

Czy jesteś zmęczony kontaktami z dostawcami tokarek CNC, którzy obiecują precyzję, ale dostarczają części, które nie spełniają Twoich specyfikacji? Nie jesteś sam - słaba kontrola jakości i błędna komunikacja są plagą wielu procesów zaopatrzenia, prowadząc do kosztownych opóźnień i przeróbek.
Obróbka tokarska CNC to precyzyjny proces produkcyjny, który wykorzystuje sterowane komputerowo tokarki do tworzenia cylindrycznych i złożonych części obrotowych o wąskich tolerancjach, oferując stałą jakość i powtarzalność w wymagających zastosowaniach przemysłowych.
Jako osoba pracująca przy projektach tokarek CNC w PTSMAKE od ponad 15 lat, widziałem, jak odpowiednia wiedza może odmienić doświadczenia związane z zakupami. Niniejszy poradnik przedstawia wszystko, co należy wiedzieć - od oceny dostawców i zarządzania czynnikami jakości po optymalizację projektów pod kątem opłacalności. Odkryjesz praktyczne strategie unikania typowych pułapek, skracania czasu realizacji i budowania niezawodnych partnerstw, które konsekwentnie dostarczają wyniki. Niezależnie od tego, czy zaopatrujesz się w przemyśle lotniczym, motoryzacyjnym czy medycznym, te spostrzeżenia pomogą Ci podejmować mądrzejsze decyzje i osiągać lepsze wyniki.
Zrozumienie możliwości obróbki na tokarce CNC?
Masz trudności z pozyskaniem części cylindrycznych, które za każdym razem spełniają dokładne specyfikacje? Czy niewielkie niespójności w seriach produkcyjnych powodują problemy z montażem i opóźnienia projektu?
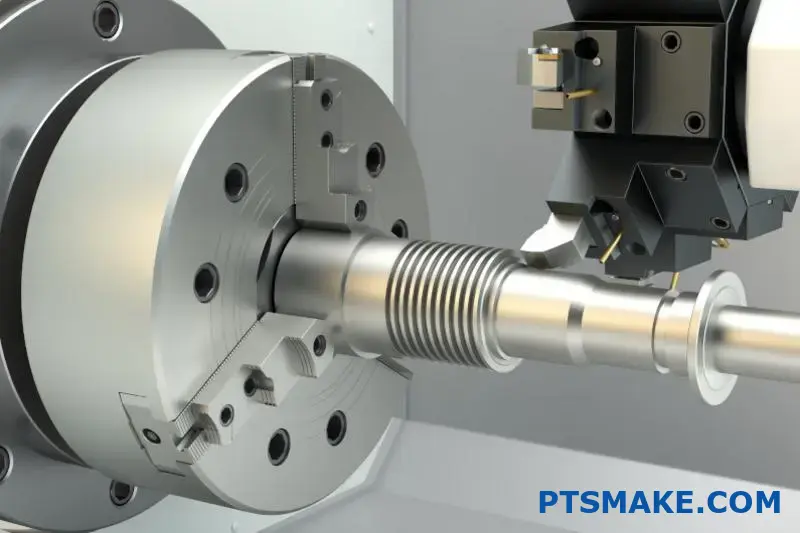
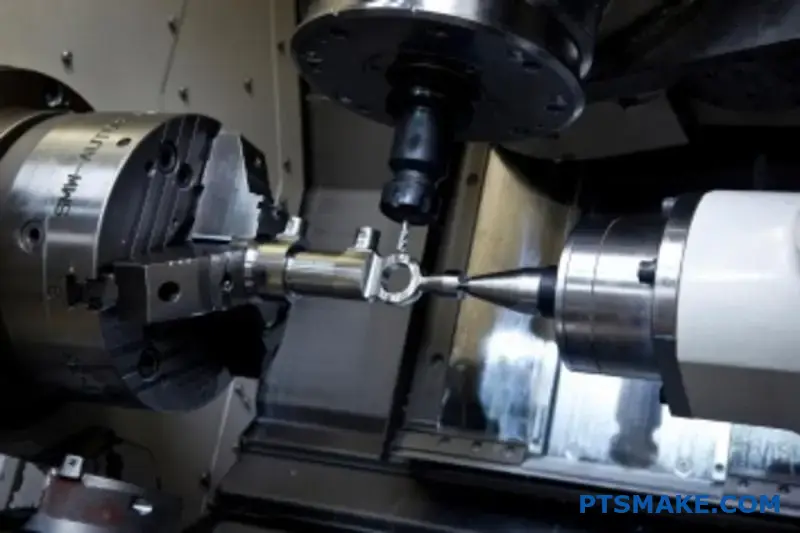
Obróbka tokarska CNC jest sterowanym komputerowo procesem odejmowania, w którym obrabiany przedmiot obraca się względem narzędzia tnącego. Doskonale sprawdza się w produkcji cylindrycznych lub złożonych części obrotowych z wyjątkowo wysoką precyzją i powtarzalnością, dzięki czemu jest preferowaną metodą w branżach wymagających stałej jakości i wąskich tolerancji.
Podstawowe funkcje obróbki tokarskiej CNC
U podstaw obróbki tokarskiej CNC leży precyzja dzięki obrotowi. W przeciwieństwie do frezarki, w której obraca się narzędzie, tokarka obraca sam materiał. Komputer prowadzi stacjonarne narzędzie tnące wzdłuż obracającego się przedmiotu obrabianego, precyzyjnie usuwając materiał w celu uzyskania pożądanego kształtu. Ta fundamentalna różnica sprawia, że tokarka jest niezwykle wydajna w tworzeniu dowolnych części z centralną osią obrotu. W poprzednich projektach w PTSMAKE polegaliśmy na tym procesie we wszystkim, od prostych wałów i sworzni po złożone komponenty dla przemysłu lotniczego i urządzeń medycznych. Poziom kontroli jest tym, co go wyróżnia. Instrukcje G-code wysyłane do maszyny dyktują każdy ruch, prędkość i posuw, eliminując zmienność związaną z ręczną obsługą. Gwarantuje to, że pierwsza wyprodukowana część jest identyczna z tysięczną.
Podstawowe operacje
Zrozumienie podstawowych operacji jest kluczem do zrozumienia pełnych możliwości toczenia CNC. Każda z nich służy określonemu celowi w kształtowaniu końcowego komponentu.
- Obrót: Jest to podstawowa operacja, w której narzędzie jednopunktowe porusza się równolegle do osi obrotu, zmniejszając średnicę przedmiotu obrabianego. Może to być wykorzystywane do tworzenia profili prostych, stożkowych lub konturowych.
- Wobec: Narzędzie przesuwa się prostopadle do końca przedmiotu obrabianego, tworząc płaską, gładką powierzchnię. Jest to często pierwszy krok, aby upewnić się, że część ma prawidłową długość.
- Wiercenie i wytaczanie: Do wykonania otworu wzdłuż osi centralnej można użyć wiertła. Wytaczanie następnie powiększa i udoskonala ten otwór do precyzyjnej średnicy wewnętrznej.
- Gwintowanie: Ta operacja wycina gwinty zewnętrzne lub wewnętrzne na części, co jest niezbędne do tworzenia wkrętów, śrub i innych elementów złącznych.
Na precyzję tych operacji bezpośredni wpływ mają takie czynniki jak sztywność maszyny, ostrość narzędzia i kontrola rozszerzalności cieplnej. Jednym z krytycznych czynników, który zawsze monitorujemy jest bicie1ponieważ nadmierne odchylenia mogą prowadzić do tego, że części nie przejdą kontroli jakości.
Dlaczego tokarki CNC są niezbędne dla jakości
Głównym powodem, dla którego inżynierowie i kierownicy ds. zaopatrzenia wybierają tokarki CNC, jest ich niezrównana powtarzalność. Po dopracowaniu programu, maszyna może wykonywać go w nieskończoność z minimalnymi odchyleniami. Ma to kluczowe znaczenie w branżach, w których awaria części nie wchodzi w grę.
| Działanie | Główny cel | Wspólna aplikacja |
|---|---|---|
| Obrót | Zmniejszenie średnicy przedmiotu obrabianego | Wały, sworznie, wyprofilowane powierzchnie |
| W obliczu | Utwórz płaską powierzchnię końcową | Wyrównywanie zapasów, ustawianie długości |
| Wiercenie | Utwórz centralny otwór | Otwory pilotażowe, otwory przelotowe |
| Gwintowanie | Wycinanie spiralnych rowków | Śruby, nakrętki, złączki gwintowane |
Ta zautomatyzowana precyzja nie tylko gwarantuje jakość, ale także optymalizuje czas produkcji i zmniejsza ilość odpadów, dzięki czemu jest to opłacalne rozwiązanie zarówno do prototypowania, jak i produkcji na dużą skalę.
Osiąganie spójności i precyzji w wymagających branżach
Prawdziwa wartość obróbki tokarskiej CNC staje się jasna, gdy weźmie się pod uwagę jej zastosowanie w branżach o wysokiej stawce. W sektorach takich jak lotniczy, motoryzacyjny i medyczny, spójność między częściami nie jest tylko preferencją; jest to niepodlegający negocjacjom wymóg bezpieczeństwa i wydajności. Niewielkie odchylenie w pojedynczym komponencie może mieć znaczące konsekwencje. Toczenie CNC bezpośrednio zaspokaja tę potrzebę, usuwając z procesu produkcyjnego element błędu ludzkiego. Cyfrowa precyzja kontrolera zapewnia, że każdy element, od średnicy i długości po skok gwintu i wykończenie powierzchni, jest ściśle zgodny ze specyfikacjami projektowymi. Ten poziom niezawodności jest po prostu nieosiągalny w przypadku toczenia ręcznego, zwłaszcza w przypadku produkcji wielkoseryjnej.
Powtarzalność: Kamień węgielny nowoczesnej produkcji
Powtarzalność oznacza, że niezależnie od tego, czy produkujemy partię 100 czy 10 000 części, ostatnia z nich będzie funkcjonalnie identyczna z pierwszą. Osiąga się to dzięki kombinacji czynników nieodłącznie związanych z procesem CNC.
- Zaprogramowane sterowanie: Program G-code jest stałym zestawem instrukcji. Nie męczy się ani nie rozprasza.
- Sztywna konstrukcja maszyny: Tokarki CNC są niezwykle sztywne, aby pochłaniać siły skrawania i minimalizować wibracje, które są główną przyczyną niedokładności.
- Automatyczna wymiana narzędzi: W bardziej zaawansowanych tokarkach automatyczna głowica narzędziowa może przełączać się między narzędziami do toczenia, wiercenia i gwintowania w ciągu kilku sekund, zachowując ciągłość i precyzję procesu bez konieczności ręcznej interwencji.
Na przykład w naszej współpracy z klientami z branży robotyki precyzyjne dopasowanie wałów i łożysk ma kluczowe znaczenie dla płynnego działania. W oparciu o nasze testy, wąskie tolerancje uzyskane dzięki toczeniu CNC są niezbędne do zapewnienia długowieczności i niezawodności złożonych zespołów.
Wpływ na jakość i koszty
Spójność ma bezpośredni wpływ zarówno na jakość, jak i ogólne koszty projektu. Gdy części są konsekwentnie zgodne ze specyfikacją, znacznie zmniejsza to liczbę odrzutów i przeróbek. Pozwala to nie tylko zaoszczędzić materiał i czas maszynowy, ale także zapobiega kosztownym opóźnieniom w końcowych fazach montażu i testowania.
| Przemysł | Wymaganie krytyczne | Przykład części toczonej CNC |
|---|---|---|
| Lotnictwo i kosmonautyka | Wysoki stosunek wytrzymałości do masy, ekstremalne tolerancje | Wały silników turbinowych, osprzęt hydrauliczny |
| Medyczny | Biokompatybilność, nieskazitelne wykończenie powierzchni | Narzędzia chirurgiczne, śruby kostne, implanty dentystyczne |
| Motoryzacja | Trwałość, duża objętość | Wały napędowe, elementy zaworów, tłoczyska |
| Elektronika | Miniaturyzacja, przewodność elektryczna | Sworznie złączy, niestandardowe elementy złączne, elementy obudowy |
Ostatecznie inwestycja w proces produkcyjny gwarantujący powtarzalność jest decyzją strategiczną. Zapewnia spokój ducha, usprawnia łańcuch dostaw i gwarantuje, że produkt końcowy działa dokładnie tak, jak został zaprojektowany. Właśnie dlatego w PTSMAKE obróbka tokarska CNC jest głównym filarem naszych usług produkcji precyzyjnej.

