

Precyzyjne komponenty wymagają bezbłędnego działania przez lata, ale standardowe wykończenia często zawodzą, gdy są narażone na korozję, zużycie lub zakłócenia elektryczne. Prowadzi to do kosztownych wymian części, awarii systemu i niezadowolenia klientów, którzy oczekują niezawodności.
Pozłacanie zapewnia doskonałą odporność na korozję, doskonałą przewodność elektryczną i długotrwałą trwałość precyzyjnych komponentów. Oferuje najbardziej niezawodne wykończenie powierzchni do krytycznych zastosowań w lotnictwie, urządzeniach medycznych, elektronice i robotyce, gdzie wydajność nie może być zagrożona.

Przeprowadzę Cię przez wszystko, co musisz wiedzieć o złoceniu w produkcji precyzyjnej. Poznasz optymalne specyfikacje grubości, wymagania dotyczące kompatybilności materiałów, metody analizy kosztów i standardy zgodności branżowej, które zapewnią, że Twoje komponenty będą działać dokładnie tak, jak zostały zaprojektowane.
Dlaczego pozłacanie jest sekretem długotrwałej wydajności
Kiedy mówimy o złocie, często przychodzi nam na myśl luksus. Jednak w produkcji precyzyjnej, złocenie to przede wszystkim wydajność. Jest to krytyczne wykończenie komponentów, które muszą działać bez zarzutu przez lata.
Sekret tkwi w dwóch kluczowych zaletach pozłacania.
Niezrównana odporność na korozję
Złoto jest wyjątkowo niereaktywne. Ta właściwość tworzy trwałą barierę przed utlenianiem i korozją środowiskową. Komponenty działają dłużej, nawet w trudnych warunkach.
Doskonała przewodność elektryczna
W elektronice kluczowa jest stała integralność sygnału. Pozłacanie zapewnia stabilną i niezawodną powierzchnię dla połączeń elektrycznych, zapobiegając utracie sygnału w czasie.
| Materiał poszycia | Odporność na korozję | Przewodność elektryczna |
|---|---|---|
| Złoto (Au) | Doskonały | Doskonały |
| Nikiel (Ni) | Dobry | Umiarkowany |
| Cyna (Sn) | Umiarkowany | Dobry |

Długoterminowe korzyści z powlekania złotem wynikają z jego podstawowych właściwości chemicznych. Złoto jest metalem szlachetnym, co oznacza, że jest bardzo odporne na działanie chemikaliów, korozję i utlenianie. Obojętność ta stanowi znaczącą przewagę nad innymi materiałami.
Nauka o trwałości
W przeciwieństwie do metali, które tworzą warstwę tlenku, złoto pozostaje czyste i nieskazitelne. Zapobiega to stopniowej degradacji, która nęka wiele komponentów. W PTSMAKE często zalecamy jego stosowanie w przypadku części narażonych na działanie wilgoci lub czynników korozyjnych. Zapewnia to utrzymanie integralności komponentu.
Jest to szczególnie istotne w przypadku wrażliwych urządzeń elektronicznych i medycznych. Stabilna, czysta powierzchnia połączenia nie podlega negocjacjom. Proces osadzanie elektrolityczne1 zapewnia nałożenie jednolitej i trwałej warstwy złota.
Dlaczego przewodność ma znaczenie w dłuższej perspektywie
Podczas gdy inne metale przewodzą prąd, mogą one z czasem matowieć. Zmatowienie zwiększa opór elektryczny, prowadząc do problemów z wydajnością, a nawet awarii. Pozłacanie przynosi korzyści komponentom, utrzymując niską rezystancję styku przez cały cykl życia produktu. Ta niezawodność sprawia, że jest to standard w wysokiej klasy złączach i stykach.
| Środowisko aplikacji | Kluczowe korzyści z pozłacania | Wpływ na wydajność |
|---|---|---|
| Wysoka wilgotność | Zapobiega uszkodzeniom spowodowanym wilgocią | Zapewnia spójne działanie |
| Morskie / słone powietrze | Odporność na korozję solną | Wydłuża żywotność komponentów |
| Elektronika wysokiej częstotliwości | Utrzymuje integralność sygnału | Ogranicza utratę danych i błędy |
Pozłacanie oferuje niezrównaną długoterminową wydajność dzięki podwójnym zaletom. Stanowi doskonałą barierę przed korozją i zapewnia stabilne, niezawodne przewodnictwo elektryczne. Te cechy sprawiają, że jest to niezbędne wykończenie dla krytycznych komponentów, w przypadku których awaria nie wchodzi w grę.
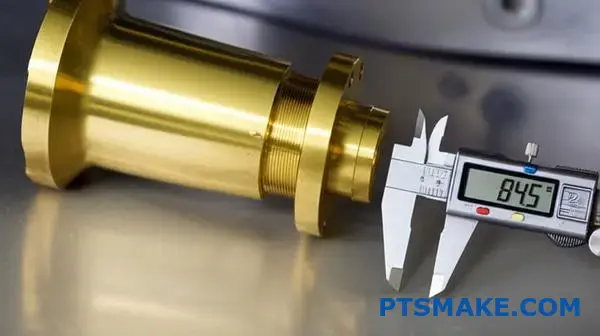
Krytyczne tolerancje: Jak złocenie wpływa na dokładność wymiarową
Kiedy mówimy o częściach obrabianych CNC, precyzja jest wszystkim. Kilka mikronów może zrobić różnicę. Pozłacanie dodaje nową warstwę do tego równania.
To nie tylko powłoka; to dodatkowy materiał. Materiał ten ma bezpośredni wpływ na ostateczne wymiary części.
Wpływ grubości poszycia
Nawet cienka warstwa złota zmienia rozmiar części. W przypadku części o wąskiej tolerancji zmiana ta musi zostać uwzględniona w początkowym projekcie. W przeciwnym razie produkt końcowy nie będzie pasował lub działał prawidłowo.
| Specyfikacja poszycia | Dodana grubość (na stronę) | Uderzenie w wał o średnicy 10 000 mm |
|---|---|---|
| Klasa komercyjna | 0,8 µm | 10,0016 mm |
| Precision Grade | 0,2 µm | 10,0004 mm |
Zrozumienie tych tolerancji grubości poszycia jest pierwszym krokiem do sukcesu.
Pozłacanie dodaje znacznej wartości, ale wprowadza również zmienność. Grubość warstwy złota to nie tylko pojedyncza liczba; to zakres. Jest to krytyczny czynnik w przypadku złocenia części o wąskiej tolerancji.
