

一貫した品質を提供し、厳しい技術仕様を満たす粉体塗装サービスを見つけるのは困難です。多くのサプライヤーは完璧な仕上げを約束しながら、欠陥や付着不良、色むらのある部品を納品し、結果としてコストのかかる手直しやプロジェクトの遅延を招いています。.
粉体塗装は、従来の湿式塗装システムと比較して優れた耐久性、環境適合性、コスト効率性を提供するため、航空宇宙、医療、自動車、民生用電子機器産業における精密加工部品の仕上げ方法として好まれる。.

長年にわたり様々なコーティングサプライヤーと仕事をしてきた経験から、成功は技術的な詳細を理解することにかかっていると学びました。本ガイドでは、欠陥防止や公差管理から、部品が常に仕様を満たすことを保証する材料固有の前処理や業界標準に至るまで、あらゆる内容を網羅しています。.
なぜ賢いエンジニアは粉体塗装を水性塗装よりも好むのか
エンジニアは性能と信頼性を最優先する。仕上げの選択は単なる美観の問題ではない。それは重要な技術的判断である。.
粉体塗装と液状塗料の比較はよくある議論だ。しかし要求の厳しい用途では、選択は明らかになる。.
耐久性の優位性
粉体塗装はより厚く均一な層を形成します。これにより従来の塗料よりも強靭な硬質表面が得られ、剥がれ・傷・退色に対して優れた耐性を発揮します。.
アプリケーションの効率性
塗布プロセスもより迅速です。多くの場合、1回の塗装のみで済みます。これにより生産ラインが加速し、人件費が削減されます。多くのエンジニアリング部品がこの効率化の恩恵を受けています。.
| 特徴 | パウダーコーティング | 塗料が乾いていません |
|---|---|---|
| 典型的な厚さ | 1~6ミル(25~150マイクロメートル) | 0.5~1ミル(12~25マイクロメートル) |
| 硬度(ASTM D3363) | Hから2Hへ | HBからFへ |
| 申込方法 | 静電スプレー | スプレー、ブラシ、浸漬 |
頑丈で長持ちする部品には、粉体塗装の利点は否定できません。.

仕上げ工程を評価する際、私は表面だけを見ません。塗布から長期的な性能、環境への影響に至るまでのライフサイクル全体が重要です。この選択は、私たちが製造するエンジニアリング部品の品質に直接影響します。.
優れた仕上げ品質と一貫性
粉体塗装は乾燥粉末を静電的に塗布し、その後加熱硬化させる。この工程により塗料が流動し皮膜を形成するため、滴りや流れ跡のない滑らかで均一な表面が得られる。これは液状塗料のように仕上がりが不安定になることがない。使用される材料は 熱硬化性ポリマー1 硬化時に架橋反応を起こし、強固な分子結合を形成します。当社PTSMAKEの粉体塗装サービスでは、あらゆる部品にこの一貫した品質を保証します。.
環境および安全上の利点
粉体塗装の大きな利点は、環境への影響が最小限であることです。溶剤を含まず、揮発性有機化合物(VOC)の放出もごくわずかです。これにより、作業者と環境の安全性が向上します。.
| アスペクト | パウダーコーティング | 塗料が乾いていません |
|---|---|---|
| 揮発性有機化合物(VOC)排出量 | ほぼゼロ | 高い |
| 廃棄物 | オーバースプレーはリサイクル可能である | オーバースプレーは有害廃棄物である |
| 火災の危険 | 低い | 高(溶剤による) |
長期的な費用対効果
初期設備コストは高くなる場合もありますが、粉体塗装は長期的に見てより経済的であることが証明されることがよくあります。材料利用率の向上、硬化時のエネルギー消費量の削減、廃棄コストの低減が、大幅な長期的な節約につながります。耐久性の高さにより、保証請求や手直し作業も減少します。.
粉体塗装は耐久性に優れ、効率的で環境に優しい仕上げを提供します。高性能が求められるエンジニアリング用途においては、その優れた均一性と長期的なコスト削減効果により、従来の湿式塗装よりも優れた選択肢となります。.
粉体塗装の主な10の欠陥とその防止策
粉体塗装の一般的な問題を理解することは、あらゆる技術者や購買担当者にとって不可欠です。完璧な仕上げは単なる美観の問題ではなく、性能と耐久性に関わるものです。欠陥は往々にして工程のより根本的な問題を示しています。.
よくある質問に迫ってみましょう 粉体塗装表面欠陥. これらは部品の完全性と保護を損なう可能性があります。その原因を理解することで、製造パートナーとのより効果的な議論が可能になります。.
