

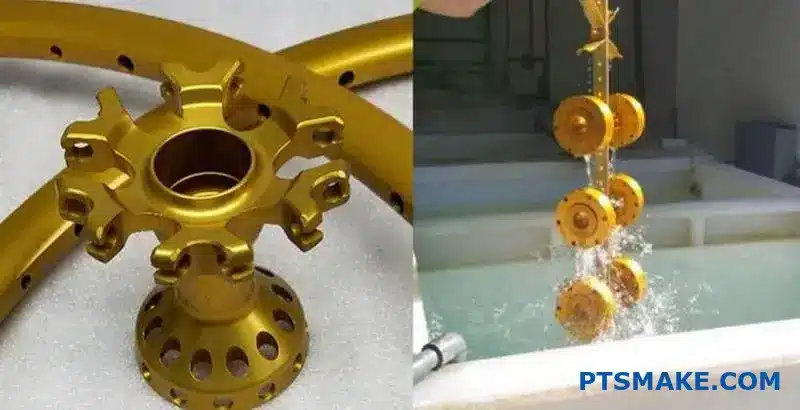
アルミニウム部品に最適な金色の陽極酸化処理を見つけることは、動く標的を追いかけるような感覚に陥りがちです。時間とリソースを費やしても、色むらやロットごとのばらつき、仕様を満たさない仕上げに直面する結果となるのです。.
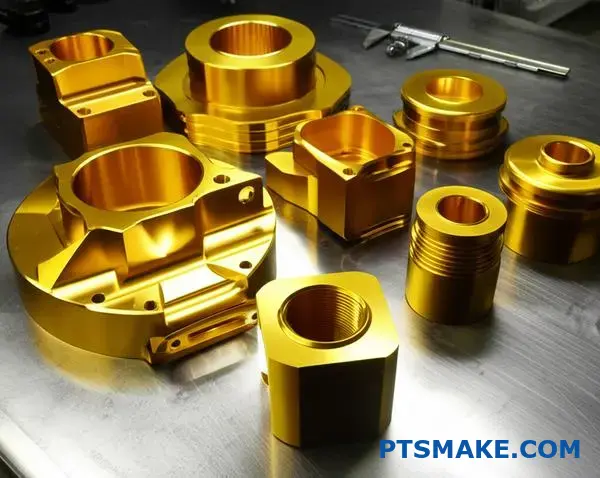
金色アルマイト処理は技術的には、アルミニウムの酸化皮膜を染色して金色の外観を模倣する着色プロセスであり、実際の金メッキではない。このプロセスでは硫酸アルマイト処理の後、有機または無機染料を塗布することで、耐久性の異なる様々な金色の色合いを実現する。.

PTSMAKEでは、まさにこれらの課題に直面したクライアント様と協業してきました。本ガイドでは、試作段階から量産に至るまで一貫した高品質な金陽極酸化皮膜を実現するために必要な技術的基礎、工程管理、品質システムを体系的に解説します。.
なぜ「ゴールド陽極酸化処理」は技術的にアルミニウムを金色に見せるための着色処理なのか?
「ゴールド陽極酸化処理」という用語はしばしば混乱を招く。多くの人々は、部品に本物の金を塗布する処理だと誤解している。.
しかし、そうではありません。これはアルミニウム用の特殊な表面処理です。美しい金色仕上げを実現するために使用しています。.
化学の問題であって、貴金属の問題ではない
このプロセスはアルミニウムの耐久性と外観を向上させます。実際の金を使用しないため、高コストを伴いません。.
簡単に比較してみよう。
| 仕上げ工程 | 本物の金を使用? | ベース素材 |
|---|---|---|
| 金陽極酸化処理 | いいえ | アルミニウム |
| 金メッキ | はい | 各種金属 |
この区別は材料選定において極めて重要である。.

陽極酸化処理の解説
では、その仕組みは?陽極酸化処理は電気化学的プロセスです。アルミニウム表面の天然酸化被膜を厚くします。これにより、硬く耐久性があり、多孔質のコーティングが形成されます。.
この制御された酸化処理が仕上げ全体の鍵となる。下地の生アルミよりもはるかに強靭だ。.
ゴールドカラーの作成
この多孔質酸化物層を形成した後、着色を行います。これは通常、二つの方法で行われます。.
1. 染色
陽極酸化処理された部品はタンクに浸漬される。このタンクには金色に溶解した有機染料が含まれている。酸化皮膜の微細孔がこの染料を吸収する。.
2. 電解着色
あるいは、金属塩が細孔内に堆積される。第二の 電解の1 この工程で処理されます。金属塩の種類と処理条件によって最終的な色が決定され、安定した金色調となる場合があります。.
最終工程は密封処理です。部品は通常、熱水処理されます。これにより毛穴が閉じ、色を永久に固定します。同時に耐食性も向上させます。PTSMAKEでは各工程を厳密に管理し、全ての部品に一貫した耐久性のある仕上げを保証します。.
| ステップ | キー・アクション | 結果 |
|---|---|---|
| 1. 陽極酸化処理 | 酸化皮膜を成長させる | 多孔質の表面を形成する |
| 2. 色 | 染料または塩類を加える | 毛穴に色を詰める |
| 3. シール | 毛穴を引き締める | 色を閉じ込め、保護を追加します |
金メッキは、実際の金を使用せずにアルミニウムに保護性の金色の仕上げを施す技術です。このプロセスでは多孔質の酸化皮膜を形成した後、着色処理を行い、部品に美観と耐久性の向上をもたらします。.
