

Wybór odpowiedniego brązu do projektu obróbki skrawaniem może być frustrująco skomplikowany. Przy dziesiątkach dostępnych stopów, z których każdy ma inne właściwości i oceny skrawalności, łatwo jest wybrać materiał, który marnuje czas, przedwcześnie stępia narzędzia lub nie spełnia wymagań aplikacji. Widziałem wielu inżynierów zmagających się z tą decyzją.
Najlepszym brązem do obróbki skrawaniem jest zazwyczaj brąz aluminiowy C954 do ogólnych zastosowań, brąz aluminiowy C642 zapewniający odporność na zużycie i mosiądz C360 do operacji z dużą prędkością. Stopy te oferują doskonałą skrawalność, dobre właściwości mechaniczne i stosunkowo niskie zużycie narzędzi w porównaniu do innych kompozycji brązu.
W swojej karierze pracowałem z niezliczoną liczbą stopów brązu i mogę powiedzieć, że wybór odpowiedniego z nich ma ogromne znaczenie dla operacji obróbki skrawaniem. Idealny brąz może skrócić czas produkcji, wydłużyć żywotność narzędzi i zapewnić doskonałą wydajność części. Pozwól, że podzielę się tym, czego dowiedziałem się o tych niezwykłych stopach i pomogę Ci dokonać najlepszego wyboru dla Twoich konkretnych potrzeb.
Czy brąz jest łatwiejszy w obróbce niż stal?
Czy kiedykolwiek zastanawiałeś się nad tym, czy brąz oferuje gładszą ścieżkę w warsztacie w porównaniu ze stalą? A może zastanawiałeś się, czy powszechne przekonanie o obrabialności brązu zawsze jest prawdziwe dla każdego stopu i zastosowania?
Tak, ogólnie rzecz biorąc, brąz jest uważany za łatwiejszy w obróbce niż większość popularnych gatunków stali. Wynika to przede wszystkim z niższej twardości brązu, lepszej przewodności cieplnej i zazwyczaj łatwiejszego tworzenia się wiórów, co prowadzi do szybszej obróbki i dłuższej żywotności narzędzia.
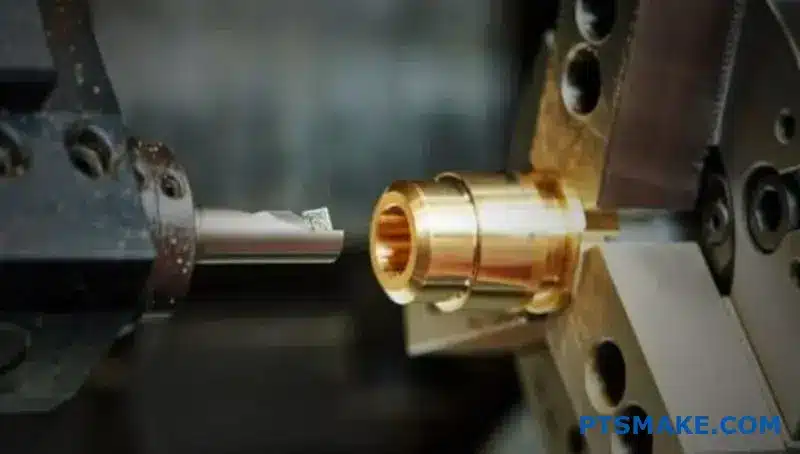
Kiedy mówimy o obróbce skrawaniem, łatwość cięcia materiału jest bardzo ważna. Wpływa na wszystko, od szybkości pracy po zużycie naszych narzędzi skrawających. W PTSMAKE często pracujemy zarówno z brązem, jak i stalą, a różnice w ich skrawalności są dość widoczne w naszych codziennych operacjach.
Zrozumienie skrawalności: Brąz a stal
Skrawalność to nie tylko proste "tak" lub "nie". To kombinacja wielu czynników. Zastanówmy się, dlaczego brąz jest często wskazywany jako łatwiejszy w obróbce, szczególnie w przypadku obróbka cnc brązu1 aplikacje.
Kluczowe czynniki wpływające na obrabialność
- Twardość i wytrzymałość: Stal, zwłaszcza stal stopowa lub poddana obróbce cieplnej, jest zazwyczaj znacznie twardsza i mocniejsza niż brąz. Wyższa twardość oznacza, że do cięcia materiału wymagana jest większa siła, co powoduje większe obciążenie narzędzia tnącego i maszyny. Stopy brązu, choć różnorodne, zazwyczaj znajdują się niżej na skali twardości.
- Przewodność cieplna: Stopy brązu mają zazwyczaj doskonałą przewodność cieplną. Oznacza to, że odprowadzają ciepło ze strefy cięcia bardziej efektywnie niż wiele stali. Mniejsze gromadzenie się ciepła oznacza chłodniejsze narzędzia, co może znacznie wydłużyć ich żywotność i pozwolić na wyższe prędkości skrawania.
- Formacja żetonów: Jest to kluczowy aspekt. Brąz często wytwarza małe, łatwe do opanowania wióry, które łatwo się łamią i są usuwane z obszaru cięcia bez większego zamieszania. Wiele stali, szczególnie bardziej miękkich i ciągliwych, może wytwarzać długie, żylaste wióry, które mogą plątać się wokół narzędzia lub przedmiotu obrabianego, prowadząc do słabego wykończenia powierzchni i potencjalnego uszkodzenia narzędzia.