一般的な視覚的欠陥
| 欠陥 | 外観 |
|---|---|
| オレンジピール | オレンジの皮のような凸凹した質感。. |
| ピンホール | コーティング表面に穿たれた微小で深い穴。. |
| 泡 | 塗装面に小さな水ぶくれや盛り上がった泡が生じる。. |
これらを早期に特定することで、コストのかかる手直しを防止できます。.

視覚的な欠陥を超えて、一部の欠陥はコーティングの根本的な目的を損なう。剥離と密着不良は最も深刻な二つの欠陥である。 粉体塗装の問題点. それらは通常、粉末が噴霧されるずっと前の、重要な準備段階における失敗を指摘している。.
耐久性のある仕上げにおいて最も重要な要素は、表面処理です。基材が完全に清潔で処理されていない場合、粉体は適切に密着しません。これが、私が最も頻繁に目にするコーティング不良の根本原因です。.
接着不良と耐久性不良
密着性の低さは、塗膜がシート状に剥離する原因となる。欠けとは、衝撃で表面仕上げが剥がれる現象を指す。いずれの問題も部品の耐用年数を大幅に短縮する。この問題は往々にして目に見えない部分から始まる。 基板汚染2 または不適切な硬化プロファイル。.
これらの不具合はすぐには現れないかもしれない。組み立て中に表面化したり、さらに悪いことに製品が現場で使用された後に発覚したりする可能性がある。だからこそ、綿密なプロセスが不可欠なのである。.
| 欠陥 | 主要な根本原因 | 予防法 |
|---|---|---|
| チッピング | 不十分な前処理または硬化不足。. | 洗浄工程を確認し、硬化スケジュールに従う。. |
| 接着不良 | 表面汚染物質(油、グリース)。. | 堅牢な多段階洗浄を実施する。. |
PTSMAKEでは、当社の 粉体塗装サービス 厳格な多段階前処理工程を含みます。これにより表面が完璧な状態に保たれ、最大の密着性と長期的な耐久性が確保されます。.
粉体塗装表面の欠陥(オレンジピールや密着不良など)を認識することは極めて重要です。これらの問題は、多くの場合、塗布時のミスや不十分な下地処理に起因します。この点を理解することで、高品質な製品を選別・選定する上で役立ちます。 粉体塗装サービス プロジェクト向けのプロバイダー。.
航空宇宙グレードの粉体塗装部品に対する要求事項
航空宇宙規格への適合は任意ではありません。厳格な要件です。すべての塗装部品は、安全性と性能に関する精密な仕様を遵守しなければなりません。プロフェッショナルな「航空宇宙用粉体塗装」が真に優れているのはこの点です。.
軍事仕様への適合性
MIL-PRF-24712のような規格がすべてを規定する。これらは材料組成、用途、最終性能を網羅する。適合性により部品が過酷な運用環境に耐えられることが保証される。信頼性の保証である。.
重要な前処理手順
適切な表面処理は基本である。それがなければ、最高の塗料でさえも失敗する。清潔で適切に処理された表面は、最大の密着性と耐食性を保証する。.
| ステージ | 目的 |
|---|---|
| 脱脂 | 油分や汚染物質を除去します。. |
| すすぎ | 化学残留物を洗い流します。. |
| コンバージョンコーティング | 密着性と防食性を向上させます。. |
| 最後のすすぎ | コーティングのための純粋な表面を確保します。. |
この詳細な工程は、高品質な「粉体塗装サービス」の特徴である。.

初期塗布後も、部品は厳格な検証プロセスを経る必要がある。この工程により、コーティングが飛行時の過酷な実環境に対応できることが証明される。こうした「航空機用粉体塗装基準」こそが、標準的な作業と航空宇宙グレードの品質を分かつものである。.
環境試験および性能試験
被覆部品に対し、一連の試験を実施します。これらは実環境のストレスを模擬したものです。目的は、部品が実際に設置されるずっと前に耐久性を検証することです。これらの試験は、あらゆる「軍用規格コーティングサービス」に不可欠です。.
以下に、当社が実施する主要な検証テストの一部を示します。.
| テスト・タイプ | 目的 |
|---|---|
| 塩水噴霧試験(ASTM B117) | 経時的な耐食性を測定する。. |
| 接着性(ASTM D3359) | コーティングと基材の間の結合を検証する。. |
| 耐衝撃性 | 物理的な打撃に対する耐久性を評価する。. |
| 厚さ測定 | コーティングが規定の公差内にあることを保証する。. |
完全なトレーサビリティの重要性
コーティング自体と同様に、文書化も極めて重要です。完全なトレーサビリティが求められます。粉末のバッチ番号から硬化温度、検査結果に至るまで、すべての工程が記録されます。.
