

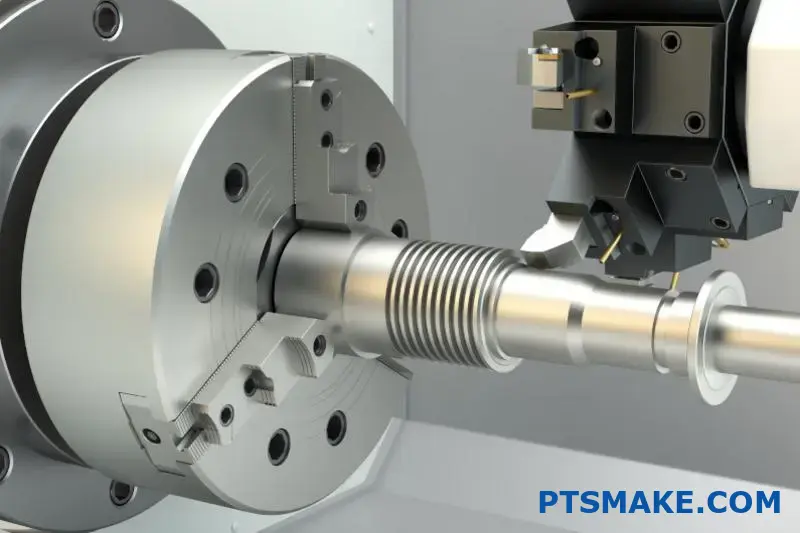
Obróbka CNC tytanu wygląda na prostą, dopóki nie napotkasz narostu ciepła, utwardzania podczas pracy i zużycia narzędzi, które mogą zniszczyć części i nadszarpnąć budżet. Wielu producentów zmaga się z niespójną jakością i nieudanymi projektami podczas obróbki tego wymagającego materiału.
Obróbka CNC tytanu wymaga specjalistycznych technik, odpowiednich systemów chłodzenia i precyzyjnego doboru narzędzi w celu przezwyciężenia niskiej przewodności cieplnej tytanu i tendencji do utwardzania przy jednoczesnym zachowaniu wąskich tolerancji dla zastosowań o wysokiej wydajności.

W PTSMAKE pracowałem z tytanowymi częściami w przemyśle lotniczym, medycznym i morskim. Ten materiał wymaga szacunku i wiedzy. Właściwe podejście przekształca tytan z problematycznego materiału w precyzyjne komponenty, które działają bezbłędnie w krytycznych zastosowaniach. Poniżej podzielę się podstawowymi spostrzeżeniami, które oddzielają udaną obróbkę tytanu od kosztownych awarii.
Dlaczego obróbka CNC tytanu ma znaczenie dla wysokowydajnych gałęzi przemysłu?
Czy kiedykolwiek zdarzyło Ci się określić materiał dla krytycznego komponentu, tylko po to, aby zobaczyć, jak zawodzi pod wpływem naprężeń, korozji lub zmęczenia? Ten moment awarii jest momentem, w którym wysokowydajne materiały stają się nienegocjowalne.
Obróbka CNC tytanu jest niezbędna w wysokowydajnych branżach, ponieważ łączy w sobie doskonały stosunek wytrzymałości metalu do jego masy, odporność na korozję i biokompatybilność z absolutną precyzją obróbki sterowanej komputerowo. W ten sposób powstają niezawodne, złożone części, które spełniają najsurowsze standardy w zastosowaniach lotniczych, medycznych i motoryzacyjnych.

Tytan to nie tylko kolejny metal; to rozwiązanie dla najtrudniejszych wyzwań inżynieryjnych. Jego wartość wynika z unikalnej kombinacji właściwości, z którymi inne materiały po prostu nie mogą się równać. Zrozumienie tych cech jest pierwszym krokiem do zrozumienia, dlaczego jest to najlepszy wybór dla części, w których awaria nie wchodzi w grę.
Bezkonkurencyjny stosunek wytrzymałości do wagi
Kiedy inżynierowie mówią o stosunku wytrzymałości do masy, dyskutują o tym, jak mocny jest materiał w stosunku do jego gęstości. To właśnie tutaj tytan, a w szczególności stopy takie jak Ti-6Al-4V (Grade 5), naprawdę błyszczy. Ma wytrzymałość wielu stali, ale jest o 45% lżejszy. Dla branż takich jak lotnictwo i kosmonautyka oraz motoryzacja jest to przełomowe osiągnięcie. Lżejsze komponenty samolotów oznaczają większą oszczędność paliwa i zwiększoną ładowność. W samochodach wyścigowych zmniejszona masa prowadzi do szybszego przyspieszenia i lepszego prowadzenia. Ta właściwość pozwala na projektowanie solidnych, wytrzymałych części bez negatywnego wpływu na wagę tradycyjnych metali, otwierając nowe możliwości dla innowacji.
Doskonała odporność na korozję
Odporność tytanu na korozję jest legendarna. Naturalnie tworzy on cienką, obojętną i wysoce przylegającą warstwę tlenku, gdy jest wystawiony na działanie tlenu. Ten proces pasywacja1 chroni metal przed atakiem szerokiej gamy kwasów, chlorków i słonej wody. Czyni go to niezastąpionym w zastosowaniach morskich, przetwórstwie chemicznym i odsalaniu. Podczas gdy stal nierdzewna może ostatecznie ulec korozji wżerowej lub szczelinowej w trudnych warunkach słonej wody, elementy tytanowe pozostają nienaruszone, drastycznie wydłużając żywotność i zmniejszając koszty konserwacji. W poprzednich projektach w PTSMAKE widzieliśmy, jak klienci przechodzili na tytan dla komponentów podwodnych, aby wyeliminować kosztowne i częste wymiany.
Niezbędna biokompatybilność
Dla branży medycznej interakcja materiału z ludzkim ciałem jest najważniejsza. Tytan jest wyjątkowo biokompatybilny, co oznacza, że jest nietoksyczny, niealergizujący i nie jest odrzucany przez organizm. Pozwala to na bezpośrednie łączenie się z kością w procesie zwanym osseointegracją. Ta właściwość czyni go złotym standardem dla implantów medycznych, takich jak protezy stawów (biodra, kolana), implanty dentystyczne i śruby kostne. Jego wytrzymałość zapewnia, że implanty mogą wytrzymać mechaniczne obciążenia codziennego życia, a jego obojętny charakter gwarantuje długoterminowe bezpieczeństwo i wydajność wewnątrz ludzkiego ciała.
| Własność | Tytan (Ti-6Al-4V) | Stal nierdzewna (316L) | Aluminium (6061-T6) |
|---|---|---|---|
| Gęstość (g/cm³) | ~4.43 | ~8.00 | ~2.70 |
| Wytrzymałość na rozciąganie (MPa) | ~950 | ~570 | ~310 |
| Wytrzymałość do wagi | Bardzo wysoka | Średni | Wysoki |
| Odporność na korozję | Doskonały | Dobry | Uczciwy |
| Biokompatybilność | Doskonały | Uczciwy | Słaby |
Choć właściwości tytanu są imponujące same w sobie, sprawiają one również, że jest to bardzo trudny w obróbce materiał. Ma niską przewodność cieplną, co powoduje gromadzenie się ciepła na narzędziu tnącym, a także ma tendencję do żółknięcia i rozmazywania. Dlatego też metoda produkcji jest tak samo ważna jak sam materiał. Nie można po prostu wrzucić bloku tytanu na jakąkolwiek starą maszynę i oczekiwać dobrych rezultatów. Obróbka CNC (Computer Numerical Control) jest kluczem, który uwalnia pełny potencjał tego zaawansowanego materiału.
Precyzyjne pokonywanie wyzwań związanych z obróbką skrawaniem
Wyzwania związane z pracą z tytanem - a mianowicie wytwarzanie ciepła i utwardzanie podczas pracy - wymagają wysoce kontrolowanego i solidnego procesu produkcyjnego. Obróbka CNC doskonale się do tego nadaje. W PTSMAKE używamy maszyn o wysokiej sztywności, zoptymalizowanych prędkościach skrawania i wysokociśnieniowych systemach chłodzenia specjalnie do zarządzania ciepłem i zapobiegania zużyciu narzędzi. Specjalistyczne ścieżki narzędzia zaprogramowane w sterowniku CNC zapewniają stałe obciążenie wiórami, co zapobiega utwardzaniu materiału podczas procesu. Taki poziom kontroli jest po prostu niemożliwy w przypadku metod ręcznych. Pozwala nam to na wydajne cięcie, wiercenie i frezowanie tytanu przy jednoczesnym zachowaniu integralności materiału i bardzo wąskich tolerancji.
Osiąganie złożonych geometrii i wąskich tolerancji
Wysokowydajne branże wymagają części o skomplikowanych konstrukcjach i precyzyjnych wymiarach. Pomyśl o złożonych kanałach wewnętrznych dyszy wtryskiwacza paliwa lub wyprofilowanych powierzchniach sztucznego stawu biodrowego. 5-osiowa obróbka CNC pozwala na tworzenie tych złożonych geometrii w jednym ustawieniu. Zmniejsza to ryzyko błędu związanego z ponowną obróbką części i zapewnia idealne wyrównanie wszystkich elementów. Nasza zdolność do konsekwentnego utrzymywania tolerancji w zakresie kilku mikronów ma kluczowe znaczenie dla naszych klientów z sektora lotniczego i urządzeń medycznych. Precyzja ta zapewnia idealne dopasowanie komponentów, ich niezawodne działanie i optymalną wydajność w ekstremalnych warunkach.
Zapewnienie powtarzalności od prototypu do produkcji
Od pierwszego prototypu do pełnej serii produkcyjnej liczącej tysiące sztuk, spójność jest kluczowa. Obróbka CNC to proces cyfrowy. Raz sprawdzony program może być uruchamiany wielokrotnie, wytwarzając za każdym razem identyczne części. Ta powtarzalność jest niezbędna w branżach, w których spójność między częściami jest wymogiem regulacyjnym lub bezpieczeństwa. Eliminuje ona zmienność często obserwowaną podczas odlewania lub kucia, zapewniając, że każdy komponent opuszczający nasze maszyny spełnia dokładnie te same specyfikacje, co pierwszy. Ta niezawodność usprawnia montaż, upraszcza kontrolę jakości i buduje zaufanie do produktu końcowego.

