

多くのエンジニアは精密部品の表面処理を指定する際に重大な決断に直面します:クロムめっきかニッケルめっきか?誤った選択は部品の早期故障、高額な手直し、生産遅延を招き、プロジェクト全体のスケジュールに影響を及ぼします。.
クロムめっきは優れた硬度と耐摩耗性を備え、鏡面のような輝きを放ちます。一方、ニッケルめっきはより優れた耐食性を提供し、様々な基材への適用が容易です。選択は、具体的な用途要件、環境条件、コスト制約によって異なります。.
PTSMAKEでは両メッキオプションを幅広く扱い、航空宇宙部品から民生用電子機器まで、お客様の表面処理選択の最適化を支援してきました。本ガイドではクロムメッキとニッケルメッキの主な相違点を、耐食性・コスト要因・外観特性・実用上の適用考慮事項にわたり解説し、次なるプロジェクトにおける適切な判断材料を提供します。.
クロムめっきとニッケルめっき、どちらのめっきが優れた耐食性を提供する?
仕上げを選ぶ際、クロムメッキとニッケルメッキの選択が争点となることが多い。どちらが優れた保護性能を発揮するのか?その答えは単純ではない。部品の最終用途と使用環境に完全に依存する。.
基本を理解する
クロムは硬く耐久性に優れた表面と、クラシックな光沢仕上げを提供します。ニッケルは優れた保護性能を備え、様々な光沢で提供されます。どちらも優れていますが、その理由は異なります。.
主な相違点
簡単な比較で、それぞれの明確な利点が明らかになる。.
| 特徴 | クロムめっき | ニッケルめっき |
|---|---|---|
| 硬度 | 非常に高い | 中~高 |
| 外観 | 明るく、青みがかった | 様々(明るいものからくすんだものまで) |
| 主要目標 | 摩耗と腐食 | 耐食性 |
この選択は、製品の長期的な性能にとって極めて重要です。.
クロムめっきとニッケルめっきを真に理解するには、特定の条件下での性能を検証する必要がある。環境要因は、どちらのコーティングがより長持ちするかを決定する上で極めて重要な役割を果たす。.
過酷な環境下での性能
海洋環境や産業環境は金属部品にとって過酷である。塩水噴霧、化学薬品、そして絶え間ない湿気が腐食を加速させる。ここでは、めっきシステムは最終層以上に重要である。.
クロムの下地としてニッケルが使用されることが多い。この組み合わせはニッケルの優れた密着性と耐食性を活用する。クロムの表層は硬度と最終的なバリア層を追加する。.
PTSMAKEでの当社の経験では、この多層アプローチにより優れたクロムの耐久性が得られます。.
標準化テストの結果
ASTM B117塩水噴霧試験などの業界標準は、客観的なデータを提供します。これらの試験は、制御された環境下で加速腐食を模擬します。.
結果から一貫して、適切なニッケル-クロム系は単層よりも優れた性能を発揮することが示されている。ニッケルめっきの厚さと種類が重要な要素である。例えば、二相ニッケル系は単層の光沢ニッケルめっき層よりもはるかに優れた耐孔食性を提供する。これは、異なる種類のニッケルを積層することで腐食が母材に到達するのを阻止し、以下のような問題を防止できるためである。 ガルバニック腐食1 層の間.
| 環境 | 推奨めっきシステム | 根拠 |
|---|---|---|
| 海洋性(高塩分) | 二相ニッケル + クロム | 優れた耐孔食性 |
| 工業(化学品) | 無電解ニッケル | 均一な厚さ、高純度 |
| 消費者(屋内) | 光沢ニッケルまたはクロム | 美学と適度な保護 |
このデータは、クライアントに最も費用対効果が高く信頼性の高いソリューションを提案する上で役立ちます。.