Szybkie porównanie
Aby dać ci jaśniejszy obraz, oto uproszczone porównanie oparte na ogólnych cechach. Należy pamiętać, że poszczególne stopy w ramach rodzin brązu i stali mogą się znacznie różnić.
| Cecha | Brązowy (Ogólny) | Stal (zwykły węgiel/stop) |
|---|---|---|
| Twardość | Niższy | Wyższy |
| Przewodność cieplna | Wyższy | Niższy |
| Charakterystyka chipa | Często małe, kruche | Może być długi, żylasty |
| Zużycie narzędzia | Ogólnie niższy | Ogólnie wyższy |
| Prędkości cięcia | Może być wyższy | Często niższe |
| Potrzeby w zakresie smarowania | Może być mniej wymagający | Często bardziej wymagający |
Z naszego doświadczenia w PTSMAKE wynika, że gdy klient ma projekt, który może potencjalnie wykorzystywać dowolny materiał, a łatwość obróbki jest istotnym czynnikiem wpływającym na koszty lub czas, brąz często stanowi prostszą ścieżkę. Należy jednak pamiętać, że "stal" to rozległa kategoria. Niektóre stale do obróbki swobodnej są zaprojektowane z myślą o łatwiejszym cięciu, a niektóre specjalistyczne stopy brązu mogą być trudniejsze w obróbce.

Nie chodzi tylko o to, jak szybko można ciąć. Jakość wykończonej powierzchni i osiągnięta dokładność wymiarowa są również częścią równania skrawalności. Brąz zazwyczaj pozwala uzyskać doskonałe wykończenie powierzchni przy mniejszym wysiłku. Oznacza to mniej czasu spędzonego na drugorzędnych operacjach wykończeniowych, co może być prawdziwą zaletą w środowiskach produkcyjnych.
Jaka jest różnica między brązem 932 i 954?
Utknąłeś między brązem 932 a 954 dla następnej części? Podjęcie niewłaściwej decyzji może naprawdę wpłynąć na wydajność i koszty, prawda?
Brąz 932 lub brąz łożyskowy wyróżnia się odpornością na zużycie tulei i łożysk. Z drugiej strony brąz aluminiowy 954 oferuje wyższą wytrzymałość i odporność na korozję, dzięki czemu nadaje się do bardziej wymagających zastosowań konstrukcyjnych i morskich. Ich skład dyktuje te różne zalety.

Kiedy patrzysz na stopy brązu, często pojawiają się 932 i 954, ale służą one zupełnie innym celom. To nie tylko subtelna różnica; ich fundamentalny skład prowadzi do różnych charakterystyk wydajnościowych. W PTSMAKE zajmowaliśmy się obróbką obu stopów na szeroką skalę, a zrozumienie tych różnic jest kluczem do udanej produkcji komponentów.
Podstawowe różnice w składzie
Podstawową różnicą są pierwiastki stopowe.
Brąz C932 (brąz łożyskowy)
C932, często znany jako SAE 660, to brąz cynowy. Jego typowy skład obejmuje miedź, cynę, ołów i cynk. Zawartość ołowiu, zwykle około 7%, ma kluczowe znaczenie, ponieważ znacznie poprawia skrawalność i zapewnia doskonałe właściwości łożyskowe. Sprawia to, że jest to idealne rozwiązanie do zastosowań, w których tarcie ma znaczenie.
Brąz C954 (brąz aluminiowy)
Z drugiej strony C954 to brąz aluminiowy. Składa się głównie z miedzi i aluminium (około 10-11%), z dodatkami żelaza i czasami niklu. Taki skład zapewnia C954 doskonałą wytrzymałość i niezwykłą odporność na korozję, zwłaszcza w przypadku wody morskiej.
Prezentacja wydajności i aplikacji
Porównajmy je obok siebie w kluczowych obszarach:
| Cecha | C932 (brąz łożyskowy) | C954 (brąz aluminiowy) |
|---|---|---|
| Użycie podstawowe | Łożyska, tuleje, podkładki | Strukturalne, części zużywające się, morskie |
| Siła | Umiarkowany | Wysoki |
| Odporność na korozję | Dobry | Doskonały (szczególnie do wody morskiej) |
| Odporność na zużycie | Dobry (odporny na tarcie) | Bardzo dobry (odporność na ścieranie) |
| Obrabialność | Doskonały | Od dobrego do dobrego (może być ścierny) |
| Możliwość obróbki cieplnej | Nie | Tak (dla ulepszonych właściwości) |
Kiedy zbliżamy się do obróbka cnc brązu2 Właściwości te mają bezpośredni wpływ na wybór materiału. Na przykład, jeśli klient potrzebuje komponentów o wysokiej wytrzymałości dla środowiska morskiego, 954 jest często zdecydowanym zwycięzcą. Jeśli aplikacja obejmuje kontakt ślizgowy i umiarkowane obciążenia, 932 jest zwykle bardziej odpowiedni i opłacalny w obróbce. Widzieliśmy projekty, w których wybór 932 do zastosowań wymagających dużych obciążeń doprowadził do przedwczesnej awarii, po prostu dlatego, że przeoczono wytrzymałość 954.

Rozważania dotyczące obróbki
Podczas gdy 932 jest znany z doskonałej skrawalności ze względu na zawartość ołowiu, który działa jako smar i łamacz wiórów, brąz aluminiowy 954 może być trudniejszy dla narzędzi skrawających. Jego wyższa wytrzymałość i obecność tlenków aluminium może sprawić, że będzie bardziej ścierny. Nie oznacza to, że 954 jest trudny w obróbce; wymaga jedynie odpowiedniego oprzyrządowania, prędkości i posuwów. W naszych operacjach obróbki CNC brązu w PTSMAKE odpowiednio dostosowujemy nasze parametry, aby zapewnić optymalne wyniki dla obu stopów. Na przykład, narzędzia z węglików spiekanych są często preferowane dla 954, aby poradzić sobie z jego ściernym charakterem.
Jakim Rockwellem jest brąz?
Czy kiedykolwiek zastanawiałeś się, w jaki sposób prosta liczba, taka jak wartość Rockwella, może dyktować przeznaczenie części z brązu? A może czułeś się zakłopotany, próbując połączyć tę ocenę twardości z rzeczywistą wydajnością i skrawalnością?
Twardość Rockwella dla brązu to znormalizowany test mierzący jego odporność na wgniecenia, zwykle wyrażany w skali B (HRB). Wartość ta wskazuje względną twardość brązu, bezpośrednio wpływając na jego odporność na zużycie, wytrzymałość i charakterystykę skrawalności w różnych zastosowaniach.