アルミニウム合金は最終的な外観においてどのような役割を果たすのか?
すべてのアルミニウム合金が同じように作られているわけではありません。特に陽極酸化処理後の外観に関しては、最終的な見た目は選択した合金に大きく依存します。.
異なるシリーズ(例:6061や7075)には固有の合金元素が含まれます。これらの元素は陽極酸化皮膜の基底色に直接影響します。この初期色は部品の染色受容性に影響を与えます。.
特定の色合いを実現するプロセスは、例えば金色の陽極酸化処理のように、ここから始まります。合金の選択が、最終的な色と均一性の基盤となります。.
| 合金シリーズ | 主要な合金元素 | 典型的な酸化膜の色 |
|---|---|---|
| 5052 | マグネシウム (Mg) | 透明で透き通った |
| 6061 | マグネシウム(Mg)、ケイ素(Si) | 薄灰色がかった |
| 7075 | 亜鉛(Zn)、銅(Cu) | 黄色がかった、濃い灰色 |

合金元素が色に及ぼす影響
アルミニウムに混ぜられる特定の金属によって、異なる結果が生まれます。キャンバスと想像してみてください。ある合金は清潔な白いキャンバスを与え、別の合金は灰色や黄色のキャンバスを与えます。.
銅の7075への影響
例えば、7075合金は銅含有量により高強度で知られています。しかしこの銅分が、本来より暗く、しばしば黄色がかったり茶色がかったりした酸化皮膜を生じさせます。明るい金色の染色を施そうとすると、この基底色が最終的な外観をくすませることがあります。その結果、より鈍く、鮮やかさに欠ける金色になることが多いのです。.
5052におけるマグネシウムの優位性
一方、マグネシウムを主成分とする5052合金は、非常に透明度の高い酸化皮膜を形成します。この特性により、鮮やかで装飾的な色調に最適な選択肢となります。透明な基材は染料の作用を妨げず、真に一貫した金色の陽極酸化仕上げを実現します。.
コーティング自体の構造も影響を受ける。一部の合金はより均一な 酸化物層の多孔性2, これは染料の均一な吸収に不可欠です。PTSMAKEでの過去のプロジェクトでは、まさにこの理由から、純粋に外観部品については5052の採用をクライアントに推奨してきました。.
| 合金 | 染料の吸収と最終的な外観 | 最適 |
|---|---|---|
| 5052 | 優れた、均一な染料の取り込み | 鮮やかで装飾的な色 |
| 6061 | 良い、多用途、わずかに灰色がかった | 汎用、機能的 |
| 7075 | 色は均一でなく、斑状またはくすんで見えることがある | 高強度部品、暗い色 |
合金選定は極めて重要な第一段階である。アルミニウムの合金元素によって決定される固有の特性は、陽極酸化皮膜の基調色と染料吸収能力に直接影響を与え、最終的な美的結果の基盤を築く。.
陽極酸化皮膜の厚さは、金色の見た目にどのように関連しているのか?
完璧な金色を実現するには、染料だけでは不十分です。陽極酸化皮膜の厚さが真の決め手となります。それが色の深みと耐久性を左右するのです。.
PTSMAKEでは、この工程を精密に管理します。お客様の求める仕上がりに最適な基盤を構築するため、主要な要素を調整します。.
主要制御要因
陽極酸化処理の時間と電流密度は極めて重要である。処理時間が長くなるか電流密度が高くなるほど、酸化皮膜は厚くなる。この制御は金陽極酸化処理において安定した結果を得るための基本である。.
| パラメータ | 厚さへの影響 |
|---|---|
| 陽極酸化処理時間 | 長い時間 = 厚い膜 |
| 電流密度 | 高密度 = 厚いフィルム |
この厚みは金染料の吸収度に直接影響します。高品質な仕上がりを実現する上で重要な工程です。.

プロセスパラメータと膜厚の関係は非常に直接的です。これは数多くのプロジェクトを通じて洗練されてきた科学です。特定の要求高さを有する構造物を構築するものと捉えてください。.
フィルムの成長制御
電気荷を操作して酸化膜の成長速度を制御します。部品に流す電荷量が膜厚を決定します。必要な量を精密に計算します。 電流密度3 この状態を達成するための陽極酸化処理時間。これにより、多孔質アルミニウム酸化物層が最適な染料吸収のために目標深さに達することが保証される。.
なぜ厚みが金の色に影響するのか
より厚い陽極酸化皮膜は、より深く多孔質な構造を有します。この物理的特性により、より多くの金染料粒子を吸収することが可能となります。その結果、より豊かで鮮やかな金色調が得られ、これはお客様がプレミアム製品に頻繁に求める外観です。.
薄いフィルムでは十分な染料を保持できません。これにより、視覚的な深みや質感に欠ける、薄く色あせた色合いが生じます。.
さらに、厚みがあり適切に密封されたフィルムは優れた耐光性を発揮します。これにより染料が紫外線による劣化から保護され、経年変化による色あせなく、黄金色が長期間にわたり鮮明に保たれます。.
| フィルム厚さ | 色深度 | 耐光性 |
|---|---|---|
| 薄い | 淡い、彩度の低い | より低い |
| 厚い | 豊かで鮮やかな | より高い |
PTSMAKEにおける過去のプロジェクトでは、特定の金染料と最終用途に応じたフィルム厚さの調整が成功の鍵であることが実証されている。.