耐食性におけるクロムめっきとニッケルめっきの選択は、使用環境によって異なります。両者とも効果的ですが、過酷な海洋環境や産業用途では、ニッケル下地の上にクロム上塗り層を施すような多層システムが、最も優れた耐久性を発揮することが多いです。.
コスト比較の秘訣:クロムめっき対ニッケルめっき
お客様から「クロムメッキは高価ですか?」と尋ねられると、答えは単純ではありません。初期費用はあくまで物語の始まりに過ぎないのです。.
先行投資
真のめっきコスト比較を行うには、いくつかの重要な要素を検討する必要があります。両プロセスには独自の特徴があり、それらが初期見積もりに影響を与えます。.
材料とプロセスの複雑性
クロムめっきは一般的に高価な材料を必要とする。プロセス自体もより複雑で、非常に厳密な管理が求められる。.
| コスト係数 | クロムめっき | ニッケルめっき |
|---|---|---|
| 材料費 | より高い | より低い |
| 労働強度 | より高い | 中程度 |
| 再作業率 | より高い可能性 | 全般的に低い |
この表は概要を示しています。クロムめっきの複雑さは、多くの場合、高い人件費と特殊な設備の必要性につながります。.

初期見積もりを超えて:ライフサイクルコスト
初期費用が低いからといって、必ずしも長期的な価値が高いとは限りません。私は常にクライアントに対し、部品のライフサイクル全体にわたる総所有コストを考慮するよう助言しています。クロムメッキとニッケルメッキの議論が興味深いのは、まさにこの点です。.
耐久性とメンテナンス
クロムは極めて硬く、耐食性に優れています。この優れた耐久性により、交換頻度が低減されます。また長期的なメンテナンスコストも削減され、多くの産業用途において重要な要素となります。ニッケルはより柔らかく、経年とともに注意が必要になる場合があります。.
手戻りの隠れたコスト
プロセスの複雑さは再作業率に直接影響する。クロムめっきはニッケルめっきよりも許容度が低い。誤りが生じると、部品を剥離して再めっきする必要が生じることが多く、大幅なコストと時間の増加を招く。ニッケルめっき、特に 無電解めっき2, より均一なカバー率を提供できます。この一貫性により、最初から手戻り率が低くなる傾向があります。.
PTSMAKEでは、お客様がこれらの変数を分析するお手伝いをいたします。初期見積もりだけでなく、潜在的な長期的な費用も比較検討します。.
| ライフサイクル・ファクター | クロムめっき | ニッケルめっき |
|---|---|---|
| 耐久性 | 非常に高い | 高い |
| メンテナンスが必要 | 低い | 中程度 |
| 置換頻度. | より低い | より高い可能性 |
| 再作業リスク | より高い | より低い |
適切な仕上げを選ぶには、こうした初期費用と長期的な費用の要素を慎重にバランスさせる必要がある。.
ニッケルめっきの初期費用は一般的に低くなります。しかし、クロムの優れた耐久性によりライフサイクルコストの削減が期待できます。めっきコストを徹底的に比較する際には、初期投資と長期的な性能の両方を考慮し、真の価値を判断する必要があります。.
クロム対ニッケル:直接対決比較
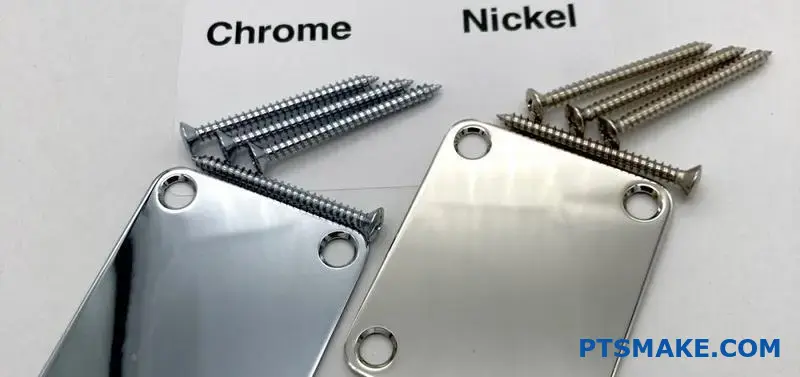
クロムとニッケルの選択は、装飾めっきにおいて頻繁に直面する決断である。両者の違いは微妙だが重要だ。主に色と反射率に帰着する。.