これにより各部品の完全な履歴が作成されます。説明責任を果たし、品質管理に不可欠です。PTSMAKEにおける当社のプロセスにおいて、これは譲れない要素です。.
MIL-PRF-24712などの航空宇宙規格への準拠は必須です。これには入念な前処理に加え、広範な環境試験および性能試験が含まれます。完全なトレーサビリティを確保するための詳細な文書化により、すべての部品が安全性と信頼性に関する最高基準を満たしていることが保証されます。.
粉体塗装後の厳しい公差達成の秘訣
粉体塗装は保護層を形成しますが、同時に厚みも増加させます。これは部品の最終寸法に直接影響します。この厚み増加を無視すると、組み立て不良の原因となります。.
成功するプロジェクトは、正確な厚み制御にかかっています。これは厳しい公差が要求される部品にとって重要な要素です。.
コーティング堆積の課題
すべての表面に粉末層が形成されます。その厚みは0.002~0.005インチ以上と幅があります。重要寸法を維持するためには、設計段階でこの厚みを考慮に入れる必要があります。.
初期計画が鍵となる
当社はお客様と協力し、重要な領域を定義します。これにより、粉体を塗布する前に戦略を策定でき、粉体塗装サービス後の完璧な適合性を保証します。.

精度を維持するため、我々は二つの核心領域に注力する:緻密なマスキングと知的な設計対応である。これらの工程は高精度部品にとって任意の選択肢ではない。成功に不可欠な要素である。.
精密マスキング技術
マスキングは、コーティングを施さない必要がある領域を保護します。これにはねじ山、嵌合面、または接地点などが含まれます。マスキング材の選択は、明確でシャープなラインを実現するために極めて重要です。.
| マスキング方法 | 最適 | 耐熱温度 |
|---|---|---|
| 高温用テープ | 平らな表面、鋭い縁 | 高い |
| シリコンプラグ/キャップ | 穴、ねじ山、スタッド | 非常に高い |
| リキッド・マスカント | 複雑な形状または不規則な形状 | 変動あり |
適切な方法を選択することで、意図した表面のみがコーティングされることを保証します。これにより、機能に支障をきたす箇所の堆積を防ぎます。効果的な「精密マスキング技術」は品質の基盤です。.
表面堆積物のための設計
最適な戦略は、最初からコーティングを考慮した設計を行うことです。これは、追加される厚みを考慮して初期のCNC加工寸法を調整することを意味します。例えば、穴をわずかに大きめに加工します。これにより、コーティング後の正しいサイズが保証されます。この先見性により、コーティング後の修正が不要になります。また、次のような問題も回避できます。 ファラデーケージ効果3 狭いコーナーでは、コーティングが不均一になる可能性があります。当社PTSMAKEでは、これらの考慮事項をDFMプロセスに統合しています。.
コーティング後の厳しい公差達成には積極的なアプローチが不可欠である。精密な厚み制御、戦略的なマスキング、材料の堆積を考慮した部品設計を組み合わせることで、最終製品がすべての仕様を満たし、高コストな手直しを回避できる。.
医療機器筐体における粉体塗装の利点
医療分野において、医療機器の表面は単なる見た目ではない。安全性や機能性を担う重要な要素である。表面処理は耐久性に優れ、患者との接触に安全でなければならない。.
粉体塗装は優れた解決策を提供します。医療環境の厳しい要求を効果的に満たします。.
生体適合性と安全性
重要な要件として、コーティングは非毒性である必要があります。人体組織と反応してはなりません。当社の医療機器用粉体塗装オプションは、まさにこの目的のために設計されています。病院環境で安全に使用できる仕上げを提供します。.
機能的性能
これらのコーティングは清掃も容易にします。滑らかで非多孔質の表面は微生物の増殖を抑制します。これはあらゆる臨床環境における感染管理において極めて重要です。.
| 特徴 | パウダーコーティング | 液体塗料 |
|---|---|---|
| 生体適合性 | 素晴らしい | 変動あり |
| 耐久性 | 高い | 中程度 |
| 耐薬品性 | 高い | 中・低 |
| お手入れのしやすさ | 簡単 | 多孔質である可能性がある |

医療機器の表面処理を選択する際には、そのライフサイクル全体を考慮する必要があります。これには反復的な滅菌処理や強力な洗浄剤への曝露が含まれます。劣化する表面処理は患者の安全と機器の完全性を損なう恐れがあります。適切なコーティングが差を生むのはまさにこの点です。.