Wartość tytanu jest definiowana przez jego wyjątkowy stosunek wytrzymałości do masy, odporność na korozję i biokompatybilność. Właściwości te wiążą się jednak z poważnymi wyzwaniami produkcyjnymi. W tym miejscu obróbka CNC tytanu staje się niezbędna. Zapewnia ona niezbędną kontrolę w celu przezwyciężenia trudności materiału, umożliwiając tworzenie złożonych części o wąskich tolerancjach. Łącząc ten doskonały materiał z precyzyjnym procesem produkcyjnym, uwalniamy jego pełny potencjał dla wysokowydajnych gałęzi przemysłu, zapewniając niezawodność i spójność od pierwszej do ostatniej części.
Precyzja i tolerancje: Spełnianie wymagających specyfikacji.
Czy kiedykolwiek martwiłeś się, że drobne odchylenie w tytanowej części może doprowadzić do katastrofalnej awarii? W przypadku zastosowań o wysokiej stawce, nawet błąd na poziomie mikrona może zagrozić całemu systemowi.
Osiągnięcie submikronowej precyzji w tytanowej obróbce CNC jest nie tylko możliwe - jest niezbędne. Zaawansowane technologie, w szczególności obróbka w stylu szwajcarskim, w połączeniu z rygorystyczną kontrolą procesu, pozwalają nam konsekwentnie spełniać najbardziej rygorystyczne specyfikacje, zapewniając zarówno optymalną wydajność, jak i bezkompromisowe bezpieczeństwo krytycznych komponentów.

Kiedy mówimy o precyzji w obróbce tytanu, mamy na myśli coś więcej niż tylko osiągnięcie docelowego wymiaru. Chodzi o powtarzalność i spójność tysięcy części. W wymagających branżach wydajność końcowego zespołu często zależy od jakości jego najmniejszych komponentów. To właśnie tutaj wybór technologii produkcji staje się kluczowy.
Rola zaawansowanej technologii CNC
W sercu wysokiej precyzji Obróbka cnc tytanu jest sama maszyna. Podczas gdy standardowe frezarki i tokarki CNC są potężne, specjalistyczny sprzęt jest potrzebny do części o ekstremalnych wymaganiach tolerancji. Na przykład tokarki w stylu szwajcarskim zmieniają zasady gry. Wspierają one obrabiany przedmiot tuż obok narzędzia tnącego, co znacznie zmniejsza wibracje i ugięcia. Jest to szczególnie ważne podczas obróbki długich, smukłych części tytanowych, gdzie nacisk narzędzia może łatwo spowodować wygięcie materiału. Rezultatem jest doskonałe wykończenie powierzchni i zdolność do utrzymywania znacznie węższych tolerancji. W poprzednich projektach PTSMAKE odkryliśmy, że szwajcarska obróbka skrawaniem może poprawić dokładność wymiarową nawet o 50% dla określonych geometrii w porównaniu do konwencjonalnego toczenia.
Kontrola i optymalizacja procesów
Sama technologia nie wystarczy. Proces obróbki musi być skrupulatnie kontrolowany. Wiąże się to z kilkoma kluczowymi czynnikami:
- Strategia ścieżki narzędzia: Używamy zaawansowanego oprogramowania CAM do tworzenia zoptymalizowanych ścieżek narzędzia, które minimalizują zużycie narzędzia i naprężenia termiczne na części tytanowej. Zapewnia to stałą siłę skrawania i pomaga utrzymać właściwości materiału. stabilność wymiarowa)2.
- Narzędzia tnące: Używanie odpowiednich narzędzi tnących - w szczególności tych z ostrymi krawędziami i specjalistycznymi powłokami przeznaczonymi do tytanu - nie podlega negocjacjom. Zużyte lub nieprawidłowe narzędzia mogą wprowadzać ciepło i naprężenia, prowadząc do niedokładności wymiarowych.
- Zarządzanie temperaturą: Niska przewodność cieplna tytanu oznacza, że ciepło gromadzi się w strefie cięcia. Używamy wysokociśnieniowych systemów chłodzenia, aby skutecznie odprowadzać ciepło i wióry, zapobiegając rozszerzalności cieplnej, która mogłaby obniżyć tolerancje.
W oparciu o nasze wewnętrzne testy, połączenie tych czynników jest tym, co naprawdę odblokowuje ultra-precyzję.
| Cecha | Standardowe toczenie CNC | Obróbka w stylu szwajcarskim |
|---|---|---|
| Podpora przedmiotu obrabianego | Obsługiwane na końcach | Obsługiwane w pobliżu narzędzia |
| Tłumienie wibracji | Umiarkowany | Doskonały |
| Idealny profil części | Krótsza, większa średnica | Długie, smukłe części |
| Typowa tolerancja | ±0,015 mm | Już od ±0,002 mm |
Teoretyczna zdolność do osiągnięcia określonej tolerancji to jedno, a zrozumienie jej praktycznego wpływu to drugie. Dla inżynierów w sektorach takich jak lotniczy i medyczny, precyzja nie jest tylko "miłym dodatkiem" na rysunku. Jest to podstawowy wymóg bezpośrednio związany z wydajnością, niezawodnością i bezpieczeństwem ludzi. Odchylenie mierzone w mikronach może stanowić różnicę między udaną misją a krytyczną awarią.
Wpływ na przemysł lotniczy i obronny
W przemyśle lotniczym konsekwencje awarii części są poważne. Stopy tytanu są wykorzystywane w krytycznych zastosowaniach, takich jak elementy podwozia, łopatki turbin silnikowych i łączniki strukturalne ze względu na ich wysoki stosunek wytrzymałości do masy i odporność na korozję.
- Komponenty silnika: Łopatki i tarcze turbin pracują w ekstremalnych temperaturach i przy ekstremalnych prędkościach obrotowych. Precyzyjne kontury płatów mają zasadnicze znaczenie dla wydajności aerodynamicznej i oszczędności paliwa. Wszelkie odchylenia mogą zakłócić przepływ powietrza, zmniejszając wydajność i potencjalnie prowadząc do zmęczenia materiału.
- Integralność strukturalna: Elementy złączne i złączki łączące płatowiec muszą mieć dokładne wymiary, aby zapewnić odpowiednie dopasowanie. Luźne dopasowanie może prowadzić do zmęczenia wibracyjnego, podczas gdy zbyt ciasne dopasowanie może powodować koncentrację naprężeń, tworząc potencjalny punkt awarii.
Krytyczność w dziedzinie medycyny
Branża urządzeń medycznych wymaga jeszcze wyższego poziomu precyzji. Gdy komponent jest wszczepiany do ludzkiego ciała, margines błędu jest zerowy.
- Implanty ortopedyczne: Elementy takie jak śruby kostne, systemy mocowania kręgosłupa i protezy stawów muszą być idealnie dopasowane zarówno do anatomii pacjenta, jak i współpracujących części. Nieprawidłowo dobrana tytanowa śruba może nie zabezpieczyć płytki kostnej, prowadząc do niepowodzenia operacji i wymagając operacji rewizyjnej.
- Narzędzia chirurgiczne: Precyzja tytanowych narzędzi chirurgicznych, takich jak kleszcze i skalpele, ma bezpośredni wpływ na zdolność chirurga do wykonywania delikatnych zabiegów. Wyrównanie i ostrość uzyskane dzięki precyzyjnej obróbce zapewniają, że instrumenty działają dokładnie tak, jak powinny.
Poniższa tabela ilustruje, w jaki sposób tolerancje bezpośrednio korelują z ryzykiem aplikacji.
| Zastosowanie | Przykład komponentu | Typowa tolerancja | Konsekwencje odchyleń |
|---|---|---|---|
| Lotnictwo i kosmonautyka | Korzeń łopatki turbiny | ±0,005 mm | Zmniejszona wydajność silnika, ryzyko zmęczenia |
| Medyczny | Gwint śruby kostnej | ±0,003 mm | Słabe mocowanie, obluzowanie implantu |
| Motoryzacja | Wał turbosprężarki | ±0,010 mm | Niewyważenie, przedwczesna awaria łożyska |

W Obróbka cnc tytanuosiągnięcie wymagających specyfikacji nie podlega negocjacjom. Zaczynamy od uświadomienia sobie, że nawet błędy na poziomie mikronów mogą mieć znaczące konsekwencje. Wykorzystując zaawansowane technologie, takie jak szwajcarska obróbka skrawaniem i wdrażając rygorystyczne kontrole procesu, możemy konsekwentnie spełniać rygorystyczne wymagane tolerancje. To zobowiązanie do precyzji zapewnia niezawodność i bezpieczeństwo krytycznych komponentów w branżach o wysokiej stawce, takich jak lotnictwo i medycyna, gdzie wydajność jest bezpośrednio związana z dokładnością każdej wyprodukowanej części.
Techniki wykańczania powierzchni tytanowych części CNC.
Czy kiedykolwiek sfinalizowałeś projekt tytanowej części, tylko po to, by utknąć w martwym punkcie z powodu wyboru wykończenia? Wybór niewłaściwego wykończenia może osłabić wydajność części, prowadząc do korozji, nadmiernego zużycia lub wyglądu, który nie robi wrażenia.
Najlepsze wykończenie tytanowych części CNC zależy od konkretnych potrzeb. Kluczowe opcje obejmują anodowanie zapewniające doskonałą odporność na korozję, piaskowanie zapewniające jednolitą matową teksturę oraz polerowanie zapewniające gładką, lustrzaną powierzchnię. W celu zwiększenia trwałości, powłoka PVD oferuje wyjątkową twardość, podczas gdy malowanie proszkowe zapewnia solidne opcje kolorystyczne.