クロームは非常に明るくクールな仕上げを提供します。独特の、わずかに青みがかった色合いを持ちます。これによりモダンでシャープな外観が生まれます。.
一方、ニッケルはより温かみのあるトーンを呈します。黄色がかった色合いや銀色の輝きを持ち、クラシックで柔らかな印象を与えます。最終的な美的目標によって最適な選択が決まります。.
| 特徴 | クロムめっき | ニッケルめっき |
|---|---|---|
| カラートーン | クールで、ほんのり青みがかった | 温かみのある、やや黄色がかった銀色 |
| 反射率 | 高く、鏡のように | より柔らかく、より拡散した |
| 明るさ | 非常に明るい | ほのかに明るい |

見た目の印象を超えて、触覚的な特性も重要な役割を果たす。表面の感触は、品質に対する総合的な認識に寄与する。.
触感と仕上げのバリエーション
クロムは一般的に非常に硬く、滑らかな手触りです。これはその固有の硬さによるもので、耐久性にも寄与しています。.
ニッケルはやや柔らかく感じられることがあります。特に研磨されたニッケルは滑らかで、バターのような手触りがあり、多くの人々が高級で伝統的な金具と結びつけています。.
研磨ニッケルとクロムの比較は特に重要である。研磨クロムは鋭く輝く光沢を持つ。その高いレベルの 鏡面反射3 真の鏡面効果を生み出します。研磨ニッケルはより深く豊かな輝きを与え、その輝きは強すぎません。ただし、いずれの仕上げの最終的な平滑性は、下地材の準備状態に大きく依存します。下地処理が不十分な表面では、どのようなメッキを施しても欠陥のある仕上げとなります。.
| 特徴 | 研磨クローム | 研磨ニッケル |
|---|---|---|
| ビジュアルルック | 明るく、冷たく、鋭い反射 | 深く、温かく、豊かな輝き |
| 触感 | 硬くて、つるつる | 滑らかで、やや柔らかい |
| 一般的な使用 | 現代的な設備、自動車 | クラシックまたはヴィンテージデザイン |
クロームはクールで明るくモダンな美観と硬質な感触を提供します。ニッケルは温かみがあり控えめでクラシックな外観と、やや柔らかな感触を備えています。反射率と色調の違いが、デザイン決定における最も重要な要素となります。.
究極の耐摩耗性:摩擦下でより長持ちするめっきはどれか?
耐摩耗性めっきを選ぶ際、議論はしばしばクロムめっきとニッケルめっきの比較に集約される。どちらも優れた選択肢だが、それぞれ異なる分野で真価を発揮する。.
硬質クロムは極めて高い硬度で知られています。この特性により、高摩擦部品の最適な選択肢となります。.
一方、無電解ニッケルめっきは優れた均一性を提供する。また、強力な防食効果も発揮する。.
では、どちらのめっきが耐摩耗性に優れているのでしょうか?その答えは、用途の具体的な要件に完全に依存します。直接比較してみましょう。.

硬度:二つの金属の物語
硬度は耐摩耗性において重要な要素である。クロムの硬度とニッケルの硬度を比較すると、通常クロムが優位となる。硬質クロムめっきは極めて硬い。.
当社が使用する業界データに基づけば、その差は明らかです。.
| メッキタイプ | ビッカース硬度(HV) | ロックウェルC(HRC) |
|---|---|---|
| ハードクローム | 800 – 1100 | 65 – 70 |
| 無電解ニッケル(高リン) | 450 – 600 | 45 – 55 |
| 無電解ニッケル(熱処理) | 800 – 1000 | 65 – 68 |
ご覧の通り、熱処理を施した無電解ニッケルは硬質クロムの硬度に匹敵します。ただし、標準的な硬質クロムは追加工程なしでも本質的により硬い性質を持っています。.