陽極酸化処理時間と電流密度の制御は、適切な酸化膜厚を構築するために不可欠です。これは最終的な金メッキの深み、鮮やかさ、および紫外線耐性に直接影響し、部品の高品質で長持ちする外観を保証します。.
第一原理から見た高品質な金陽極酸化皮膜の定義とは何か?
高品質な金陽極酸化皮膜の定義は、単純な目視検査を超えたものです。客観的な主要業績評価指標(KPI)を用いる必要があります。これらの指標こそが、単なる良好な皮膜と卓越した皮膜を区別するものです。.
視覚的及び物理的基準
色均一性が最初の試験項目である。色調は部品表面全体で一貫している必要がある。複数部品からなるアセンブリでは、ロット間の一貫性も同様に重要である。膜厚も極めて大きな役割を果たす。.
より厚い陽極酸化皮膜は一般的に優れた保護効果を発揮します。これらの特性を精密に測定します。.
| メートル | 重要性 | 測定方法 |
|---|---|---|
| 色均一性 | 単一部品において一貫した外観を確保します。. | 分光光度計、目視検査 |
| バッチ一貫性 | 複数の構成要素を持つ製品にとって極めて重要である。. | 測色計、対照試料 |
| フィルム厚さ | 耐久性と耐食性に直接影響する。. | 渦電流式厚さ計 |
真の品質は厳格な試験によって証明される。美しい金メッキも、傷つきやすく腐食しやすいのでは無意味だ。その耐久性を定量的に評価し、想定環境下で確実に機能することを保証しなければならない。.
耐久性と耐性の定量化
耐摩耗性は重要な要素です。経年劣化を模擬するため、しばしばテーバー試験を用います。これにより表面が物理的接触にどれだけ耐えられるかがわかります。高接触部品には必須の試験です。.
耐食性は品質のもう一つの柱である。用途によっては、部品が湿気や過酷な化学薬品にさらされる可能性がある。 塩水噴霧試験4 私たちがよく用いる手法です。腐食を促進させ、長期耐久性を予測します。.
最後に、耐光性を評価します。紫外線に長期間さらされた場合、金色は退色するでしょうか?屋外や窓辺で使用される製品にとって、これは重要な性能指標です。.
| 性能試験 | 何を測定するか | なぜ重要なのか |
|---|---|---|
| タバーテスト | 耐摩耗性 | 表面仕上げが物理的摩耗に耐える度合いを予測する。. |
| 塩水噴霧試験 | 耐食性 | 湿潤または腐食性環境下での耐久性を確保します。. |
| 耐光性試験 | 紫外線安定性/色褪せ | 時間の経過とともに金色を鮮やかに保ちます。. |
PTSMAKEでは、これらの試験を組み合わせることで、お客様に塗膜性能の全体像を提供し、仕様を満たしていることを保証します。.
高品質な金陽極酸化処理仕上げは、測定可能なKPIによって定義されます。これには、色調と厚みの視覚的な均一性に加え、摩耗、腐食、紫外線による退色に対する実証済みの耐性が含まれます。これらの試験により、美的魅力と長期的な機能信頼性の両方が保証されます。.
利用可能な金陽極酸化処理の主な種類は何ですか?
完璧なゴールド仕上げを実現する方法は、万能なプロセスではありません。PTSMAKEで選択する手法は、お客様の最終用途によって異なります。結局のところ、最初の陽極酸化処理後に採用する着色技術が決め手となります。.
主な分類は染色と電着着色である。それぞれが色鮮やかさ、耐久性、コストの異なるバランスを提供する。これらを理解することが製品の成功の鍵となる。.
主な着色方法
主な手法の概要を以下に簡単に示します。.
| 着色方法 | 主な特徴 |
|---|---|
| 有機染色 | 明るく鮮やかな色 |
| 無機染色 | 優れた耐紫外線性 |
| 電解着色 | 最高の耐久性 |
この選択は、部品の最終的な外観と性能に直接影響を与えます。.

金メッキについて語る際、その本質は酸化アルミニウム層の着色技術にあります。最終製品の耐久性と外観は、この着色工程の処理方法に完全に依存します。各手法には特定の用途において明確な利点があります。.
有機染色
これは明るく装飾的な金色調を実現する最も一般的な方法です。陽極酸化処理後、部品を高温の水性有機染料タンクに浸漬します。多孔質の酸化皮膜が色素を吸収し、その後封じ込められます。民生用電子機器向けの優れたコストパフォーマンスに優れた選択肢です。.
無機染色
無機染色では有機化合物の代わりに金属塩を使用する。これらの粒子は被覆層の細孔内に沈殿する。この方法は往々にしてより優れた 耐光性5 多くの有機染料よりも優れた耐久性を示すが、色調の選択肢は限られる場合がある。見た目と耐久性のバランスが取れている。.