Obróbka tokarska CNC zapewnia niezrównaną precyzję poprzez obracanie obrabianego przedmiotu względem narzędzia tnącego. Jej podstawowe operacje - toczenie, frezowanie i gwintowanie - są zautomatyzowane, aby zapewnić wyjątkową spójność i powtarzalność, co czyni ją niezbędną w branżach, w których jakość i niezawodność części ma kluczowe znaczenie dla wydajności i bezpieczeństwa.
Krytyczne czynniki jakości w częściach tokarek CNC?
Czy kiedykolwiek otrzymałeś partię części toczonych, które spełniają specyfikacje rysunkowe, ale mimo to nie sprawdzają się w praktyce? To frustrujące doświadczenie, które może zniweczyć cały projekt.
Najbardziej krytycznymi czynnikami jakości części toczonych CNC są dokładność wymiarowa, wykończenie powierzchni i integralność materiału. Te trzy filary bezpośrednio określają wydajność, trwałość i niezawodność części w końcowym montażu. Ich prawidłowe wykonanie ma zasadnicze znaczenie dla powodzenia każdego projektu.

Kiedy mówimy o jakości w obróbce tokarskiej CNC, wykraczamy daleko poza zwykłe spojrzenie na gotową część i stwierdzenie, że "wygląda dobrze". Prawdziwa jakość jest mierzalna i zaczyna się od dokładności wymiarowej. Nie chodzi tylko o długość lub średnicę; chodzi o zapewnienie, że każda cecha mieści się w określonym zakresie tolerancji, za każdym razem.
Fundacja: Tolerancja wymiarów
Tolerancja to dopuszczalny zakres odchyleń dla danego wymiaru. Część, która jest poza tolerancją, nawet o ułamek milimetra, może spowodować awarie montażu, przedwczesne zużycie lub całkowite uszkodzenie produktu końcowego. W naszych projektach w PTSMAKE widzieliśmy, jak nieprawidłowo tolerowane pasowanie może być różnicą między płynnie działającym łożyskiem a zatartym.
Więcej niż podstawowe wymiary
Kluczowe jest spojrzenie poza proste tolerancje plus/minus. Skupiamy się również na wymiarowaniu geometrycznym i tolerancji (GD&T), która kontroluje kształt, orientację i położenie elementów. Zapewnia to nie tylko rozmiar, ale także prawidłowe relacje między cechami. Na przykład współosiowość jest niezbędna w przypadku obracających się wałów, aby zapobiec wibracjom i zużyciu, podczas gdy prostopadłość jest kluczowa dla powierzchni montażowych, aby zapewnić prawidłowe wyrównanie. Niepowodzenie w tych kontrolach geometrycznych może prowadzić do subtelnych problemów z wydajnością, które są trudne do późniejszego zdiagnozowania.
Poczucie jakości: Wykończenie powierzchni
Część może być idealna pod względem wymiarów, ale nadal nie działać, jeśli wykończenie powierzchni jest nieprawidłowe. Wykończenie powierzchni lub chropowatość powierzchni odnosi się do drobnoziarnistej tekstury powierzchni. Składa się ona z małych szczytów i dolin, często nazywanych mikropodmioty2pozostawiona przez narzędzie skrawające. Tekstura ta jest zwykle mierzona w mikrometrach (µm) lub mikrocalach (µin) jako średnia chropowatość (Ra). Niższa wartość Ra oznacza gładszą powierzchnię. Dlaczego ma to znaczenie?
- Tarcie i zużycie: Gładsze powierzchnie mają mniejsze tarcie i są bardziej odporne na zużycie, co ma kluczowe znaczenie dla ruchomych części.
- Uszczelnienie: W przypadku części wymagających uszczelek, takich jak o-ringi, wymagane jest określone wykończenie powierzchni, aby uszczelka działała prawidłowo bez wycieków lub uszkodzeń.
- Odporność na korozję: Bardziej szorstkie powierzchnie mają większą powierzchnię i mogą zatrzymywać zanieczyszczenia, czyniąc je bardziej podatnymi na korozję.
Oto krótki przewodnik, który często udostępniamy klientom, aby pomóc im określić odpowiednie wykończenie dla ich aplikacji.
| Wartość Ra (µm) | Wartość Ra (µin) | Tekstura | Typowe zastosowanie obróbki na tokarce CNC |
|---|---|---|---|
| >6.3 | >250 | Obróbka zgrubna | Powierzchnie prześwitu, obszary niefunkcjonalne |
| 3.2 | 125 | Obróbka standardowa | Części ogólnego przeznaczenia, powierzchnie niepasujące |
| 1.6 | 63 | Gładka obróbka | Powierzchnie współpracujące, części o umiarkowanym obciążeniu |
| 0.8 | 32 | Precyzyjna obróbka/szlifowanie | Łożyska o niskim współczynniku tarcia, precyzyjne dopasowanie |
| 0.4 | 16 | Uziemienie/Lapped | Łożyska poddawane wysokim obciążeniom, krytyczne powierzchnie uszczelniające |