アプリケーション・イン・モーション
摺動部および回転部においては、この硬度データが重要である。当社PTSMAKEでは、油圧シリンダーやピストンロッドに硬質クロムメッキを指定することが多い。これらの部品は絶え間ない摩耗に晒されるためである。.
無電解ニッケルめっきは複雑形状に適している。均一な被膜が弱点を防ぐ。摩耗と腐食の両方が懸念される歯車や金型に最適である。すべての要素を考慮することが重要である。 トライボロジー特性4 表面の、硬さだけではなく。.
硬質クロムは優れた硬度を提供するため、高摩擦用途に最適です。無電解ニッケルは耐摩耗性と耐食性のバランスに優れ、熱処理により硬度が大幅に向上します。最適な選択は部品の機能と使用環境によって異なります。.
クロム対ニッケルめっき:精密加工の視点
CNC部品のクロムメッキとニッケルメッキの選択は、よくある課題です。見た目の問題だけではありません。性能と耐久性に直接影響します。クロムは優れた硬度と光沢のある仕上げを提供します。.
ニッケルは優れた耐食性を提供する。高精度部品においては、めっきによる材料の付加を考慮しなければならない。これは最終的な寸法と公差に影響を与える。機械加工前には慎重な計画が不可欠である。.
| 特徴 | 硬質クロムめっき | 無電解ニッケルめっき |
|---|---|---|
| 硬度 | 非常に高い(68-72 HRC) | 中硬度(45-55 HRC) |
| 耐食性 | グッド | 素晴らしい |
| めっき均一性 | より不均一 | 非常に均一 |
| 主要用途 | 耐摩耗性 | 腐食保護 |
この選択により部品の最終特性が決定されます。当社は常にメッキ厚を考慮した加工計画を立てます。.

CNC部品の主要な考慮事項
クロムとニッケルの選択は、基材と部品の最終用途によって決まることが多い。それぞれの組み合わせには固有の利点と課題があり、慎重に管理する必要がある。特に厳しい公差を扱う場合にはこれが当てはまる。.
基材と用途の組み合わせ
鋼製CNC部品において極度の表面硬度と耐摩耗性が求められる場合、硬質クロムメッキが標準的な選択肢となる。油圧シリンダーや金型を例に挙げよう。鋼製CNC部品へのクロムメッキ処理は、耐久性に優れ低摩擦の表面を実現する。.
一方、アルミニウムとニッケルの組み合わせは一般的である。アルミニウムは軽量だが腐食しやすい。無電解ニッケルめっきは均一な保護層を形成する。腐食が重大な懸念事項となる電子機器筐体や航空宇宙部品に最適である。.
公差と寸法安定性
めっきは厚みを加え、通常は数ミクロンから100ミクロン以上になります。精密部品においては、これは大きな変化です。めっきによる厚み増加を補うため、部品は寸法を小さく加工します。めっき作業の成功は、強固な 粘着5 めっき層と基板の間に。社内テストに基づけば、精密な制御が鍵となる。.
| ステージ | 必要な措置 | 例(目標 Ø10.00 mm) |
|---|---|---|
| プレマシニング | 必要なアンダーサイズを計算する | 機械部品 直径9.95mm |
| メッキ | 制御されためっき層を形成する | 厚さ0.025 mmの板 |
| 最終パート | 部品は最終寸法を満たす | 最終寸法はØ10.00 mm |
この緻密な工程により、最終的なめっき部品が設計で要求される正確な仕様を満たすことが保証されます。.
