

スイス機械加工とは何なのか、従来のCNC機械加工とどう違うのかを理解するのに苦労していませんか?多くのエンジニアや調達マネージャーは、この特殊な技術に戸惑い、精密部品の加工を間違えて発注してしまうことがよくあります。その結果、材料が無駄になったり、納期が遅れたり、仕様に合わない部品ができたりと、大きな代償を払うことになります。
スイス加工は、ガイドブッシュを通して材料を送り出すスライド主軸台を使用する特殊な旋盤加工で、小さくて複雑な部品に卓越した精度をもたらします。この技術は、0.0001インチという厳しい公差を持つ細長い部品の製造に優れています。
スイス旋盤加工と従来の機械加工を混同している多くのクライアントと仕事をした経験から、その違いを理解することがプロジェクトを成功させるために非常に重要であると言えます。医療機器、航空宇宙部品、精密電子機器の設計に関わらず、正しい機械加工の選択は、製品の品質、スケジュール、予算に大きな影響を与えます。スイス機械加工の重要な側面について説明し、十分な情報を得た上で製造に関する決定を下せるようにしましょう。
なぜスイス製マシンと呼ばれるのか?
スイス・マシン "は本当にスイスから来たのか、それとも単なる名前なのか、疑問に思ったことはないだろうか。この疑問は、しばしばエンジニアや調達マネジャーを悩ませる。
スイス・マシン」という言葉は、その原産国を直接称えている。19世紀後半にスイスで発明されたこの機械は、特にスイスの伝説的な時計産業に必要な、非常に小さく精密なネジや部品を製造するために開発された。

時計職人のジレンマ:革新の必要性
この名前を真に理解するには、それが解決した問題を振り返る必要がある。19世紀末の時計職人たちは、細長い部品を驚異的な精度で製造するという大きな課題に直面していました。従来の旋盤では、切削工具の圧力でワークが振動したりたわんだりして、精度が損なわれてしまうからだ。スイス式旋盤は、このようなニーズから生まれた。その画期的なデザインは、ワークを回転軸で支えるものであった。 ガイドブッシュ1 切削工具に極めて近い位置でこれにより、たわみがなくなり、スイス時計産業の世界的な優位性の基礎となった、極小で完璧な部品の大量生産が可能になった。この基本原理は、現在でもスイスのCNC加工の中心となっている。
| チャレンジ | 伝統的な旋盤の問題 | スイス・マシン・ソリューション |
|---|---|---|
| 部品のたわみ | 細長い部品は工具から離れるように曲がる。 | ワークピースは切断点で支持される。 |
| 公差コントロール | 長さ以上の一貫性を保つのは難しい。 | 部品全体にわたって高い精度が維持されている。 |
| 振動 | 表面仕上げが悪くなり、精度が落ちる。 | 堅牢なワークサポートにより最小化。 |

カムからコードへ:スイス "の進化
この名前は歴史的なものだが、その意味は進化してきた。当初の機械は、当時の驚異であった複雑なカムシステムによって機械的に制御されていた。今日、「スイス機械」または「スイスCNC」という用語は、同じ主軸台スライド原理を採用しながら、高度なコンピュータ数値制御(CNC)によって駆動される機械を指します。PTSMAKEでは、スイス製CNC加工を必要とするプロジェクトについて議論するとき、現代技術によって強化された精度の遺産を活用しています。PTSMAKEという名称は、単なる地理的な目印ではなく、特定の高精度な製造工程の代名詞となりました。
| 特徴 | オリジナル・カム・オペレーテッド・マシン | 最新のスイス製CNCマシン |
|---|---|---|
| 制御システム | メカニカル・カム | コンピュータ数値制御(CNC) |
| セットアップ時間 | 非常に長く複雑 | より速く、ソフトウェア主導のプログラミング |
| 適用範囲 | 主に時計部品 | 航空宇宙、医療、エレクトロニクス |