Wyzwanie jednolitości
Osiągnięcie idealnie jednolitej powłoki jest trudne. Ostre rogi mogą przyciągać więcej powłoki, podczas gdy elementy wewnętrzne mogą otrzymywać jej mniej. Jest to naturalny rezultat osadzanie elektrochemiczne2 proces.
Nierówności te mogą spowodować, że część, która mieściła się w tolerancji przed galwanizacją, później wypadnie ze specyfikacji. Wymaga to starannej kontroli procesu. W PTSMAKE współpracujemy z naszymi partnerami w zakresie galwanizacji, aby opracować konkretne strategie dla złożonych geometrii.
Zarządzanie zmiennymi poszycia
Kontrolowanie grubości wymaga zarządzania wieloma czynnikami. Gęstość prądu, skład chemiczny roztworu i czas powlekania odgrywają ważną rolę. Uwzględniamy te zmienne na etapie projektowania dla produkcji (DFM).
| Czynnik kontrolny | Standardowy proces | Precyzyjny proces |
|---|---|---|
| Aktualna gęstość | +/- 10% | +/- 2% |
| Analiza rozwiązania | Codziennie | Stawka godzinowa |
| Czas powlekania | Zautomatyzowany | Monitorowane |
Ściśle kontrolując te dane wejściowe, możemy zapewnić, że końcowa część po pozłacaniu spełnia wymaganą dokładność wymiarową.
Pozłacanie bezpośrednio dodaje materiał do powierzchni części. Ta dodatkowa grubość, choć niewielka, jest krytyczną zmienną. Musi być precyzyjnie kontrolowana, szczególnie w przypadku precyzyjnych komponentów, aby zapewnić, że produkt końcowy bezbłędnie spełnia specyfikacje wymiarowe.
Kompletny przewodnik po grubości złoceń dla różnych branż
Wybór odpowiedniej grubości złocenia ma kluczowe znaczenie. Jedno uniwersalne podejście po prostu nie działa. Wymagania przemysłu lotniczego znacznie różnią się od wymagań elektroniki użytkowej.
Błąd w tym zakresie może prowadzić do przedwczesnej awarii. Może też oznaczać nadmierną inżynierię i dodanie niepotrzebnych kosztów do projektu.
Odniesienia do powłok Gold dla przemysłu
Ta tabela grubości powłok pozłacanych stanowi ogólny przewodnik. Jest to świetny punkt wyjścia do zrozumienia typowych dla branży złotych powłok i ich zastosowań.
| Przemysł | Typowa grubość (µin) | Podstawowa funkcja |
|---|---|---|
| Elektronika | 10 - 50 | Przewodność, lutowność |
| Lotnictwo i kosmonautyka | 50 - 100 | Odporność na korozję, niezawodność |
| Medyczny | 20 - 100 | Biokompatybilność, korozja |
| Dekoracyjny | 5 - 10 | Wygląd, odporność na matowienie |

Dekodowanie specyfikacji pozłacania
Liczby na wykresie to tylko punkt wyjścia. Prawdziwa praca polega na zrozumieniu dlaczego. Specyfikacje pozłacania są definiowane przez potrzeby wydajnościowe, a nie arbitralne liczby. Często pomagamy klientom w poruszaniu się po tych technicznych szczegółach.
Zastosowania lotnicze i obronne
W przemyśle lotniczym niezawodność nie podlega negocjacjom. Części są narażone na działanie ekstremalnych temperatur i czynników korozyjnych. Standardem jest grubsza powłoka o grubości 50-100 mikrocali. Zapewnia to pełne pokrycie i niską porowatość3. Zapobiega korozji metali nieszlachetnych.
Ta grubsza warstwa zapewnia również trwałość komponentów, które mogą doświadczać tarcia lub zużycia w długim okresie użytkowania. Jest to kluczowy element spełnienia rygorystycznych wojskowych i lotniczych specyfikacji dotyczących złocenia.
Elektronika i złącza
W elektronice cele są inne. Przewodność i rezystancja styku są kluczowe. W przypadku złącza o wysokim cyklu pracy potrzebna jest twarda warstwa złota. Zapewnia to doskonałą odporność na zużycie. W przypadku powierzchni do lutowania lepsza jest cienka warstwa czystego złota.
Grubość może wahać się od 10 mikrocali do ponad 50 mikrocali. Zależy to od oczekiwanej żywotności produktu i środowiska pracy. Kluczowe znaczenie ma tutaj zrównoważenie kosztów i wydajności.
Wybór odpowiedniej grubości złocenia jest kluczową decyzją inżynieryjną. Równoważy ona koszty i wydajność. Wymagania te różnią się znacznie w zależności od branży, co uniemożliwia opracowanie uniwersalnego standardu. Przestrzeganie prawidłowych specyfikacji złocenia zapewnia niezawodność i trwałość części.
Pozłacanie a alternatywy. Alternatywy: Co powinni określić inżynierowie?
Wybór odpowiedniego wykończenia to nie tylko kwestia wydajności. Jest to krytyczna równowaga kosztów, trwałości i konkretnego środowiska aplikacji. Pozłacanie jest często domyślnym wyborem zapewniającym niezawodność.
Inżynierowie muszą jednak rozważyć inne opcje. Nikiel, srebro i cyna mają swoje miejsce. Najlepsza powłoka przewodząca zależy całkowicie od funkcji komponentu i oczekiwanej żywotności.
Porównanie kluczowych opcji powlekania
Przyjrzyjmy się najpopularniejszym opcjom. Każdy z nich ma wyraźne zalety i wady, które należy dokładnie rozważyć pod kątem danego projektu.
| Cecha | Złoto | Srebro | Nikiel |
|---|---|---|---|
| Przewodność | Doskonały | Najwyższy | Dobry |
| Odporność na korozję | Doskonały | Słaby (matowieje) | Dobry |
| Odporność na zużycie | Uczciwy | Słaby | Doskonały |
| Koszt | Wysoki | Średni | Niski |
Ta tabela zapewnia szybkie odniesienie. Ale prawdziwe podejmowanie decyzji ma miejsce, gdy przyjrzymy się konkretnym przypadkom użycia i interakcjom między tymi właściwościami.

Złoto vs. powłoka niklowa i inne wykończenia
Kiedy pracuję z zespołami inżynierów w PTSMAKE, rozmowa często wykracza poza prosty wykres. Musimy wziąć pod uwagę cały system. Wykończenie pojedynczego komponentu może mieć wpływ na cały zespół.
W przypadku złączy o wysokiej niezawodności, które wymagają wielokrotnych cykli łączenia, złoto jest bezkonkurencyjne. Jego odporność na korozję zapewnia stabilne połączenie o niskiej rezystancji przez długi czas. Nic innego nie może się z nim równać w krytycznych zastosowaniach.