Po zakończeniu pierwotnej obróbki cnc tytanu, wybrane wykończenie powierzchni jest czymś więcej niż tylko kosmetyczną poprawką; jest to krytyczna decyzja inżynieryjna, która dyktuje ostateczne właściwości części. Z mojego doświadczenia w PTSMAKE wynika, że kluczem do sukcesu jest dostosowanie techniki wykończenia do zamierzonego zastosowania części. Przyjrzyjmy się niektórym z najbardziej powszechnych i skutecznych metod.
Anodowanie: Wzmacnianie naturalnych właściwości tytanu
W przeciwieństwie do procesu anodowania aluminium, anodowanie tytanu (typ II i typ III) nie tylko dodaje powłokę, ale także zwiększa istniejącą ochronną warstwę tlenku na powierzchni. To ulepszenie znacznie zwiększa naturalną odporność materiału na korozję i zużycie.
Korzyści funkcjonalne i estetyczne
Pogrubiona warstwa tlenku utworzona przez anodowanie jest integralną częścią, co oznacza, że nie odpryskuje ani nie łuszczy się. Ma to kluczowe znaczenie w przypadku implantów medycznych, gdzie biokompatybilność nie podlega negocjacjom, a powierzchnia musi pozostać stabilna. Proces pasywacja3 jest skutecznie doładowany. Z estetycznego punktu widzenia, anodowanie może tworzyć gamę kolorów poprzez zmianę grubości warstwy tlenku, która w różny sposób załamuje światło. Paleta kolorów jest jednak bardziej subtelna i ograniczona w porównaniu do tego, co można uzyskać z aluminium.
Śrutowanie: Czysty, jednolity wygląd
Obróbka strumieniowo-ścierna to podstawowy proces tworzenia nieodblaskowego, satynowego wykończenia. Polega ona na wyrzucaniu drobnych szklanych kulek pod wysokim ciśnieniem na powierzchnię części. Metoda ta doskonale nadaje się do ukrywania drobnych niedoskonałości i śladów narzędzi pozostałych po obróbce skrawaniem. Tworzy czystą, spójną teksturę, która jest zarówno atrakcyjna wizualnie, jak i funkcjonalna, ponieważ może pomóc złagodzić naprężenia powierzchniowe wywołane podczas obróbki.
Polerowanie: osiągnięcie nieskazitelnej powierzchni
W przypadku zastosowań wymagających niskiego tarcia lub wysokiej jakości wyglądu kosmetycznego, nic nie przebije polerowania. Proces ten może obejmować zarówno podstawowe polerowanie satynowe, jak i pełne polerowanie lustrzane. Gładsza powierzchnia to nie tylko wygląd; zmniejsza ona mikroskopijne szczyty i doliny, w których mogą inicjować się pęknięcia, potencjalnie poprawiając trwałość zmęczeniową komponentu. Polerowanie tytanu może być wyzwaniem ze względu na jego tendencję do żółknięcia, ale rezultatem jest część, która jest nie tylko piękna, ale także łatwiejsza do czyszczenia i sterylizacji.
| Metoda wykańczania | Podstawowa korzyść | Wspólna aplikacja | Koszt względny |
|---|---|---|---|
| Anodowanie (typ II) | Odporność na korozję, kolor | Implanty medyczne, lotnictwo i kosmonautyka | Umiarkowany |
| Śrutowanie | Jednolite matowe wykończenie | Komponenty ogólne | Niski |
| Polerowanie | Niskie tarcie, estetyka | Części o wysokiej wydajności | Wysoki |

Podczas gdy poprzednie metody działają poprzez obróbkę istniejącej powierzchni tytanu, inna kategoria wykończeń polega na nałożeniu zupełnie nowej warstwy materiału. Powłoki te mogą wprowadzać właściwości, których nie posiada sam tytan, otwierając nowe możliwości w zakresie wydajności i trwałości. W tym miejscu do gry wkraczają zaawansowane techniki, oferując rozwiązania dla niektórych z najbardziej wymagających wyzwań inżynieryjnych.
Powłoka PVD: Ekstremalna trwałość
Fizyczne osadzanie z fazy gazowej (PVD) to zaawansowany proces osadzania próżniowego, który nakłada na część bardzo cienką, ale niezwykle twardą powłokę ceramiczną. Powłoki takie jak azotek tytanu (TiN) lub węgiel diamentopodobny (DLC) mogą znacznie zwiększyć twardość powierzchni części tytanowej, czyniąc ją wyjątkowo odporną na zarysowania i zużycie. Widzieliśmy, że jest to skutecznie wykorzystywane w projektach wymagających części, które wytrzymują ciągłe tarcie, takich jak wysokowydajne maszyny samochodowe lub przemysłowe. PVD oferuje również wiele bogatych kolorów, takich jak złoty, czarny i brązowy, które są znacznie trwalsze niż te z anodowania.
Malowanie proszkowe: Solidna i kolorowa ochrona
Jeśli celem jest uzyskanie określonego koloru lub grubej warstwy ochronnej, malowanie proszkowe jest doskonałym wyborem. Proces ten polega na elektrostatycznym natryskiwaniu suchego proszku na część, który jest następnie utwardzany pod wpływem ciepła, tworząc twarde wykończenie. Tworzy to jednolitą powłokę, która jest znacznie twardsza niż konwencjonalna farba. Jest to świetna opcja dla komponentów, które muszą wytrzymać trudne warunki. W przypadku obróbki cnc tytanu ważne jest, aby upewnić się, że geometria części pozwala na równomierne nałożenie proszku i że temperatura utwardzania nie wpłynie na żadną krytyczną obróbkę cieplną, jakiej mógł zostać poddany materiał.
Chromowanie: Tradycyjne wykończenie dla konkretnych przypadków
Chromowanie, choć mniej powszechne w przypadku tytanu niż stali, może być stosowane w celu uzyskania określonych korzyści funkcjonalnych. Na przykład chromowanie twarde zapewnia bardzo twardą powierzchnię o niskim współczynniku tarcia, idealną do niektórych zastosowań związanych ze zużyciem. Nakładanie chromu na tytan jest jednak złożonym procesem. Ponieważ chrom nie przylega bezpośrednio do tytanu, najpierw należy nałożyć pośrednią warstwę uderzeniową, zwykle niklową. Ten wieloetapowy wymóg zwiększa zarówno złożoność, jak i koszty, sprawiając, że jest to raczej specjalistyczne rozwiązanie niż wykończenie ogólnego przeznaczenia.
| Metoda powlekania | Dodatkowa grubość | Kluczowa zaleta | Opcje kolorów |
|---|---|---|---|
| Powłoka PVD | Bardzo cienkie (mikrony) | Ekstremalna twardość | Szeroki zakres (metaliczny) |
| Malowanie proszkowe | Grubość (mil) | Trwały kolor | Prawie bez ograniczeń |
| Chromowanie | Różne | Odporność na zużycie/smarowność | Srebrny (lustro/satyna) |
Wybór odpowiedniego wykończenia powierzchni dla tytanowej części obrabianej CNC to krytyczna decyzja. Dostępne opcje obejmują zarówno wzmocnienie naturalnych właściwości materiału poprzez anodowanie lub piaskowanie, jak i dodanie zupełnie nowych warstw funkcjonalnych poprzez PVD lub malowanie proszkowe. Najlepsza metoda zawsze zależy od zrównoważenia wymagań funkcjonalnych, takich jak odporność na korozję i twardość, z celami estetycznymi i budżetem. Zrozumienie tych kompromisów gwarantuje, że końcowy komponent będzie działał dokładnie tak, jak powinien.
Zastosowania przemysłowe: Od lotnictwa po medycynę i nie tylko.
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre branże stawiają wszystko na jeden materiał? Dlaczego nie mogą sobie pozwolić na kompromisy w zakresie wydajności, nawet jeśli koszty są wysokie?
Niesamowity stosunek wytrzymałości do masy i odporność na korozję tytanu, odblokowane dzięki obróbce CNC, sprawiają, że jest to niezbywalny wybór dla krytycznych komponentów w zastosowaniach lotniczych, medycznych, morskich i motoryzacyjnych o wysokiej wydajności, gdzie awaria nie wchodzi w grę.