スイス製機械は、スイスの時計製造に端を発し、小型で細長い部品を高精度に加工するという重要な問題を解決したことから、その名がついた。この遺産は今日も受け継がれ、"Swiss "は、多くの先端産業で使用されている特定の高精度製造プロセスを意味する。
標準CNC加工とは?
CNC機械加工」という用語が、あまりに広義に使われすぎて意味を失っていると感じたことはないだろうか。これは、プロジェクトを指定する際に混乱を招き、コストと能力に関する期待にズレを生じさせる可能性があります。
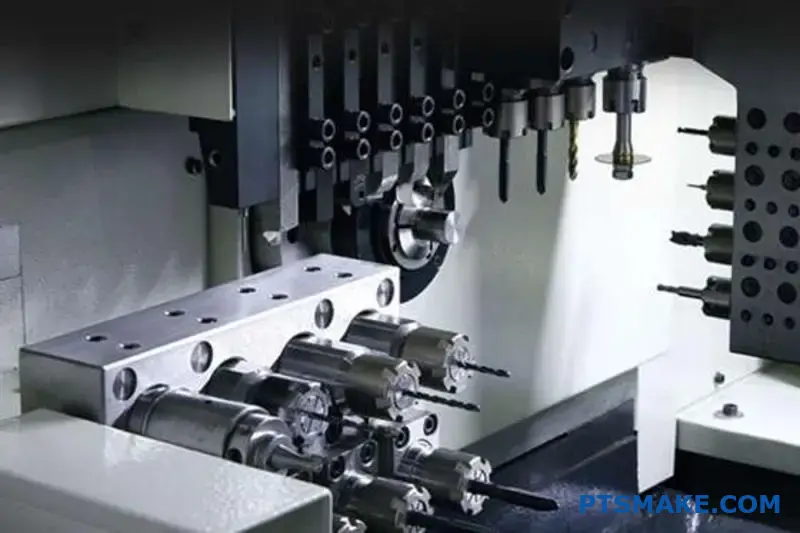
標準的なCNCマシニングは、コンピュータ制御の工具が固定されたワークピースから材料を切削するサブトラクティブ製造プロセスです。切削工具は複数の軸に沿って移動し、部品を精密に成形するため、非常に幅広い部品に対応できます。

その能力を本当に理解するためには、核となる仕組みを分解するのが一番だ。スイス式の機械とは異なり、標準的なCNCマシニングの特徴は、切削工具がすべての動きをする間、ワークピースをしっかりと固定することである。この基本的なアプローチが、CNC加工を多くのアプリケーションに適した加工プロセスにしている。PTSMAKEの過去のプロジェクトでは、この方法が、強固な素材の塊から堅牢なパーツを作るのに非常に効果的であることがわかりました。このプロセスは、安全な ワークホールディング2 精度を維持するために重要な動きや振動を防ぐためだ。彫刻家が大理石の固まりを慎重に彫っているようなものだと考えてほしい。
主なオペレーションの違い
| アスペクト | CNCフライス加工 | CNC旋盤 |
|---|---|---|
| ワークの動き | 定置式 | 回転 |
| ツール・モーション | X,Y,Z軸の回転と移動 | 静止し、駒の中に移動する |
| 最適 | ブロック、平面、複雑な形状 | 円筒形または円錐形の部品 |

標準的なCNCマシニングの多用途性は、その最大の強みです。単発のプロトタイプから大量生産まで、あらゆる加工を得意とします。ワークが固定されているため、エンジン部品、筐体、構造用ブラケットなど、材料の大幅な除去を必要とする大型でかさばる部品に最適です。しかし、この方法には限界がある。非常に細長いパーツを加工する場合、チャックから切削点までの距離によって、材料がたわんだり振動したりすることがあります。スイスCNCマシニングは、この問題を解決するために特別に設計されたのです。この違いは、エンジニアや調達マネージャーにとって、プロジェクトを始める前に理解しておくことが重要です。
典型的な使用例
| 申し込み | 一般材料 | 主な利点 |
|---|---|---|
| プロトタイピング | アルミニウム、ABS、ナイロン | スピードと費用対効果 |
| ハウジング&エンクロージャ | アルミニウム、ステンレス鋼 | 大型部品の加工能力 |
| 治具・備品 | 工具鋼、デルリン(POM) | 高い精度と耐久性 |