Zrozumienie twardości Rockwella ma kluczowe znaczenie przy wyborze stopu brązu do dowolnego zastosowania. To nie tylko abstrakcyjna liczba; to praktyczny wskaźnik tego, jak zachowa się materiał. W PTSMAKE często odnosimy się do wartości Rockwella, aby poprowadzić naszych klientów w kierunku najlepszego wyboru materiału dla ich konkretnych potrzeb, zwłaszcza gdy mamy do czynienia z precyzyjnymi komponentami wymagającymi określonych właściwości mechanicznych.
Dekodowanie twardości Rockwella dla stopów brązu
Co dokładnie test Rockwella mówi nam o brązie? Zasadniczo mierzy on odporność materiału na trwałe odkształcenia, gdy określony wgłębnik jest wciskany w jego powierzchnię pod stałym obciążeniem. Im płytszy głębokość wcięcia3im twardszy materiał. W przypadku większości stopów brązu najczęściej stosowana jest skala Rockwella B (przy użyciu 1/16-calowego stalowego wgłębnika kulowego i obciążenia głównego 100 kgf).
Dlaczego ta liczba ma znaczenie
Wartość twardości Rockwella bezpośrednio koreluje z kilkoma kluczowymi atrybutami wydajności:
- Odporność na zużycie: Ogólnie rzecz biorąc, twardsze brązy (wyższe wartości HRB) oferują lepszą odporność na zużycie ścierne. Ma to kluczowe znaczenie w przypadku części takich jak łożyska, tuleje i koła zębate.
- Siła: Chociaż nie jest to bezpośrednia miara wytrzymałości na rozciąganie lub plastyczności, często występuje dodatnia korelacja. Twardsze brązy są zwykle mocniejsze.
- Skrawalność: W tym miejscu robi się ciekawie. Niezwykle twarde brązy mogą być trudniejsze w obróbce, potencjalnie prowadząc do zwiększonego zużycia narzędzi i wolniejszego czasu produkcji. Z kolei bardzo miękkie brązy mogą powodować powstawanie gumowatych wiórów i słabe wykończenie powierzchni. Istnieje punkt krytyczny, a zrozumienie wartości Rockwella pomaga w jego znalezieniu.
obróbka cnc brązuprojekty.

Typowe zakresy Rockwella dla popularnych brązów
Różne stopy brązu wykazują różne wartości twardości Rockwella ze względu na ich unikalny skład chemiczny i, w niektórych przypadkach, obróbkę cieplną. Oto ogólny pomysł na kilka popularnych wyborów, z którymi często pracujemy w PTSMAKE:
| Stop brązu | Typowy Rockwell B (HRB) | Kluczowe właściwości związane z twardością |
|---|---|---|
| C932 (brąz łożyskowy) | 55-65 | Dobre właściwości przeciwcierne, umiarkowana odporność na zużycie |
| C954 (brąz aluminiowy) | 85-100 | Wysoka wytrzymałość, doskonała odporność na zużycie i korozję |
| C863 (brąz manganowy) | 80-95 | Bardzo wysoka wytrzymałość, dobra do dużych obciążeń, dobre zużycie |
| C510 (brąz fosforowy) | 70-85 | Dobre właściwości sprężyste, dobra odporność na zmęczenie |
| C63000 (nikiel i brąz) | 90-100 (często HRB/HRC) | Bardzo wysoka wytrzymałość, doskonała odporność na korozję |
Poniższa tabela stanowi jedynie ogólny zarys. Ważne jest, aby zapoznać się z konkretnymi arkuszami danych dla konkretnego gatunku, który rozważasz, ponieważ wartości mogą się nieznacznie różnić w zależności od producenta i warunków materiałowych (np. odlewane vs. kute lub poddane obróbce cieplnej dla stopów takich jak C954). Po porównaniu wyników naszych testów na różnych partiach, stwierdziliśmy, że zakresy te są dość spójne.

Zastosowanie wiedzy Rockwell w projekcie
Sama znajomość liczby Rockwella nie wystarczy. Kluczem jest zinterpretowanie go w kontekście wymagań aplikacji. Jeśli projektujesz łożysko o dużym obciążeniu, preferowany będzie stop taki jak C954 lub C863 o wyższych wartościach HRB. W przypadku tulei ogólnego przeznaczenia, gdzie kluczowym czynnikiem jest również skrawalność, C932 może być bardziej zrównoważonym wyborem. W moim ponad 15-letnim doświadczeniu w produkcji precyzyjnej zauważyłem, że dobrze przemyślany dobór materiału, uwzględniający twardość wraz z innymi właściwościami, takimi jak odporność na korozję lub przewodność cieplna, ma fundamentalne znaczenie dla powodzenia projektu.
Jaki jest ASTM dla brązu?
Czy kiedykolwiek czułeś się zagubiony w morzu kodeksów, zastanawiając się, która norma ASTM faktycznie reguluje brąz, którego potrzebujesz do swojego projektu? A może obawiasz się, że przeoczenie właściwej specyfikacji może zagrozić całemu projektowi?
ASTM International publikuje kompleksowy zestaw norm dla stopów brązu, definiując ich skład chemiczny, właściwości mechaniczne, formy (takie jak odlewy lub produkty kute) oraz procedury testowe. Kluczowe specyfikacje obejmują normy ASTM B505 dla stopów odlewanych w sposób ciągły oraz ASTM B22/B584 dla odlewów piaskowych, zapewniające stałą jakość.