Kiedy materiał jest używany do budowy czegoś, co lata na wysokości 30 000 stóp lub jest wszczepiane do ludzkiego ciała, standardy są niezwykle wysokie. To właśnie tutaj tytan, ukształtowany przez precyzyjną obróbkę CNC, naprawdę się wyróżnia. Nie chodzi tylko o wykonanie części; chodzi o pewność inżynieryjną i niezawodność każdego komponentu.
Lotnictwo i kosmonautyka: Inżynieria dla ekstremalnych warunków
W przemyśle lotniczym liczy się każdy gram. Zmniejszenie masy bezpośrednio przekłada się na oszczędność paliwa i zwiększenie ładowności, ale nigdy nie może odbywać się kosztem wytrzymałości lub bezpieczeństwa. To jest domowy teren tytanu.
Elementy konstrukcyjne i płatowce
Stopy tytanu są szeroko stosowane w krytycznych konstrukcjach płatowca, takich jak zespoły podwozia, dźwigary skrzydeł i przegrody. Części te muszą wytrzymywać ogromne obciążenia podczas startu, lotu i lądowania. Precyzja Obróbka cnc tytanu pozwala nam tworzyć złożone geometrie, które optymalizują wytrzymałość przy jednoczesnej minimalizacji wagi, co jest trudne w przypadku innych materiałów lub metod produkcji.
Łopatki turbin i części silników
Silniki odrzutowe pracują w ekstremalnych temperaturach i siłach obrotowych. Zdolność tytanu do zachowania wytrzymałości w wysokich temperaturach sprawia, że jest on niezbędny do produkcji łopatek, tarcz i obudów sprężarek. Części, które obrabiamy w PTSMAKE dla klientów z branży lotniczej, często mają wymagania dotyczące tolerancji mierzone w mikronach, zapewniając idealną równowagę i wydajność aerodynamiczną. Z naszego doświadczenia wynika, że gatunek 5 (Ti-6Al-4V) jest koniem pociągowym w tych zastosowaniach ze względu na jego doskonałą, wszechstronną wydajność. Proces wytwarzania tych części wymaga zrozumienia, w jaki sposób materiał zachowuje się pod wpływem naprężeń i ciepła, wiedzy zdobytej przez lata praktycznej pracy.
Medycyna: Precyzja dla ludzkiego zdrowia
Branża medyczna wymaga materiałów, które są nie tylko mocne i trwałe, ale także bezpieczne w długotrwałym kontakcie z ludzkim ciałem.
Implanty i protetyka
Tytan jest wiodącym materiałem do produkcji implantów ortopedycznych, takich jak stawy biodrowe, protezy kolanowe i implanty dentystyczne. Jego nietoksyczność i odporność na korozję powodowaną przez płyny ustrojowe sprawiają, że nie jest on odrzucany przez organizm. Ta właściwość biokompatybilność4 ma kluczowe znaczenie. Ponadto jego elastyczność jest podobna do ludzkiej kości, co pomaga zmniejszyć obciążenie otaczającej tkanki kostnej i sprzyja lepszej integracji.
| Aplikacja medyczna | Kluczowa właściwość tytanu | Wymagania dotyczące obróbki |
|---|---|---|
| Implanty dentystyczne | Wysoka biokompatybilność | Precyzja dopasowania na poziomie mikro |
| Wymiana stawów | Doskonały stosunek wytrzymałości do wagi | Kompleksowe wykończenie powierzchni |
| Śruby/płytki do kości | Odporność na korozję | Precyzyjne gwinty |
| Narzędzia chirurgiczne | Odporność na sterylizację | Nieporowate wykończenie powierzchni |
Narzędzia chirurgiczne
Chirurdzy polegają na narzędziach, które są lekkie, wytrzymałe i mogą być wielokrotnie sterylizowane bez degradacji. Tytanowe narzędzia chirurgiczne, od kleszczyków po rozwieracze, doskonale spełniają te potrzeby. Są one niemagnetyczne, co jest istotną zaletą w salach operacyjnych z maszynami MRI i innym wrażliwym sprzętem elektronicznym.

Poza głośnymi światami lotnictwa i medycyny, unikalne zalety tytanu sprawiły, że stał się on krytycznym materiałem w kilku innych wymagających branżach. Sektory te może nie zawsze trafiają na pierwsze strony gazet, ale ich wymagania dotyczące wydajności są równie rygorystyczne. Wspólnym wątkiem jest zapotrzebowanie na komponenty, które mogą wytrzymać trudne warunki i zapewnić bezkompromisową niezawodność.
Marine: Podbój środowisk korozyjnych
Słona woda jest jednym z najbardziej korozyjnych środowisk naturalnych na Ziemi, zdolnym z czasem do zniszczenia większości metali. Tytan jest jednak na nią praktycznie odporny.
Komponenty podmorskie i morskie
Dla okrętów wojennych, łodzi podwodnych i morskich platform wiertniczych, Obróbka cnc tytanu jest używany do produkcji części, które są stale narażone na działanie wody morskiej. Obejmuje to śruby napędowe, wały śrub napędowych, zawory balastowe i obudowy czujników podwodnych. Chociaż początkowy koszt materiału jest wyższy niż w przypadku stali nierdzewnej, trwałość tytanu oznacza niższe koszty konserwacji i wymiany przez cały okres eksploatacji statku. W projektach, w których doradzaliśmy, przejście na tytan w przypadku niektórych komponentów podwodnych wydłużyło żywotność ponad dwukrotnie.
Motoryzacja: Pogoń za wydajnością
W świecie pojazdów wyczynowych i wyścigowych cele inżynieryjne są podobne jak w przemyśle lotniczym: zmniejszyć wagę i zwiększyć wytrzymałość.
Wysokowydajne części do silników
Tytan jest materiałem wybieranym do produkcji komponentów silników wyścigowych, takich jak korbowody, zawory i układy wydechowe. Lżejsze korbowody pozwalają silnikowi na wyższe i szybsze obroty, a tytanowe zawory mogą wytrzymać ekstremalne temperatury spalania. Rezultatem jest większa moc i lepsza reakcja silnika. Choć ze względu na koszty nie można go znaleźć w przeciętnym samochodzie rodzinnym, w supersamochodach i wyścigach wyczynowych zapewnia on wyraźną przewagę w zakresie osiągów.
| Przemysł | Główne zalety tytanu | Przykład części obrabianej CNC |
|---|---|---|
| Marine | Wyjątkowa odporność na korozję | Wały napędowe, obudowy podwodne |
| Motoryzacja (wyścigi) | Wysoki stosunek wytrzymałości do wagi | Korbowody, zawory wydechowe |
| Przetwarzanie chemiczne | Obojętność chemiczna | Wymienniki ciepła, reaktory |
| Elektronika użytkowa | Doskonałe wyczucie i trwałość | Wysokiej klasy obudowy do laptopów/telefonów |
Przetwarzanie przemysłowe i chemiczne
W zakładach chemicznych sprzęt często ma do czynienia z silnie żrącymi kwasami i innymi agresywnymi chemikaliami. Obojętność chemiczna tytanu sprawia, że idealnie nadaje się on do produkcji reaktorów, wymienników ciepła, rur i zaworów stosowanych w tych obiektach. Jego stabilność zapewnia czystość produktu i zapobiega awariom sprzętu, które mogą być katastrofalne w skutkach. Zdolność do obróbki skomplikowanych wewnętrznych ścieżek w tytanowych wymiennikach ciepła, na przykład, pozwala na wysoce wydajny transfer ciepła w kompaktowej i trwałej obudowie.

Doskonałe właściwości tytanu sprawiają, że jest on niezbędny w sektorach, w których wydajność nie może być zagrożona. Precyzyjna obróbka CNC jest kluczem, który uwalnia ten potencjał, kształtując go w krytyczne komponenty dla przemysłu lotniczego, gdzie waga i odporność na ciepło są najważniejsze, oraz dla implantów medycznych, gdzie biokompatybilność ma kluczowe znaczenie. Wszechstronność ta rozciąga się na zastosowania morskie, motoryzacyjne i przemysłowe, z których każde wykorzystuje wyjątkową wytrzymałość tytanu i odporność na korozję, aby niezawodnie działać w najbardziej wymagających środowiskach.
Najlepsze praktyki obróbki tytanu: Praktyczny przewodnik!
Czy kiedykolwiek postępowałeś zgodnie z podręcznikowymi zasadami obróbki tytanu, tylko po to, aby skończyć ze złomowaną częścią i uszkodzonym narzędziem? To frustrująco częsty scenariusz, który pochłania czas i zasoby.
Opanowanie obróbki CNC tytanu wymaga strategicznego połączenia wyboru odpowiednich narzędzi skrawających, zastosowania zaawansowanych strategii chłodziwa i optymalizacji parametrów obróbki. Praktyki te mają kluczowe znaczenie dla zarządzania ciepłem, zapobiegania utwardzaniu podczas pracy i konsekwentnego osiągania precyzyjnych, wysokiej jakości wyników.

Przejście od teorii do praktyki wymaga zdyscyplinowanego podejścia. Z mojego doświadczenia wynika, że sukces w obróbce tytanu nie polega na jednej sztuczce, ale na systematycznym stosowaniu kilku podstawowych zasad. Błędne zastosowanie którejkolwiek z nich może szybko doprowadzić do porażki.
Wybór odpowiednich narzędzi tnących
Narzędzie jest tam, gdzie dzieje się akcja, a w przypadku tytanu wybór ma kluczowe znaczenie. Nie można po prostu użyć tego samego frezu do aluminium lub stali.
Materiały narzędziowe i powłoki
Niepokryte narzędzia z węglików spiekanych nie wytrzymają długo kontaktu z tytanem. Używamy prawie wyłącznie narzędzi z węglików spiekanych ze specjalnymi powłokami, takimi jak azotek tytanowo-aluminiowy (TiAlN) lub azotek aluminiowo-tytanowy (AlTiN). Powłoki te tworzą barierę termiczną, chroniąc podłoże węglikowe przed intensywnym ciepłem generowanym w strefie cięcia. Twardość powłoki zapewnia również doskonałą odporność na ścieranie w przeciwieństwie do gumowatej natury tytanu.
Geometria narzędzia
Ostrość nie podlega negocjacjom. Tępe narzędzie będzie raczej trzeć niż ciąć, natychmiast powodując stwardnienie robocze i prowadząc do katastrofalnej awarii. Szukamy narzędzi z ostrym, dodatnim kątem natarcia, aby czysto ścinać materiał. Wysoki kąt pochylenia linii śrubowej (około 35-45 stopni) pomaga również w skutecznym odprowadzaniu wiórów, co ma kluczowe znaczenie dla zapobiegania ich ponownemu skrawaniu - częstemu źródłu ciepła i uszkodzeń narzędzia. Omawiając zaangażowanie promieniowe, musimy również wziąć pod uwagę zjawisko przerzedzanie wiórów5co bezpośrednio wpływa na obliczenia prędkości posuwu.
Optymalizacja kanałów i prędkości
W tym miejscu wielu mechaników popełnia błąd. Zasady dotyczące stali nie mają tutaj zastosowania.
| Parametr | Konwencjonalna obróbka stali | Zalecana obróbka tytanu |
|---|---|---|
| Prędkość cięcia | Wysoki | Niski (np. 150-300 SFM) |
| Prędkość podawania | Umiarkowany | Wysoki i spójny |
| Głębokość cięcia | Zmienna | Stałe i poniżej obciążenia chipem |
Mantrą dla tytanu jest "niska prędkość, wysoki posuw". Wysokie prędkości generują nadmierne ciepło, którego tytan nie jest w stanie rozproszyć, co prowadzi do zużycia narzędzia i wypaczenia części. Zamiast tego zmniejszamy liczbę stóp powierzchniowych na minutę (SFM) i zwiększamy posuw na ząb. Podejście to utrzymuje prawidłowe obciążenie wiórów, zapewniając, że narzędzie stale tnie świeży materiał, a nie ociera się o utwardzoną powierzchnię. Utrzymuje ciepło wewnątrz wióra, które jest następnie odprowadzane z przedmiotu obrabianego i narzędzia.