標準的なCNCマシニングは、固定されたワークピース上でコンピュータ制御の工具を使用するため、幅広い部品、特に大型の部品に最適です。汎用性が高い反面、材料のたわみの可能性があるため、細長い部品の精度を維持することが主な制限となる。
スイスCNCマシニングはどのようにして高精度を実現するのか?
厳しい公差で部品を指定したのに、検査で不合格になったことはありませんか?標準的なCNC加工とスイス製CNC加工の微妙な機械的な違いが、あなたが見落としている決定的な要因かもしれません。
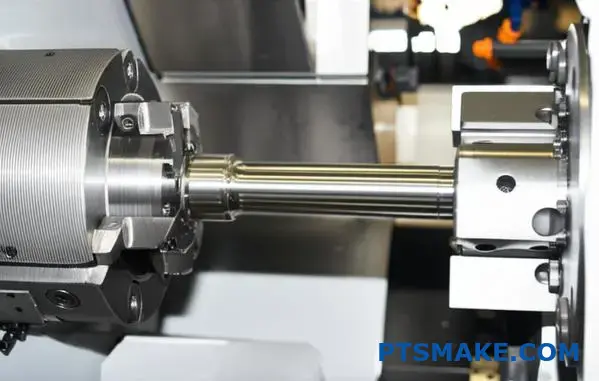
スイスのCNCマシニングは、切削ポイントでワークを支えるガイドブッシュを使用することで、優れた精度を実現しています。この設計により、標準的な旋盤加工でよくある問題である材料のたわみや振動が解消され、特に細長い部品の場合、安定した厳しい公差が保証されます。
ガイドブッシュとスライド式主軸台の利点
スイス機械の精度の秘密は、その独特な構造にある。一般的な旋盤では、ワークがチャックから遠く離れているのに対し、スイスの機械は、ガイドブッシュを通してワークを送る。このガイドブッシュは、堅固な支持点として機能し、工具は、ストックが出てきた瞬間に切削する。この設計は、以下のような驚くべき効果をもたらします。 剛性3 また、細長い部品の精度不良の主な原因であるたわみもほとんどありません。
スライディング主軸台はブッシュと連動します。Z軸カットのために工具がワークに沿って移動する代わりに、主軸台自体が棒材全体を前方に押し出します。
| 特徴 | スイスCNCマシニング | 標準CNC旋盤 |
|---|---|---|
| ワークサポート | カッティングポイントで | チャック/コレットから遠い |
| 偏向リスク | 最小限 | 細長い部分で高い |
| Z軸モーション | ヘッドストックが材料を動かす | 工具刃物台がベッドに沿って移動 |
スイスのCNCマシニングがミクロン単位の公差を安定して維持できるのは、この組み合わせによるものだ。