Jednak w przypadku prostego punktu uziemienia lub komponentu wymagającego wysokiej trwałości, porównanie powłoki złotej i niklowej wyraźnie faworyzuje nikiel. Jest wytrzymały i niedrogi. Jego głównym zadaniem jest ochrona, a nie tylko przewodnictwo.
Srebro jest interesującym środkiem. Jest to najbardziej przewodzący metal. Dzięki temu idealnie nadaje się do niektórych zastosowań o wysokiej częstotliwości. Jednak matowieje, co z czasem może zwiększyć rezystancję styku. Należy to zaplanować. Gdy różne metale są w kontakcie, istnieje ryzyko korozja galwaniczna4 staje się poważną kwestią projektową.
Na podstawie badań przeprowadzonych wśród naszych klientów często zalecamy stosowanie niklowego podkładu pod złocenie. Ta warstwa barierowa poprawia przyczepność i odporność na zużycie, zapewniając to, co najlepsze z obu światów.
| Przypadek użycia | Zalecane wykończenie | Kluczowy powód |
|---|---|---|
| Kontakty dotyczące urządzeń medycznych | Złoto | Biokompatybilność, niezawodność |
| Złącza RF | Srebrny / Złoty | Najwyższa przewodność |
| Szyny autobusowe | Cyna / Srebro | Ekonomiczna przewodność |
| Puszki ekranujące | Nikiel / Cyna | Trwałość i koszty |
Ostatecznie najlepszy wybór zależy od dokładnej analizy wymagań danego produktu.
Wybór odpowiedniej powłoki galwanicznej wymaga zrównoważenia kosztów, wydajności i ochrony środowiska. Złoto oferuje niezrównaną niezawodność dla krytycznych połączeń, ale alternatywy, takie jak nikiel i srebro, zapewniają mocne, opłacalne rozwiązania dla określonych potrzeb mechanicznych i elektrycznych. Optymalny wybór zależy od zastosowania.
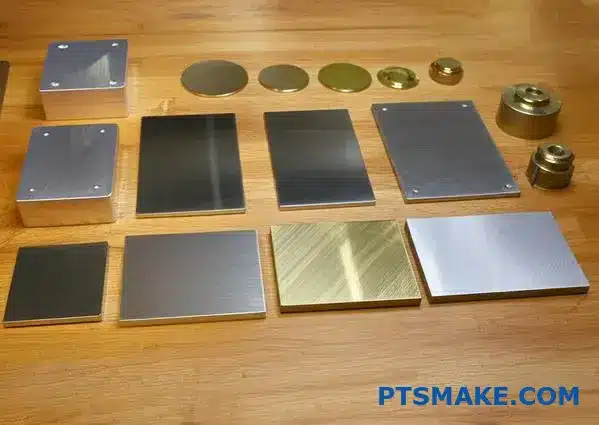
Złocenie części obrabianych CNC: Wszystko, co musisz wiedzieć
Wybór odpowiedniego materiału bazowego jest krytycznym pierwszym krokiem. Nie wszystkie metale nadają się w równym stopniu do bezpośredniego złocenia. Kompatybilność ma bezpośredni wpływ na przyczepność, trwałość i ostateczny wygląd.
Zrozumienie tej zależności jest kluczem do udanego złocenia części CNC.
Kompatybilność materiałowa dla złotych wykończeń
Każdy metal wymaga specyficznego procesu przygotowania. Na przykład metale aktywne, takie jak aluminium i stal, wymagają warstw pośrednich. Zapewnia to prawidłowe przyleganie złota i zapobiega jego dyfuzji.
Mosiądz jest bardziej kompatybilny, ale nadal korzysta z podkładki.
| Materiał bazowy | Czy bezpośrednie powlekanie jest wykonalne? | Zalecana płyta bazowa |
|---|---|---|
| Aluminium | Nie | Cynk + nikiel/miedź |
| Stal | Nie | Nikiel lub miedź |
| Mosiądz | Tak, ale nie jest to zalecane | Nikiel |
Prawidłowe przygotowanie podłoża ma zasadnicze znaczenie dla wszystkich powłok po obróbce skrawaniem.

Nauka stojąca za przygotowaniem podłoża
Pozłacanie to coś więcej niż tylko pojedyncza warstwa. W przypadku wielu części CNC pomyślny wynik zależy od zastosowanych powłok po obróbce przed złoto. Bezpośrednie powlekanie metali reaktywnych to przepis na porażkę.
Podkład, zwykle niklowy lub miedziany, działa jako kluczowa bariera. Warstwa ta zapobiega dyfuzji między metalem nieszlachetnym a złotem. Dyfuzja może z czasem zmatowić złote wykończenie, szczególnie w przypadku stopów miedzi lub cynku, takich jak mosiądz.
Dlaczego powłoka podkładowa nie podlega negocjacjom
W przypadku części aluminiowych proces jest jeszcze bardziej skomplikowany. Najpierw nakładamy powłokę cynkową, aby wyprzeć warstwę tlenku. Następnie nakładana jest powłoka nikiel bezprądowy5 Podkład zapewnia idealną, nieporowatą powierzchnię, z którą złoto może się połączyć. Ten wieloetapowy proces ma kluczowe znaczenie.
Części stalowe wymagają niklowania. Ta cienka, gęsta warstwa zapobiega migracji żelaza do złota, co mogłoby powodować plamy rdzy i utratę przyczepności. W PTSMAKE dostosowujemy ten proces dokładnie do materiału bazowego. Dzięki temu nasze złote wykończenia CNC spełniają najwyższe standardy zarówno pod względem wyglądu, jak i wydajności.
Właściwa sekwencja podkładu jest tym, co odróżnia trwałe, wysokiej jakości wykończenie od takiego, które łuszczy się lub koroduje przedwcześnie.
| Metal | Krok 1 | Krok 2 | Krok 3 |
|---|---|---|---|
| Aluminium | Odtłuszczanie i wytrawianie | Obróbka cynkiem | Płyta niklowo-złota |
| Stal | Odtłuszczanie i zanurzanie w kwasie | Strajk niklowy | Złota płyta |
| Mosiądz | Odtłuszczanie i czyszczenie | Bariera niklowa (opcja) | Złota płyta |
Skuteczne złocenie części CNC zależy od kompatybilności materiałowej i prawidłowego powlekania. Proces po obróbce musi być specjalnie dostosowany do metalu bazowego - aluminium, stali lub mosiądzu - aby zapewnić trwałe i wysokiej jakości wykończenie.
Prototypowanie z pozłacaniem: Kiedy należy je stosować?