Podczas gdy wymiary i wykończenie są określone na rysunku, nie można ich osiągnąć bez odpowiedniego materiału. Wybór materiału jest trzecim krytycznym czynnikiem, bezpośrednio wpływającym zarówno na proces obróbki, jak i na wydajność końcowej części. Właściwości surowca dyktują wszystko, od prędkości skrawania i trwałości narzędzia po ostateczną wytrzymałość i stabilność komponentu.
Rdzeń: Wybór materiałów i integralność
Wybór odpowiedniego materiału to balansowanie między wymaganiami dotyczącymi wydajności, kosztami i obrabialnością. Materiał, który idealnie nadaje się do zastosowań końcowych, może być niezwykle trudny, a przez to kosztowny w obróbce.
Kluczowe właściwości materiału dla obróbki skrawaniem
Podczas planowania obróbka tokarska cnc analizujemy kilka właściwości materiału:
- Skrawalność: Jest to ocena tego, jak łatwo można ciąć dany materiał. Materiały takie jak mosiądz C360 są uważane za "swobodnie obrabialne" i mogą być toczone bardzo szybko, skracając czas cyklu i zmniejszając koszty. Z kolei materiały takie jak Inconel czy tytan są twarde i wymagają wolniejszych prędkości, specjalistycznego oprzyrządowania i bardziej wytrzymałych procesów.
- Twardość: Twardsze materiały są bardziej odporne na zużycie, ale także trudniejsze w obróbce. Powodują one szybsze zużywanie się narzędzi skrawających, co może wpływać zarówno na koszty, jak i zdolność do utrzymania spójnego wykończenia powierzchni w całym cyklu produkcyjnym.
- Stabilność termiczna: Podczas obróbki zarówno część, jak i narzędzie generują ciepło. Materiały, które znacznie rozszerzają się pod wpływem ciepła, mogą być trudne do utrzymania w wąskich tolerancjach, ponieważ będą mierzyć inaczej, gdy są gorące, a inaczej, gdy ostygną do temperatury pokojowej. Wymaga to starannego zarządzania chłodziwami i parametrami skrawania.
Informowanie o potrzebach materialnych
Aby uzyskać oczekiwaną wydajność, nie wystarczy po prostu określić "aluminium" lub "stal". Musisz być konkretny. W przeszłości zdarzało nam się opóźniać projekty, ponieważ ogólne określenie materiału doprowadziło do użycia gatunku, który nie mógł spełnić wymagań wydajnościowych. Zawsze podawaj dokładny gatunek i temperaturę. Na przykład:
| Określony materiał | Kluczowe cechy i powszechne zastosowanie |
|---|---|
| Aluminium 6061-T6 | Doskonała skrawalność, dobra wytrzymałość. Używany do części konstrukcyjnych, prototypów. |
| Stal nierdzewna 304 | Doskonała odporność na korozję, dobra do zastosowań spożywczych i medycznych. Trudniejsze w obróbce. |
| PEEK | Wysoka temperatura i odporność chemiczna. Stosowany w przemyśle lotniczym, implantach medycznych. Drogie. |
| Mosiądz C360 | Standard obróbki skrawaniem. Idealny do armatury, zaworów i komponentów elektrycznych. |
Jasno definiując materiał, tolerancje i wykończenie powierzchni na rysunkach i zapytaniach ofertowych, umożliwiasz partnerowi produkcyjnemu dostarczanie części, które działają nie tylko na papierze, ale także w świecie rzeczywistym.

Osiągnięcie najwyższej jakości części do tokarek CNC zależy od opanowania wzajemnego oddziaływania między tolerancjami wymiarowymi, wykończeniem powierzchni i wyborem materiału. Czynniki te nie są niezależne; są ze sobą ściśle powiązane, a jasna specyfikacja wszystkich trzech jest niezbędna do zapewnienia niezawodnego działania komponentu w jego ostatecznym zastosowaniu.
Jakie są kluczowe kryteria wyboru niezawodnego partnera w zakresie obróbki CNC?
Czy kiedykolwiek miałeś do czynienia z opóźnieniami w produkcji, ponieważ dostawca nie był w stanie obsłużyć Twojego wolumenu lub otrzymał części, które nie przeszły kontroli? Problemy te często wynikają z niekompletnego procesu oceny przed złożeniem pierwszego zamówienia.
Aby prawidłowo ocenić dostawcę obróbki tokarskiej CNC, należy ocenić cztery podstawowe obszary: jego certyfikaty jakości, dogłębne procesy kontroli, rzeczywiste zdolności produkcyjne i standardy komunikacji. Filary te decydują o niezawodności, spójności jakości i terminowości dostaw.