旋盤加工以上のものライブツーリングの威力
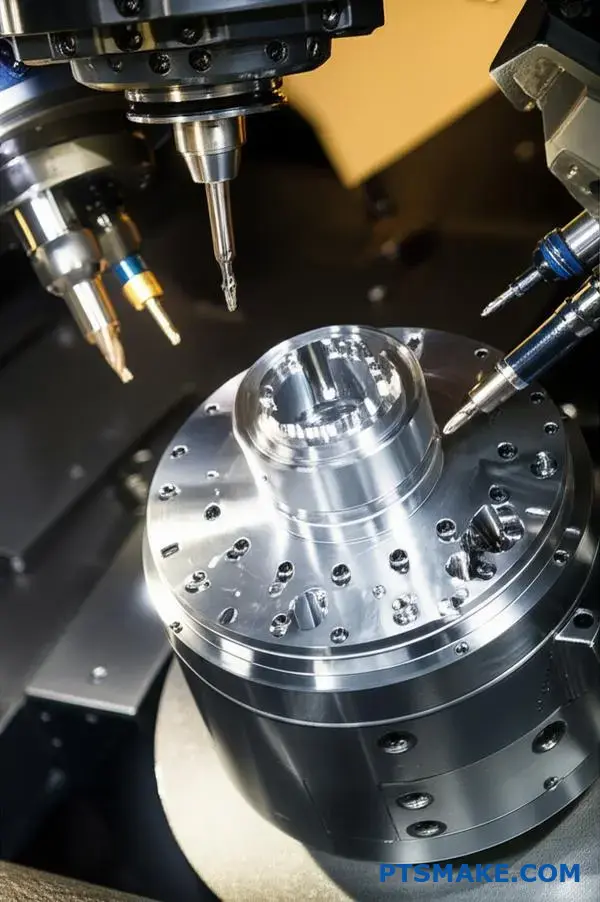
最新のスイス製マシンは、単なる旋盤ではなく、多軸マシニングセンターである。フライス加工、ドリル加工、タッピング加工を機械から取り外すことなく行うことができるライブツーリングを備えている。この "done-in-one "機能は、その精度のもうひとつの基礎となっている。
セットアップエラーの削減
標準的な機械加工では、複雑なパーツが二次加工のために旋盤からミルに移動することがあります。部品が再度クランプされるたびに、小さな誤差が生じます。スイスCNCマシニングは、1回の段取りで全ての加工を完了させるため、このような累積誤差を排除することができます。
| アスペクト | マルチ・セットアップ・プロセス | スイスの "ドン・イン・ワン" |
|---|---|---|
| 部品の取り扱い | 再固定化が必要 | 手動介入なし |
| 公差スタッキング | セットアップのたびにエラーが蓄積される | 単一のデータに最小化 |
| 生産効率 | セットアップ時間を含む | より高い;連続加工 |
PTSMAKEが複雑な部品に採用しているこの統合的アプローチは、部品上のすべての形状が互いに完全に一致することを保証します。
スイスCNCマシニングの精度は、材料のたわみを防ぐガイドブッシュの設計に起因しています。ライブツーリングによる「ドン・イン・ワン」機能と組み合わせることで、複雑なパーツを1回のセットアップで完成させることができ、多工程に見られる累積誤差を排除し、卓越した精度を保証します。
スイスCNCマシニングはどのようにして長尺部品を実現するのか?
細長いピンを設計したものの、直径を一定にして製造することが非常に難しいことに気づいたことはありませんか?この一般的な問題は、しばしば部品のスクラップやプロジェクトの遅れにつながります。
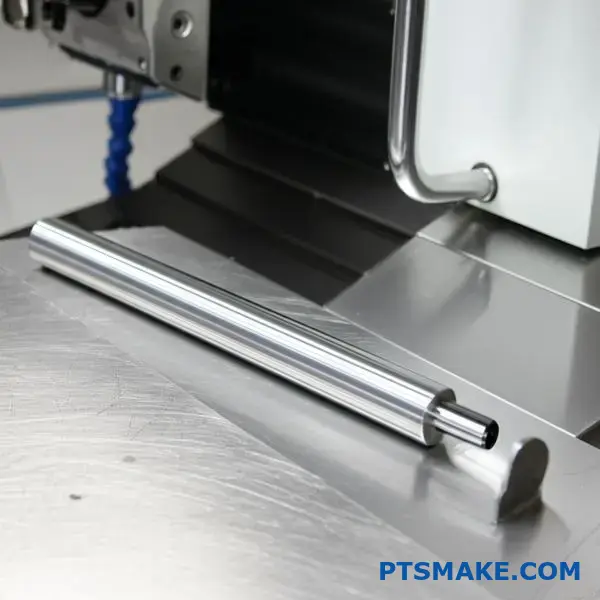
その卓越した精度は、独自のスライド式主軸台とガイドブッシュシステムから生まれます。これによって、切断される部分の材料を常にサポートし、長尺部品の精度を損なう曲げや振動を効果的に防ぎます。
カット時の安定性
スイスCNCマシニングの基本原理は、不安定性を排除することである。一般的な旋盤では、長いパーツの一端だけを保持する場合、工具が中間部に圧力を加えると、どうしてもたわみや振動が生じる。スイス方式では、ガイドブッシュに棒材を通すことでこの問題を解決する。切削工具は、この支持点からほんの数ミリ離れた位置で材料に接触する。このセットアップにより、非常に安定した切削領域が形成され、工具が材料を押しのけるのを防ぐことができる。この安定性こそが、スイス旋盤加工が、卓越した真直度と全長にわたって均一な直径を持つ部品を製造できる主な理由です。この工程により、以下のようなリスクがほとんどなくなります。 おしゃべり4これは微細な表面仕上げを達成するために重要である。
| ファクター | 標準旋盤 | スイス製CNCマシン |
|---|---|---|
| ワークサポート | 切り口から遠く離れたチャックで | ガイドブッシュで、カットの横 |
| 偏向リスク | 細身のパーツが多い | 事実上排除 |
| 工具の圧力効果 | 先細りや曲がりの原因となる | 部品形状への影響は最小限 |