Zrozumienie tych standardów to coś więcej niż tylko zaznaczenie pola wyboru; ma to fundamentalne znaczenie dla osiągnięcia wiarygodnych i przewidywalnych wyników w projektach inżynieryjnych.
Dlaczego normy ASTM są Twoim przyjacielem
Normy ASTM to uniwersalny język materiałów. Kiedy określasz stop brązu zgodnie z oznaczeniem ASTM, przekazujesz precyzyjne wymagania dotyczące jego składu chemicznego, tego, jak powinien działać mechanicznie, a często także sposobu jego produkcji i testowania. Pomaga to wszystkim, od odlewni po warsztat maszynowy, taki jak my w PTSMAKE, być na tej samej stronie. Zapewnia to uzyskanie oczekiwanej wydajności materiału i pomaga zapobiegać kosztownym błędom lub awariom materiału w przyszłości. Z mojego doświadczenia wynika, że przestrzeganie tych standardów od samego początku oszczędza wiele bólu głowy.
Dekodowanie wspólnych specyfikacji ASTM dla brązu
Normy ASTM dla metali zazwyczaj zaczynają się od litery "B", po której następuje numer. W przypadku brązu istnieje wiele specyfikacji, często dostosowanych do procesu produkcyjnego (odlewanie lub kute) i konkretnej rodziny stopów.
Normy dla odlewów z brązu
Elementy odlewane z brązu są formowane poprzez wlewanie stopionego brązu do formy. Niektóre powszechnie stosowane normy ASTM obejmują:
- ASTM B505/B505M: Obejmuje to odlewane w sposób ciągły pręty, sztaby, rury i kształty ze stopów miedzi. Wiele popularnych brązów łożyskowych, takich jak C93200 lub C95400, podlega tej normie w przypadku ciągłego odlewania. Określa wymagania chemiczne i typowe właściwości mechaniczne.
- ASTM B22/B22M: Ta specyfikacja dotyczy odlewów piaskowych ze stopów miedzi do mostów i obrotnic, często do bardzo ciężkich zastosowań.
- ASTM B584: Jest to kluczowa pozycja dla inżynierii ogólnej, obejmująca odlewy piaskowe ze stopów miedzi do ogólnych zastosowań. Wymienia wiele popularnych stopów, w tym brązy cynowe, brązy cynowe ołowiowe, brązy cynowe o wysokiej zawartości ołowiu i brązy aluminiowe.

Normy dla brązów kutych
Brązy kute są obrabiane mechanicznie do ich ostatecznego kształtu (np. walcowane, ciągnione, wytłaczane). Proces ten często poprawia ich właściwości mechaniczne. Powszechnymi standardami są tutaj:
- ASTM B139/B139M: Norma ta ma zastosowanie do prętów, prętów i kształtów z brązu fosforowego. Brązy fosforowe są znane ze swojej wytrzymałości, twardości i dobrej odporności na zużycie.
- ASTM B150/B150M: Obejmuje to pręty, sztaby i kształty z brązu aluminiowego. Stopy te są doskonałe ze względu na ich wysoką wytrzymałość i odporność na korozję, szczególnie w środowiskach morskich. Kiedy robimy
obróbka cnc brązuW przypadku wymagających zastosowań często brane są pod uwagę materiały określone w normie ASTM B150.
Kluczowe informacje zawarte w brązowej normie ASTM
Co dokładnie można znaleźć, sprawdzając jedną z tych specyfikacji ASTM? Są one dość szczegółowe i nie bez powodu. Zazwyczaj można w nich znaleźć:
| Kategoria informacji | Typowe szczegóły |
|---|---|
| Zakres | Typy stopów/numery UNS, formy (odlewy, pręty, blachy), zastosowania |
| Dokumenty odniesienia | Inne normy ASTM dotyczące metod testowania itp. |
| Terminologia | Definicje terminów użytych w standardzie |
| Informacje o zamawianiu | Co należy określić przy zakupie |
| Skład chemiczny | Limity % dla każdego pierwiastka stopowego (np. Cu, Sn, Zn, Al, Pb) |
| Właściwości mechaniczne | Wymagania dotyczące wytrzymałości na rozciąganie, granicy plastyczności, wydłużenia, twardości |
| Wymiary i tolerancje | Dopuszczalne różnice w rozmiarze i kształcie |
| Jakość wykonania, wykończenie i wygląd | Oczekiwania dotyczące jakości powierzchni materiału |
| Pobieranie próbek i testowanie | Procedury pobierania próbek i przeprowadzania testów |
| Certyfikacja | Wymagania dotyczące raportów z testów materiałów |
Zrozumienie tych metalurgiczny4 i szczegółów wymiarowych ma kluczowe znaczenie. W PTSMAKE, gdy klient określa gatunek ASTM, używamy standardu do weryfikacji przychodzących surowców i zapewnienia, że nasze procesy produkcyjne są zgodne z wszelkimi specyficznymi wymaganiami, gwarantując, że końcowe części spełniają zamierzoną wydajność projektu. Jest to krytyczna część naszego zapewnienia jakości.
Co jest odpowiednikiem C84400 Bronze?
Czy kiedykolwiek zmagałeś się ze znalezieniem idealnego zamiennika dla brązu C84400, gdy jest on niedostępny lub nie jest idealny dla określonego aspektu twojego projektu? Znalezienie równowagi może być trudne, prawda?
Chociaż żaden stop nie oferuje dokładnie identycznego dopasowania, C83600 (SAE 40) jest powszechnie uważany za najbliższy funkcjonalny odpowiednik brązu C84400. Wynika to z ich bardzo podobnego składu chemicznego, porównywalnych właściwości mechanicznych, dobrej skrawalności i odporności na korozję.