病院環境における耐久性の向上
粉体塗装は強固な架橋構造の表面を形成します。これは従来の塗料よりも硬く、より高い耐久性を有します。この仕上げは、多忙な病院環境における日常使用による欠け、引っかき傷、摩耗に耐えます。.
耐久性に優れたコーティング材を扱っています 熱硬化性ポリマー4. この構造により、強力な化学薬品にさらされた後もコーティングが損なわれることはありません。.
洗浄剤に対する耐性
医療機器は強力な消毒剤で洗浄されます。この化学的攻撃により塗装が剥がれる事例を目にしてきました。しかし粉体塗装は極めて優れた耐性を発揮します。当社の 粉体塗装サービス 特にこれをテストする。.
非多孔質表面は化学物質の浸透を防ぎます。これにより下層の金属筐体を腐食から保護します。また、装置の寿命を通じて滅菌が容易であることを保証します。生体適合性コーティングはその完全性を維持しなければなりません。.
| 消毒剤の種類 | 粉体塗装耐性 |
|---|---|
| アルコールベースの | 高い |
| 漂白剤溶液 | 高い |
| 第四級アンモニウム | 高い |
| 過酢酸 | 高い |
粉体塗装は医療機器に優れた表面処理を提供し、生体適合性、耐薬品性、洗浄容易性を確保します。その耐久性のある表面は医療環境の厳しい要求を満たし、病院環境に適した信頼性の高い表面処理と機器全体の完全性を実現します。.
粉体塗装時の機械加工ねじ山および加工形状の保護
粉体塗装時の重要部位保護は絶対条件である。些細なミスが高精度部品を無用化する可能性がある。細心の注意を要する。.
効果的なマスキングにより、ねじ山、穴、およびシール面がコーティングから保護されます。これにより、それらの機能と寸法精度が維持されます。.
一般的なマスキング手法
コーティング工程においてOEM機能を保護するため、主に二つの方法を採用しています。高温対応テープと専用プラグです。.
技法比較
各手法にはそれぞれ最適な適用場面がある。適切な手法を選択することが重要である。.
| 方法 | 最適 | 主な利点 |
|---|---|---|
| テープ | 外部表面、平坦な領域 | 柔軟性 |
| プラグ | 内ねじ、穴 | 再利用性 |
粉体塗装前の適切なねじ穴マスキングは、当社の仕上げ工程において極めて重要な工程です。.

適切なマスキング材の選択は、技術そのものと同じくらい重要です。材料は、静電塗布と高温硬化プロセスの両方に耐え、故障することなく機能しなければなりません。.
高温用テープの選定
精密部品をマスキングする際、どんなテープでも良いわけではありません。ポリエステルテープとポリイミドテープが業界標準です。これらは接着剤の残留物を残さず、きれいに剥がせます。.
テープの厚さと粘着特性を考慮する必要があります。薄いテープは破れる可能性があり、厚いテープは望ましくない塗装縁を生じさせる恐れがあります。当社の経験が、各作業に最適なテープの選定を可能にします。.
取り外し可能なプラグとキャップ
ねじ穴などの内部構造には、シリコンプラグが最適な解決策です。柔軟性があり再利用可能で、ぴったりとフィットするよう設計されています。これにより粉塵の侵入を防止します。.
素材の デュロメーター5 重要な要素です。プラグの硬度とシール性能を決定します。柔らかいプラグは不規則な形状への適合性に優れ、硬いプラグは耐久性が高くなります。当社の粉体塗装サービスでは、あらゆる形状に対応できるよう幅広い品揃えを常備しています。.
テープ材料ガイド
クライアントとのテストでは、材料の選択が最終的な品質に直接影響することが示されています。.
| テープタイプ | 最高温度 | 接着 | ベストユース |
|---|---|---|---|
| ポリエステル | 400°F (204°C) | シリコーン | 汎用、きれいな縁 |
| ポリイミド | 500°F (260°C) | シリコーン | 高温、電子機器 |
| ガラスクロス | 500°F (260°C) | シリコーン | 凹凸のある表面、サンドブラスト処理 |
PTSMAKEでは、部品の形状とコーティング要件に厳密に適合したマスキング手法を採用し、あらゆる特徴を確実に保護します。.
高品質な粉体塗装サービスには、効果的なマスキングが不可欠です。適切な耐熱テープとシリコンプラグを選択することで、重要なネジ山や表面を保護し、最終部品が高価な手直しや部品故障なしに全ての仕様を満たすことを保証します。.