Poza podstawami oprzyrządowania i prędkości, programowanie i strategie chłodziwa są tam, gdzie wiedza specjalistyczna naprawdę robi różnicę. Te zaawansowane techniki są tym, co odróżnia warsztat zmagający się z trudnościami od tego, który obrabia tytan z zyskiem i niezawodnie. W PTSMAKE udoskonaliliśmy te metody w niezliczonych projektach, przekształcając trudne części w rutynowe sukcesy.
Inteligentne programowanie ścieżki narzędzia
Sposób przesuwania narzędzia jest równie ważny jak samo narzędzie. Tradycyjne "zygzakowate" lub przesunięte ścieżki narzędzia z ostrymi narożnikami są katastrofalne dla tytanu. Powodują one nagłe skoki zaangażowania narzędzia, prowadząc do nadmiernego nagrzewania, drgań i uszkodzenia narzędzia.
Stałe zaangażowanie narzędzia
Celem jest utrzymanie stałego, spójnego obciążenia narzędzia tnącego. Osiągamy to za pomocą nowoczesnych strategii CAM.
- Frezowanie trochoidalne: Technika ta wykorzystuje okrężny ruch "pętli" do wycinania szczelin, zapewniając stałą i niską promieniową głębokość cięcia. Jest idealna do obróbki zgrubnej, ponieważ utrzymuje stabilne ciepło i pozwala na znacznie głębsze cięcia osiowe niż tradycyjne metody.
- Peel Milling: Podobnie jak w przypadku frezowania trochoidalnego, strategia ta wykorzystuje szybkie, lekkie cięcia promieniowe do "odrywania" materiału, zapobiegając całkowitemu zagłębieniu narzędzia w cięciu.
Oto proste porównanie tych podejść:
| Strategia ścieżki narzędzia | Kluczowa charakterystyka | Wpływ na obróbkę tytanu |
|---|---|---|
| Tradycyjny offset | Ostre narożniki, zmienne obciążenie narzędzia | Powoduje drgania, skoki temperatury, utwardzanie podczas pracy |
| Frezowanie trochoidalne | Stałe, niskie zaangażowanie promieniowe | Minimalizuje ciepło, umożliwia głębokie cięcia, wydłuża żywotność narzędzia |
| Peel Milling | Szybkie, lekkie przejazdy promieniowe | Doskonałe odprowadzanie wiórów i kontrola ciepła |
Zaawansowane zastosowanie chłodziwa
Chłodziwo służy nie tylko do chłodzenia, ale także do odprowadzania wiórów i smarowania. W przypadku tytanu jego rola jest jeszcze większa. Zalanie części standardową dyszą chłodziwa jest często niewystarczające, ponieważ duże siły skrawania tworzą barierę ciśnieniową, która uniemożliwia dotarcie płynu do krawędzi skrawającej.
Właśnie dlatego wysokociśnieniowe systemy chłodzenia (HPC), zazwyczaj dostarczające płyn o ciśnieniu 1000 PSI lub wyższym, są przełomem w tytanowej obróbce CNC. Chłodziwo HPC, dostarczane przez wrzeciono i końcówkę narzędzia, natychmiast usuwa wióry ze strefy skrawania. Zapobiega to ponownemu skrawaniu wiórów, drastycznie zmniejsza gromadzenie się ciepła na końcówce narzędzia i pozwala na wyższe prędkości posuwu, ostatecznie poprawiając czas cyklu i żywotność narzędzia.

Skuteczna obróbka tytanu opiera się na systematycznym podejściu. Zaczyna się od wyboru ostrych, powlekanych narzędzi z węglików spiekanych i utrzymania sztywnej konfiguracji. Kluczem jest stosowanie niskich prędkości skrawania z wysokimi prędkościami posuwu, wspieranych przez chłodziwo pod wysokim ciśnieniem w celu zarządzania ciepłem. Co więcej, stosowanie zaawansowanych ścieżek narzędzia, takich jak frezowanie trochoidalne, zapobiega utwardzaniu podczas pracy i zapewnia zarówno trwałość narzędzia, jak i jakość części. Ta zdyscyplinowana strategia jest podstawą udanych projektów obróbki CNC tytanu.
Popularne gatunki tytanu i ich właściwości.
Czy kiedykolwiek wybrałeś gatunek tytanu na podstawie arkusza danych, ale okazało się, że zachowuje się on zupełnie inaczej podczas obróbki? Takie niedopasowanie może zakłócić harmonogram i zwiększyć koszty.
Wybór odpowiedniego gatunku tytanu ma kluczowe znaczenie dla powodzenia projektu. Komercyjnie czysty gatunek 2 oferuje doskonałą odporność na korozję i formowalność, podczas gdy stop gatunek 5 (Ti-6Al-4V) zapewnia znacznie wyższą wytrzymałość i wydajność, bezpośrednio wpływając na wynik każdego tytanowego projektu obróbki CNC.

Nie każdy tytan jest sobie równy. Wybrany gatunek jest najważniejszym czynnikiem decydującym o wytrzymałości końcowej części, odporności na korozję i, co najważniejsze, o tym, jak zachowuje się na maszynie CNC. W projektach, którymi zajmujemy się w PTSMAKE, wybór prawie zawsze sprowadza się do kilku kluczowych gatunków, z których każdy ma odrębną osobowość.
Stopnie czystości handlowej (CP): Podstawa
Komercyjnie czysty tytan jest niestopowy i podzielony na cztery gatunki. W przypadku obróbki CNC, klasa 2 jest zdecydowanie najbardziej powszechna.
Tytan klasy 2
Gatunek 2 to uniwersalny gatunek domyślny. Równoważy on dobrą wytrzymałość z doskonałą formowalnością i spawalnością. Jego cechą wyróżniającą jest niesamowita odporność na korozję, zwłaszcza w słonej wodzie i środowiskach przetwarzania chemicznego. Nie ma on jednak tak wysokiej wytrzymałości jak jego stopowi kuzyni. Często używamy go do części, w których odporność na korozję jest głównym celem, a wysokie naprężenia mechaniczne nie są czynnikiem. Jego skrawalność jest stosunkowo dobra jak na tytan, choć nadal wymaga ostrożnego zarządzania prędkością i posuwem, aby uniknąć utwardzania podczas pracy.
Stop Alpha-Beta: Koń roboczy
Gdy najważniejsza jest wytrzymałość, sięgamy po stopy.
Tytan klasy 5 (Ti-6Al-4V)
Jest to mistrz świata tytanu, stanowiący ponad 50% całego zużycia tytanu. Dodatek 6% aluminium i 4% wanadu tworzy stop, który jest znacznie mocniejszy niż czysty tytan i może być poddawany obróbce cieplnej w celu uzyskania jeszcze większej wytrzymałości. Ten wysoki stosunek wytrzymałości do masy sprawia, że jest to materiał stosowany w komponentach lotniczych, wysokowydajnych częściach samochodowych i implantach medycznych. Kompromisem jest to, że jest trudniejszy w obróbce niż Grade 2. Jego właściwości mogą wykazywać pewne anizotropowy6 w zależności od sposobu przetwarzania, co jest kluczową kwestią w przypadku krytycznych komponentów.
Oto krótkie porównanie oparte na naszych wewnętrznych testach i danych materiałowych:
| Własność | Tytan klasy 2 | Tytan klasy 5 (Ti-6Al-4V) |
|---|---|---|
| Wytrzymałość na rozciąganie (Ultimate) | ~450 MPa (65 ksi) | ~950 MPa (138 ksi) |
| Wytrzymałość na rozciąganie | ~345 MPa (50 ksi) | ~830 MPa (120 ksi) |
| Gęstość | 4,51 g/cm³ | 4,43 g/cm³ |
| Obrabialność | Uczciwy | Słaby do umiarkowanego |
| Odporność na korozję | Doskonały | Bardzo dobry |
| Spawalność | Doskonały | Uczciwy |
Ta tabela wyraźnie pokazuje różnicę w wydajności. Klasa 5 oferuje ponad dwukrotnie wyższą wytrzymałość niż klasa 2 przy nieco niższej gęstości, co pokazuje, dlaczego jest ulubionym rozwiązaniem do lekkich zastosowań o wysokim obciążeniu.