C84400, często znany jako pół-czerwony mosiądz lub ołowiany pół-czerwony mosiądz, jest popularnym wyborem dla armatury ogólnego przeznaczenia, armatury i zaworów niskociśnieniowych. Jego atrakcyjność wynika z dobrego połączenia umiarkowanej wytrzymałości, przyzwoitej odporności na korozję i doskonałej skrawalności, głównie ze względu na zawartość ołowiu. Pojawiają się jednak sytuacje, w których konieczna jest alternatywa, być może ze względu na dostępność, określone wymogi regulacyjne (takie jak bardziej rygorystyczne limity ołowiu w niektórych zastosowaniach) lub chęć uzyskania nieco innych właściwości użytkowych.
Zrozumienie kluczowego konkurenta: C83600 (SAE 40)
C83600, powszechnie określany również jako brąz 85-5-5-5 (wskazujący jego nominalny skład 85% miedzi, 5% cyny, 5% ołowiu i 5% cynku), jest bardzo zbliżony do C84400. The charakterystyka metalurgiczna5 tych dwóch stopów są dość podobne. W PTSMAKE, gdy klienci szukają alternatywy dla C84400 do ogólnych zastosowań obróbka cnc brązu C83600 jest często naszą pierwszą rekomendacją.
Oto szybkie porównanie oparte na typowych właściwościach:
| Własność | C84400 (typowy) | C83600 (typowy) |
|---|---|---|
| Miedź (Cu) | ~81% | ~85% |
| Cyna (Sn) | ~3% | ~5% |
| Ołów (Pb) | ~7% | ~5% |
| Cynk (Zn) | ~9% | ~5% |
| Wytrzymałość na rozciąganie | 241 MPa (35 ksi) | 255 MPa (37 ksi) |
| Wytrzymałość na rozciąganie | 117 MPa (17 ksi) | 124 MPa (18 ksi) |
| Ocena skrawalności | 80 (mosiądz = 100) | 90 (mosiądz swobodnie tnący=100) |
Jak wynika z naszych wewnętrznych danych i standardów branżowych, stal C83600 oferuje nieco wyższą wytrzymałość i jeszcze lepszą skrawalność. Niższa zawartość ołowiu w C83600 może być również zaletą w regionach o bardziej rygorystycznych przepisach dotyczących ochrony środowiska lub zdrowia.

Inne rozważania i potencjalne alternatywy
Podczas gdy C83600 jest najbliższym odpowiednikiem, inne stopy mogą być brane pod uwagę w zależności od najbardziej krytycznej właściwości dla danego zastosowania:
Jeśli potrzebne są zwiększone właściwości nośne:
- C93200 (brąz łożyskowy SAE 660): Stop ten ma wyższą zawartość ołowiu (zwykle 6-8%) i cyny (6,3-7,5%), co czyni go lepszym do zastosowań w łożyskach i tulejach, gdzie odporność na zużycie i właściwości przeciwcierne są najważniejsze. Jednak jego ogólna wytrzymałość mechaniczna jest porównywalna lub nieco niższa niż C84400/C83600.
Jeśli wymagana jest wyższa wytrzymałość (i można poświęcić pewną obrabialność):
- C86300 (brąz manganowy): Zapewnia to znacznie wyższą wytrzymałość na rozciąganie i granicę plastyczności, ale jest trudniejsze w obróbce. Nie jest to bezpośredni odpowiednik, ale w razie potrzeby zapewnia większą wytrzymałość.
W ciągu ponad 15 lat pracy w PTSMAKE przeprowadziliśmy wielu klientów przez te niuanse związane z wyborem materiałów. Kluczem jest określenie najbardziej krytycznych wymagań dotyczących wydajności. Na przykład, jeśli szczelność ciśnieniowa jest głównym problemem dla elementu hydraulicznego, zarówno C84400, jak i C83600 działają dobrze. Jeśli jest to część, która będzie narażona na większe obciążenia dynamiczne lub zużycie, po omówieniu kompromisów możemy skłonić się ku nieco innemu stopowi.

Ostatecznie "najlepszy" odpowiednik zależy od konkretnych wymagań danej części. C83600 stanowi doskonały punkt wyjścia i często jest bezpośrednim zamiennikiem dla wielu zastosowań C84400, szczególnie tam, gdzie łatwość montażu jest ograniczona. obróbka cnc brązu jest czynnikiem.
Jak obróbka CNC poprawia jakość części z brązu?
Masz trudności z uzyskaniem części z brązu, które konsekwentnie spełniają Twoje standardy jakości? Czy odchylenia i wady powodują ból głowy i opóźnienia projektu?
Obróbka CNC poprawia jakość części z brązu, zapewniając doskonałą precyzję, stałą powtarzalność, doskonałe wykończenie powierzchni i możliwość wykonywania złożonych geometrii, a wszystko to przy zachowaniu integralności strukturalnej materiału i minimalizacji wad.