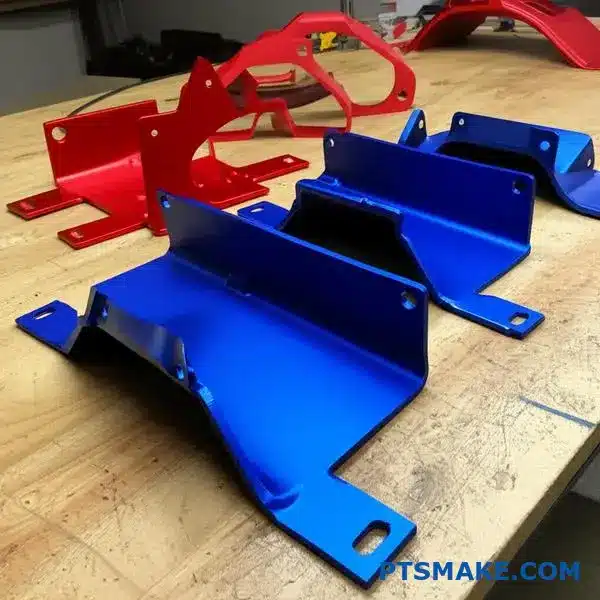
消費者向け製品で印象に残る粉体塗装仕上げの選定
適切な仕上げは製品を格段に高めます。それは単なる色だけでなく、質感や手触りにも関係します。製品の表面はユーザーとの最初の接点なのです。.
この相互作用が彼らの第一印象を決定づけます。高級感ある製品表面の質感は、デバイスを単なる機能的なものから魅力的な存在へと昇華させます。これはブランドアイデンティティの重要な要素です。.
マットとグロスの用途
マット仕上げは高級電子機器で人気がある。指紋を目立たなくし、まぶしさを抑えることで、洗練されたモダンな外観を実現する。高級ヘッドホンやロボットの筐体を思い浮かべてほしい。.
光沢仕上げは、鮮やかで目を引く効果を生み出します。そのため、スポーツ用品や店頭で目立たせたい製品に最適です。.
触覚的および視覚的な魅力
仕上げの質感は品質を伝える。滑らかなマット表面は洗練された印象を与える。高光沢仕上げは活力と清潔感を放つ。メタリックな質感は耐久性と精密さを示唆する。.
簡単に比較してみよう:
| 仕上げタイプ | 視覚的魅力 | 触感 | 最適 |
|---|---|---|---|
| マット | 控えめでモダン | 柔らかく、なめらか | 電子工学、ロボット工学 |
| 光沢 | 鮮やかで、反射する | 洗練された、硬い | スポーツ用品、家電製品 |
| メタリック | プレミアム、耐久性 | 変動あり | 自動車、ハイテク |
この美観を重視した粉体塗装の選択は、ユーザーの認識に直接影響を与えます。.

表面仕上げの選択は、単なる美観の問題を超えています。製造工程の一貫性と製品の価値感に影響を与えます。ロボットメーカーとの協業から、テクスチャードマット仕上げは表面の微細な欠陥を目立たなくし、生産プロセスを簡素化できることが明らかになりました。これは、適切に選定された消費財向け粉体塗装の実用的な利点です。.
特定産業向け仕上げ
民生用電子機器において、ソフトタッチのマット仕上げは高級感を提供します。また、グリップ性を向上させ、ユーザー体験を改善します。ハンドヘルドデバイスには、この仕上げを推奨することが多いです。.
一方、スポーツ用品には耐久性が求められる。高光沢の粉体塗装は見た目がダイナミックなだけでなく、頑丈で清掃しやすい表面を提供する。傷や衝撃に効果的に耐えなければならない。.
金属仕上げはハイテクの精密感を醸し出します。当社はこれをドローン部品や自動化ハードウェアに適用しています。この仕上げは先進技術と頑丈な構造を暗示し、これらの分野において極めて重要です。光の表面との相互作用の仕方、具体的には 鏡面反射6, この効果の鍵となる。.
PTSMAKEでは、粉体塗装サービスにおいて、製品の機能と市場での位置付けに仕上げを合わせることに重点を置いています。.
| 産業 | 推奨仕上げ | 主なメリット |
|---|---|---|
| ロボット工学 | テクスチャードマット | 欠点を隠す、モダンな見た目 |
| エレクトロニクス | ソフトタッチマット | 高級感、指紋を軽減 |
| スポーツ用品 | ハイグロス | 耐久性、鮮やかな外観 |
適切なプレミアム製品の表面質感を選択することは、芸術と工学を融合させた戦略的な決断である。.
適切な仕上げの選択は極めて重要です。マット、光沢、メタリックといった質感は、製品の視覚的アイデンティティと触覚的印象を決定づけます。この選択は、ロボット工学、電子機器、スポーツ用品といった競争の激しい市場において、消費者が製品の品質と価値をどう認識するかに直接影響を与えます。.
