыта окупаются только при крупносерийном производстве. При изготовлении прототипов или небольших партий стоимость одной детали может быть непомерно высокой по сравнению с другими методами. Процесс опирается на сложную хореография траектории движения инструмента7 который, несмотря на свою мощность, не может быть быстро настроен для выпуска всего десяти экземпляров.
Экономическая эффективность в зависимости от объема производства
| Объем производства | Швейцарская обработка с ЧПУ | Стандартная токарная обработка с ЧПУ |
|---|---|---|
| 1-100 шт. | Высокая стоимость каждой детали | Более экономичный |
| 1,000+ шт. | Установочная стоимость Амортизированная | Менее конкурентоспособный |
| 10 000+ штук | Высокая экономическая эффективность | Значительно более высокая стоимость |

Еще одно жесткое ограничение - физический размер. Вся архитектура швейцарского станка, от подвижной бабки до направляющей втулки, спроектирована на основе прутка. Это неизбежно ограничивает максимальный диаметр исходного материала, который можно использовать. Большинство швейцарских станков обрабатывают заготовки диаметром до 1,25 или 1,5 дюйма (около 38 мм). Если наибольший диаметр вашей детали превышает этот предел, швейцарская обработка просто невозможна. Кроме того, этот процесс по своей сути неэффективен для деталей, которые не являются длинными и тонкими. При изготовлении коротких, прочных деталей или компонентов с низким отношением длины к диаметру уникальное преимущество направляющей втулки не дает реальной выгоды. В этих случаях стандартный токарный или фрезерный станок с ЧПУ часто оказывается быстрее и экономичнее.
Геометрические и размерные ограничения
| Характеристика детали | Пригодность для швейцарских ЧПУ | Альтернативный процесс |
|---|---|---|
| Диаметр > 1,5 дюйма | Невозможно | Стандартный токарный станок с ЧПУ |
| Низкое соотношение длины и диаметра | Неэффективный | Стандартный токарный станок с ЧПУ |
| Простая геометрия (без перекрестных работ) | Излишняя жестокость / дороговизна | Базовый 2-осевой токарный станок |

Швейцарская обработка с ЧПУ имеет ряд ограничений: она неэффективна при небольших объемах производства из-за высоких затрат на переналадку, ограничена диаметрами сырья, обычно не превышающими 1,5 дюйма, и неэффективна при изготовлении простых деталей, не использующих сложные многоосевые возможности.
Как выбрать надежного партнера по обработке с ЧПУ в Швейцарии?
Выбирали ли вы когда-нибудь поставщика, который казался идеальным на бумаге, но столкнулись с перебоями в общении и критическими задержками поставок? Выбор неправильного партнера может быстро сорвать ваш проект и снизить качество.
Чтобы выбрать надежного партнера по обработке на швейцарских станках с ЧПУ, необходимо оценить его технические возможности, системы контроля качества, оперативность связи и проверенный опыт работы в отрасли. Настоящий партнер обеспечивает инженерную поддержку и демонстрирует четкое понимание специфических требований вашего проекта.

Когда вы проверяете потенциального партнера, выходите за рамки списка основных станков. Хотя наличие современных швейцарских станков с ЧПУ имеет большое значение, по-настоящему важен опыт, который за ними стоит. Я всегда советую искать партнера, который предлагает надежную инженерную поддержку. Предоставляют ли они обратную связь по вопросам проектирования для обеспечения технологичности (DFM), чтобы оптимизировать ваши детали для производства, потенциально снижая затраты и повышая качество? Отличный партнер заблаговременно предложит альтернативные варианты материалов или незначительные изменения в конструкции, которые могут иметь огромное значение. Их квалификация в Метрология8 также не является обязательным условием; они должны обладать инструментами и навыками для проверки жестких допусков, которые требуют ваши детали. В прошлых проектах PTSMAKE такой совместный инженерный подход стал ключом к превращению сложной конструкции в успешный, повторяемый компонент.
Поставщик против настоящего партнера
| Аспект | Основной поставщик | Настоящий партнер |
|---|---|---|
| Обратная связь | Изготавливает деталь по чертежу | Предлагает предложения по DFM |
| Решение проблем | Сообщает о проблемах по мере их возникновения | Проактивно предлагает решения |
| Экспертиза материалов | Используется указанный материал | Рекомендует оптимальные материалы |

Не только технические навыки, но и операционные процессы партнера имеют не менее важное значение для бесперебойной работы. Четкая и последовательная коммуникация - основа надежного партнерства. Как они справляются с управлением проектами? Вы должны рассчитывать на единый контактный центр, который будет как технически грамотным, так и отзывчивым. Нет ничего более неприятного, чем перебрасываться вопросами с одним отделом на другой. Оцените их систему менеджмента качества (СМК). Сертифицированы ли они по таким стандартам, как ISO 9001? Попросите показать примеры документации по качеству, например отчеты о проверках и сертификаты на материалы. Прозрачный партнер с радостью поделится этой информацией, демонстрируя свою приверженность качеству и прослеживаемости. Благодаря такому операционному совершенству ваш проект от составления сметы до поставки находится в надежных руках, что сводит к минимуму неожиданности и информирует вас о каждом шаге на этом пути.
Оценка общения и качества
| Фактор | Красный флаг | Зеленый флаг |
|---|---|---|
| Время отклика | > 48 часов, расплывчатые ответы | < 24 часа, четкие ответы |
| Обновления проекта | Только при появлении запроса | Проактивные, регулярные обновления |
| Доказательство качества | Не желает делиться документами | Предоставляет сертификаты ISO, отчеты |

Выбирая надежного партнера по обработке на швейцарских станках с ЧПУ, необходимо смотреть не только на оборудование. Необходимо тщательно оценить их инженерную поддержку, протоколы связи и документированные системы качества. Настоящий партнер действует как продолжение вашей команды, обеспечивая успешный результат вашего проекта.
Узнайте, как работает этот ключевой компонент с помощью технического ↩
Узнайте, как различные методы закрепления могут повлиять на конечную точность и чистоту обрабатываемых деталей. ↩
Узнайте, как жесткость материала и конструкции напрямую влияет на точность обработки и качество деталей в этом техническом обзоре. ↩
Узнайте, как дребезг при обработке приводит к ухудшению качества поверхности и как швейцарская технология эффективно предотвращает его. ↩
Понимание этого свойства помогает предсказать, как поведет себя материал под действием сил резания, предотвращая разрушение детали. ↩
Узнайте, как рассчитать амортизацию затрат, чтобы обосновать выбор между различными производственными процессами для вашего следующего проекта. ↩
Посмотрите, как планируются и выполняются сложные движения инструмента, чтобы понять, от чего зависит сложность и стоимость установки. ↩
Откройте для себя передовые измерительные инструменты и методы, которые подтверждают соответствие ваших деталей самым строгим требованиям к допускам. ↩