Aby uniknąć partnerstwa, które prowadzi do kosztownych błędów i opóźnień, potrzebne jest systematyczne podejście do weryfikacji potencjalnych dostawców. Nie chodzi tylko o to, co obiecują na swojej stronie internetowej; chodzi o weryfikację ich możliwości poprzez namacalne dowody. Właściwy partner staje się rozszerzeniem twojego zespołu, podczas gdy niewłaściwy staje się ciągłym źródłem problemów.
Weryfikacja certyfikatów systemu jakości
Certyfikaty to coś więcej niż tylko odznaki na stronie internetowej; są one dowodem zaangażowania w znormalizowane, powtarzalne procesy. Dostawca bez nich może nadal produkować dobre części, ale nie ma gwarancji spójności.
- ISO 9001: Jest to podstawowy certyfikat zarządzania jakością. Zapewnia on, że dostawca ma udokumentowane procesy dotyczące wszystkiego, od wyceny po wysyłkę. Jest to minimalny wymóg dla każdego poważnego partnera produkcyjnego. W PTSMAKE nasz system ISO 9001 jest podstawą każdego projektu, zapewniając, że każdy krok jest identyfikowalny i kontrolowany.
- Certyfikaty branżowe: Jeśli działasz w branży podlegającej ścisłym regulacjom, poszukaj specjalistycznych certyfikatów. Na przykład AS9100 ma kluczowe znaczenie dla przemysłu lotniczego, podczas gdy IATF 16949 jest standardem dla branży motoryzacyjnej. Wskazują one, że dostawca rozumie rygorystyczne wymagania i wymagania dotyczące identyfikowalności w danym sektorze.
Przeanalizuj proces kontroli jakości
Możliwości kontrolne dostawcy są bezpośrednim wskaźnikiem jakości, jaką otrzymasz. Musisz zrozumieć nie tylko jeśli sprawdzają części, ale jak oraz kiedy. Poproś potencjalnych dostawców o kopię ich podręcznika jakości.
Kontrola w trakcie procesu a kontrola końcowa
Niezawodny dostawca wykonuje obie te czynności. Kontrola jakości w trakcie procesu (IPQC) wychwytuje odchylenia podczas procesu obróbki tokarskiej cnc, zapobiegając złomowaniu całej partii. Kontrola końcowa jest ostatnim etapem, ale nie powinna być jedynym. Poleganie wyłącznie na kontroli końcowej jest ryzykowne i nieefektywne. Przeprowadzamy również Kontrola pierwszego artykułu (FAI)3 aby potwierdzić, że nasza konfiguracja produkcyjna spełnia wszystkie specyfikacje przed rozpoczęciem masowej produkcji.
Sprzęt kontrolny i raportowanie
Odpowiednie narzędzia są niezbędne do weryfikacji wąskich tolerancji. Lista wyposażenia dostawcy powinna być dostosowana do złożoności części.
| Narzędzie inspekcyjne | Najlepsze dla | Co ci to mówi? |
|---|---|---|
| Suwmiarki/mikrometry | Podstawowe wymiary | Mierzy długość, szerokość, średnicę. Dobry do ogólnych tolerancji. |
| CMM | Złożone geometrie | Zapewnia bardzo dokładne pomiary 3D złożonych powierzchni i elementów. |
| Komparator optyczny | Profile 2D | Wyświetla powiększoną sylwetkę części w celu sprawdzenia profili i konturów. |
| Wskaźniki (Go/No-Go) | Powtarzające się funkcje | Szybko sprawdza, czy element taki jak otwór lub gwint mieści się w zakresie tolerancji. |
Zawsze pytaj o przykładowe raporty z inspekcji. Szczegółowy raport świadczy o skrupulatnym podejściu do jakości.
Poza papierkową robotą i maszynami, kluczowy jest element ludzki. Sposób, w jaki dostawca zarządza swoimi zasobami, komunikuje się z klientami i planuje sytuacje awaryjne, ujawnia jego prawdziwą siłę jako partnera. Czynniki te są często pomijane podczas wstępnych ocen, ale mają kluczowe znaczenie dla udanej długoterminowej relacji.
Oceń realistyczne zdolności produkcyjne
Wydajność dostawcy to nie tylko liczba posiadanych tokarek CNC. Prawdziwa wydajność to połączenie maszyn, wykwalifikowanej siły roboczej i wydajnego zarządzania przepływem pracy.
Maszyny i technologia
Poproś o szczegółową listę sprzętu. Czy ich maszyny są nowe czy stare? Czy mają tokarki wieloosiowe, które mogą wykonywać złożone części w jednej konfiguracji? Nowoczesny sprzęt, taki jak wieloosiowe maszyny CNC, których używamy w PTSMAKE, skraca czas cyklu i poprawia dokładność. Zapytaj również o harmonogram konserwacji. Dobrze utrzymana maszyna to niezawodna maszyna.
Siła robocza i planowanie
Sklep pełen zaawansowanych maszyn jest bezużyteczny bez wykwalifikowanych operatorów i programistów do ich obsługi. Zapytaj o poziom doświadczenia ich zespołu i czy pracują na kilka zmian. Dostawca pracujący na dwie lub trzy zmiany ma znacznie większą wydajność i elastyczność niż dostawca pracujący na jedną zmianę. W naszych poprzednich projektach stwierdziliśmy, że solidny system planowania produkcji jest kluczem do zapewnienia klientom dokładnych czasów realizacji i uwzględnienia pilnych potrzeb bez zakłócania istniejących zamówień.
Ocena standardów komunikacji i responsywności
Słaba komunikacja może wykoleić projekt szybciej niż awaria maszyny. Dostawca powinien być proaktywny, przejrzysty i łatwo dostępny.
| Aspekt komunikacji | Zielona flaga (dobry dostawca) | Czerwona flaga (słaby dostawca) |
|---|---|---|
| Czas reakcji | Odpowiada na wiadomości e-mail/telefony w ciągu 24 godzin. | Odpowiedź zajmuje kilka dni; odpowiedzi są niejasne. |
| Informacje techniczne | Proaktywnie sugeruje ulepszenia w zakresie projektowania pod kątem możliwości produkcyjnych (DFM). | Akceptuje każdy projekt bez informacji zwrotnej, co prowadzi do późniejszych problemów produkcyjnych. |
| Rozwiązywanie problemów | Natychmiast informuje o wszelkich problemach i przedstawia rozwiązania. | Ukrywa problemy do momentu przekroczenia terminu. |
| Aktualizacje projektu | Zapewnia regularne, niezamówione aktualizacje statusu projektu. | Nieustannie trzeba ich ścigać w poszukiwaniu informacji. |
Ustanowienie jednego punktu kontaktowego. Posiadanie dedykowanego kierownika projektu, który rozumie twoje wymagania, gwarantuje, że nic nie zostanie utracone w tłumaczeniu. Jest to standardowa praktyka w PTSMAKE, aby zapewnić jasność i odpowiedzialność dla wszystkich naszych klientów.
Ocena dostawcy tokarek CNC wymaga metodycznego przeglądu jego certyfikatów, procesów kontroli, rzeczywistej zdolności produkcyjnej i protokołów komunikacyjnych. Te cztery filary mają zasadnicze znaczenie dla zapewnienia współpracy z niezawodnym producentem, który może dostarczać wysokiej jakości części na czas, za każdym razem.
Wskazówki projektowe dotyczące ekonomicznej produkcji tokarek CNC.
Czy zdarzyło Ci się kiedyś przesłać część do wyceny i być zszokowanym kosztami, mimo że projekt wydawał się prosty? Geometria i zdefiniowane cechy są często ukrytymi czynnikami stojącymi za wysokimi kosztami produkcji.
Aby osiągnąć opłacalną produkcję tokarek CNC, projektanci muszą zoptymalizować geometrię części w oparciu o zasady DFM (Design for Manufacturability). Wiąże się to z uproszczeniem cech, unikaniem cienkich ścianek, standaryzacją elementów takich jak promienie i określaniem tolerancji tylko tak wąskich, jak jest to konieczne ze względów funkcjonalnych, aby skrócić czas pracy maszyny i obniżyć koszty narzędzi.