CNC部品におけるクロムめっきとニッケルめっきの選択は、硬度と耐食性の要求によって決まります。めっき厚みを考慮し寸法精度を維持するためには、特に鋼材へのクロムめっきやアルミニウムへのニッケルめっきといった特定の組み合わせにおいて、入念な前加工が不可欠です。.
めっきが公差と寸法精度に与える影響
仕上げを選ぶ際、議論はしばしばクロムメッキとニッケルメッキのどちらかになる。どちらも優れた選択肢だ。しかし、これらは部品の最終的な寸法に直接影響を与える。.
めっきは単なるコーティングではない。それは追加された材料の層である。この層は部品のサイズと適合性を変化させる。.
クロムの寸法変化
硬質クロムはニッケルよりも厚くめっきされることが多い。これによりクロムの寸法変化がより大きくなる。この点は初期加工段階で考慮しなければならない。.
ニッケルめっきの堆積
無電解ニッケルは極めて均一な被膜を形成する。しかしながら、ニッケルめっきの堆積は依然としてあらゆる表面に加算される。この点を考慮に入れることが極めて重要である。.
一般的な厚みの概要は以下の通りです。.
| メッキタイプ | 標準厚さ(マイクロメートル) |
|---|---|
| 装飾用クローム | 0.25 – 0.5 |
| ハードクローム | 25 – 250 |
| 無電解ニッケル | 5 – 75 |
この表は、精密部品においてDFMがなぜ重要なのかを示しています。.

めっきをDFMに組み込む
めっき厚さの影響はDFMにおける核心的な考慮事項である。当社PTSMAKEでは、常にめっき後の最終寸法を基準として作業を行う。その後、寸法を不足させる形で加工し、これを補正する。.
この手法により、後工程での公差積み重ねの問題を防止します。精密組立部品においては、この工程は必須です。これにより、高コストな手直しや廃棄を回避できます。図面上の明確なコミュニケーションが鍵となります。.
クロム対ニッケル:より深い考察
クロムとニッケルの選択は、用途によって決まることが多い。硬質クロムは優れた硬度と耐摩耗性を提供する。これにより、油圧シリンダーやピストンリングなどの部品に理想的である。.
無電解ニッケルは耐食性に優れ、より均一な堆積層を形成します。このプロセスの 投球力6 金属が部品表面に均一に堆積する度合いに影響を与えます。これは複雑な内部形状において重要な利点です。.
この表は、その違いをさらに詳しく示しています。.
| 特徴 | ハードクローム | 無電解ニッケル |
|---|---|---|
| 硬度 | 66-70 HRC | 45-55 HRC(めっき状態) |
| 耐食性 | グッド | 素晴らしい |
| 均一性 | より不均一 | 高い均一性 |
| 申し込み | 耐摩耗性 | 腐食保護 |
これらのトレードオフを理解することは不可欠です。これにより、部品の機能に適した表面処理を選択でき、想定環境下での性能と信頼性を確保できます。.
クロムめっきとニッケルめっきはいずれも材料を付加するため、最終部品の寸法が変化します。適切なDFM計画が不可欠であり、最終公差を満たすようめっき前の加工寸法を調整する必要があります。選択は、特定の耐摩耗性および耐食性要件によって決まります。.
耐火性能?耐熱性能?熱性能について知っておくべきこと
高温環境下で使用される部品の表面処理を選ぶ際、議論はしばしばクロムめっきとニッケルめっきの比較に集約される。どちらも保護機能を提供するものの、熱的挙動には大きな違いがある。この差異を理解することが重要である。.
クロムは一般的に耐熱性に優れています。ニッケルは融点が低く、変色しやすい傾向があります。選択は性能と見た目の両方に影響します。.
クロム対ニッケル:熱特性の比較
最も基本的な熱的限界である融点から始めましょう。これは極端な温度にさらされる可能性のある部品にとって重要な要素です。.
| メッキタイプ | 融点(概算) |
|---|---|
| クローム | 1907°C (3465°F) |
| ニッケル | 1455°C (2651°F) |
この初期データは、極端な温度条件下におけるクロムの顕著な優位性を示している。.