Zrozumienie właściwości to jedno, a wiedza o tym, jak przekładają się one na rzeczywiste wyniki obróbki i przydatność do danego zastosowania, to drugie. Decyzja między gatunkiem 2 a gatunkiem 5 ma wpływ na wszystko, od czasu cyklu i kosztów narzędzi po końcową żywotność części.
Jak wybór gatunku wpływa na skrawalność
Różnica w obróbce Grade 2 i Grade 5 jest znacząca.
Prędkości cięcia i posuwy
Gatunek 2 jest bardziej miękki i plastyczny, co pozwala na nieco wyższe prędkości skrawania w porównaniu do gatunku 5. Jednak jego niska przewodność cieplna oznacza, że ciepło szybko gromadzi się na końcówce narzędzia. Gatunek 5 jest znacznie twardszy i bardziej ścierny ze względu na zawartość pierwiastków stopowych. Jego obróbka wymaga niższych prędkości skrawania, wyższego momentu obrotowego i bardzo sztywnej konfiguracji maszyny, aby zapobiec drganiom i ugięciu narzędzia. Z naszego doświadczenia wynika, że próba obróbki gatunku 5 z parametrami przeznaczonymi dla gatunku 2 spowoduje zniszczenie narzędzia skrawającego w ciągu kilku sekund.
Oprzyrządowanie i strategia chłodzenia
W przypadku każdej tytanowej obróbki CNC ostre narzędzia nie podlegają negocjacjom. W przypadku Grade 5 używamy wyłącznie wysokiej jakości narzędzi z węglików spiekanych ze specjalnymi powłokami zaprojektowanymi tak, aby były odporne na wysokie temperatury i ścieranie. Niezbędny jest również wysokociśnieniowy system chłodzenia. Służy on nie tylko do smarowania; ma on krytyczne znaczenie dla agresywnego wypłukiwania wiórów ze strefy skrawania, aby zapobiec ich ponownemu skrawaniu, co może spowodować katastrofalną awarię narzędzia. Gatunek 2 jest bardziej wyrozumiały, ale dobre praktyki w zakresie chłodziwa są nadal niezbędne do uzyskania doskonałego wykończenia powierzchni.
Dopasowanie oceny do aplikacji
Wybór odpowiedniego gatunku polega na dostosowaniu mocnych stron materiału do zamierzonej funkcji części.
Kiedy wybrać klasę 2
- Sprzęt morski: Niezrównana odporność na korozję w słonej wodzie.
- Zbiorniki do przetwarzania chemikaliów: Odporność na szeroki zakres środowisk kwaśnych i zasadowych.
- Elementy architektoniczne: Doskonała estetyka i odporność na warunki środowiskowe.
- Obudowy medyczne: Tam, gdzie wymagana jest biokompatybilność i odporność na korozję bez ekstremalnej wytrzymałości.
Kiedy wybrać klasę 5 (Ti-6Al-4V)
- Struktury lotnicze i kosmiczne: Podwozie, dźwigary skrzydeł i elementy silnika, które wymagają wysokiego stosunku wytrzymałości do masy.
- Wysokowydajne części silnikowe: Zawory, korbowody i elementy ustalające, które są narażone na ekstremalne obciążenia i wysoką temperaturę.
- Implanty medyczne: Protezy stawów i śruby kostne, ze względu na ich wytrzymałość, biokompatybilność i odporność na korozję.
- Robotyka i automatyzacja: Do części konstrukcyjnych, w których minimalizacja wagi ma kluczowe znaczenie dla wydajności i szybkości.
W PTSMAKE prowadzimy naszych klientów przez ten proces selekcji. Część przeznaczona do satelity ma znacznie inne wymagania niż część do pompy chemicznej. Zaczynając od zastosowania końcowego, wybieramy gatunek, który działa niezawodnie bez nadmiernej inżynierii i dodawania niepotrzebnych kosztów.

Wybór odpowiedniego gatunku tytanu jest krytycznym pierwszym krokiem. Gatunek 2 jest idealny do zastosowań wymagających doskonałej odporności na korozję i formowalności, podczas gdy mocniejszy gatunek 5 (Ti-6Al-4V) jest przeznaczony do lekkich elementów poddawanych wysokim obciążeniom w przemyśle lotniczym i medycznym. Wybór ten bezpośrednio wpływa na podejście do obróbki CNC tytanu, wpływając na narzędzia, prędkości i koszty, ostatecznie określając wydajność końcowej części i jej przydatność do zamierzonego środowiska.
Uwagi projektowe dotyczące tytanowych części CNC?
Czy kiedykolwiek zaprojektowałeś idealny tytanowy komponent w CAD, tylko po to, aby zobaczyć, że nie przejdzie kontroli z powodu wypaczenia lub niestabilności wymiarowej? Nie jesteś sam; unikalne właściwości tytanu często stanowią wyzwanie dla konwencjonalnego podejścia do projektowania.
Efektywny projekt tytanowej obróbki CNC obejmuje uproszczenie geometrii, uwzględnienie dużych promieni, utrzymanie jednolitej grubości ścianki i planowanie właściwości materiału, takich jak sprężynowanie i rozszerzalność cieplna. Kroki te zapewniają możliwość produkcji, poprawiają wydajność i kontrolują koszty od samego początku.

Optymalizacja geometrii części pod kątem możliwości produkcji
Podczas projektowania dla tytanu, geometria części ma bezpośredni wpływ na czas obróbki, zużycie narzędzi, a ostatecznie na ostateczny koszt. Pomijanie możliwości produkcyjnych na etapie projektowania jest częstą pułapką, która może prowadzić do poważnych problemów produkcyjnych. Celem jest stworzenie części, która jest nie tylko funkcjonalna, ale także wydajna w produkcji.
Upraszczaj, upraszczaj, upraszczaj
Każda złożona cecha, ostry narożnik wewnętrzny i głęboka kieszeń zwiększa czas i ryzyko procesu obróbki. W PTSMAKE często doradzamy klientom, aby przejrzeli swoje projekty i wyeliminowali wszelkie złożoności, które nie są absolutnie krytyczne dla funkcji części. Na przykład, zastąpienie złożonych zakrzywionych powierzchni prostszymi, płaskimi może drastycznie skrócić czas obróbki. Nie chodzi tu o kompromis w zakresie wydajności; chodzi o osiągnięcie tej samej funkcji za pomocą bardziej przyjaznej dla maszyny konstrukcji. Prostsza część oznacza krótszy czas cyklu, mniej specjalistycznych narzędzi i bardziej przewidywalny wynik.
Znaczenie promieni i filetów
Ostre narożniki wewnętrzne stanowią poważne wyzwanie w każdym procesie obróbki CNC, ale są szczególnie problematyczne w przypadku tytanu. Tworzą one skupiska naprężeń w końcowej części i wymuszają stosowanie mniejszych, mniej sztywnych narzędzi tnących, które są podatne na złamania. Zwiększa to ryzyko utwardzanie robocze7 w materiale, utrudniając kolejne cięcia. Najlepszą praktyką jest projektowanie z możliwie największym promieniem wewnętrznym. Dobrą zasadą jest, aby promień był co najmniej 1,5 razy większy od przewidywanej średnicy frezu.
| Funkcja projektowania | Słaba praktyka | Najlepsze praktyki | Uzasadnienie |
|---|---|---|---|
| Narożniki wewnętrzne | Ostre kąty 90 stopni | Duże promienie (>1 mm) | Zmniejsza naprężenia narzędzia, zapobiega utwardzaniu materiału i poprawia wytrzymałość części. |
| Kieszenie | Głęboki i wąski | Płytkie, szerokie kieszenie | Umożliwia lepsze odprowadzanie wiórów i stosowanie sztywniejszych, wydajniejszych narzędzi. |
| Otwory | Rozmiary niestandardowe | Standardowe rozmiary wierteł | Pozwala uniknąć konieczności stosowania niestandardowych narzędzi, redukując zarówno koszty, jak i czas realizacji. |
| Powierzchnie | Złożone, wieloosiowe krzywe | Proste, płaskie powierzchnie | Minimalizuje czas pracy maszyny i złożoność programowania, prowadząc do oszczędności kosztów. |
Przestrzeganie tych wytycznych geometrycznych jest pierwszym krokiem w kierunku udanej i opłacalnej obróbki CNC tytanu.

Zarządzanie zachowaniem materiałów i tolerancjami
Poza podstawową geometrią, projektant musi wziąć pod uwagę, jak tytan zachowuje się pod wpływem naprężeń i ciepła podczas obróbki. Jego właściwości, takie jak niska przewodność cieplna i elastyczność, stanowią wyjątkowe wyzwania, które można złagodzić poprzez inteligentne wybory projektowe.
Zasada jednolitości
Utrzymanie jednolitej grubości ścianki w całej części ma kluczowe znaczenie. Niska przewodność cieplna tytanu oznacza, że ciepło koncentruje się w punkcie cięcia zamiast rozpraszać się przez obrabiany przedmiot. W przypadku konstrukcji z grubymi sekcjami przylegającymi do cienkich ścianek, cienkie sekcje będą nagrzewać się i stygnąć znacznie szybciej. Z naszego doświadczenia wynika, że ta różnica rozszerzalności cieplnej jest główną przyczyną wypaczeń i odkształceń. Stała grubość ścianki pomaga bardziej równomiernie rozłożyć naprężenia i ciepło, prowadząc do bardziej stabilnej i dokładnej części końcowej. Jeśli różne grubości są nieuniknione, należy starać się tworzyć stopniowe przejścia między sekcjami.
Realistyczne tolerancje dla tytanu
Inżynierowie naturalnie chcą określić jak najściślejsze tolerancje, ale może to niepotrzebnie zwiększyć koszty tytanowej obróbki CNC. Ze względu na "sprężynowanie" lub pamięć sprężystą, zachowanie bardzo wąskich tolerancji (np. ±0,005 mm) wymaga wolniejszych prędkości cięcia, wielu przejść wykańczających i częstszych kontroli. Przed sfinalizowaniem rysunku należy zadać sobie pytanie, czy każda cecha rzeczywiście wymaga tak wysokiej precyzji. Poluzowanie niekrytycznych tolerancji może skutkować znacznymi oszczędnościami kosztów bez wpływu na wydajność części. Na przykład tolerancja ±0,025 mm jest często znacznie bardziej osiągalna i ekonomiczna.
| Klasa tytanu | Kluczowe właściwości | Implikacje projektowe |
|---|---|---|
| Klasa 2 (Czystość handlowa) | Wysoka plastyczność, niższa wytrzymałość | Łatwiejsze w obróbce; odpowiednie dla części wymagających wysokiej odkształcalności, ale mniejszej wytrzymałości. Łatwiejsze zachowanie tolerancji. |
| Klasa 5 (Ti-6Al-4V) | Wysoki stosunek wytrzymałości do wagi | Trudniejsze w obróbce ze względu na twardość. Wymaga solidnych ścieżek narzędzia i konstrukcji minimalizujących nacisk narzędzia. |
| Klasa 9 (Ti-3Al-2,5V) | Spawalność, dobra wytrzymałość | Rozwiązanie pośrednie. Dobry do złożonych zespołów spawanych, w których wymagana jest obróbka po spawaniu. |
Wybór odpowiedniego gatunku i połączenie go z odpowiednimi tolerancjami jest kluczowym elementem projektowania pod kątem możliwości produkcyjnych. Współpracujemy z naszymi klientami, aby znaleźć tę równowagę, zapewniając, że projekt jest zoptymalizowany zarówno pod kątem wydajności, jak i budżetu.