二段階電解着色
最高の耐久性を実現するには、電解着色処理が最良の選択肢です。これは二段階の工程で構成されます。まず標準的な陽極酸化皮膜を形成し、次に金属塩を含む第二の浴槽に部品を浸漬します。交流電圧を印加することで、金属粒子が細孔内に析出します。これにより、淡いブロンズから深みのあるゴールドまで、非常に耐久性が高く退色しにくい仕上げが得られます。.
| 方法 | 色彩の鮮やかさ | 耐久性(紫外線/摩耗) | 典型的な使用例 |
|---|---|---|---|
| 有機染色 | 高い | 低~中 | 民生用電子機器、装飾用トリム |
| 無機染色 | ミディアム | 中~高 | 屋外建築部材 |
| 電解着色 | 繊細な色合い | 非常に高い | 高摩耗部品、自動車トリム |
電解処理は、過酷な環境に耐える必要がある部品に適している。.
適切な金陽極酸化処理の選択には、美観と性能のバランスが求められます。輝きのある装飾仕上げが必要な場合でも、過酷な環境向けの高い耐久性と耐光性を備えたコーティングが必要な場合でも、これらの着色方法を理解することで、最終製品があらゆる仕様を満たすことが保証されます。.
有機染料と無機染料は、金に対する性能においてどのように異なるのか?
有機染料と無機染料の選択は重要な決定です。製品の最終的な外観、耐久性、コストに直接影響します。それぞれのタイプには明確な長所と短所があります。.
有機染料は鮮やかで幅広い色調を提供します。しかし、紫外線曝露などのストレス下での性能は制限される場合があります。.
一方、無機染料は優れた安定性を提供する。発色範囲は限定されるが、過酷な環境下での性能に優れる。最適な選択は、具体的な用途のニーズによって決まる。.
簡単に比較してみよう:
| 特徴 | 有機染料 | 無機染料 |
|---|---|---|
| カラー・レンジ | 非常に広くて鮮やか | 限定、アースカラー |
| 紫外線安定性 | より低い | 高い |
| 耐熱性 | 中程度 | 高い |
| コスト | 全般的に低い | 全般的に高い |
| 浴槽のメンテナンス | より複雑な | よりシンプルに |

より深いパフォーマンス分析
詳細に検討すると、トレードオフがより明確になります。これにより、特に金陽極酸化処理のような要求の厳しい用途において、部品の適切な選択が可能となります。適切な染料の選択が、仕上げが性能仕様を満たすことを保証します。.
色彩の鮮やかさと耐久性の比較
有機染料は陽極酸化層の細孔に吸収される。これにより深みのある鮮やかな色が生まれる。鮮やかな赤、青、緑を想像してほしい。ただし、これらの有機分子は時間の経過とともに分解する可能性がある。.
無機染料は異なる。金属塩を細孔内に沈殿させることで形成される。この工程により極めて耐久性が高く、退色しにくい仕上げが実現する。これらの色調は通常より控えめで、ブロンズ、ブラック、ゴールド系などが代表的である。.
紫外線安定性と耐熱性
屋外や高温環境で使用される製品では、安定性が重要です。当社の試験では、無機染料が有機染料を大幅に上回る性能を示しています。.
有機染料は直射日光の下で急速に色あせることがあります。それらの 耐光性6 多くのアプリケーションにとって主要な懸念事項です。また耐熱性が低いため、使用が制限される場合があります。.
無機系オプションは、金属塩構造のため紫外線劣化にほぼ耐性があり、色変化を起こさずに遥かに高い温度に耐えることができる。.
運用上の複雑性とコスト
有機染料浴は、より注意深い監視を必要とすることが多い。汚染やpH変動に敏感であり、複雑さを増す。.
無機染料浴は一般的に安定性が高く、維持管理が容易である。初期の染料コストは高くなる可能性があるが、メンテナンスの削減と優れた耐久性により、高性能プロジェクトにおいて長期的な価値を提供できる。.
有機染料は低コストで鮮やかな発色を実現するが、無機染料ほどの紫外線耐性や耐熱性を持たない。無機染料は極めて耐久性と安定性に優れ、色調の選択肢が限られ初期コストが高いにもかかわらず、厳しい条件下での用途に最適である。.
完全な金陽極酸化処理生産ラインの構造はどのようなものですか?
完全な金陽極酸化処理ラインは高度に組織化された工程です。各ステーションが次の重要な工程に向けて部品を準備します。これはドミノ効果のようなものと考えてください。一つの工程で失敗すると、仕上げ全体が損なわれます。.
工程の流れは論理的であり、容赦がない。PTSMAKEでは厳格な多段階工程を順守している。これにより、あらゆる部品において一貫した高品質な結果が保証される。.
戦車のコア・シーケンス
以下は生産ラインタンクの典型的なレイアウトです。.
| ステップ番号 | タンク/ステーション | 目的 |
|---|---|---|
| 1 | アルカリ洗浄 | 油分やグリースを除去します |
| 2 | リンス | 洗浄剤を除去します |
| 3 | エッチング(苛性) | 均一なつや消し表面を形成する |
| 4 | リンス | エッチング液を除去する |
| 5 | デスムート | 合金残渣を除去する |
| 6 | リンス | 陽極酸化処理の準備 |
| 7 | 陽極酸化処理 | 酸化皮膜を形成する |
| 8 | リンス | 酸の残留物を除去する |
| 9 | 染色(ゴールド) | その部分を色付けする |
| 10 | リンス | 余分な染料を除去する |
| 11 | シーリング | 陽極細孔を閉じる |
| 12 | 最後のすすぎ | 最終清掃 |
この構造化された流れは、完璧な仕上がりに不可欠です。.