融点は重要だが、部品が実際にその温度に達することは稀である。真の試練は、持続的な高温環境下での性能にある。ここでは、単純な融解を超えた要因を検討する。.
高温性能の詳細分析
クロムめっきとニッケルめっきは、いずれも熱処理部品に使用される。しかし、長時間の熱暴露に対する反応は異なる。最適な選択は、具体的な使用条件によって決まる。.
変色と酸化
クロムめっき、特に硬質クロムめっきは、優れた安定性で知られています。酸化に強く、高温下でも外観を維持します。.
ニッケル、特に無電解ニッケルは、400°C(750°F)以上の温度にさらされると黄変または変色することがあります。これは外観部品にとって重要な考慮事項です。表面 放射率7 また、熱を放射する方法にも影響を与えます。.
熱処理部品のめっき
熱処理を施す部品においては、めっきは良好に密着し、母材を損なってはならない。.
| 特徴 | ハードクローム | 無電解ニッケル |
|---|---|---|
| 最高使用温度 | 最大650℃(1200°F) | 変色するまで最大400°C(750°F) |
| 熱安定性 | 素晴らしい、硬度と色を保ちます。. | 良いが、柔らかくなったり変色したりする可能性がある。. |
| 接着 | 強固な機械的結合。. | 優れた分子結合。. |
PTSMAKEでは、排気部品や産業機械部品には、優れた耐熱性を備えた硬質クロムメッキを推奨することが多い。ニッケルメッキは、それほど厳しくない温度条件下での確かな選択肢である。.
クロムは高温用途に優れ、強度と外観を維持します。ニッケルは中温域で汎用性が高くコスト効率に優れますが、変色する可能性があります。適切な選択は、部品の動作環境における具体的な要求事項に完全に依存します。.
クロムメッキやニッケルメッキは修理や再メッキが可能ですか?
はい、クロムとニッケルの両方の再メッキは可能です。ただし、単純な塗装の上塗り作業ではありません。まず古いメッキを完全に剥離する必要があります。.
この剥離工程は最も繊細な部分である。正しく行われない場合、部品を修復不能な状態に損なう可能性がある。.
再めっきプロセスの概要
再メッキの全工程には明確な段階があります。完璧な最終仕上げを実現するには、各工程を慎重に実行する必要があります。.
| ステップ | キー・アクション |
|---|---|
| 1. ストリッピング | 化学的にすべての古いめっき層を除去する。. |
| 2. 表面処理 | 原料を研磨し、洗浄する。. |
| 3. 再めっき | ニッケルとクロムの新しい層を塗布する。. |
このクローム分解修理プロセスには固有のリスクが伴います。.

重要な剥離段階
再メッキの成功は完璧な剥離から始まります。この工程で不良コーティングを除去し、新たな仕上げのための下地を整えます。この作業には特殊な化学浴を使用します。.
ニッケル剥離には通常、酸性溶液が使用される。クロム剥離修理プロセスはより複雑である。まず薄いクロム層を除去し、その下にある厚いニッケル層を剥離する必要がある。.
リワークの限界を理解する
最大のリスクは寸法損失です。剥離薬品は母材をわずかに除去する可能性があります。これは高精度部品にとって重大な問題です。当社では再めっき工程を決定する前に、常に重要寸法を測定しています。.
化学浴法は一般的である。しかし、次のようなプロセスは 電解剥離8 材料除去をより効果的に制御できる場合がある。.
| リスク要因 | 潜在的な結果 | PTSMAKEにおける緩和策 |
|---|---|---|
| 寸法変更 | 部品は仕様を満たさなくなりました。. | ストリップ前検査およびストリップ後検査。. |
| 表面のピット | 凹凸のある、または粗い基材。. | 制御された浸漬時間と化学組成。. |
| 重大な欠陥 | 水素脆化の危険性。. | ストリッピング後の熱処理(焼成)。. |
再メッキ加工においてクロムめっきとニッケルめっきを比較する場合、ニッケルめっきの方が一般的に簡便である。単層構造のため剥離が容易である。一方、クロムめっきの多層構造は再メッキ工程のリスクを高める。.