Aby odnieść sukces w obróbce CNC tytanu, projekt musi uwzględniać unikalne właściwości materiału. Upraszczając geometrię, stosując duże promienie wewnętrzne i utrzymując jednolitą grubość ścianek, tworzysz część, która jest łatwiejsza i bardziej opłacalna w produkcji. Co więcej, uwzględnienie właściwości materiału, takich jak rozszerzalność cieplna i ustalenie realistycznych tolerancji, ma kluczowe znaczenie dla zapobiegania wadom, takim jak wypaczanie, i zapewnienia, że końcowy element spełnia specyfikacje bez zbędnych kosztów. Dobrze przemyślany projekt jest podstawą sukcesu.
Zapewnienie jakości i kontrola w obróbce CNC tytanu.
Czy kiedykolwiek zastanawiałeś się, czy drobna, niewidoczna wada w tytanowym komponencie może spowodować poważną awarię? Jak można mieć absolutną pewność, że każda pojedyncza część bezbłędnie spełnia wymagane specyfikacje?
Zapewnienie jakości w tytanowej obróbce CNC to systematyczny proces wykorzystujący zaawansowaną kontrolę, szczegółową dokumentację i pełną identyfikowalność. Zapewnia to, że każdy komponent spełnia rygorystyczne standardy branż takich jak lotnicza i medyczna, gwarantując wydajność i bezpieczeństwo w krytycznych zastosowaniach.

Jakość to nie tylko końcowa kontrola; to podstawowa zasada wbudowana w każdy etap procesu obróbki CNC tytanu. W przypadku materiałów takich jak tytan, gdzie części są często używane w środowiskach o wysokim naprężeniu i zerowej awaryjności, solidny system zapewnienia jakości (QA) nie podlega negocjacjom. To jedyny sposób na dostarczenie części, którym można całkowicie zaufać. W PTSMAKE zbudowaliśmy naszą reputację na tym fundamencie.
Techniki kontroli rdzenia
Proces kontroli rozpoczyna się na długo przed ukończeniem końcowej części. Obejmuje on połączenie metod weryfikacji wymiarów, integralności i wykończenia powierzchni.
Weryfikacja wymiarów
Chodzi o potwierdzenie zgodności części z modelem CAD i rysunkami technicznymi co do mikrona.
- Współrzędnościowa maszyna pomiarowa (CMM): Jest to złoty standard dla złożonych geometrii. Maszyna CMM wykorzystuje sondę do dotykania wielu punktów na powierzchni części, tworząc mapę 3D. Używamy jej do weryfikacji krytycznych cech, pozycji otworów i złożonych konturów z niezwykłą dokładnością. Nauka o metrologia8 ma kluczowe znaczenie dla naszej pracy, a CMM jest jej najpotężniejszym narzędziem.
- Tradycyjne narzędzia: Suwmiarki, mikrometry i wysokościomierze są nadal niezbędne do szybkich kontroli w trakcie procesu na hali produkcyjnej. Umożliwiają one naszym operatorom monitorowanie postępów i wprowadzanie korekt w czasie rzeczywistym.
Badania nieniszczące (NDT)
Metody NDT pozwalają nam sprawdzać wewnętrzną i zewnętrzną integralność części tytanowych bez ich uszkadzania. Ma to kluczowe znaczenie dla wykrywania wad, które mogłyby zagrozić wytrzymałości strukturalnej.
- Kontrola penetracyjna (DPI): Technika ta jest doskonała do znajdowania pęknięć powierzchniowych. Na powierzchnię nakładany jest kolorowy barwnik, który wnika we wszelkie pęknięcia. Po oczyszczeniu powierzchni nakładany jest wywoływacz, który wyciąga barwnik, uwidaczniając niewidoczne pęknięcia.
- Badanie ultradźwiękowe (UT): Metoda ta wykorzystuje fale dźwiękowe o wysokiej częstotliwości do wykrywania wad wewnętrznych. Fale dźwiękowe przechodzą przez materiał i odbijają się od wszelkich pustych przestrzeni, pęknięć lub wtrąceń. To jak ultradźwięki dla części metalowych.
Oto prosty podział, kiedy używamy którego narzędzia wymiarowego:
| Narzędzie inspekcyjne | Najlepsze dla | Kluczowa zaleta |
|---|---|---|
| CMM | Kontrola końcowa, złożona geometria 3D, wąskie tolerancje | Niezrównana dokładność i powtarzalność |
| Komparator optyczny | Profile 2D, gwinty i małe elementy | Szybkie porównanie z nakładką |
| Suwmiarki/mikrometry | Kontrole w trakcie procesu, podstawowe wymiary (długość, średnica) | Szybka i łatwa obsługa na maszynie |
Każda technika ma swoje miejsce, a kompleksowy plan jakości dla krytycznego elementu tytanowego często wykorzystuje kombinację tych metod.

Poza zwykłymi pomiarami i kontrolą, prawdziwy system jakości opiera się na dokumentacji i identyfikowalności. W branżach takich jak lotnicza i medyczna, znajomość pełnej historii części jest tak samo ważna, jak znajomość jej ostatecznych wymiarów. Jeśli kiedykolwiek pojawi się problem, musimy być w stanie szybko i skutecznie prześledzić jego źródło.
Filary: Dokumentacja i identyfikowalność
Jest to miejsce, w którym wiele warsztatów maszynowych nie radzi sobie najlepiej. Obróbka idealnej części to jedno; udowodnienie jej doskonałości i zapewnienie pełnej historii to kolejny poziom usług. Jest to standardowa część naszego procesu dla każdego projektu obróbki CNC tytanu.
Niezbędna dokumentacja
Każdej krytycznej części, którą produkujemy, towarzyszy kompleksowy pakiet dokumentacji. To nie tylko papierkowa robota; to weryfikowalny zapis jakości.
- Certyfikaty materiałowe: To jest punkt wyjścia. Dostarczamy certyfikaty walcowni dla surowego pręta lub płyty tytanowej, pokazujące jego skład chemiczny i właściwości mechaniczne. Dowodzi to, że materiał spełnia specyfikacje (np. Ti-6Al-4V Grade 5).
- Raport z inspekcji pierwszego artykułu (FAIR): W przypadku każdej nowej części lub zmiany projektu wykonujemy FAIR. Jest to kompletna, udokumentowana weryfikacja każdego wymiaru na rysunku, zapewniająca, że nasz proces jest w stanie prawidłowo wyprodukować część.
- Raport z inspekcji końcowej: Raport ten zawiera szczegółowe pomiary krytycznych cech każdej części lub próbki statystycznej z serii produkcyjnej, dostarczając obiektywnych dowodów na to, że części mieszczą się w granicach tolerancji.
Budowanie łańcucha identyfikowalności
Identyfikowalność łączy gotową część z jej pochodzeniem. Tworzy to nieprzerwany łańcuch informacji, który ma kluczowe znaczenie dla odpowiedzialności i kontroli jakości.
- Kontrola działki: Każdej partii surowca przypisujemy unikalny numer partii. Numer ten towarzyszy materiałowi na każdym etapie produkcji, od cięcia i obróbki po wykończenie i kontrolę.
- Serializacja: W przypadku najbardziej krytycznych zastosowań, takich jak komponenty lotnicze o krytycznym znaczeniu, każda pojedyncza część jest grawerowana z unikalnym numerem seryjnym. Pozwala nam to śledzić historię tej konkretnej części przez cały jej cykl życia.
Poniższa tabela przedstawia kluczowe dokumenty, które tworzą solidny rejestr jakości:
| Dokument | Cel | Korzyści dla klienta |
|---|---|---|
| Certyfikat materiałowy | Weryfikacja klasy i właściwości surowców | Zaufanie do integralności i wydajności materiałów |
| Raport z inspekcji pierwszego artykułu | Potwierdza, że proces produkcji jest prawidłowy | Zapewnienie, że projekt jest osiągalny |
| Arkusz kontroli w trakcie procesu | Monitoruje jakość podczas produkcji | Zmniejsza ryzyko niezgodnych części |
| Raport z inspekcji końcowej | Zapewnia dowód zgodności wymiarowej | Obiektywne dowody na to, że części spełniają specyfikacje |
| Certyfikat zgodności (CoC) | Formalna deklaracja jakości | Upraszcza kontrolę odbioru i integrację |
Łącznie praktyki te zapewniają, że każda tytanowa część wysyłana przez PTSMAKE jest nie tylko fizycznie doskonała, ale także poparta przejrzystym i weryfikowalnym zapisem jej jakości.

Zapewnienie jakości w tytanowej obróbce CNC to kompleksowy system. Rozpoczyna się on od potwierdzenia integralności materiału i jest kontynuowany na każdym etapie produkcji. Używamy zaawansowanych narzędzi, takich jak maszyny CMM do pomiaru dokładności wymiarowej i metod NDT do wykrywania ukrytych wad. Co ważne, proces ten jest wspierany przez rygorystyczną dokumentację i pełną identyfikowalność. Dzięki temu każda dostarczana przez nas część, zwłaszcza dla klientów z branży lotniczej i medycznej, jest w pełni certyfikowana i spełnia najwyższe standardy bezpieczeństwa i wydajności.
Zrównoważony rozwój i efektywność kosztowa w obróbce CNC tytanu.
Walczysz o zrównoważenie wysokich kosztów tytanu z budżetem projektu? Martwisz się o wpływ na środowisko i odpady materiałowe, które towarzyszą każdej obrabianej części?
Osiągnięcie zrównoważonego rozwoju i efektywności kosztowej w tytanowej obróbce CNC wymaga wieloaspektowego podejścia. Kluczowe strategie obejmują minimalizację odpadów materiałowych za pomocą metod zbliżonych do kształtu netto, optymalizację parametrów obróbki w celu skrócenia czasu cyklu i zużycia narzędzi, staranny recykling złomu oraz wykorzystanie platform cyfrowych do usprawnionego zarządzania przepływem pracy.