Decyzja o tym, kiedy dodać pozłacanie do prototypów, jest kwestią krytyczną. Nie zawsze jest to konieczne w pierwszej iteracji. Czas zależy całkowicie od celów testowania.
W przypadku wstępnych kontroli kształtu i dopasowania, powlekanie galwaniczne jest często zbędne. Jednak w przypadku funkcjonalnych prototypów może być niezbędne.
Kluczowe czynniki decyzyjne dla wczesnej fazy galwanizacji
Rozważ te punkty przed podjęciem decyzji o szybkim prototypowaniu. Pozłacanie prototypów pomaga zweryfikować wydajność na wczesnym etapie.
| Cel testu | Obejmuje galwanizację? | Uzasadnienie |
|---|---|---|
| Weryfikacja kształtu i dopasowania | Nie | Platerowanie dodaje minimalną grubość, ale zwiększa koszty. |
| Przewodność elektryczna | Tak | Niezbędne do dokładnego testowania wydajności obwodu. |
| Odporność na korozję | Tak | Symulacja rzeczywistego narażenia środowiskowego. |
| Zużycie i trwałość | Tak | Ocena żywotności powierzchni styku. |
Takie podejście gwarantuje, że inwestujesz w platerowanie tylko wtedy, gdy dostarcza ono cennych danych.

Strategiczne podejście do prototypowania z powlekaniem galwanicznym może zaoszczędzić znaczną ilość czasu i pieniędzy w późniejszym czasie. Opóźnianie galwanizacji może początkowo wydawać się opłacalne. Może jednak maskować krytyczne wady projektowe.
Na przykład, część może działać doskonale bez poszycia. Po dodaniu wykończenia, nagle tolerancje spadają lub zmienia się wydajność. Widzieliśmy, jak to się dzieje.
Strategia stopniowego powlekania
W PTSMAKE doradzamy klientom, kiedy wprowadzić wykończenia. Platerowanie podczas rozwoju powinno być świadomym wyborem, a nie refleksją.
Kluczowym czynnikiem, który zawsze badamy, jest Przyczepność podłoża6, ponieważ słabe połączenie może zrujnować funkcjonalność komponentu. Tak wczesne testowanie zapobiega awariom na poziomie produkcyjnym.
Rozważ wieloetapowy plan prototypowania:
| Etap prototypu | Koncentracja na powlekaniu | Cel |
|---|---|---|
| Alpha | Brak lub selektywne | Weryfikacja podstawowej mechaniki i dopasowania. |
| Beta | Pełna specyfikacja | Testowanie parametrów elektrycznych, zużycia i środowiskowych. |
| Przedprodukcja | Zamiar produkcji | Ostateczna walidacja wszystkich procesów produkcyjnych. |
Ta etapowa metoda zapewnia, że do czasu osiągnięcia produkcji masz duże zaufanie do projektu. Dostosowuje inwestycje do dojrzałości produktu. Pozwala to uniknąć kosztownych niespodzianek na końcowych etapach projektu.
Decyzja o pozłacaniu prototypów zależy od potrzeb testowych. Wczesne złocenie pozwala zweryfikować kryteria wydajności, takie jak przewodność i odporność na korozję. Strategiczne, etapowe podejście pomaga efektywnie zarządzać kosztami i harmonogramem rozwoju, zapobiegając problemom na późnym etapie.
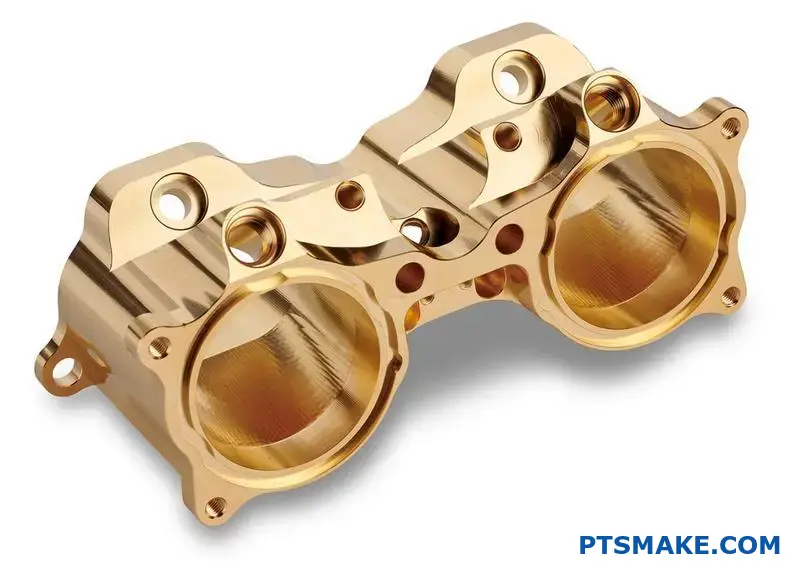
Najważniejsze zastosowania, w których pozłacanie daje przewagę nad konkurencją
Pozłacanie oferuje więcej niż tylko wysokiej jakości wykończenie. Zapewnia krytyczne korzyści funkcjonalne. To sprawia, że jest niezbędne w branżach o wysokiej stawce.
W sektorach takich jak medyczny, lotniczy i elektroniczny, wydajność nie podlega negocjacjom. Tutaj unikalne właściwości złota zapewniają znaczącą przewagę konkurencyjną. Niezawodność i bezpieczeństwo są najważniejsze.
Główne sektory pozłacania
Przyjrzyjmy się, w jakich obszarach zastosowanie złotej powłoki przynosi największe korzyści. Branże te polegają na jego unikalnych właściwościach w przypadku funkcji o znaczeniu krytycznym.
| Przemysł | Podstawowa korzyść | Kluczowe zastosowanie |
|---|---|---|
| Medyczny | Biokompatybilność | Implanty, narzędzia chirurgiczne |
| Lotnictwo i kosmonautyka | Niezawodność | Złącza, obwody |
| Elektronika | Przewodność | Kontakty, półprzewodniki |
Aplikacje te wymagają najwyższych standardów wydajności.

Wartość powlekania złotem staje się jasna po przeanalizowaniu konkretnych przypadków użycia. Każda branża wykorzystuje jego właściwości do rozwiązywania unikalnych wyzwań inżynieryjnych i zwiększania wartości produktu.
Aplikacje dla urządzeń medycznych
W przypadku urządzeń medycznych biokompatybilność ma kluczowe znaczenie. Złoto jest obojętne i nietoksyczne, zapobiegając reakcjom z ludzkim ciałem. Właśnie dlatego Złocenie w urządzeniach medycznych takich jak rozruszniki serca, stenty i implanty dentystyczne. Zapewnia to bezpieczeństwo pacjenta i długowieczność urządzenia.