この工程順序は単なる伝統ではなく、表面化学に根ざしている。各工程は次の工程に向けてアルミニウム基板を入念に準備する。例えば洗浄工程を省略すると汚染が発生する。これは「ドラッグアウト」と呼ばれ、ある槽の化学物質が次の槽を汚染する現象である。.
各ステップが譲れない理由
前処理の不備は一般的な失敗要因である。洗浄が不十分だとエッチングが均一に行われず、陽極酸化処理後に斑状の外観が生じる。同様に、脱脂処理が不十分だと残留物が残り、斑点や変色の原因となる。最終的な金陽極酸化仕上げの品質は、この厳密な工程順序に完全に依存している。.
特定の色を実現する場合に特に当てはまります。耐久性のある金色調を得るには、いわゆる 電解着色7 この方法はよく用いられる。陽極酸化層の細孔に金属塩を沈着させることで、非常に耐光性に優れた仕上げを実現する。正しく機能させるには、極めて清浄で適切に処理された表面が必要である。.
すすぎの重要な役割
すすぎは些細に思えるかもしれませんが、極めて重要です。他社サプライヤーのプロジェクトが、不十分なすすぎが原因で失敗した事例を私たちは見てきました。これは反応性の高い化学薬品浴間の相互汚染を防ぐ役割を果たします。.
| スキップされたステップ | 潜在的な結果 |
|---|---|
| クリーニング | エッチングムラ、陽極酸化皮膜の密着不良 |
| デスムート | 黒ずみ、筋、変色 |
| すすぎ | 化学的汚染、汚れた仕上げ |
| シーリング | 耐食性が低い、色あせ |
すべてのタンクには目的がある。この順序に従うことで、陽極酸化皮膜が清潔で均一になり、完璧な金メッキ仕上げの準備が整う。.
金色の陽極酸化ラインは精密な連続工程である。各タンク、あらゆる洗浄段階を含め、耐久性と視覚的に完璧なコーティングを形成するために不可欠である。工程を省略することは最終品質を損ない、結果として高コストな手直し作業と遅延を招く。.
金(14金、18金、ローズゴールド)の異なる色合いはどのようにして実現されるのですか?
完璧な金色の実現は運ではなく、制御された科学である。このプロセスはいくつかの重要な変数を精密に操作することに依存している。レシピのようなものだと考えてほしい。.
各工程を慎重に管理しなければなりません。これにより最終的な色がクライアントの指定と完全に一致することを保証します。.
主要制御要因
主に調整する要素は染料、浸漬時間、および浴条件です。それぞれが異なる役割を果たします。.
| 制御因子 | 最終的な色への影響 |
|---|---|
| 染料ブレンド | 色相を決定する(例:黄色とピンク) |
| 集中 | 色の彩度と深さに影響を与える |
| 浸漬時間 | 染料の吸収量を制御する |
| 入浴条件 | pHと温度は染料の取り込み速度に影響を与える |
これらの要素を習得することは、一貫した結果を得るために不可欠です。.

陽極酸化処理で特定の金色を実現するには、入念な工程が必要です。単に部品を染料に浸すだけでは到底達成できません。PTSMAKEでは、これを精密工学の中核技術として位置付けています。.
色相制御のための染料の調合
ローズゴールド仕上げを実現するため、単一の「ローズゴールド」染料は使用しません。代わりに独自に調合したブレンドを用います。まずイエローゴールドを基調とし、目標の色調に達するまで赤色染料を精密に添加します。これは繊細なバランスを要する工程です。.
色深度を調整する
色の濃さは二つの要素によって制御されます。染料濃度と浸漬時間が相互に作用します。濃度を高めるか浸漬時間を長くすることで、より深く、より飽和した色調が得られます。これにより、淡い14金風の色合いと深い18金風の色調の両方を実現しています。.
染色浴の役割
化学の 電解浴8 pHや温度のわずかな変化でも最終的な色合いが劇的に変化するため、極めて重要です。生産ロット全体で色調の一貫性を保証するため、染色浴は厳密な許容範囲内で管理しています。この制御は高品質な金陽極酸化処理の基盤となります。.
| 可変 | 調整 | 効果 |
|---|---|---|
| 温度 | 増加 | より速い染料吸収、より濃い色合いが得られる可能性 |
| pHレベル | アルター | 染料の溶解性と取り込み速度を変化させる |
| 時間 | 延長 | より深い彩度 |
| 集中 | 増加 | より濃く、透明感が少ない色 |
これらの要因を制御することで、毎回正確な設計要件を満たす再現性の高い高品質な仕上げを実現できます。.
ゴールド陽極酸化処理を習得するには、染料の配合、濃度、浸漬時間、浴液の化学的性質を精密に制御する必要があります。この科学的アプローチにより、明るい14金から深みのあるローズゴールドまで、あらゆる目標色調を一貫して再現でき、毎回正確なクライアント仕様を満たします。.
MIL-A-8625のような規格は、金陽極酸化処理にどのように適用されるのか?
MIL-A-8625は重要な軍事規格である。アルミニウムの陽極酸化皮膜に関する基準を定める。金色の陽極酸化処理について言及する場合、通常はタイプII、クラス2を指す。.
タイプIIは硫酸陽極酸化処理を指す。クラス2はコーティングが染色されていることを意味する。仕様書には「金色」が色として記載されていない。しかし、金色を含むあらゆる色が従わなければならない規則を定めている。.