サブスピンドルによる完璧なハンドオフ
最新のスイス製機械は、サブスピンドルを使用することで、さらに精度を高めることができる。主軸は、パーツの表側で一次加工が完了した後、完成品を把持するために移動する。その後、メインスピンドルがパーツをバーストックから切り離します。その後、サブスピンドルが後退し、パーツをしっかりと保持し、二次加工用の別の工具セットにパーツの裏面を提供します。この自動ハンドオフは、完全に同心円状で、同じ機械サイクル内で行われる。PTSMAKEでの経験では、これにより、手作業でパーツを移動し、別の機械や冶具で再度クランプしてバックワークを行う場合に発生する人為的ミスや公差の積み重ねのリスクが排除されます。
単一クランプの精度
| プロセスステップ | マニュアル・セカンド・オペレーション | スイス・サブスピンドル・オペレーション |
|---|---|---|
| 部品移管 | オペレーターが部品を別の治具に移動 | サブスピンドルが部品を把持・搬送 |
| アライメント | 手動セットアップと固定具に頼る | 主軸と完全に同心 |
| エラーの可能性 | ミスアライメントのリスクが高い | 最低限;マシンによってコントロールされる |

スイス製CNCマシニングは、ガイドブッシュが切削点をしっかりと支え、たわみを防ぐことで優れた精度を実現しています。これは、1回のセットアップでシームレスなバックワーク加工を可能にするサブスピンドルによって強化され、再クランプエラーをなくし、完璧な同芯度を保証します。
スイスCNCマシニングで使用できる材料は?
スイス機械加工特有の要求と材料特性のバランスに悩んでいませんか?間違ったものを選ぶと、表面仕上げが悪くなったり、工具の摩耗が増えたり、プロジェクトに予想外のコストがかかったりします。
スイスのCNCマシニングは、アルミニウム、ステンレス鋼、チタン、真鍮などの金属や、PEEK、デルリン(POM)などのエンジニアリングプラスチックを含む幅広い材料に対応しています。最適な選択は、アプリケーション特有の機械的要件とコスト要件によって異なります。

スイスのCNCマシニングで使用する素材を選ぶ際、最も重要なのは加工性です。金属が最も一般的な選択ですが、それには理由があります。金属は強度、耐久性、性能の優れたバランスを提供します。PTSMAKEの経験では、スイス式旋盤できれいに効率よく切削できる材料をお客様にご案内しています。
スイス機械加工用の一般的な金属
アルミニウム合金、特に6061と7075は、優れた強度対重量比と加工のしやすさで人気がある。303や304のようなステンレス鋼も、機械加工は難しいが、その耐食性から人気がある。真鍮も優れた選択肢のひとつであり、その卓越した機械加工性からよく選ばれている。この素材の 降伏強度5 は、切削力と部品の最終的な完全性に影響するため、重要な考慮事項です。
| メタル | 主な利点 | 共通アプリケーション |
|---|---|---|
| アルミニウム(6061) | 軽量、コストパフォーマンス | 航空宇宙用継手、電子機器ハウジング |
| ステンレス鋼(303) | 耐食性、機械加工可能 | 医療機器部品、シャフト |
| ブラス(C360) | 優れた加工性、導電性 | コネクター、ファスナー、バルブ |
| チタン | 高強度、生体適合性 | 医療用インプラント、航空宇宙部品 |