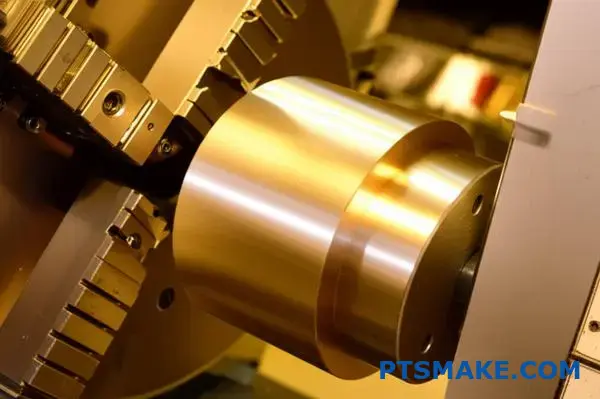
Kiedy mówimy o produkcji najwyższej jakości części z brązu, obróbka CNC (Computer Numerical Control) naprawdę się wyróżnia. Jest to proces, który zapewnia poziom wyrafinowania i niezawodności, z którym starsze metody często nie mogą się równać. W PTSMAKE w dużym stopniu polegamy na technologii CNC, aby zapewnić jakość, jakiej nasi klienci oczekują od swoich komponentów z brązu.
Niezrównana precyzja i wąskie tolerancje
Maszyny CNC podążają za dokładnymi cyfrowymi planami. Oznacza to, że rzeźbią w brązie z niesamowitą dokładnością. To naprawdę ogranicza ludzkie błędy. Tak więc w PTSMAKE konsekwentnie osiągamy wąskie tolerancje, których stare metody ręczne często nie są w stanie osiągnąć.
Pomyśl o wykonaniu wielu tulei z brązu dla dużego zespołu. W przypadku tego rodzaju projektów obróbka CNC zapewnia, że każda pojedyncza część jest niemal dokładnie taka sama. Ten rodzaj spójności jest dużym plusem dla jakości, gdy robisz obróbka cnc brązu.

Lepsze wykończenie powierzchni i złożone kształty
Kolejną wielką wygraną jest wykończenie powierzchni. Maszyny CNC mogą sprawić, że części z brązu będą super gładkie od razu po wyjęciu z maszyny. Często oznacza to mniej czasu lub jego brak na późniejsze polerowanie. Oszczędza to czas i pieniądze, do czego zawsze dążymy w naszych projektach.
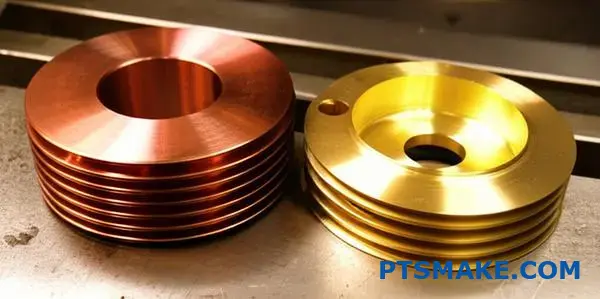
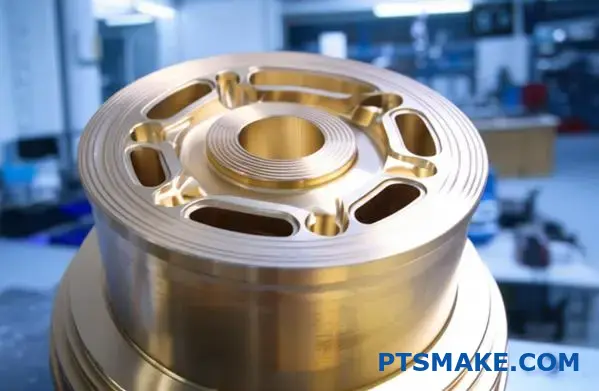
Ponadto CNC jest fantastyczne do tworzenia skomplikowanych kształtów. Używaliśmy go do tworzenia naprawdę szczegółowych elementów z brązu, czy to dla sztuki, czy do bardzo specyficznych zadań. Próba wykonania ich starszymi metodami byłaby niezwykle trudna, jeśli nie niemożliwa.
Zachowanie wytrzymałości brązu i mniejsze zużycie materiału
Obróbka CNC polega na ostrożnym wycinaniu materiału. Ten kontrolowany sposób obróbki pomaga chronić wewnętrzną wytrzymałość brązu, jego integralność metalurgiczna6. Możemy ustawić cięcie tak, aby uniknąć zbyt dużego naprężenia lub ciepła. Jest to bardzo ważne w przypadku niektórych rodzajów brązu, które nie lubią zbyt wysokiej temperatury.
W porównaniu do tradycyjnego odlewania, obróbka cnc brązu często oznacza mniej ukrytych wad wewnątrz części, takich jak małe pęcherzyki powietrza. Otrzymujesz więc mocniejszą, bardziej niezawodną część. Ponadto precyzja oznacza mniej zmarnowanego brązu. Z tego, co widzieliśmy w naszej pracy w PTSMAKE, oto krótkie spojrzenie na to, jak się układają:
| Cecha | Obróbka CNC brązu | Tradycyjny odlew z brązu |
|---|---|---|
| Precyzja | Bardzo wysoka | Umiarkowany do niskiego |
| Wykończenie powierzchni | Doskonały | Uczciwy do dobrego (wymaga więcej pracy) |
| Złożoność | Wysoki (skomplikowane szczegóły) | Umiarkowany (prostsze kształty) |
| Odpady materiałowe | Niższy (wydajne cięcie) | Wyższe (np. bramy, wlewki) |
| Wady wewnętrzne | Rzadki | Potencjalna porowatość |
Ta zdolność do udoskonalania każdego aspektu części z brązu, od jej wymiarów po powierzchnię, jest powodem, dla którego obróbka CNC jest kamieniem węgielnym nowoczesnej produkcji wysokiej jakości komponentów.
Jakie tolerancje można osiągnąć w przypadku brązu obrabianego CNC?
Dążenie do ultraprecyzyjnych wymiarów komponentów z brązu? Czy kiedykolwiek zauważyłeś, że unikalna natura stopów brązu sprawia, że osiągnięcie dokładnych tolerancji jest nieco trudne?
Zazwyczaj obróbka CNC może osiągnąć tolerancje dla części z brązu w zakresie od ±0,005 cala (±0,127 mm) do ±0,001 cala (±0,025 mm). Większe tolerancje są często możliwe dzięki specjalistycznemu sprzętowi, starannej kontroli procesu i zależą od konkretnego stopu brązu i złożoności części.
Osiągnięcie wąskich tolerancji w obróbce CNC brązu to nie tylko posiadanie dobrej maszyny; to kombinacja czynników. Z mojego ponad 15-letniego doświadczenia w produkcji precyzyjnej nauczyłem się, że zrozumienie tych zmiennych jest kluczem do sukcesu. Kiedy w PTSMAKE podchodzimy do projektu obejmującego obróbka cnc brązuBierzemy pod uwagę kilka krytycznych aspektów, aby mieć pewność, że spełniamy, a często nawet przekraczamy specyfikacje naszych klientów.
Kluczowe czynniki wpływające na tolerancje obróbki brązu
Kilka elementów odgrywa kluczową rolę w określaniu ostatecznej precyzji części z brązu. Ich właściwe dobranie ma fundamentalne znaczenie.
Rola wyboru stopu brązu
Nie wszystkie stopy brązu są sobie równe, jeśli chodzi o zachowanie wąskich tolerancji. Niektóre, takie jak brązy ołowiowe (np. C93200), są cenione za ich obrabialność, co może przyczynić się do lepszej kontroli wymiarów. Inne, takie jak brązy aluminiowe (np. C95400), są mocniejsze i bardziej odporne na zużycie, ale mogą być trudniejsze w obróbce ze względu na ich wytrzymałość. Ważna jest stabilność stopu i jego reakcja na siły skrawania.