主要なMIL-A-8625要件
この仕様は、仕上げが単なる外観以上のものとなることを保証します。性能を規定するものです。PTSMAKEでは、これを品質の設計図として扱っています。.
| 必要条件 | 金陽極酸化処理の焦点 |
|---|---|
| フィルム厚さ | 耐久性と色深度 |
| 耐食性 | 基材の長期保護 |
| 色均一性 | バッチ全体での外観の一貫性 |
これらの基準を満たすことは、航空宇宙、防衛、医療用途において絶対条件である。.
MIL-A-8625の理解は、金陽極酸化処理プロジェクトを成功させる鍵です。この規格は単なるガイドラインではなく、厳格な性能基準です。これにより、最終製品が美しくかつ頑丈であることを保証します。.
ゴールド向けタイプII、クラス2の分解
仕様書は測定すべき項目を詳細に規定しています。これには塗膜重量、厚さ、および耐食性が含まれます。包括的な品質検査です。.
フィルム厚のニュアンス
タイプIIでは、厚さが極めて重要である。通常、0.0003~0.0007インチの範囲である。この薄い層が硬度と耐摩耗性を提供する。金陽極酸化処理用の染料は、封孔前にこの多孔質層に吸収される。厚さを一定に保つことで、均一な色調が確保される。.
パフォーマンス・テスト
耐食性は塩水噴霧試験(ASTM B117)により試験される。部品は腐食の兆候を示さずに336時間を耐えなければならない。また、コーティングは良好な 耐光性9, そのため、紫外線にさらされても金色は褪せません。過去のプロジェクトでは、染料の品質がここで最も重要であることが判明しています。.
| テスト・パラメーター | MIL-A-8625 要求事項(典型例) | 金メッキへの影響 |
|---|---|---|
| 塩水噴霧試験(ASTM B117) | 最低336時間 | 陽極酸化皮膜はアルミニウムを完全に保護しなければならない。. |
| 塗膜重量 | 合金によって異なる | 耐食性と染料の吸着に影響を与える。. |
| カラーマッチング | 承認済みサンプルと一致 | 一貫性を保つためには厳密な工程管理が必要である。. |
最終的に、この仕様は金陽極酸化処理された部品が想定環境下で信頼性を保証することを約束します。これは私たちが非常に真剣に受け止めている品質の保証です。.
MIL-A-8625は金陽極酸化処理の明確な枠組みを提供します。これにより、仕上げが厚み、耐食性、色安定性に関する厳格な基準を満たすことが保証されます。これは単なる装飾品ではなく高性能部品を保証するものであり、これが当社PTSMAKEの焦点です。.
特定の金色を得るためのプロセスシートをどのように作成しますか?
再現性のある金色を作り出すのは魔法ではない。科学だ。我々はこれを「レシピ」、つまり工程表と呼ぶ。この文書こそが唯一の真実の源である。.
すべての部品が同一に見えることを保証します。最初の試作品から1万個目まで。このシートはすべての重要パラメータを記録します。各バッチの一貫性を保証します。.
PTSMAKEにおいては、これは譲れないステップです。推測を排除し、品質を保証します。.

包括的な工程表は成功への設計図です。各工程を精密に詳細に記述します。たった一つの変数を見落とすだけで、色調のばらつきが生じる可能性があります。.
コア材料と準備
まず、正確なアルミニウム合金を指定してください。6061と7075のように異なる合金は反応が異なり、最終的な色調が変わります。エッチング時間と薬品濃度も極めて重要です。これらは陽極酸化処理のための表面調整を行います。.
陽極酸化処理と染色パラメータ
ここで真の色が生まれる。電圧、電流密度、時間といった陽極酸化処理の設定を記録する。次に染色工程へ。ここでの細部までが重要だ。.
特定の染料名とその濃度を記録します。染色浴の時間、温度、pH値も記録します。さらに、以下のような要因も 浴槽の攪拌10 完全な均一性で知られる。.
以下は、プロセスシートのセクションがどのようなものになるかについての簡略化された例です。.
| パラメータ | 仕様 | 備考 |
|---|---|---|
| 合金タイプ | アルミニウム 6061-T6 | お客様指定 |
| エッチング時間 | 90秒 | 苛性エッチング溶液 |
| 陽極酸化電圧 | 15 V | ±0.5 V 許容差 |
| 染料名 | ゴールド S-3 | ブランド名/供給元名 |
| 染色温度 | 60°C | 1℃以内に維持する |
| 染料のpH | 5.5 | 1時間ごとに確認する |
| シール方法 | 中温ニッケルアセテート | 耐久性を確保します |
最終封止
最終工程は密封処理です。使用される方法(湯密封または化学密封)は色を固定し、耐久性を高めます。これは全ての部品で一貫して行わなければなりません。.
詳細な工程表は、再現性のある金陽極酸化処理の基盤である。それは技術を精密で制御可能な科学へと変え、あらゆる部品が厳密な仕様と品質基準を満たすことを保証する。.
複雑な形状において、一貫した金メッキ仕上げをどのように実現しますか?
複雑な部品に均一な金メッキ仕上げを施すことは、真の技術力を試される作業である。主な課題は、深い穴や遮蔽された領域といった特徴から生じる。.
これらの形状は均一な電流の流れを妨げることが多い。また、金陽極酸化処理工程において染料の浸透を制限する。.