特に金属が適さない用途では、金属を超えたエンジニアリング・プラスチックがスイスのCNC加工で大きな支持を集めている。これらの先進的なポリマーは、耐薬品性、電気絶縁性、軽量性などのユニークな特性を備えており、医療、電子、自動車産業に不可欠です。しかし、プラスチックの加工には異なるアプローチが必要です。過度の摩擦は、材料をきれいに切削するのではなく、溶かしてしまう可能性があるため、熱管理が非常に重要です。
高性能プラスチック
デルリン(POM)は、低摩擦、高剛性、寸法安定性で知られる素晴らしい万能材料です。PEEKは高性能の熱可塑性プラスチックで、極端な温度や過酷な化学薬品に耐えることができるため、要求の厳しい医療用部品や航空宇宙用部品に最適です。高価ですが、その特性はしばしばコストを正当化します。
| プラスチック | 主な利点 | 共通アプリケーション |
|---|---|---|
| デルリン(POM) | 低摩擦、高剛性 | ベアリング、ギア、インシュレーター |
| 覗き見 | 高温・耐薬品性 | 医療用インプラント、電子コネクター |
| ナイロン | 靭性、耐摩耗性 | ブッシュ、シール、摩耗パッド |
適切なプラスチックを選択するには、その特性と加工プロセスの相互作用を理解する必要があります。
スイスのCNCマシニングは、アルミニウムやステンレス鋼のような一般的な金属から、PEEKやデルリンのような高度なプラスチックまで、多様な材料に対応しています。材料選びを成功させるには、強度や耐食性などの用途要件と、精度と費用対効果を確保するための材料の加工性とのバランスが重要です。
スイスCNCマシニングが最も費用対効果の高い選択となるのはどのような場合か?
複雑で細長い部品の見積もりをして、そのコストに頭を悩ませたことはありませんか?スイスCNC旋盤加工と標準旋盤加工のどちらを使うか決めるのは、予算的にギャンブルのように感じるかもしれません。
スイスCNCマシニングは、小型で複雑なパーツの大量生産に最も費用対効果が高くなります。セットアップの手間はかかるが、驚異的なスピード、「ドゥインワン」加工、材料の無駄の削減により、大量生産では部品あたりのコストを大幅に削減できる。

費用対効果を理解する鍵は、生産量に対する段取りコストのバランスにある。スイス製マシンのセットアップは、標準的な旋盤よりも複雑であることが多く、複数の軸や同期された操作のための複雑なプログラミングが必要となる。このような時間と専門知識への初期投資は、極小ロットや1回限りの試作品には、最も安価な選択肢とはならないことを意味する。
ボリューム損益分岐点
しかし、ひとたびマシンが稼動すれば、適切な種類の部品であれば、その効率は他の追随を許さない。高速サイクルタイムと無人運転(「消灯」製造)により、初期設定コストはすぐに相殺される。コスト 償却6 スイスのCNC加工が真価を発揮するのは、大量生産です。PTSMAKEでは、数千個の加工で損益分岐点が見えてきます。
| コスト係数 | 少量(例:100個) | 大量生産(例:10,000個) |
|---|---|---|
| 部品あたりのセットアップ費用 | 高い | 非常に低い |
| サイクルタイム 部品単価 | 中程度 | 非常に低い |
| 部品コスト | 比較的高い | 低い |

スイスのCNCマシニングは、サイクルタイムだけでなく、材料の無駄と品質管理という2つの重要な分野でコストを削減します。スイスの機械は、通常、完成部品の外径に非常に近い棒材を使用するため、標準的なCNCミルで大きなビレットから部品を加工するのに比べ、切粉になる材料が大幅に少なくなります。何千個ものパーツを加工する場合、この材料の節約はかなり大きなものになります。
隠れたコスト削減
さらに、"done-in-one "機能は、下流工程のコストを大幅に削減します。複雑なパーツを1回のセットアップで完成させることで、2次加工のために異なる機械間でパーツを移動させる労力とエラーの可能性がなくなります。これは、不合格品の減少、検査に費やす時間の短縮、全体的な品質の安定性の向上を意味します。
| コスト削減エリア | 標準的なマルチOPプロセス | スイス製CNC "ドン・イン・ワン" |
|---|---|---|
| 廃棄物 | より高い(より大きなブランクから) | 最小限(バーストックから) |
| 二次労働 | 再固定化に必要 | 廃止 |
| 不合格率 | 公差の積み重ねにより高くなる | シングル・セットアップのため低い |