Sektor lotniczy i obronny
Komponenty stosowane w przemyśle lotniczym i kosmonautycznym pracują w ekstremalnych warunkach. Odporność złota na korozję i stabilne przewodnictwo elektryczne mają kluczowe znaczenie. Złącza i krytyczne elementy obwodów są powlekane złotem. Zapobiega to awariom spowodowanym utlenianiem lub ekstremalnymi temperaturami, co ma zasadnicze znaczenie dla bezpieczeństwa lotu. Słaba powłoka galwaniczna może prowadzić do takich problemów jak korozja galwaniczna7 gdy różne metale są w kontakcie.
Przemysł elektroniczny
Elektronika wymaga bezbłędnej transmisji sygnału. Pozłacanie złączy, przełączników i punktów styku PCB zapewnia niską rezystancję styku. Zapobiega również korozji, która z czasem może zakłócać sygnały. Zwiększa to niezawodność i żywotność produktu.
| Cecha | Świadczenie medyczne | Korzyści dla przemysłu lotniczego | Korzyści z elektroniki |
|---|---|---|---|
| Odporność na korozję | Zapobiega degradacji w organizmie | Chroni przed trudnymi warunkami otoczenia | Wydłuża żywotność komponentów |
| Przewodność | Stabilne sygnały elektryczne dla implantów | Niezawodne połączenia dla awioniki | Zapewnia czystą integralność sygnału |
| Biokompatybilność | Zapewnia bezpieczeństwo pacjentów | Nie dotyczy | Nie dotyczy |
| Plastyczność | Łatwa aplikacja na skomplikowanych kształtach | Odporność na wibracje i naprężenia | Niezawodność w przypadku małych, skomplikowanych części |
W PTSMAKE pomagamy naszym klientom wybrać odpowiednią grubość powłoki dla ich konkretnego zastosowania, równoważąc koszty z wydajnością.
Pozłacanie jest strategicznym wyborem dla branż, w których awaria nie wchodzi w grę. Od ratujących życie urządzeń medycznych po krytyczne systemy lotnicze i niezawodną elektronikę, zapewnia wyraźną przewagę w zakresie wydajności i bezpieczeństwa, ostatecznie chroniąc reputację marki.
MITI kontra MIL-G-45204: Dekodowanie specyfikacji pozłacania w celu zapewnienia zgodności
Podczas oceny dostawców kody specyfikacji mogą wydawać się językiem obcym. Niezrozumienie ich jest szybką drogą do niezgodnych części. Jest to szczególnie prawdziwe w przypadku złocenia.
Rozszyfrowanie tych specyfikacji jest kluczowe. Zapewnia dokładne porównanie dostawców. Gwarantuje również, że produkt końcowy działa zgodnie z projektem. Wyjaśnijmy, co oznaczają te kody. Jasne zrozumienie porównania klas złotej powłoki ma kluczowe znaczenie.
| Element kodu specyfikacji | Co definiuje |
|---|---|
| Typ | Poziom czystości |
| Klasa | Twardość |
| Klasa | Grubość |

Demistyfikacja kodów na potrzeby oceny dostawców
Wybór dostawcy to nie tylko dopasowanie kodów w wycenie. Musisz potwierdzić kontrolę procesu i zrozumienie. Tania wycena może ukrywać niezrozumienie specyfikacji, prowadząc do niskiej jakości części, które zawodzą w terenie. W tym miejscu zadawanie właściwych pytań staje się niezbędne.
Typ i klasa w praktyce
Interakcja między typem (czystość) i klasą (twardość) ma kluczowe znaczenie. Na przykład, MIL-G-45204 Typ I jest miękki (Klasa A) i idealny do lutowania. Ale w przypadku złącza o wysokim zużyciu potrzebny jest typ III, który pozwala na zastosowanie środków utwardzających w procesie osadzanie kodu8. Wybranie niewłaściwej kombinacji spowoduje pogorszenie działania części.
Ta tabela porównawcza stopnia pokrycia złotem upraszcza tę kwestię:
| Klasa | Twardość (Knoop) | Wspólna aplikacja |
|---|---|---|
| A | 90 maks | Lutowalność, łączenie przewodów |
| B | 91-129 | Ogólne zastosowanie, złącza |
| C | 130-200 | Wysoka odporność na zużycie |
Weryfikacja zgodności dostawcy
Kiedy zajmujemy się projektami w PTSMAKE, nie tylko przyjmujemy kod specyfikacji za wartość nominalną. Omawiamy z Tobą końcowe zastosowanie części. Zapewnia to, że wybrana specyfikacja powlekania złotem naprawdę pasuje do zastosowania. Przestrzeganie specyfikacji zgodności powłoki galwanicznej to partnerstwo, a nie tylko pozycja w tabeli.
Dekodowanie specyfikacji powlekania złotem ma kluczowe znaczenie dla oceny dostawcy. Zrozumienie typu, gatunku i klasy zapewnia, że ostateczna powłoka spełnia wymagania dotyczące czystości, twardości i trwałości. Taka staranność zapobiega kosztownym awariom części i opóźnieniom projektu.
Decyzje dotyczące grubości młyna: Jak wybrać odpowiednią warstwę złota
Wybór odpowiedniej grubości złocenia ma kluczowe znaczenie. Ma on bezpośredni wpływ na wydajność i koszt komponentu. Nie jest to decyzja uniwersalna.
Podstawowym czynnikiem jest zastosowanie części. Czy jest to komponent krytyczny pod względem zużycia, czy też nie? Odpowiedź na to pytanie jest pierwszym krokiem. Kieruje ona wszystkimi kolejnymi zaleceniami dotyczącymi grubości złota.
W przypadku części mających częsty kontakt kluczowa jest trwałość. W przypadku części statycznych ważniejsza jest ochrona przed środowiskiem. Przyjrzyjmy się podstawowym wytycznym.
| Typ komponentu | Główny cel | Typowa grubość (mikrony) |
|---|---|---|
| Krytyczny brak zużycia | Lutowność, odporność na korozję | 0,2 - 0,8 µm |
| Krytyczne zużycie | Trwałość, niska rezystancja styku | 1,0 - 2,5 µm+ |
Ten prosty podział pomaga ustalić punkt odniesienia dla projektu.

Głębsze spojrzenie na komponenty o krytycznym zużyciu
W przypadku części o krytycznym zużyciu, takich jak złącza elektryczne, musimy wziąć pod uwagę cykle łączenia. Ile razy części będą łączone i rozłączane? Więcej cykli wymaga grubszego złota.