Możliwości maszyn CNC i oprzyrządowanie
Jakość i stan samej maszyny CNC są najważniejsze. Dobrze utrzymana maszyna z wysokiej jakości wrzecionami, minimalnymi luzami i solidną konstrukcją będzie z natury produkować dokładniejsze części. Ostre, odpowiednie narzędzia skrawające zaprojektowane do brązu, wraz ze zoptymalizowanymi posuwami i prędkościami, zmniejszają siły skrawania i ugięcie narzędzia, prowadząc do lepszej kontroli tolerancji. W poprzednich projektach PTSMAKE zaobserwowaliśmy znaczną poprawę dzięki prostemu wyborowi optymalnej geometrii narzędzia dla określonego gatunku brązu.
Projektowanie części i złożoność geometryczna
Konstrukcja samej części ma duży wpływ na osiągalne tolerancje. Cechy takie jak bardzo cienkie ścianki, głębokie i wąskie kieszenie lub złożone geometrie wewnętrzne mogą stanowić wyzwanie. Cienkie sekcje mogą uginać się pod naciskiem skrawania, podczas gdy głębokie wgłębienia mogą utrudniać odprowadzanie wiórów, potencjalnie wpływając na wykończenie powierzchni i dokładność.
Względy termiczne w obróbce brązu
Stopy brązu, podobnie jak wszystkie metale, rozszerzają się i kurczą pod wpływem zmian temperatury. Stopy Współczynnik rozszerzalności cieplnej7 (CTE) różni się w zależności od stopu brązu. Podczas obróbki generowane jest ciepło, a jeśli nie jest ono odpowiednio zarządzane za pomocą chłodziwa i odpowiednich parametrów skrawania, może spowodować rozszerzenie obrabianego przedmiotu. Ta ekspansja, jeśli nie zostanie uwzględniona, oznacza, że część może być poza tolerancją po schłodzeniu do temperatury otoczenia. Dzięki starannemu opracowaniu procesu nauczyliśmy się, jak skutecznie łagodzić te efekty termiczne.
Tolerancje standardowe a precyzyjne dla brązu obrabianego CNC
Chociaż istnieją ogólne wytyczne, "osiągalna" tolerancja jest często specyficzna dla danego projektu.
| Klasa tolerancji | Typowy zakres (cale) | Typowy zakres (mm) | Uwagi |
|---|---|---|---|
| Standard | ±0.005" - ±0.010" | ±0,127 mm - ±0,254 mm | Nadaje się do wielu ogólnych zastosowań. |
| Precyzja | ±0.001" - ±0.004" | ±0,025 mm - ±0,102 mm | Wymaga starannej konfiguracji, dobrego oprzyrządowania i kontroli procesu. |
| Wysoka precyzja | < ±0.001" | < ±0,025 mm | Często wymaga specjalistycznych maszyn, środowisk i technik. |
Osiągnięcie tych bardzo precyzyjnych wartości, zwłaszcza poniżej ±0,001 cala, często wymaga dodatkowych operacji, takich jak szlifowanie lub docieranie, szczególnie jeśli stop brązu jest trudniejszy w obróbce. Jednak dla wielu obróbka cnc brązu Zakres precyzji jest w pełni zgodny z możliwościami nowoczesnych centrów CNC, jeśli są one obsługiwane z wykorzystaniem specjalistycznej wiedzy. W PTSMAKE zawsze omawiamy wymagania dotyczące tolerancji z góry, aby dostosować oczekiwania i zapewnić, że strategia produkcji jest zoptymalizowana pod kątem potrzeb klienta.
Jakie są ograniczenia stosowania brązu w obróbce CNC?
Myślisz, że brąz jest idealny do każdego zadania CNC? Czy przeoczenie jego specyficznych wad może prowadzić do nieoczekiwanych przeszkód w projektowaniu lub produkcji komponentów?
Kluczowe ograniczenia obejmują stosunkowo wyższy koszt materiału w porównaniu z niektórymi stalami lub aluminium, niższy stosunek wytrzymałości do masy niż w przypadku niektórych alternatyw oraz możliwość zatarcia w przypadku niektórych stopów, jeśli parametry obróbki nie zostaną zoptymalizowane. Określone rodzaje brązu mają również specjalistyczne, a nie uniwersalne zastosowania.