スイスCNCマシニングは、大量生産される複雑な部品に最も費用対効果が高い。その高い初期設定コストは、迅速なサイクルタイム、材料の無駄の少なさ、二次加工にかかる労力の削減によって相殺され、部品単価の低減と長期生産における優れた品質につながっています。
スイスCNCマシニングの限界とは?
スイスのCNC加工は、どんな小さな精密部品にも対応できる究極のソリューションだと思っていませんか?このような考え方は、もっとシンプルで直接的な方法の方がうまくいくはずなのに、予算を浪費し、生産に頭を悩ませることになりかねない。
スイスCNCマシニングの主な限界は、初期設定コストが高く、少量生産では経済的でないこと、そして、材料の直径が通常1.5インチ以下という物理的な制約があることです。また、複雑な多軸加工を必要としない単純な部品の製造には非効率的である。

スイスのCNCマシニングは、複雑で細長いパーツの精度のチャンピオンですが、万能ではありません。その最大の長所は、適用を誤ると短所にもなり得る。最も大きな制限は、初期設定費用と複雑さである。主軸、副軸、ライブツーリングが同期した多軸スイス機械のプログラミングは、標準的な旋盤のセットアップよりもはるかに集中的です。このような時間と専門知識への投資は、大量生産で初めて報われる。プロトタイプや小ロットの場合、部品当たりのコストは他の方法と比べて法外に高くなる可能性がある。このプロセスは、複雑な ツールパス振り付け7 これは強力ではあるが、わずか10個の生産ではすぐに構成できない。
費用対効果と生産量
| 生産量 | スイスCNCマシニング | 標準CNC旋盤 |
|---|---|---|
| 1-100ピース | 高い部品単価 | より経済的に |
| 1,000個以上 | 設定費用償却 | 競争力低下 |
| 10,000個以上 | 高い費用対効果 | 大幅に高いコスト |

もう一つの難しい制限は、物理的なサイズである。摺動主軸台からガイドブッシュに至るまで、スイス製機械の構造全体は、棒材を中心に設計されている。そのため、使用できる原材料の最大直径が制限される。ほとんどのスイス製機械は、1.25インチまたは1.5インチ(約38mm)までの素材に対応しています。部品の最大直径がこれを超える場合、スイス機械加工は選択肢から外れる。さらに、スイス機械加工は、細長くない部品には非効率的です。短くて頑丈な部品や、長さと直径の比率が低い部品を製造する場合、ガイドブッシュのユニークな利点は、実際の利益をもたらさない。このような場合、標準的なCNC旋盤やミルの方が、より速く、より費用対効果が高いことが多い。
幾何学的および寸法的制約
| 部品特性 | スイス製CNCへの適合性 | 代替プロセス |
|---|---|---|
| 直径1.5インチ以上 | 実現不可能 | 標準CNC旋盤 |
| 低い長さ対直径比 | 効率が悪い | 標準CNC旋盤 |
| シンプルなジオメトリー(クロスワークなし) | オーバーキル/コスト高 | 基本2軸旋盤 |

スイスのCNC加工には、セットアップコストが高いため少量生産ではコスト効率が悪く、原材料の直径は通常1.5インチ以下に制限され、複雑な多軸機能を活用しない単純な部品では効率が悪いという、主な限界があります。
信頼できるスイスのCNC加工パートナーを選ぶには?
書類上では完璧と思われたサプライヤーを選んだものの、コミュニケーションがうまくいかず、納期が大幅に遅れた経験はありませんか?間違ったパートナーを選ぶと、プロジェクトはすぐに頓挫し、品質も損なわれます。
信頼できるスイスのCNC機械加工パートナーを選ぶには、その技術力、品質管理システム、コミュニケーション対応力、実績ある業界経験を評価する必要があります。真のパートナーは、エンジニアリング・サポートを提供し、お客様のプロジェクト固有の要件を明確に理解しています。