Badania naszych klientów pokazują, że cienka warstwa szybko się zużywa. Powoduje to odsłonięcie spodniej warstwy, często niklowej, co prowadzi do zwiększonej rezystancji styku i ostatecznej awarii. Właśnie dlatego zrozumienie oczekiwanej żywotności powłoki ma kluczowe znaczenie.
Oto bardziej szczegółowy widok.
| Cykle godowe | Środowisko | Zalecana grubość (mikrony) |
|---|---|---|
| < 100 | Łagodny | 0,8 - 1,0 µm |
| 100 - 500 | Łagodny | 1,0 - 1,3 µm |
| 500 - 1000 | Harsh | 1,3 - 2,0 µm |
| > 1000 | Harsh | 2,5 µm+ |
Zrozumienie potrzeb niezwiązanych z noszeniem
W przypadku części niezużywających się cel przesuwa się na odporność na korozję i lutowność. Warstwa złota działa jak bariera ochronna. W tym przypadku nawet cienka warstwa może być skuteczna.
Warstwa ta musi być jednak wystarczająco gruba, aby pokryć powierzchnię bez znaczących uszkodzeń. porowatość9. Cieńsze powłoki są bardziej podatne na ten problem. Może to umożliwić dotarcie czynników korozyjnych do podłoża.
W przypadku tych zastosowań często wybiera się proces twardego złocenia, aby zapewnić gęstą warstwę ochronną nawet przy minimalnej grubości. Pozwala to skutecznie zrównoważyć koszty i ochronę.
Wybór odpowiedniej grubości powłoki galwanicznej zapewnia równowagę między odpornością na zużycie i ochroną przed korozją a kosztami. Części o krytycznym zużyciu wymagają grubszych warstw dla zapewnienia trwałości, podczas gdy elementy niezużywające się mogą wykorzystywać cieńsze powłoki dla podstawowej ochrony i lutowności. Ta strategiczna decyzja ma wpływ na długoterminową wydajność.
Kluczowe kwestie dotyczące kompatybilności materiałów przed pozłacaniem
Wybór odpowiedniego metalu bazowego ma kluczowe znaczenie dla udanego złocenia. Materiał bazowy dyktuje cały proces. Słaba kompatybilność metalu bazowego prowadzi do braku przyczepności i słabej wydajności.
Wyzwania związane z aluminium i stalą nierdzewną
Aluminium natychmiast utlenia się w powietrzu. Ta warstwa tlenku uniemożliwia prawidłowe przyleganie złota. Wymaga to specjalnego procesu cynkowania przed rozpoczęciem galwanizacji.
Stal nierdzewna jest pasywna. Jej warstwa tlenku chromu również utrudnia adhezję. Wymaga ona specjalnego etapu aktywacji, takiego jak uderzenie niklem Wooda, aby zapewnić silne wiązanie.
To wstępne przygotowanie nie podlega negocjacjom, jeśli chodzi o jakość.
| Metal nieszlachetny | Podstawowe wyzwanie | Wymagana obróbka wstępna |
|---|---|---|
| Aluminium | Szybkie utlenianie | Proces cynkowania |
| Stal nierdzewna | Pasywność (warstwa tlenku) | Aktywacja Nickel Strike |
Miedź i stosy galwaniczne
Miedź jest powszechnym wyborem do złocenia. Oferuje ona doskonałą przewodność. Jednak złoto nakładane bezpośrednio na miedź stanowi problem. Atomy miedzi mogą migrować przez cienką warstwę złota. Proces ten, zwany dyfuzją, powoduje matowienie powierzchni i pogarsza wydajność.
Aby temu zapobiec, stosujemy warstwę barierową. Jest to podstawowa koncepcja powlekania różnych metali. Warstwa niklu jest zwykle nakładana pomiędzy miedź i złoto. Ta bariera niklowa zatrzymuje migrację. Dodaje również twardości i odporności na korozję. W PTSMAKE często zalecamy to wielowarstwowe podejście w celu zapewnienia długoterminowej niezawodności. Ta powłoka zapewnia, że złote wykończenie pozostaje czyste i funkcjonalne. Jest to krytyczny krok, który zapobiega przyszłym awariom w terenie. Może się to zdarzyć z powodu takich kwestii jak Korozja galwaniczna10 pomiędzy różnymi metalami.
Typowy stos galwaniczny wygląda następująco:
| Warstwa | Materiał | Cel |
|---|---|---|
| 3 (Góra) | Złoto | Wykończenie końcowe, przewodność, odporność na korozję |
| 2 (Środek) | Nikiel | Warstwa barierowa, zapobiega dyfuzji, dodaje twardości |
| 1 (Baza) | Miedź | Materiał podłoża |
Takie ustrukturyzowane podejście jest niezbędne w przypadku komponentów o wysokiej wydajności. Zapewnia ono, że każdy materiał spełnia swoją rolę bez uszczerbku dla pozostałych. Kompatybilność metalu bazowego dotyczy całego systemu.
Sukces powlekania złotem zależy w dużej mierze od materiału bazowego. Aluminium i stal nierdzewna wymagają specjalnej obróbki wstępnej. W przypadku miedzi, niklowa warstwa barierowa jest niezbędna, aby zapobiec dyfuzji i zapewnić długoterminową wydajność i niezawodność końcowej powlekanej części.
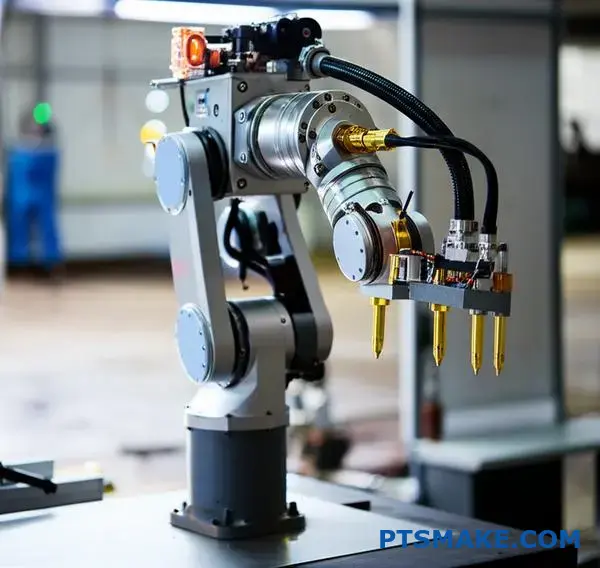
Złocenie dla robotyki: Precyzja umożliwiająca wysoką prędkość działania
Przyjrzyjmy się rzeczywistym przykładom. Teoria jest ważna, ale to praktyczne zastosowanie pokazuje prawdziwą wartość. Widziałem, jak złocenie rozwiązuje krytyczne problemy w zrobotyzowanych zespołach.