Zastosowanie DFM do części tokarek
Design for Manufacturability (DFM) to nie tylko modne hasło; to praktyczne podejście do projektowania części, które są łatwiejsze, a tym samym tańsze w produkcji. W przypadku obróbki tokarskiej CNC, gdzie przedmiot obrabiany obraca się względem narzędzia skrawającego, każdy wybór projektowy ma wpływ na czas cyklu i wymagania dotyczące narzędzi. Celem jest wydajne usuwanie materiału. Zbyt złożone projekty są sprzeczne z tą podstawową zasadą. Z mojego doświadczenia we współpracy z klientami PTSMAKE wynika, że najprostsze projekty są często najbardziej eleganckimi i opłacalnymi rozwiązaniami.
Upraszczanie geometrii części
Im bardziej złożony profil części, tym więcej czasu wymaga obróbka. Wiele średnic, stożków i konturów wymaga większej liczby ruchów narzędzia i potencjalnie większej liczby zmian narzędzia. Każda zmiana narzędzia dodaje do procesu czas bez cięcia, zwiększając całkowity koszt. Przed sfinalizowaniem projektu należy zadać sobie pytanie, czy każda cecha jest niezbędna dla funkcji części. Czy można połączyć dwie różne średnice w jedną? Czy ta skomplikowana krzywa jest naprawdę konieczna, czy może wystarczy zwykła faza lub promień? Uproszczenie ogólnego profilu jest najbardziej bezpośrednim sposobem na skrócenie czasu spędzanego przez część na maszynie.
Projektowanie dla standardowych narzędzi
Tokarki CNC wykorzystują szereg standardowych narzędzi skrawających. Projektowanie elementów, które można utworzyć za pomocą tych gotowych narzędzi, pozwala znacznie obniżyć koszty. Często spotykanym problemem są niestandardowe promienie narożników wewnętrznych. Jeśli określono promień wewnętrzny 0,2 mm, ale standardowe narzędzie wytwarza promień 0,5 mm, potrzebne będzie specjalne, mniejsze narzędzie. To nie tylko zwiększa koszt samego narzędzia, ale także zwiększa ryzyko jego złamania i wymaga wolniejszych prędkości skrawania.
| Typ funkcji | Efektywne kosztowo podejście | Podejście oparte na wysokich kosztach |
|---|---|---|
| Promienie narożników wewnętrznych | Stosować standardowe promienie końcówki narzędzia (np. 0,4 mm, 0,8 mm). | Określ niestandardowy lub ostry narożnik wewnętrzny. |
| Rowki | Zaprojektuj rowki pasujące do standardowych szerokości narzędzi do rowkowania. | Wymagają rowków o niestandardowej szerokości lub złożonych profili. |
| Nici | Określ standardowe gwinty (np. UNC, UNF, metryczne). | Projektowanie niestandardowych profili gwintów. |
Optymalizacja dla uchwytów roboczych
Sposób mocowania części w uchwycie tokarki lub tulei zaciskowej ma kluczowe znaczenie. Konstrukcja musi zapewniać stabilną, bezpieczną powierzchnię do mocowania, która nie będzie deformować części. Jeśli jedyne dostępne powierzchnie mocujące są cienkościenne lub mają wykończoną, krytyczną średnicę, znacznie komplikuje to proces. Może to prowadzić do konieczności zastosowania niestandardowych uchwytów lub drugiej operacji, co wiąże się ze znacznymi kosztami. Słabe mocowanie może również powodować wibracje i problemy z koncentrycznością, prowadząc do takich czynników jak bicie4 co może spowodować złomowanie całej partii części.
Krytyczna rola tolerancji i właściwości
Podczas gdy geometria stanowi podstawę, specyfika tolerancji i cech jest miejscem, w którym koszty mogą szybko wzrosnąć. Wielu inżynierów, zwłaszcza tych nowych w branży produkcyjnej, ma tendencję do nadmiernego tolerowania części z ostrożności. Jednak każda zawężona tolerancja dodaje warstwę złożoności i kosztów do procesu obróbki tokarskiej cnc, często nie zapewniając żadnych realnych korzyści funkcjonalnych. Jest to równowaga między zapewnieniem wydajności a utrzymaniem rozsądnego budżetu.
Strategiczne określanie tolerancji
Blok tolerancji na rysunku jest jednym z najczęstszych błędów, które zawyżają koszty produkcji. Nie wszystkie elementy części wymagają takiego samego poziomu precyzji. Powierzchnie współpracujące, otwory łożyskowe i kołki ustalające wymagają wąskich tolerancji, ale powierzchnie niekrytyczne już nie. Zastosowanie wąskiej tolerancji ±0,01 mm do powierzchni, która nie ma funkcjonalnego interfejsu, może podwoić lub potroić koszt tego elementu. Zmusza to operatora do stosowania mniejszych prędkości skrawania, wykonywania większej liczby przejść wykańczających i częstszych kontroli w trakcie procesu.
| Poziom tolerancji | Względny wpływ na koszty | Typowe zastosowanie |
|---|---|---|
| Standard (np. ±0,1 mm) | 1x (linia bazowa) | Powierzchnie niekrytyczne, wymiary ogólne. |
| Szczelność (np. ±0,025 mm) | 2x - 4x | Części współpracujące, interfejsy wciskane. |
| Bardzo wąskie (np. <±0,01 mm) | 5x - 10x+ | Łożyska o wysokiej precyzji, krytyczne ustawienia. |
Unikaj niepotrzebnie głębokich i małych otworów
Głębokie otwory, zwłaszcza te o małej średnicy (wysoki stosunek głębokości do średnicy), stanowią wyzwanie dla każdego procesu obróbki. Na tokarce wymaga to specjalnych cykli wiercenia, aby usunąć wióry i zapobiec złamaniu narzędzia. Im głębszy otwór, tym wolniejszy proces i większe ryzyko. Przed określeniem głębokiego otworu o małej średnicy należy rozważyć, czy głębokość jest rzeczywiście konieczna, czy też można zwiększyć średnicę otworu.
Ponowna ocena złożonych funkcji, takich jak podcięcia
Podcięcia i wewnętrzne rowki wypukłe wymagają specjalnego oprzyrządowania, takiego jak rowki lub wytaczadła o określonej geometrii. Narzędzia te są często bardziej delikatne i wymagają wolniejszej, ostrożniejszej pracy niż standardowe narzędzia tokarskie. Choć czasami jest to nieuniknione, zawsze warto zadać sobie pytanie, czy podcięcie jest niezbędne. Czy zamiast tego można zmodyfikować część współpracującą za pomocą fazowania, aby zapewnić niezbędny prześwit? W poprzednich projektach w PTSMAKE pomogliśmy klientom przeprojektować współpracujące komponenty, aby wyeliminować potrzebę kosztownych podcięć, oszczędzając im znaczny procent kosztów produkcji. Takie podejście oparte na współpracy na wczesnym etapie projektowania jest kluczem do odblokowania oszczędności.

Aby obróbka tokarska cnc była opłacalna, należy skupić się na zasadach DFM. Uprość geometrię części, używaj standardowych narzędzi i projektuj pod kątem bezpiecznego mocowania. Należy strategicznie podchodzić do tolerancji, stosując je tylko tam, gdzie jest to konieczne ze względów funkcjonalnych i krytycznie oceniać złożone elementy, takie jak głębokie otwory i podcięcia, aby zminimalizować czas i koszty obróbki.
Zarządzanie czasem realizacji i ryzykiem związanym z dostawą?
Czy kiedykolwiek zdarzyło Ci się, że krytyczny projekt został przerwany przez nieoczekiwane opóźnienie? Zwykły brak materiału lub luka komunikacyjna mogą spowodować chaos w całym harmonogramie produkcji, kosztując czas i pieniądze.
Aby skutecznie zarządzać czasem realizacji zamówień w tokarkach CNC, należy przyjąć proaktywną strategię. Wiąże się to z ustaleniem krystalicznie czystych harmonogramów projektów, utrzymywaniem stałej komunikacji z dostawcą i opracowywaniem solidnych planów awaryjnych na wypadek potencjalnych zakłóceń. Takie podejście jest najlepszą obroną przed kosztownymi opóźnieniami.

Dekonstrukcja typowych opóźnień w produkcji
Zrozumienie dlaczego to pierwszy krok do zapobiegania opóźnieniom. W tokarkach CNC zakłócenia rzadko pojawiają się znikąd. Często są one wynikiem podstawowych problemów, które można przewidzieć i którymi można zarządzać. Przeoczenie tych czynników może zmienić prosty projekt w logistyczny koszmar. Chodzi o spojrzenie poza ostateczną datę dostawy i zbadanie całego łańcucha produkcyjnego pod kątem potencjalnych słabych punktów.
Puzzle dotyczące zamówień materiałów
Jedną z najczęstszych przyczyn opóźnień jest dostępność materiałów. Nie chodzi tylko o to, czy materiał jest dostępny w magazynie, ale także o jego jakość, certyfikację i dostępność.
Zapewnienie spójnej komunikacji i przejrzystości projektu.
Czy kiedykolwiek widziałeś projekt, który został wykolejony przez zwykły błąd w komunikacji? Niejasna specyfikacja lub nieodebrany e-mail mogą szybko przerodzić się w kosztowne opóźnienia i frustrujące przeróbki, zagrażając całemu harmonogramowi.
Spójną komunikację osiąga się poprzez ustanowienie jasnych protokołów, korzystanie ze scentralizowanych platform do aktualizacji, przeprowadzanie regularnych odpraw i zapewnianie dostępu do projektu w czasie rzeczywistym. Takie proaktywne podejście minimalizuje nieporozumienia i zapewnia zgodność wszystkich zainteresowanych stron od zaopatrzenia po produkcję, zwłaszcza w przypadku złożonych projektów obróbki tokarek CNC.