これにより、ムラや色あせが生じます。これは仕上がりの見た目と保護性能の両方を損ないます。この問題への対処法を探ってみましょう。.
一般的な幾何学上の課題
| 特徴 | プライマリー・チャレンジ | 不良プロセスの結果 |
|---|---|---|
| 深穴加工 | 電流浸透性の低さ | 内部の陽極酸化処理が軽い、またはなし |
| 遮蔽区域 | 遮断されたソリューションフロー | 不均一な色分布 |
| シャープな内角 | 高電流密度 | 焦げ付きまたは厚いコーティング |

高度な技術による遮蔽領域の克服
複雑な部品における仕上げの不均一性を解決するには、標準的な手法以上のものが必要です。単に部品を浸漬して結果を待つだけでは不十分です。成功の鍵は、電流と溶液の流れを制御することにあります。.
深い穴や内部空洞の場合、 ファラデーケージ効果11 大きな障害となる。外表面が内部領域を電界から実質的に遮蔽するためである。これに対処するため、補助陰極を頻繁に用いる。これらは遮蔽構造内部または近傍に戦略的に配置される補助電極である。電流のより直接的な経路を形成し、最も必要とされる箇所で均一な陽極皮膜の成長を促進する。.
カスタムフィクスチャの重要な役割
カスタムラックも同様に重要です。PTSMAKEでの過去のプロジェクトでは、部品がタンク内でどのように保持されるかが極めて重要であることが判明しています。カスタム設計のラックや治具は、部品の向きを調整して遮蔽領域を最小限に抑え、陽極酸化溶液の最適な流れを確保します。.
| 方法 | 方位制御 | 一貫性 | 複雑性への適合性 |
|---|---|---|---|
| 標準ラック | 貧しい | 低い | 低い |
| カスタムラック | 素晴らしい | 高い | 高い |
陽極酸化処理パラメータの調整
最後に、プロセスパラメータを微調整します。テスト結果に基づくと、電圧をわずかに上げるか浸漬時間を延長することで、処理が到達困難な領域にまで浸透しやすくなります。浴槽の温度と染料濃度を調整することも、部品全体で色が均一に吸収されることを保証するのに役立ちます。.
複雑な形状への均一な金メッキ仕上げは、単一の技法によるものではありません。補助カソードやカスタムラックといった先進的な工具と、精密なプロセス制御の組み合わせによって、仕様を満たす完璧で一貫した結果が実現されるのです。.
バッチ間の色調を再現可能なシステムをどのように構築しますか?
堅牢な品質管理システムは必須条件である。これは再現性のあるカラーマッチングの基盤となる。特に繊細な仕上げにおいてはこれが当てはまる。.
制御パネルの役割
各バッチには、標準サンプルである制御パネルを含めます。これらは視覚的および計器的な基準として機能します。.
これにより、すべての実行が同一のマスター基準に対して比較されることが保証されます。.
客観的カラーデータ
私たちは目だけでなくデータに頼ります。分光光度計は客観的な色データを提供します。これにより推測が不要になります。.
金メッキのような仕上げにおいては、これが極めて重要である。.
厳密なプロセスウィンドウ
最後に、厳格な操作ウィンドウを設定する。すべてのパラメータは厳密に管理される。.
| パラメータ | 管理限界 | 目的 |
|---|---|---|
| 温度 | ±1°C | 染料の取り込みに影響する |
| 時間 | ±5秒 | 色深度を制御する |
| 電圧 | ±0.5V | 酸化層への影響 |
この体系的なアプローチは一貫性を保証します。これにより、カラーマッチングは芸術から科学へと移行します。.

このシステムを構築するには規律が必要です。単にツールを持っているだけでは不十分です。それらをワークフローに組み込む必要があります。.
目視検査を超えて
人間の目だけに頼るのはよくある落とし穴だ。照明条件は変化する。操作者の疲労は現実の問題である。これが結果の不一致を招く。.
だからこそ客観的データが優れているのです。私たちは 分光光度計12 ラボ値を測定する。これらの数値は嘘をつかない。正確な色の指紋を提供する。.
ラボ*値の理解
- **L***: 明るさ (0=黒, 100=白)
- **a***: 赤/緑値
- **b***: 黄/青の値
このデータにより、正確な公差を設定できます。例えば、金陽極酸化処理部品のバッチは、ごくわずかなΔE(デルタE)値の範囲内に収まらなければなりません。.
プロセス制御の力
厳密な操作範囲が最善の防御策です。これにより色ずれが発生する前に防止します。化学薬品濃度から洗浄時間まで、あらゆる変数が監視されます。.
PTSMAKEでは、すべての工程を記録します。これにより詳細なプロセス履歴が作成されます。バッチに問題が生じた場合、正確な原因を特定できます。この継続的なフィードバックループが改善を促進し、お客様への信頼性を保証します。.
| プロセス段階 | 主要変数 | 当社の制御方法 |
|---|---|---|
| 陽極酸化処理 | 電流密度 | 自動整流器 |
| 染色 | pHレベル | 継続的監視 |
| シーリング | 水の純度 | 定期テスト |
このレベルの制御は不可欠だ。それは、偶然の一致を願うことと、意図的に実現させることの違いである。.