Nie chodzi tylko o odporność na korozję. Chodzi o zapewnienie wydajności, która w innym przypadku byłaby niemożliwa.
Studium przypadku 1: Szybkie ramiona robotyczne
W robotach typu pick-and-place liczy się każda milisekunda. Złącza w przegubach są narażone na ciągły ruch i wibracje. Pracowaliśmy nad projektem, w którym standardowe złącza powodowały spadki sygnału. Prowadziło to do błędów pozycjonowania.
Pozłacanie pinów złącza rozwiązało ten problem. Zapewniło to stabilne połączenie o niskiej rezystancji. Jest to wyraźny przykład galwanizacji zapewniającej dokładność ruchu.
| Cecha | Standardowe złącze | Pozłacane złącze |
|---|---|---|
| Integralność sygnału | Zmienna | Wysoka stabilność |
| Błędy pozycji | Często | Wyeliminowany |
| Cykl konserwacji | 3 miesiące | > 12 miesięcy |
| Przestój | Wysoki | Minimalny |
Ta niewielka zmiana drastycznie poprawiła niezawodność i szybkość robota.
Wpływ złota w robotyce wykracza poza same złącza. Widzimy jego kluczową rolę w systemach sensorycznych, gdzie dokładność danych jest najważniejsza. Bez wiarygodnych danych szybkie ruchy robota są bezużyteczne.
Studium przypadku 2: Czujniki optyczne i zbliżeniowe
Powłoki czujników robotów mają kluczowe znaczenie. Zrobotyzowany system klienta wykorzystywał czujniki podczerwieni do wykrywania części. Czujniki te są bardzo wrażliwe na degradację powierzchni. Nawet niewielkie utlenienie może zmienić współczynnik odbicia i spowodować fałszywe odczyty.
Nałożenie cienkiej, jednolitej warstwy złota na odblaskowe powierzchnie czujnika zapewniło stabilną, nieutleniającą się powierzchnię. Powłoka ta zapewniła stałą wydajność czujnika przez miliony cykli. Poprawiony stosunek sygnału do szumu był natychmiast widoczny w naszych testach. To ulepszenie ma kluczowe znaczenie w środowiskach, w których kurz lub wilgoć mogą wpływać na niezabezpieczone powierzchnie.
Proces ten zapobiega stopniowemu zanikowi sygnału spowodowanemu czynnikami środowiskowymi, takimi jak tribokorozja11, które mogą wystąpić na częściach pod obciążeniem i w ruchu.
Porównanie wydajności czujników
| Metryczny | Niepowlekany czujnik | Czujnik pokryty złotem |
|---|---|---|
| Spójność sygnału | Zdegradowany przez 5% w ciągu 1000 godzin | <0,51 Degradacja TP11T |
| Błędy odczytu | 1 na 10 000 cykli | 1 na 1 000 000 cykli |
| Odporność środowiskowa | Niski | Wysoki |
| Żywotność | 1 rok | > 5 lat |
Nasza współpraca przy tym projekcie dowiodła, że strategiczne złocenie jest inwestycją w długoterminową niezawodność i precyzję czujników robotycznych.
Studia przypadków pokazują, że pozłacanie jest praktycznym rozwiązaniem. Wzmacnia ono złącza robotów, zapewniając dokładność ruchu i stabilizuje powierzchnie czujników, zapewniając wiarygodne dane. Ten niewielki szczegół zapewnia znaczny wzrost wydajności i trwałości.
Jak obliczyć koszty galwanizacji dla następnego projektu?
Szacowanie budżetów na powłoki wymaga jasnego spojrzenia na wszystkie zmienne. Nie chodzi tylko o cenę rynkową metali szlachetnych.
Kluczowe czynniki mają bezpośredni wpływ na ostateczny koszt. Obejmują one obszar pokrycia, rodzaj metalu bazowego i złożoność części. Wymagania jakościowe również odgrywają ogromną rolę. Zrozumienie tych czynników pomaga stworzyć dokładną wycenę złocenia.
Główne czynniki wpływające na koszty
Przyjrzyjmy się głównym komponentom.
| Czynnik | Wpływ na koszty | Dlaczego to ma znaczenie |
|---|---|---|
| Obszar pokrycia | Wysoki | Większe powierzchnie wymagają więcej materiału i czasu w zbiorniku. |
| Metal nieszlachetny | Średni | Niektóre materiały wymagają dodatkowego przygotowania lub podkładów. |
| Złożoność | Wysoki | Skomplikowane kształty wymagają specjalnej obsługi i maskowania. |
| Specyfikacja jakości | Różne | Węższe tolerancje oznaczają większą kontrolę procesu i inspekcję. |
Analiza kosztów całkowitych sięga głębiej niż powierzchnia. W celu dokładnego oszacowania należy wziąć pod uwagę szczegóły techniczne kryjące się za każdym czynnikiem. Proste obliczenie kosztu na cal kwadratowy może być mylące.
Głębsze spojrzenie na czynniki kosztowe
Przygotowanie metalu bazowego
Niektóre metale, takie jak aluminium lub stal nierdzewna, wymagają specjalnej powłoki podkładowej. Zapewnia to prawidłowe przyleganie złocenia. Ten dodatkowy krok zwiększa zarówno koszty materiałów, jak i robocizny.
Złożoność części i regały
Złożone geometrie z głębokimi wgłębieniami lub ślepymi otworami stanowią wyzwanie. Wymagają one niestandardowych uchwytów, aby zapewnić równomierne powlekanie. Dodatkowa robocizna związana z maskowaniem określonych obszarów również znacznie podnosi cenę. The Aktualna gęstość12 w takich przypadkach należy ostrożnie zarządzać.
Wymagania dotyczące jakości i grubości
Wymagana grubość złocenia jest głównym czynnikiem wpływającym na koszty. Grubsze powłoki zużywają więcej złota, a ich nakładanie trwa dłużej. Wymagania specyfikacji, takie jak testy przyczepności lub odporności na korozję, również zwiększają ostateczny koszt. W PTSMAKE współpracujemy z klientami w celu znalezienia optymalnej grubości, która spełnia wymagania dotyczące wydajności bez nadmiernej inżynierii.
| Specyfikacja | Typowy wpływ na koszt pozłacania |
|---|---|
| Grubość (mikrony) | Bezpośredni wzrost wraz z grubością |
| Wymagania dotyczące maskowania | Znaczący wzrost kosztów pracy |
| Testowanie przyczepności | Niewielki koszt procedury testowej |
| Testy w mgle solnej | Umiarkowane koszty sprzętu i czasu |
Obliczanie kosztów powlekania obejmuje więcej niż tylko cenę materiału. Dokładna analiza obszaru pokrycia, metalu bazowego, złożoności części i specyfikacji jakości ma kluczowe znaczenie dla dokładnego budżetu. Czynniki te wspólnie określają ostateczną inwestycję w projekt.