再めっきは有効な修理方法ですが、単純な作業ではありません。古いコーティングを除去する必要があり、寸法損失や基材損傷などのリスクを伴います。特に高精度部品の場合、作業前に十分な評価が不可欠です。.
基材に応じてめっきを選択する技術を習得する
クロムめっきとニッケルめっきの選択はよくある課題です。どちらも優れた保護性と装飾的な仕上げを提供します。最終的な決定は、多くの場合、基材によって左右されます。.
クロムめっき:基本
クロムは極めて高い硬度と鏡のような光沢で知られています。優れた耐摩耗性を提供するため、高摩擦部品に最適です。.
ニッケルめっき:基本
ニッケルはわずかに暖色系の黄色みを帯びた色調を提供する。優れた耐食性を有し、クロムよりも延性が高い。他のめっきの下地として頻繁に使用される。.
クイック比較
| 特徴 | クロムめっき | ニッケルめっき |
|---|---|---|
| 外観 | 明るい青みがかった白色 | やや黄色がかった |
| 硬度 | 非常に高い(65-70 HRC) | 中程度(40-60 HRC) |
| 腐食 | 素晴らしい | 非常に良い |
| コスト | 全般的に高い | 全般的に低い |

クロムめっきとニッケルめっきの議論は、単なる表面仕上げの問題ではない。基材との適合性が成功の最も重要な要素である。適合しない場合、剥離、膨れ、または性能不良を引き起こす可能性がある。.
基板互換性マトリックス
PTSMAKEでは、様々な組み合わせに対応するプロセスを洗練させてきました。適切な準備が、強固な結合の鍵となります。 粘着9 めっき部品の寿命にとって極めて重要です。.
| 基板 | ニッケルめっき | クロムめっき | 推薦 |
|---|---|---|---|
| スチール | 素晴らしい | 良好(ニッケル下地塗装が必要) | 耐久性においては、ニッケルめっき鋼が最良のめっき組み合わせである。. |
| アルミニウム | 良好(亜鉛酸塩が必要) | 難易度が高い(下地塗装が必要) | アルミニウムへのクロムめっきには、慎重な前処理が必要である。. |
| 真鍮 | 素晴らしい | 素晴らしい | どちらも優れた選択肢です。求める色によって異なります。. |
| 銅 | 素晴らしい | 素晴らしい | 真鍮と同様に、選択は往々にして審美的なものである。. |
| ステンレス鋼 | 良好(アクティベーションが必要) | 良好(アクティベーションが必要) | どちらも適切な接着を確保するために特別な活性化工程が必要です。. |
耐摩耗性と防食性を必要とする鋼部品には、ニッケル層に続いてクロム層を形成する手法が堅牢な解決策となる。この多層化処理は両方の特性を最大限に活かしたものである。.
最適なめっきの組み合わせは万能ではありません。それは基材の材質と用途の要求に合わせて調整された特定の解決策です。両方の要素を考慮することが、成功し長持ちする仕上げには不可欠です。.
生涯価値対決:クロムめっきとニッケルめっきのTCO分析
初期価格のみを考慮することはよくある間違いである。めっきにおける真の費用対効果は、包括的な分析によって得られる。これには総所有コスト(TCO)モデルが必要となる。.