硬化の理解:粉体塗装成功の核心
硬化段階こそが粉体塗装が変容する瞬間である。単なる加熱ではなく、精密な化学反応が起きる。これは塗装工程における極めて重要な工程だ。 粉体塗装の硬化工程.
オーブンの挙動を徹底的に研究することに注力しています。焼き上げサイクルを完璧にすることが鍵です。.
タイミングと温度が重要な理由
わずかな偏差でも最終的な仕上がりに影響を及ぼす。耐久性と外観のためには、コーティングにおける安定したオーブン温度管理が不可欠である。これにより欠陥を防ぎ、高品質な製品を保証する。.
| 硬化状態 | 接着 | 耐久性 |
|---|---|---|
| 未熟成 | 貧しい | 脆い |
| 適切に熟成された | 素晴らしい | 強くて柔軟 |
| 過度に熟成された | グッド | 脆く変色した |

あらゆるものの成功は 粉体塗装サービス 硬化炉の選択が鍵となる。炉の種類の選択は結果に大きく影響する。これは部品の形状と材質に基づいた決定である。.
オーブン技術:対流式と赤外線式
対流式オーブンは熱風を循環させます。複雑な形状の物に最適で、均一な熱分布を保証します。この方法により、全ての表面で均一な硬化が実現されます。.
赤外線(IR)オーブンは電磁波を利用します。熱を部品の表面に直接伝達します。これははるかに高速ですが、平坦で直線視界内の部品に最適です。部品の 熱容量7 加熱速度に大きく影響します。.
| オーブンタイプ | 加熱方法 | 最適 | スピード |
|---|---|---|---|
| 対流 | 温風循環 | 複雑な幾何学 | 遅い |
| 赤外線(IR) | 直接放射 | 平面 | より速く |
不適切な硬化のリスク
焼成サイクルの不備は不良を引き起こす。焼成不足は柔らかく脆い仕上がりとなり、接着性が低下する。容易に欠けたり剥がれたりする。.
過度の硬化も同様に問題です。特に明るい色では変色を引き起こす可能性があります。また、コーティングは脆くなり柔軟性を失うため、負荷がかかるとひび割れが生じます。コーティングには完璧なオーブン温度管理が不可欠です。.
適切な硬化処理は精密な科学である。対流式オーブンと赤外線オーブンの選択に加え、厳密に管理された焼成サイクルが、最終コーティングの耐久性と仕上がりを決定する。硬化不足または硬化過多は、製品の性能と外観を損なう。.
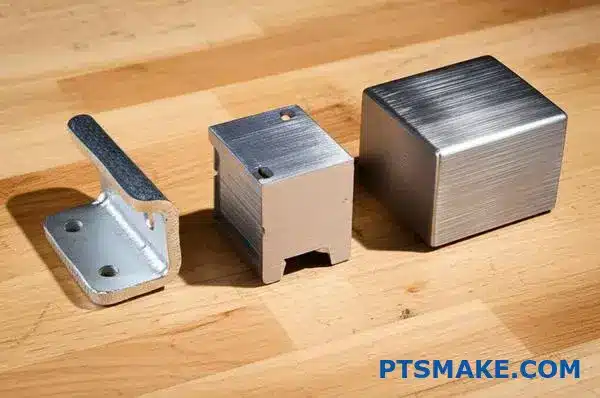
亜鉛メッキ、アルミニウム、ステンレスのコーティング? まず知っておくべきこと
優れた粉体塗装の仕上げは、単に粉体塗料の問題ではありません。その前段階の処理が重要です。適切な前処理こそが耐久性の鍵なのです。.
すべての金属に同じ処理方法を使うことはできません。亜鉛メッキ鋼板、アルミニウム、ステンレス鋼はそれぞれ固有の処理が必要となります。.
前処理の基礎
正しい方法を理解することが極めて重要です。この工程により、粉末が適切に付着します。また、将来の腐食や故障を防止します。ここでは3つの一般的な方法について見ていきます。.
| メタル・タイプ | 一般的な前処理 |
|---|---|
| 亜鉛メッキスチール | 亜鉛リン酸塩処理 |
| アルミニウム | クロメート変換 |
| ステンレス鋼 | 研磨ブラスト |
当社の粉体塗装サービスの成功は、表面処理に左右されます。この工程を省略したり、不適切な方法を選択したりすることは、失敗を招く要因となります。塗装は剥がれ落ちたり、欠けたり、あるいは下地が錆びたりするでしょう。.
化学的前処理
亜鉛メッキ鋼には、亜鉛リン酸塩処理を多用します。この処理により表面に微細結晶層が形成されます。この層は理想的な下地塗料のように機能し、粉体塗料が強力に密着する基盤を提供します。これにより耐食性が劇的に向上します。.