Skuteczna komunikacja to coś więcej niż tylko wysyłanie e-maili; chodzi o stworzenie systemu, który zapobiega problemom, zanim się one pojawią. Z mojego doświadczenia wynika, że najbardziej udane projekty opierają się na jasnym, udokumentowanym i spójnym dialogu. Bez tego poruszasz się po procesie produkcyjnym z opaską na oczach.
Proaktywne strategie zapobiegające awariom komunikacji
Najlepszym sposobem na rozwiązanie problemu jest zapobieganie jego wystąpieniu. Zamiast czekać, aż nieporozumienie spowoduje opóźnienie, wdrażamy systemy zaprojektowane w celu zapewnienia jasności od pierwszego dnia. Jest to szczególnie istotne, gdy mamy do czynienia z precyzyjnymi wymaganiami obróbki tokarskiej CNC. Proaktywne podejście zamienia potencjalne kryzysy w proste wyjaśnienia.
Ustanowienie matrycy eskalacji komunikacji
Jednym z najskuteczniejszych narzędzi, których używamy w PTSMAKE, jest matryca eskalacji komunikacji. Jest to prosty, ale skuteczny dokument uzgodniony podczas rozpoczęcia projektu. Jasno określa, z kim należy się kontaktować w konkretnych sprawach i jaki jest oczekiwany czas reakcji. Eliminuje to niejasności i zapobiega zagubieniu wiadomości. Na przykład, drobne pytanie dotyczące wykończenia materiału może trafić do kierownika projektu, podczas gdy alert o krytycznej wadzie projektowej jest natychmiast eskalowany do głównego inżyniera. Taka struktura zapobiega rozwojowi drobnych problemów.
Rola pojedynczego punktu kontaktowego (SPOC)
Aby jeszcze bardziej usprawnić komunikację, niezbędne jest przypisanie pojedynczego punktu kontaktowego (SPOC) zarówno po stronie klienta, jak i dostawcy. Osoba ta działa jako centralne centrum wszystkich informacji związanych z projektem. Dla naszych klientów posiadanie jednego dedykowanego kierownika projektu w PTSMAKE oznacza, że zawsze wiedzą, do kogo zadzwonić. Nie muszą ścigać różnych osób z działu inżynierii, jakości czy logistyki. Ten model znacznie zmniejsza ryzyko Asymetria informacji5Zapewnienie, że obie strony pracują z tymi samymi danymi i oczekiwaniami.
Dobrze zdefiniowany plan komunikacji powinien wyglądać mniej więcej tak:
| Istotność problemu | Pierwszy punkt kontaktowy | Ramy czasowe odpowiedzi | Kontakt w sprawie eskalacji |
|---|---|---|---|
| Niski | Kierownik projektu (SPOC) | W ciągu 24 godzin | NIE DOTYCZY |
| Średni | Kierownik projektu (SPOC) | W ciągu 8 godzin | Główny inżynier |
| Wysoki | Kierownik projektu (SPOC) | W ciągu 1 godziny | Kierownik działu |
| Krytyczny | Bezpośrednie połączenie z SPOC | Natychmiast | Wiceprezes ds. operacyjnych |
Takie ustrukturyzowane podejście gwarantuje, że nic nie umknie uwadze, od prostego zapytania po sytuację awaryjną wstrzymującą produkcję.

Poza proaktywnymi planami, narzędzia używane do codziennej komunikacji i śledzenia odgrywają ogromną rolę w utrzymaniu przejrzystości projektu. Poleganie na przestarzałych metodach w szybko zmieniającym się środowisku produkcyjnym jest receptą na porażkę. Nowoczesne projekty wymagają nowoczesnych rozwiązań, które zapewniają natychmiastową przejrzystość i jedno źródło prawdy.
Wykorzystanie technologii do zapewnienia przejrzystości projektu w czasie rzeczywistym
Technologia zmieniła sposób zarządzania projektami. Dawno minęły czasy niekończących się łańcuchów e-maili i niepewności co do statusu projektu. Dziś możemy zapewnić klientom przejrzysty wgląd w cykl życia projektu w czasie rzeczywistym, od zakupu surowców po końcową kontrolę części obrabianych CNC.
Od łańcuchów e-maili do scentralizowanych pulpitów nawigacyjnych projektów
Poczta elektroniczna to fatalne narzędzie do zarządzania projektami. Ważne pliki zostają zakopane, informacje zwrotne stają się fragmentaryczne, a śledzenie najnowszej wersji dokumentu jest prawie niemożliwe. W naszych poprzednich projektach z klientami odkryliśmy, że przeniesienie całej komunikacji i dokumentacji do scentralizowanego pulpitu nawigacyjnego projektu zmienia zasady gry. Platformy te pozwalają każdemu zobaczyć najnowsze pliki CAD, przejrzeć harmonogram produkcji, sprawdzić raporty jakości i zadawać pytania w jednym zorganizowanym miejscu. Taka przejrzystość buduje ogromne zaufanie.
Kontrola dokumentów i zarządzanie wersjami
Dla każdego obróbka tokarska cnc precyzyjne specyfikacje są najważniejsze. Projekt może zostać całkowicie wykolejony, jeśli hala produkcyjna pracuje na podstawie nieaktualnego rysunku. Właściwa kontrola dokumentów nie podlega negocjacjom. Dobry dostawca będzie posiadał solidny system zarządzania rewizjami. W PTSMAKE nasz system zapewnia, że tylko najnowsza, zatwierdzona wersja dowolnego dokumentu jest dostępna do produkcji. Gdy klient przesyła poprawkę, stara wersja jest automatycznie archiwizowana, a nowa jest oznaczana do przeglądu, zapewniając, że nasi mechanicy zawsze pracują z poprawnymi specyfikacjami. Ta prosta kontrola zapobiega kosztownym błędom i marnotrawstwu materiałów.
Oto szybkie porównanie starych i nowych metod:
| Cecha | Metoda tradycyjna (e-mail/telefon) | Nowoczesna metoda (pulpit nawigacyjny projektu) |
|---|---|---|
| Aktualizacje statusu | Reaktywny; wymaga kontaktu telefonicznego/mailowego | Proaktywność; dostęp w czasie rzeczywistym, 24/7 |
| Udostępnianie dokumentów | Zamieszanie związane z wersją załącznika | Scentralizowany; jedno źródło prawdy |
| Śledzenie problemów | Zagubiony w wątkach e-mail | Zorganizowane bilety z jasno określonym właścicielem |
| Proces zatwierdzania | Powolny, trudny do śledzenia | Usprawnione dzięki podpisom cyfrowym |
Wdrażanie nowoczesnych narzędzi nie polega na dodawaniu złożoności; chodzi o stworzenie prostoty i przejrzystości dla wszystkich zaangażowanych stron.
Udane projekty obróbki skrawaniem na tokarkach CNC zależą od jasnej, spójnej komunikacji. Stosując proaktywne strategie, takie jak matryce eskalacji i wykorzystując nowoczesne pulpity nawigacyjne projektów w celu zapewnienia przejrzystości w czasie rzeczywistym, można wyeliminować nieporozumienia, zapewnić dokładność techniczną i zbudować silne, oparte na zaufaniu partnerstwo z producentem.
Integracja obróbki tokarskiej CNC z globalnymi łańcuchami dostaw?
Czujesz się przytłoczony wyzwaniami logistycznymi, celnymi i kontroli jakości związanymi z globalnym zaopatrzeniem w części CNC? Martwisz się, jak te zawiłości wpłyną na harmonogram i budżet produkcji?
Pomyślna integracja obróbki tokarskiej CNC z globalnymi łańcuchami dostaw wymaga strategicznego partnerstwa. Wiąże się to z wyborem dostawcy ze sprawdzoną wiedzą logistyczną, przejrzystymi procedurami celnymi i rygorystycznym systemem zapewnienia jakości, aby zapewnić płynną dostawę i spójność części.