このモデルは見積もりを超えた視点で分析します。摩耗、労務費、手直し費用、さらには環境コストまで含みます。めっきの総所有コスト(TCO)モデルを構築しましょう。.
| コスト係数 | 初期価格重視 | TCOフォーカス |
|---|---|---|
| 決定根拠 | 部品ごとの最低見積額 | 部品寿命期間における最低コスト |
| 主要指標 | メッキ価格 | 耐久性、労務、コンプライアンス |
| 成果 | 潜在的な隠れたコスト | 予測可能な長期的な価値 |
このアプローチにより、財務上の影響を包括的に把握できます。.

めっきの総所有コスト(TCO)モデルの分解
クロムとニッケルの総所有コストを厳密に比較分析するには、いくつかの隠れた費用を分解する必要があります。これらの要素は、初期のめっきコストよりも大きな財務的影響を与えることがよくあります。.
摩耗と交換サイクル
硬質クロムは極めて耐久性に優れています。これにより部品の寿命が延び、交換頻度が減少します。無電解ニッケルは優れた耐食性を提供し、これも寿命に影響しますが、異なる用途においてです。改良された トライボロジー特性10 コーティングの長期コストを直接的に削減する。.
労務と手直し
無電解ニッケルめっきは極めて均一な被膜を形成します。これにより後加工が不要となる場合があります。クロムめっきはエッジ部分に堆積することがあり、修正に追加作業を要する場合があります。手直し作業は予算外の大きなコスト要因となります。.
環境およびコンプライアンスコスト
これは主要な要因である。六価クロム処理は高い環境規制対応コストと廃棄物処理コストを伴う。これらのコストは上昇傾向にある。ニッケルめっき、特に無電解ニッケルめっきは、一般的に環境コストプロファイルが低い。.
以下に、これらの隠れたコストの簡略化した比較を示します。.
| TCO要因 | ハードクローム | 無電解ニッケル |
|---|---|---|
| 寿命(摩耗) | 素晴らしい | 非常に良い |
| 再作業リスク | 中程度(凹凸) | 低(均一性) |
| 環境コスト | 高い | 中程度 |
| 再利用性 | より複雑に剥がす | 剥がしやすくなる |
これらの要素を考慮することで、生涯価値がはるかに明確に把握できる。.
真のめっきTCOモデルは請求書以上の要素を考慮します。摩耗、労務費、環境規制対応、再利用可能性を算入します。これにより、特定の用途においてどのコーティングが長期的に優れた価値を提供するかを包括的に把握できます。.
PTSMAKEで優れた表面処理ソリューションを今すぐ実現!
次回のCNC加工や射出成形プロジェクトにおけるクロムめっきとニッケルめっきの選択でお悩みですか?PTSMAKEの専門家にご相談ください。迅速かつ正確な見積もりと、精密性・耐久性・長期的な価値を保証するオーダーメイドめっきソリューションをご提供します。今すぐお見積り依頼を送信し、プロジェクトの性能を向上させましょう!

異なる金属がどのように相互作用し、部品の早期故障を引き起こす可能性があるかを発見してください。. ↩
電流を用いずに均一なコーティングを実現するこの化学的プロセスを理解する。. ↩
この特性が鏡面のような表面を作り出し、仕上げにおける知覚される明るさにどのように影響するかを学びましょう。. ↩
材料表面が運動中にどのように相互作用し、摩擦、摩耗、および部品全体の寿命に影響を与えるかを学びます。. ↩
基板の表面処理がめっき部品の接着強度と耐久性に与える影響について学びましょう。. ↩
この特性が複雑な部品のコーティング均一性に与える影響と、最終公差に及ぼす影響について学びましょう。. ↩
この特性が表面の熱放射にどのように影響し、部品の温度にどのような影響を与えるかを学びましょう。. ↩
この制御された電気化学的プロセスが、母材へのリスクを最小限に抑えながらめっきを除去する方法を学びましょう。. ↩
強固で長持ちするメッキ仕上げに、適切な表面処理が不可欠な理由を明らかにします。. ↩
摩擦と摩耗の科学を理解し、表面性能をより適切に評価する。. ↩