Brąz oferuje wiele zalet dla komponentów obrabianych CNC, ale nie zawsze jest idealnym materiałem w każdej sytuacji. Zrozumienie jego ograniczeń jest tak samo ważne, jak poznanie jego mocnych stron. W PTSMAKE wierzymy w zapewnienie zrównoważonego spojrzenia, aby pomóc w podejmowaniu najlepszych decyzji dotyczących projektów.
Rozważania dotyczące kosztów
Jednym z głównych ograniczeń może być początkowy koszt materiałów.
Cena surowca
Ogólnie rzecz biorąc, stopy brązu są zwykle droższe w przeliczeniu na funt lub kilogram niż wiele popularnych gatunków stali lub aluminium. Różnica ta może być znacząca, zwłaszcza w przypadku większych części lub dużych serii produkcyjnych. Jest to czynnik, który zawsze omawiamy z klientami podczas badania opcji materiałowych.
Skrawalność niektórych stopów
Podczas gdy wiele stopów brązu jest znanych z dobrej lub doskonałej skrawalności, niektóre wysokowytrzymałe lub specjalistyczne brązy (takie jak niektóre brązy aluminiowe lub manganowe) mogą być twardsze i bardziej ścierne dla narzędzi skrawających. Może to prowadzić do nieco wolniejszych prędkości obróbki lub zwiększonego zużycia narzędzi, co może stopniowo zwiększać całkowity koszt obróbki. obróbka cnc brązu części.

Stosunek wytrzymałości do wagi
Gdy najważniejsza jest wydajność strukturalna, brąz nie zawsze jest najlepszym wyborem.
Porównanie z alternatywnymi rozwiązaniami
Chociaż stopy brązu oferują dobrą wytrzymałość, materiały takie jak stale stopowe poddane obróbce cieplnej lub niektóre stopy aluminium mogą zapewnić lepszy stosunek wytrzymałości do masy. Jeśli minimalizacja wagi komponentu przy jednoczesnej maksymalizacji wytrzymałości jest krytycznym czynnikiem projektowym, bardziej odpowiednie mogą być alternatywne rozwiązania.
Oto bardzo ogólne porównanie:
| Cecha | Brązowy (typowy) | Stal (węgiel/stop) | Aluminium (stop) |
|---|---|---|---|
| Gęstość (w przybliżeniu) | Wyższy | Wyższy | Niższy |
| Wytrzymałość (typowa) | Umiarkowany do wysokiego | Wysoki do bardzo wysokiego | Umiarkowany do wysokiego |
| Wytrzymałość do wagi | Niższy | Umiarkowany do wysokiego | Wyższy |
Jest to oczywiście uproszczony widok, ponieważ poszczególne stopy w każdej kategorii znacznie się od siebie różnią.
Specyficzne stopy i wyzwania związane z przetwarzaniem
Niektóre stopy brązu mają swoje własne uwarunkowania.
Zacieranie i zużycie
Niektóre stopy brązu, szczególnie te o niższej twardości lub pewnych składach, mogą być podatne na zacieranie się lub podatność na spawanie na zimno8 w kontakcie ślizgowym z innymi metalami, w tym z narzędziami tnącymi, jeśli nie jest to kontrolowane. Wymaga to starannego doboru parametrów cięcia, powłok narzędzi i chłodziw. Nasze doświadczenie w PTSMAKE w poprzednich projektach pokazało, że zoptymalizowane ustawienia skutecznie łagodzą to zjawisko.
Niuanse środowiskowe i aplikacyjne
Brązy ołowiowe, choć oferują doskonałą obrabialność, napotykają coraz większe ograniczenia w niektórych zastosowaniach (takich jak systemy wody pitnej lub produkty zgodne z RoHS) ze względu na obawy dotyczące środowiska i zdrowia związane z ołowiem. Ponadto nie każdy stop brązu nadaje się do każdego środowiska; na przykład niektóre mogą nie działać dobrze w silnie kwaśnych lub specyficznych narażeniach chemicznych, w których wyspecjalizowane stale nierdzewne mogą się wyróżniać. Chodzi o dopasowanie odpowiedniego brązu do odpowiedniego zadania, a my ściśle przestrzegamy tej zasady.
Dowiedz się, jak określone stopy brązu sprawdzają się w obróbce CNC, wpływając na prędkość, trwałość narzędzia i jakość wykończenia. ↩
Dowiedz się więcej o wyborze odpowiedniego stopu brązu do konkretnych potrzeb i zastosowań obróbki CNC. ↩
Zrozumienie, w jaki sposób ten konkretny parametr testowy bezpośrednio wpływa na przydatność materiału do różnych potrzeb inżynieryjnych. ↩
Dowiedz się, dlaczego te szczegóły metalurgiczne mają kluczowe znaczenie dla wyboru materiału i jego jakości. ↩
Dowiedz się, w jaki sposób te wewnętrzne struktury dyktują wytrzymałość, plastyczność i skrawalność materiału. ↩
Dowiedz się, jak struktura materiału wpływa na wydajność i trwałość części. ↩
Zrozumienie, w jaki sposób ta właściwość materiału wpływa na precyzję podczas i po obróbce elementów z brązu. ↩
Dowiedz się więcej o tym procesie adhezji, który ma kluczowe znaczenie dla zrozumienia kompatybilności materiałów w obróbce skrawaniem. ↩