Integracja zagranicznego dostawcy z istniejącym łańcuchem dostaw może wydawać się zniechęcająca, ale nie musi być źródłem ciągłego stresu. Kluczem jest podzielenie procesu na możliwe do zarządzania elementy: logistykę, cła i jakość. Kiedy współpracujesz z producentem, który dogłębnie rozumie te obszary, integracja staje się strategiczną przewagą, a nie logistycznym koszmarem.
Poruszanie się po labiryncie logistycznym
Fizyczny transport części z hali produkcyjnej na linię montażową to pierwsza poważna przeszkoda. Wybór między transportem lotniczym a morskim to fundamentalna decyzja, która wpływa zarówno na koszty, jak i szybkość. Z naszego doświadczenia w PTSMAKE wynika, że prowadzimy klientów przez ten wybór w oparciu o ich konkretne potrzeby projektowe - pilność kontra budżet.
| Metoda wysyłki | Typowy czas tranzytu | Współczynnik kosztów | Najlepsze dla |
|---|---|---|---|
| Fracht lotniczy | 3-7 dni | Wysoki | Pilne prototypy, wrażliwe na czas serie produkcyjne |
| Fracht morski | 25-40 dni | Niski | Produkcja wielkoseryjna, niepilne uzupełnianie zapasów |
Oprócz metody wysyłki, kluczowe znaczenie ma zrozumienie warunków handlowych. Warunki te określają, kto jest odpowiedzialny za przesyłkę na każdym etapie jej podróży. Jasne umowy dotyczące Incoterms6 takie jak FOB (Free On Board) lub DDP (Delivered Duty Paid) zapobiegają nieporozumieniom i nieoczekiwanym kosztom. Wiarygodny partner będzie przejrzysty w zakresie tych warunków i pomoże Ci wybrać ten, który najlepiej pasuje do Twojej strategii zakupowej, eliminując zgadywanie z międzynarodowej wysyłki.
Demistyfikacja ceł i taryf
Odprawa celna może być istotnym wąskim gardłem, jeśli nie jest obsługiwana prawidłowo. Opóźnienia w tym zakresie mogą zakłócić nawet najbardziej starannie zaplanowane harmonogramy produkcji. Podstawą sprawnego procesu odprawy celnej jest dokładna i kompletna dokumentacja. Obejmuje ona fakturę handlową, szczegółową listę pakowania, a czasem także świadectwo pochodzenia.
Częstym punktem awarii jest nieprawidłowa klasyfikacja towarów przy użyciu kodów Systemu Zharmonizowanego (HS). Nieprawidłowy kod może prowadzić do zatrzymań celnych, inspekcji, a nawet kar finansowych. Doświadczony zagraniczny dostawca specjalizujący się w obróbka tokarska cnc będziemy mieć dedykowany zespół, który rozumie specyficzne kody HS dla części obrabianych maszynowo, zapewniając, że wszystkie dokumenty zostaną złożone poprawnie za pierwszym razem. To proaktywne podejście minimalizuje złożoność dla Ciebie, kierownika ds. zaopatrzenia, pozwalając Ci skupić się na swoich podstawowych obowiązkach, zamiast ścigać brokerów celnych.

Po zaplanowaniu logistyki i odprawy celnej, uwaga skupia się na najbardziej krytycznym elemencie: zapewnieniu, że otrzymane części są dokładnie tym, co zamówiłeś. Zapewnienie jakości i komunikacja to filary, które wspierają udane relacje produkcyjne na odległość.
Utrzymanie jakości na różnych kontynentach
Zaufanie do jakości nie może być pozostawione przypadkowi. Gdy zaopatrujesz się u zagranicznego partnera, potrzebujesz weryfikowalnego systemu, który gwarantuje spójność. Szukaj dostawców z solidnym systemem zarządzania jakością (QMS), często potwierdzonym certyfikatami, takimi jak ISO 9001. To nie tylko kawałek papieru; to dowód zaangażowania w znormalizowane procesy, które zapewniają powtarzalne wyniki.
W PTSMAKE zapewniamy kompleksowe raporty z inspekcji na każdym kluczowym etapie.
- Kontrola pierwszego artykułu (FAI): Potwierdza zgodność pierwszej części z linii produkcyjnej ze wszystkimi specyfikacjami przed rozpoczęciem masowej produkcji.
- Kontrola jakości w trakcie procesu (IPQC): Regularne kontrole podczas obróbka tokarska cnc proces wczesnego wychwytywania wszelkich odchyleń.
- Końcowa kontrola jakości (FQC): Końcowa, dokładna kontrola całej partii przed jej zapakowaniem do wysyłki.
Ten wielowarstwowy proces kontroli, w połączeniu z pełną identyfikowalnością materiałów, zapewnia przejrzystość niezbędną do budowania zaufania. Otrzymujesz udokumentowany dowód, że Twoje części są zgodne ze specyfikacją, co daje Ci pewność, że możesz je zintegrować bezpośrednio z linią montażową bez kosztownych kontroli przychodzących po Twojej stronie.
Filar integracji: Proaktywna komunikacja
Słaba komunikacja jest jedną z największych bolączek globalnego sourcingu. Oczekiwanie dniami na odpowiedź na proste pytanie jest niedopuszczalne, gdy terminy produkcji są zagrożone. Skuteczna integracja zależy od jasnej, spójnej i proaktywnej komunikacji.
Idealny partner produkcyjny przydziela dedykowanego kierownika projektu lub inżyniera jako pojedynczy punkt kontaktowy. Osoba ta powinna biegle posługiwać się językiem klienta i być dostępna w godzinach jego pracy. W poprzednich projektach z naszymi klientami odkryliśmy, że prosty system cotygodniowych raportów o postępach, wraz ze zdjęciami i aktualizacjami produkcji, może wyeliminować prawie wszystkie tarcia komunikacyjne. Nowoczesne narzędzia, takie jak bezpieczne portale dla klientów i wideokonferencje, ułatwiają pozostawanie w kontakcie, przeglądanie postępów i podejmowanie decyzji w czasie rzeczywistym. Ten poziom przejrzystości sprawia, że praca z dostawcą oddalonym o tysiące kilometrów jest równie płynna, jak praca z dostawcą znajdującym się tuż obok.

Integracja globalnych usług obróbki tokarek CNC jest osiągalna dzięki odpowiedniej strategii. Skupiając się na partnerze, który wyróżnia się logistyką, odprawą celną, solidnym zapewnieniem jakości i proaktywną komunikacją, można uprościć złożoność i przekształcić globalne zaopatrzenie w potężną przewagę konkurencyjną dla łańcucha dostaw.
Przyszłe trendy w obróbce skrawaniem CNC dla nabywców przemysłowych.
Czy starasz się przewidzieć, jak najnowsze technologie produkcyjne wpłyną na Twój łańcuch dostaw i jakość produktów? Czy obawiasz się pozostania w tyle?
Przyszłość obróbki tokarskiej CNC jest kształtowana przez automatyzację, monitorowanie jakości w czasie rzeczywistym i integrację cyfrowego bliźniaka. Dla nabywców przemysłowych trendy te oznaczają wyższą wydajność, lepszą identyfikowalność i większy potencjał innowacji w produkcji części.