アルミニウムには、クロメート処理が標準です。アルミニウムは自然に不動態酸化皮膜を形成します。クロメート処理はこの皮膜を除去し、優れた密着性を促進する新たな保護層で置き換えます。.
機械的前処理
研磨ブラストは、サンドブラストと同様に機械的な方法です。特にステンレス鋼の表面を洗浄し、形状を整えるために使用します。汚染物質を除去し、均一な粗さを生み出します。 表面形状8. このテクスチャーにより、粉体塗装は部品に対してはるかに優れた機械的グリップを発揮します。.
簡単に比較してみよう:
| 前処理 | プロセスタイプ | 主要用途 | 主なメリット |
|---|---|---|---|
| 亜鉛リン酸塩処理 | ケミカル | 鋼、亜鉛メッキ | 優れた接着性、耐食性 |
| クロメート変換 | ケミカル | アルミニウム | 酸化を防ぎ、密着性を高める |
| 研磨ブラスト | メカニカル | ステンレス鋼、リワーク | グリップ用のアンカーパターンを作成する |
粉体塗装における適切な前処理の選択は極めて重要です。鋼材への亜鉛リン酸塩処理、アルミニウムへのクロメート処理、ステンレス鋼へのブラスト処理は、いずれも省略できない工程です。塗装前のこうした適切な表面処理により、部品に耐久性のある長持ちする仕上げが保証されます。.
粉体塗装部品は機械加工前と後、どちらで行うべきか?
加工順序の決定は重要なステップです。部品を加工するのは、粉体塗装の前か後か?この選択はコスト、精度、リードタイムに影響を与えます。.
各手法には固有の利点があります。これらのトレードオフを理解することがプロジェクトの成功につながります。本ガイドでは長所と短所を比較し、情報に基づいた判断を下すお手伝いをします。.
| ファクター | コーティング前の機械加工 | コーティング後の機械加工 |
|---|---|---|
| フィニッシュ・インテグリティ | コーティングが損傷する可能性があります | 重要箇所の完璧な仕上げ |
| マスキング | シンプルであるか、あるいは必要とされない | 複雑で、しばしば費用がかかる |
| 公差 | 正確に維持するのがより困難である | 優れた寸法管理 |

コーティング前の機械加工の必要性
仕上げ加工前に部品を機械加工するのが一般的なデフォルトのワークフローである。これにより、すべての切削工程を単一の工程に集約できる。これにより生産が効率化され、製造全体の時間を短縮できる。.
しかしながら、この手法には課題が生じる。粉体塗装の厚み(通常0.002~0.006インチ)が最終寸法に加算されるため、厳しい公差が要求される部品に影響を及ぼす可能性がある。また、最終的な取り扱いまたは組立工程において塗装面を損傷するリスクも存在する。.
コーティング後の機械加工の利点
加工後のコーティングにより、最高の寸法精度が得られます。コーティングを施した後に、タップ穴、中空穴、または嵌合面などの精密な形状を形成することが可能です。これにより、コーティングの盛り上がりなく、最終部品が正確な仕様を満たすことが保証されます。.
PTSMAKEでは、精度が絶対条件となる航空宇宙部品や医療部品において、この手法を推奨することが多い。このプロセスには綿密な計画が必要である。マスキングや追加のセットアップはコスト増加要因となるが、得られる品質向上は顕著である。仕上げを考慮した設計では、材料の特性を考慮する必要がある。 寸法安定性9 これらの熱的および機械的プロセス全体を通じて。当社の粉体塗装サービスは、両方の工程をサポートするよう設計されています。.
| アスペクト | コーティング前の機械加工 | コーティング後の機械加工 |
|---|---|---|
| コスト | 一般的により経済的である | 追加のセットアップ/マスキングによる増加 |
| 精度 | 公差が厳しい形状にはより低い | 可能な限り最高の精度 |
| リードタイム | しばしば短く、より単純である | 追加の手順により長くなる場合があります |
| 仕上げの品質 | 取り扱いによる損傷のリスク | 非機械加工領域の保護仕上げ |
この決定はコスト、精度、仕上げ品質のバランスを考慮したものです。後加工は重要部位において優れた精度を提供しますが、公差要求が厳しくない部品では前加工の方が効率的です。用途に応じて、どちらも有効な製造戦略となります。.
高負荷用途におけるエッジとコーナーの保護
鋭いエッジは耐久性コーティングにおける主要な課題である。粉体塗装はそれらに適切に密着することが困難だ。これは、コーティングが鋭い角を流れる際に薄くなるという原理によるものである。.