潜在的なパートナーを吟味する際には、基本的な機械リストの枠を超えてください。最新のスイス製CNCマシンを備えていることは不可欠ですが、本当に重要なのはその背後にある専門知識です。私は常に、しっかりとしたエンジニアリング・サポートを提供してくれるパートナーを探すようアドバイスしています。製造可能な設計(DFM)フィードバックを提供し、パーツを生産に最適化することで、コストを下げ、品質を向上させる可能性はありますか?優れたパートナーは、大きな違いを生む可能性のある材料の代替案やちょっとした設計の微調整を積極的に提案してくれます。優れたパートナーは 計測8 また、部品が要求する厳しい公差を検証するためのツールとスキルも譲れません。PTSMAKEの過去のプロジェクトでは、この協力的なエンジニアリング・アプローチが、困難な設計を成功裏に再現可能な部品に変える鍵となりました。
サプライヤーと真のパートナー
| アスペクト | 基本サプライヤー | 真のパートナー |
|---|---|---|
| フィードバック | 図面通りの部品を作る | DFMの提案 |
| 問題解決 | 問題が発生したら報告する | 積極的に解決策を提案する |
| 素材の専門知識 | 指定素材を使用 | 最適な素材を提案 |

スムーズな体験のためには、技術的なスキルだけでなく、パートナーの業務プロセスも同様に重要です。明確で一貫性のあるコミュニケーションは、信頼できるパートナーシップの基盤です。プロジェクト管理はどうなっていますか?技術的な知識が豊富で、かつ迅速な対応をしてくれる窓口を期待すべきです。部署間で質問が行き来するほどイライラすることはありません。品質管理システム(QMS)を評価する。ISO 9001のような規格の認証を受けているか。検査報告書や材料証明書など、品質文書の例を見せてもらいましょう。透明性の高いパートナーは、品質とトレーサビリティへのコミットメントを示し、これらの情報を喜んで共有します。このような卓越したオペレーションにより、見積もりから納品まで、お客様のプロジェクトは有能な手に委ねられ、サプライズを最小限に抑え、すべての段階でお客様に情報を提供することができます。
コミュニケーションと品質の評価
| ファクター | 赤旗 | グリーンフラッグ |
|---|---|---|
| 応答時間 | > 48時間、曖昧な回答 | < 24時間以内に明確な回答 |
| プロジェクト最新情報 | プロンプトが表示された場合のみ | 積極的な定期更新 |
| 品質証明 | ドキュメントの共有をためらう | ISO認証、レポートの提供 |

信頼できるスイスのCNCマシニング・パートナーを選ぶには、機械だけではありません。エンジニアリングサポート、コミュニケーションプロトコル、文書化された品質システムを徹底的に評価する必要があります。真のパートナーは、お客様のチームの延長として機能し、プロジェクトの成功を保証します。
この重要なコンポーネントがどのように機能するのか、技術的な解説をご覧ください。 ↩
さまざまなワークホールドテクニックが、機械加工部品の最終精度と仕上がりにどのような影響を与えるかをご覧ください。 ↩
この技術的なディープダイブで、材料と構造剛性が加工精度と部品品質にどのように直接影響するかを理解してください。 ↩
機械加工のびびりがどのように表面仕上げを悪化させるのか、そしてスイスの技術がどのようにびびりを効果的に防止するのかをご覧ください。 ↩
この特性を理解することで、切削力が加わったときの材料の挙動を予測し、部品の不具合を防ぐことができます。 ↩
次のプロジェクトで、異なる製造プロセスの選択を正当化するための原価償却の計算方法を学びましょう。 ↩
複雑な工具の動きがどのように計画され、実行されるかを見ることで、セットアップの複雑さとコストの要因について理解することができます。 ↩
お客様の部品が最も厳しい公差要件を満たしていることを確認する高度な測定ツールと技術をご覧ください。 ↩