Krajobraz produkcji jest w ciągłym ruchu, a obróbka tokarska CNC znajduje się w czołówce tej ewolucji. Jako nabywca przemysłowy, zrozumienie tych zmian ma kluczowe znaczenie dla utrzymania przewagi konkurencyjnej. Nie chodzi tylko o wytwarzanie części; chodzi o to, aby były one wytwarzane inteligentniej, szybciej i z większą przejrzystością niż kiedykolwiek wcześniej. Dwa z najbardziej wpływowych obecnie trendów to automatyzacja i monitorowanie jakości w czasie rzeczywistym.
Dążenie do pełnej automatyzacji
Automatyzacja toczenia CNC wykracza poza proste podajniki prętów. Obserwujemy gwałtowny wzrost popularności zaawansowanych systemów zrobotyzowanych.
Robotyzacja i obsługa materiałów
Ramiona robotyczne, które ładują surowe kęsy i rozładowują gotowe części, stają się powszechnym widokiem. W projektach, którymi zajmujemy się w PTSMAKE, integracja robotyki może wydłużyć czas pracy maszyny o ponad 30%, ponieważ maszyna może pracować w sposób ciągły, nawet podczas przerw lub w nocy. Prowadzi to do bardziej przewidywalnych czasów realizacji i stabilnych kosztów dla naszych klientów. Eliminuje również zmienność, która może wynikać z ręcznego załadunku, zapewniając, że każda część jest osadzona w uchwycie z idealną spójnością.
Wycena i korekta w toku
Nowoczesne tokarki CNC mogą być wyposażone w systemy pomiarowe, które mierzą część podczas gdy jest nadal w maszynie. Jeśli wymiar odbiega od specyfikacji, sterownik maszyny może automatycznie dostosować przesunięcia narzędzia, aby skorygować go w następnej części. To proaktywne podejście do kontroli jakości zmienia zasady gry. Znacząco redukuje liczbę braków i potrzebę przeprowadzania szeroko zakrojonej kontroli poprodukcyjnej, co bezpośrednio przekłada się na oszczędność kosztów i szybszą dostawę. Ta integracja maszyn i sieci danych stanowi podstawę nowoczesnych inteligentnych fabryk, często określanych jako systemy cyberfizyczne7.
| Cecha | Obróbka tradycyjna | Zautomatyzowana obróbka |
|---|---|---|
| Czas sprawności maszyny | W zależności od dostępności operatora | Możliwość pracy do 24/7 |
| Ładowanie części | Podręcznik, możliwość niespójności | Robotyczny, wysoce spójny |
| Kontrola jakości | Kontrola po zakończeniu procesu | Korekty w toku, w czasie rzeczywistym |
| Idealny rozmiar partii | Średni lub wysoki wolumen | Wydajność zarówno przy niskim, jak i wysokim wolumenie |
Ten poziom automatyzacji zapewnia, że obróbka tokarska cnc Proces ten jest nie tylko wydajny, ale także niezwykle niezawodny, zapewniając stabilną podstawę dla łańcucha dostaw.

Poza automatyzacją i natychmiastowymi kontrolami jakości, kolejną granicą jest stworzenie kompletnej cyfrowej narracji dla każdego wyprodukowanego komponentu. W tym miejscu do gry wkraczają technologie takie jak cyfrowe bliźniaki i zaawansowana analiza danych, oferujące bezprecedensowy poziom identyfikowalności i optymalizacji procesów.
Integracja cyfrowego bliźniaka dla pełnej identyfikowalności
Koncepcja cyfrowego bliźniaka jest jednym z najbardziej ekscytujących rozwiązań w produkcji przemysłowej. To coś więcej niż tylko model 3D; to dynamiczna, wirtualna replika całego procesu obróbki.
Czym jest cyfrowy bliźniak?
Wyobraźmy sobie wirtualny pulpit nawigacyjny, który w czasie rzeczywistym odzwierciedla konkretną tokarkę CNC w naszej hali produkcyjnej. Ten cyfrowy bliźniak pokazuje nie tylko aktualny stan maszyny, ale także symuluje całą ścieżkę narzędzia, śledzi zużycie narzędzia oraz monitoruje temperatury i wibracje. Dla kupującego oznacza to, że możemy przeprowadzić wirtualną symulację przebiegu produkcji części przed wycięciem pojedynczego kawałka metalu. Pozwala nam to zidentyfikować potencjalne wyzwania, zoptymalizować czasy cykli i zagwarantować stabilność procesu od pierwszej części.
Korzyści dla nabywców przemysłowych
Zalety są oczywiste. Po pierwsze, oferuje pełną identyfikowalność. Każdy parametr z produkcji części jest rejestrowany i powiązany z konkretnym komponentem lub partią. Jeśli po latach pojawi się problem z jakością, możemy uzyskać pełną cyfrową historię. Po drugie, umożliwia konserwację predykcyjną. Cyfrowy bliźniak może przewidzieć, kiedy narzędzie ulegnie awarii lub maszyna będzie wymagać serwisu, zapobiegając nieoczekiwanym przestojom, które mogłyby opóźnić realizację zamówienia.
| Aspekt | Proces konwencjonalny | Cyfrowy proces bliźniaczy |
|---|---|---|
| Planowanie procesów | W oparciu o doświadczenie i próbne uruchomienia | Optymalizacja poprzez wirtualną symulację |
| Konserwacja | Reaktywne lub zaplanowane | Predykcyjne i oparte na warunkach |
| Identyfikowalność | Dane w formie papierowej lub fragmentaryczne | Kompletny, zintegrowany zapis cyfrowy |
| Rozwiązywanie problemów | Analiza pośmiertna | Diagnostyka w czasie rzeczywistym i dane historyczne |
W jednym z naszych wcześniejszych badań z klientem z sektora lotniczego wykorzystaliśmy symulację procesu do udoskonalenia ścieżek narzędzi dla złożonego komponentu wykonanego z twardego stopu. Ten cyfrowy warsztat pozwolił zaoszczędzić około 40 godzin prób i błędów na maszynie, dzięki czemu krytyczne części zostały szybciej wprowadzone do produkcji. Integracja tych cyfrowych narzędzi z obróbka tokarska cnc fundamentalnie zmienia relację dostawca-klient, przesuwając ją w kierunku bardziej przejrzystego i opartego na współpracy partnerstwa.

Przyszłość obróbki tokarskiej CNC definiują inteligentniejsze, bardziej połączone procesy. Automatyzacja i monitorowanie w czasie rzeczywistym zapewniają natychmiastowy wzrost wydajności i jakości, podczas gdy cyfrowe bliźniaki oferują nowy poziom identyfikowalności i mocy predykcyjnej, zapewniając bardziej niezawodne i innowacyjne partnerstwo produkcyjne dla nabywców przemysłowych.
Bezbłędna obróbka na tokarce CNC dzięki PTSMAKE
Gotowy na bezbłędne części do tokarek CNC i bezproblemowe zaopatrzenie? Nawiąż współpracę z PTSMAKE, aby sprostać najtrudniejszym wyzwaniom związanym z produkcją precyzyjną. Wyślij nam swoje zapytanie teraz - doświadcz responsywnej obsługi, terminowej dostawy i stałej jakości od prototypu do produkcji, rozpocznij swój projekt już dziś!

Dowiedz się, jak minimalizacja bicia ma kluczowe znaczenie dla wydajności i żywotności precyzyjnych komponentów. ↩
Z naszego przewodnika dowiesz się, jak te mikroskopijne szczyty i doliny na powierzchni wpływają na działanie części, tarcie i zużycie. ↩
Dowiedz się, co zawiera raport z kontroli pierwszego artykułu, aby zagwarantować, że pierwsza seria produkcyjna spełnia wszystkie specyfikacje. ↩
Dowiedz się, w jaki sposób ta krytyczna tolerancja geometryczna wpływa na dokładność obrotu i poznaj strategie projektowania, aby skutecznie ją kontrolować. ↩
Dowiedz się, jak wypełnienie tej luki w wiedzy z dostawcą prowadzi do lepszych wyników i mniejszej liczby błędów produkcyjnych. ↩
Zrozum te warunki handlowe, aby wyjaśnić obowiązki i uniknąć nieoczekiwanych kosztów w przesyłkach międzynarodowych. ↩
Dowiedz się, w jaki sposób te zintegrowane komponenty obliczeniowe i fizyczne na nowo definiują wydajność i kontrolę w nowoczesnych inteligentnych fabrykach. ↩