成功するカラーマッチングシステムは、3つの重要な要素を組み合わせています。基準として物理的なコントロールパネルを使用します。客観的なデータ取得には分光光度計を活用します。そして厳密に文書化された工程範囲を徹底します。これによりカラーマッチングは再現性のある科学的なプロセスへと変貌します。.
標準色を超えた新たなゴールド仕上げをどのように革新できるでしょうか?
真の革新とは、カラーチャートを超えた金メッキ仕上げを意味する。単なる塗布から能動的な創造へ転換せねばならない。それは唯一無二の視覚的・触覚的体験を創り出すことである。.
これは異なる考え方が必要です。プロセスを組み合わせて、どのように新たな成果を生み出せるでしょうか?
ダイナミックなカラー効果の作成
単色ではなく、グラデーションを検討してみてください。多段階染色などの技法を用いれば、一つのパーツに美しいオームブレやツートーン効果を生み出すことができます。.
新素材のご紹介
部品の感触は見た目と同様に重要である。金メッキ処理前の異なる表面処理を組み合わせることで、質感の無限の可能性が広がる。.
| テクニック | スタンダード・アプローチ | 革新的なアプローチ |
|---|---|---|
| カラーリング | 単工程染色 | 多段階のグラデーション染めまたはツートーン染め |
| テクスチャー | 均一なビードブラストまたは研磨 | マスキングビードブラストと研磨の組み合わせ |

これらの高度な仕上げを実現する方法を分解してみましょう。最終製品に深みと個性を生み出すレイヤリング技術が鍵です。PTSMAKEでは、お客様と共にこうした組み合わせを探求することを大切にしています。.
視覚的奥行きのための多段階染色
オンブレ効果の創出は繊細な工程である。部品表面全体で浸漬時間や染料濃度を制御する必要がある。これにより明るい金色から濃い金色への滑らかなグラデーションが生まれる。.
鮮明なツートーン仕上げにはマスキングが鍵となります。部品の特定領域を保護しながら、別の領域を染色できます。これによりシャープなラインと明確なカラーゾーンを実現。ブランディングや視覚的アクセントの創出に最適です。.
表面処理の組み合わせ
ここで真の創造性が始まる。金色の陽極酸化処理の段階の前に、部品の表面を加工できる。基盤となる 基板表面形状13 最終的な見た目に大きな影響を与えます。.
例えば、部品をビードブラスト処理して柔らかなマット仕上げにすることも可能です。あるいは、光沢めっき処理を施して高反射の鏡面のような表面を得ることもできます。.
しかし、これらを組み合わせたらどうなるでしょうか?ロゴ部分をマスキングし、背景をビードブラスト処理した後、作品全体をブライトディッピングする様子を想像してみてください。その結果、マットと光沢の質感を併せ持つパーツが生まれ、真にカスタムな仕上げが実現します。.
| 前処理の組み合わせ | 結果としての金仕上げ | 最適 |
|---|---|---|
| マスキング+ビードブラスト | つや消し背景に磨き上げられたアクセント | 高コントラストのブランディング、装飾的なパターン |
| 部分研磨+ビードブラスト | デュアルテクスチャーの感触(滑らかさとマット) | グリップの向上、独特の触感の創出 |
| 光沢めっき+レーザーエッチング | 精密なマーキングを施した反射面 | 精巧なデザイン、高級電子機器 |
革新は色彩の枠を超えます。先進的な染色技術と多層テクスチャー表面処理を組み合わせることで、製品を際立たせる真にユニークなゴールド仕上げを実現できます。.
PTSMAKEと提携し、世界最高水準の金陽極酸化処理ソリューションを実現
重要な部品に完璧で均一な金色の陽極酸化処理を実現する準備はできていますか?専門的なガイダンスと迅速かつ競争力のある見積もりを求めるなら、今すぐPTSMAKEにお問い合わせください。当社の精密製造の専門知識を活用し、次のプロジェクトをコンセプトから現実へと導きましょう。確実に、期日通りに、最高水準で実現します!

金属部品におけるこの重要な表面処理の科学的背景を理解する。. ↩
多孔性が陽極酸化皮膜の色の均一性と耐久性にどのように影響するかをご覧ください。. ↩
この電気的パラメータが、ご希望の仕上げを実現するためにいかに精密に制御されるかを学びましょう。. ↩
この加速腐食試験が、表面処理の長期耐久性をどのように予測するかについて学びましょう。. ↩
この特性が、完成品の長期的な外観と寿命にどのように影響するかを発見してください。. ↩
この特性の測定方法を理解し、それが製品の寿命にとってなぜ重要なのかを理解してください。. ↩
金属塩が陽極酸化皮膜において、安定した退色しにくい色をどのように生み出すかを発見してください。. ↩
化学組成と、それが陽極酸化処理に及ぼす重大な影響について詳しく学びましょう。. ↩
部品の色が褪せないことを保証するため、染料の品質がどのようにテストされるかを学びましょう。. ↩
染色浴の動きを制御することで、筋状の模様を防ぎ、均一な発色を保証する仕組みを理解する。. ↩
この電気的現象がコーティングの均一性に与える影響を理解し、それをどのように克服するか。. ↩
この装置が、品質管理における主観的な視覚評価を排除し、正確な数値化された色データを提供する仕組みをご覧ください。. ↩
表面の微細な特徴が、最終的な陽極酸化処理の見た目と手触りにどのように影響するかを確認してください。. ↩