Redukcja odpadów materiałowych i wykorzystanie recyklingu
Tytan jest fantastycznym materiałem, ale nie jest tani. Znaczna część kosztów każdego projektu obróbki CNC tytanu pochodzi bezpośrednio z surowca. Dlatego najbardziej bezpośrednią drogą do obniżenia kosztów jest jego mniejsze zużycie. Brzmi to prosto, ale wymaga strategicznej zmiany w podejściu do procesu produkcyjnego od samego początku. Nie chodzi tylko o cięcie kosztów; chodzi o odpowiedzialną produkcję.
Zacznij bliżej linii mety
Tradycyjna metoda obróbki z litego bloku tytanu jest często niewiarygodnie marnotrawna. Nierzadko zdarza się, że ponad 80% drogiego kęsa zamienia się w wióry. Znacznie bardziej zrównoważoną i opłacalną strategią jest stosowanie metod produkcji zbliżonych do kształtu siatki. Obejmuje to rozpoczęcie od przedmiotu obrabianego, takiego jak odkuwka lub odlew, który jest już bardzo zbliżony do ostatecznej geometrii części. W ten sposób drastycznie zmniejszamy ilość materiału, który musi zostać obrobiony. W niektórych z naszych poprzednich projektów w PTSMAKE, przejście z pręta na niestandardową odkuwkę dla złożonego komponentu lotniczego zmniejszyło ilość odpadów materiałowych o prawie 60%, co przełożyło się na ogromne oszczędności dla naszego klienta.
Wartość złomu
Nawet przy najlepszej optymalizacji, zawsze pozostanie materiał odpadowy lub wióry. W przypadku tytanu wyrzucanie tych wiórów jest jak wyrzucanie gotówki do kosza. Niezbędny jest solidny program recyklingu. Nie jest to jednak tak proste, jak po prostu zbieranie złomu. Właściwe zarządzanie ma kluczowe znaczenie. Różne stopy tytanu (takie jak Grade 2 i Grade 5) muszą być skrupulatnie segregowane. Zanieczyszczenie krzyżowe może sprawić, że cała partia złomu stanie się bezwartościowa dla wysokowydajnych zastosowań. The piroforyczność9 drobnego pyłu tytanowego oznacza również, że protokoły bezpiecznej obsługi i przechowywania nie podlegają negocjacjom, aby zapobiec zagrożeniu pożarowemu w warsztacie.
Oto uproszczone spojrzenie na wpływ metod zbliżonych do kształtu siatki:
| Metoda obróbki | Masa początkowa kęsa (kg) | Końcowa waga części (kg) | Odpady materiałowe (%) |
|---|---|---|---|
| Tradycyjny subtraktywny | 10.0 | 1.5 | 85% |
| Kucie w kształcie zbliżonym do siatki | 2.5 | 1.5 | 40% |
Ustanawiając system zamkniętego obiegu, w którym złom jest odpowiednio sortowany i wysyłany do wyspecjalizowanych firm recyklingowych, nie tylko odzyskujemy część kosztów materiału, ale także przyczyniamy się do gospodarki o obiegu zamkniętym, zmniejszając zapotrzebowanie na energochłonną pierwotną produkcję tytanu.

Optymalizacja procesów i integracja cyfrowa
Oprócz oszczędności materiałowych, wydajność rzeczywistego procesu obróbki odgrywa ogromną rolę w ogólnych kosztach i zrównoważonym rozwoju. Każda minuta zaoszczędzona na maszynie przekłada się na niższe zużycie energii, dłuższą żywotność narzędzia i niższe koszty pracy. W tym miejscu wiedza techniczna i nowoczesna technologia łączą się, aby tytanowa obróbka CNC była bardziej dostępna i przystępna cenowo.
Precyzyjne dostrajanie procesu obróbki
Optymalizacja dla tytanu jest nauką. Ze względu na niską przewodność cieplną, ciepło gromadzi się na krawędzi skrawającej, prowadząc do szybkiego zużycia narzędzia. Aby temu przeciwdziałać, skupiamy się na kilku kluczowych obszarach:
- Wysokociśnieniowy płyn chłodzący: Przedmuchiwanie strefy cięcia chłodziwem pod ciśnieniem ponad 1000 PSI jest niezwykle skuteczne. Nie tylko chłodzi narzędzie i obrabiany przedmiot, ale także pomaga rozbijać i usuwać wióry, zapobiegając ich ponownemu cięciu.
- Zaawansowane oprzyrządowanie: Używanie narzędzi z węglików spiekanych ze specjalnymi powłokami, takimi jak AlTiN (azotek glinowo-tytanowy), może znacznie poprawić wydajność i trwałość podczas obróbki tytanu.
- Zoptymalizowane prędkości i kanały: Znalezienie "najlepszego miejsca" dla prędkości skrawania i posuwu jest kluczowe. Zbyt szybkie skrawanie powoduje spalanie narzędzi, podczas gdy zbyt wolne skrawanie może powodować utwardzanie materiału, czyniąc go jeszcze trudniejszym do cięcia. To delikatna równowaga, którą doskonaliliśmy przez lata doświadczeń.
Ekonomia produkcji seryjnej
Jednym z najskuteczniejszych sposobów na obniżenie kosztów jest produkcja seryjna. Początkowy czas konfiguracji i programowania maszyny CNC jest kosztem stałym. Gdy produkujemy pojedynczą część, cały ten koszt dotyczy jednej jednostki. Jednakże, gdy produkujemy partię 100 części, ten koszt konfiguracji rozkłada się na wszystkie jednostki, znacznie obniżając cenę za część. Partia pozwala również na hurtowy zakup surowców po lepszej cenie i usprawnia cały przepływ pracy.
Ta tabela ilustruje wpływ dozowania na koszt pojedynczej części:
| Składnik kosztów | Koszt pojedynczej części | Koszt za część (partia 100 sztuk) | Oszczędności na część |
|---|---|---|---|
| Materiał | Ilustracja $50 | Ilustracja $45 | 10% |
| Konfiguracja i programowanie | Ilustracja $200 | Ilustracja $2 | 99% |
| Czas obróbki | Ilustracja $75 | Ilustracja $70 | 7% |
| Łącznie (przykładowo) | $325 | $117 | ~64% |
Platformy cyfrowe usprawniają wszystko
W dzisiejszym szybko zmieniającym się środowisku narzędzia cyfrowe są niezbędne. Cyfrowe platformy produkcyjne, takie jak system, z którego korzystamy w PTSMAKE, przekształcają proces zaopatrzenia. Klienci mogą przesłać plik CAD i otrzymać natychmiastową wycenę oraz analizę DFM (Design for Manufacturability). Ta pętla informacji zwrotnej jest nieoceniona, ponieważ pomaga zidentyfikować potencjalne problemy, które mogą zwiększyć koszty lub czas projektu, zanim pojedynczy chip zostanie wycięty. Upraszcza komunikację, zapewnia przejrzyste śledzenie projektu i sprawia, że zarządzanie złożonymi projektami obróbki CNC tytanu jest bardziej wydajne niż kiedykolwiek.

Osiągnięcie zarówno zrównoważonego rozwoju, jak i efektywności kosztowej w tytanowej obróbce CNC nie jest kompromisem; to wspólny cel. Wymaga to holistycznej strategii, począwszy od inteligentnego wykorzystania materiałów poprzez metody zbliżone do kształtu netto i staranny recykling. Uzupełnieniem jest głęboka optymalizacja procesu, wykorzystująca zaawansowane narzędzia i ekonomiczną moc produkcji seryjnej. Wreszcie, platformy cyfrowe łączą wszystko razem, tworząc usprawniony, przejrzysty i wysoce wydajny przepływ pracy od początkowego projektu do ostatecznej dostawy, czyniąc ten zaawansowany proces produkcyjny bardziej dostępnym i odpowiedzialnym.
Odblokuj doskonałość obróbki CNC tytanu dzięki PTSMAKE już dziś
Szukasz precyzji, niezawodności i innowacji w tytanowej obróbce CNC? Podejmij współpracę z PTSMAKE - zaufanym źródłem od prototypu do produkcji. Uzyskaj szybką wycenę, wskazówki ekspertów i wysokiej jakości wyniki dla swojego następnego projektu. Skontaktuj się z nami już teraz i poznaj przewagę PTSMAKE!

Dowiedz się, w jaki sposób ta samoregenerująca się warstwa tlenku zapewnia tytanowi niezrównaną odporność na trudne warunki. ↩
Dowiedz się, w jaki sposób odporność materiału na zmiany wymiarów ma kluczowe znaczenie dla precyzyjnej produkcji. ↩
Dowiedz się, jak działa ten naturalny proces ochronny i dlaczego ma on kluczowe znaczenie dla wydajności tytanu. ↩
Dowiedz się, dlaczego tytan jest bezpieczny do stosowania wewnątrz ludzkiego ciała. ↩
Dowiedz się, jak ten sprzeczny z intuicją efekt wpływa na trwałość narzędzia i dokładność części. ↩
Dowiedz się, jak właściwości kierunkowe materiału mogą wpływać na wytrzymałość części i integralność projektu. ↩
Dowiedz się, jak to zachowanie materiału wpływa na trwałość narzędzia i strategie obróbki tytanu. ↩
Dowiedz się więcej o nauce o pomiarach i jej znaczeniu w osiąganiu wąskich tolerancji. ↩
Zapoznanie się z zagrożeniami związanymi z pyłem tytanowym i sposobami bezpiecznego zarządzania nimi w warsztacie. ↩