Przyszłe trendy w pozłacaniu, które należy obserwować w 2026 r.
Świat pozłacania stoi u progu poważnej transformacji. Patrząc w przyszłość do 2026 roku, nie mówimy tylko o drobnych korektach. Obserwujemy fundamentalne zmiany.
Innowacje napędzają tę zmianę. Te nowe metody obiecują wyższą wydajność i bardziej zrównoważony rozwój. Przyszłość branży powłok jest inteligentna i ekologiczna.
Kluczowe innowacje na horyzoncie
Oto najważniejsze trendy, które śledzę:
| Trend technologiczny | Podstawowa korzyść | Branża docelowa |
|---|---|---|
| Nanogold Plating | Zwiększona wytrzymałość | Elektronika, Medycyna |
| Wanny sterowane sztuczną inteligencją | Niezrównana spójność | Przemysł lotniczy i kosmiczny, motoryzacja |
| Procesy przyjazne dla środowiska | Zmniejszony wpływ na środowisko | Wszystkie branże |
Ta zaawansowana technologia pozłacania na nowo definiuje nasze standardy jakości i odpowiedzialności.

Dążenie do technologii powlekania do 2026 r. wynika z zapotrzebowania na lepsze, bardziej niezawodne komponenty. Nie chodzi już tylko o błyszczące wykończenie. Chodzi o wydajność w ekstremalnych warunkach.
Głębsze spojrzenie na nowe technologie
Nanogold Plating
Powlekanie nanozłotem wykorzystuje cząsteczki złota w skali nanometrowej. Tworzy to twardszą, bardziej odporną na zużycie powierzchnię. Pozwala to również na stosowanie cieńszych powłok bez utraty wydajności. Oznacza to, że potrzeba mniej złota, co może pomóc w zarządzaniu kosztami złożonych projektów.
Sztuczna inteligencja i automatyzacja
Sztuczna inteligencja wkracza do kąpieli galwanicznej. Czujniki będą monitorować poziom chemikaliów, temperaturę i natężenie prądu w czasie rzeczywistym. System będzie automatycznie dokonywał mikroregulacji. Zmniejsza to liczbę błędów ludzkich i zapewnia, że każda pojedyncza część spełnia dokładne specyfikacje. Ten poziom kontroli ma kluczowe znaczenie dla aplikacji o wysokiej stawce.
Zrównoważone rozwiązania galwaniczne
Branża w końcu odchodzi od rozwiązań opartych na cyjankach. Nowe, przyjazne dla środowiska procesy stają się opłacalne. Te alternatywy zmniejszają ilość toksycznych odpadów i tworzą bezpieczniejsze środowisko pracy. Zmiana ta jest niezbędna do spełnienia bardziej rygorystycznych globalnych przepisów. W oparciu o nasze testy, te nowe metody utrzymują wymaganą jakość dla elektroosadzanie13 będąc jednocześnie znacznie bezpieczniejszym.
Oto porównanie starej i nowej wersji:
| Cecha | Poszycie tradycyjne | 2026 Technologia galwanizacji |
|---|---|---|
| Kontrola procesu | Regulacja ręczna | Oparte na sztucznej inteligencji, zautomatyzowane |
| Wykorzystanie materiałów | Standardowa grubość | Zoptymalizowane, cieńsze warstwy |
| Wpływ na środowisko | Wysoki (cyjanek) | Niski (nietoksyczny) |
| Spójność | Zmienna | Wysoka powtarzalność |
W PTSMAKE wierzymy, że te postępy wkrótce staną się standardową praktyką.
Przyszłość powlekania złotem już nadeszła, napędzana przez nanotechnologię, sztuczną inteligencję i zieloną chemię. Innowacje te tworzą mocniejsze, bardziej niezawodne i przyjazne dla środowiska powłoki. Branża przygotowuje się na nowy standard doskonałości i precyzji do 2026 roku.
Uzyskaj specjalistyczne rozwiązania w zakresie pozłacania dzięki PTSMAKE już teraz!
Gotowy do osiągnięcia najwyższej precyzji i niezawodności krytycznych komponentów? Skontaktuj się z PTSMAKE, aby uzyskać szybką, niezobowiązującą wycenę złocenia i precyzyjnej produkcji. Nasz zespół zapewnia wiodącą w branży jakość, wiedzę techniczną i terminowe wyniki za każdym razem - sprawmy, aby Twój następny projekt zakończył się sukcesem!

Odkryj techniczny proces nakładania powłok metalowych w celu zapewnienia doskonałej ochrony komponentów. ↩
Zrozumienie nauki o tym, jak jony metali osadzają się na powierzchni podczas galwanizacji. ↩
Dowiedz się, jak mikroskopijne puste przestrzenie mogą wpływać na odporność komponentów na korozję i ich ogólną wydajność. ↩
Dowiedz się, w jaki sposób proces ten powoduje awarię komponentów i co należy określić w swoich projektach, aby temu zapobiec. ↩
Dowiedz się, w jaki sposób ten proces osadzania chemicznego tworzy jednolitą barierę niezbędną do powlekania złożonych części. ↩
Dowiedz się, jak wiązanie między powłoką galwaniczną a materiałami podstawowymi wpływa na niezawodność części. ↩
Zrozum ten proces elektrochemiczny, aby zapobiec degradacji materiału i przedwczesnemu uszkodzeniu komponentów. ↩
Odkryj, w jaki sposób środki utwardzające są zintegrowane ze złotem galwanicznym w celu zwiększenia trwałości i wydajności w określonych zastosowaniach. ↩
Odkryj, jak mikroskopijne szczeliny w powłoce złotej wpływają na niezawodność i wydajność komponentów. ↩
Dowiedz się, jak ten proces elektrochemiczny może wpływać na żywotność komponentów. ↩
Dowiedz się, w jaki sposób zużycie mechaniczne i korozja mogą degradować ruchome komponenty i wpływać na precyzję robotów. ↩
Dowiedz się, jak ten parametr elektryczny wpływa na jakość wykończenia, szybkość powlekania i całkowity koszt projektu. ↩
Kliknij, aby zrozumieć fundamentalną naukę o tym, jak powłoki metalowe są precyzyjnie nakładane na części. ↩