これにより端部が露出して脆弱な状態となります。端部の塗装が不十分な粉体塗装は、一般的な故障箇所です。特に高負荷環境下では、部品の寿命を直接的に損ないます。下表にその差異を示します。.
| エッジタイプ | コーティングの厚さ | 保護レベル |
|---|---|---|
| 鋭いエッジ(<0.5mm) | 非常に薄い | 貧しい |
| 丸みのあるエッジ(>1mm) | 一貫性 | 素晴らしい |

設計における不十分なカバレッジへの対応
最も効果的な解決策は設計段階から始まります。私は常にクライアントに対し、全ての外部および内部エッジに最小半径を指定するよう推奨しています。この単純な調整により、コーティングの耐久性が大幅に向上します。.
信頼性の高いストレス保護のための粉体塗装においては、わずか1mmの半径が鋭角よりもはるかに優れています。これにより粉体が均一に流れ、硬化します。これにより厚みが均一に保たれ、腐食や摩耗に対する最大限の保護が確保されます。.
申請プロセスの改善
塗布段階では、適切な粉末の選択が極めて重要です。特定の配合は流動性に優れ、エッジからの引き戻しを最小限に抑えます。部品の形状に基づき、特定の材料を推奨することがよくあります。.
技術も極めて重要であり、特にコーナーや切り欠き部分をコーティングする際には尚更である。静電プロセスでは ファラデーケージ効果10, これにより、粉末が深い隅まで浸透しにくくなる。.
PTSMAKEの技術者は、この現象を抑制するため電圧と粉体流量を慎重に調整します。この専門技術により、あらゆる箇所に均一な被覆が保証されます。当社のプロフェッショナルな粉体塗装サービスは、こうした細部にまでこだわり、信頼性の高い結果を提供します。.
| 溶液相 | キー・アクション | 期待される成果 |
|---|---|---|
| デザイン | 最小エッジ半径を指定する | 粉末の流動性と密着性の向上 |
| 申し込み | 適切な粉末を選択する | 引き戻し効果の低減 |
| 申し込み | 噴霧器の設定を調整する | 静電気の課題を克服する |
鋭いエッジは表面張力の影響で薄く脆弱なコーティング層を生じます。最適な解決策は設計段階でエッジを丸め、塗装技術を洗練させることです。当社専門の粉体塗装サービスではこの点を重点的に取り組み、均一で保護性の高い被覆を実現します。.
粉体塗装部品のカラーマッチングをグローバル基準に合わせる
完璧な色を実現することは極めて重要です。それはブランドを定義し、製品の品質を保証します。だからこそ、私たちの仕事においてグローバル基準が非常に重要なのである。.
標準カラーシステムの使用
確立されたカラーチャートを基準としています。これらのシステムは色に関する共通言語を提供します。これにより推測作業が不要となり、すべての部品において一貫性が保証されます。.
最も一般的な2つのシステムはRALとPantoneです。それぞれが異なる主目的を果たしますが、どちらも製造において有用です。.
| システム | 主要用途 | カラー・レンジ |
|---|---|---|
| RAL | 工業用塗料・プラスチック | 2,500色以上 |
| パントン | 印刷・グラフィックデザイン | 3,000色以上 |
これらの基準を用いることで、指定した色が確実に再現されます。当社の粉体塗装サービスは、この精密性の原則に基づいて構築されています。.
RALやPantoneといった規格は不可欠ですが、真の色彩一貫性を実現する仕上げにおいては単なる出発点に過ぎません。現実の環境要因によって依然として差異が生じる可能性があります。これらの課題を把握することが重要です。.
ロット変動への対応
粉体塗装材料はロット単位で製造されます。ロット間の顔料や基材のわずかな差異により、微妙な色調の変化が生じる場合があります。当社は常に各ロットの分析証明書を要求しております。.
照明の影響
色の知覚は光源に大きく依存する。部品は工場照明下では完璧に見えても、屋外では異なる印象を与えることがある。この現象は メタメリズム11, 、重大な問題となり得る。.
当社は制御された照明ブースを用いて部品を検査します。これらのブースは、自然光や小売店の照明など、様々な光環境を再現できます。これにより、お客様の部品の色が最終使用環境でも確実に維持されます。.
これらの一般的な課題への対処方法は以下の通りです:
| チャレンジ | PTSMAKEのソリューション |
|---|---|
| ロット間シフト | 各新規バッチをマスターサンプルと照合して確認する。. |
| 照明の不一致 | 品質管理検査にはライトブースを使用する。. |
| サプライヤー変動 | 信頼できる粉末サプライヤーを1社に限定する。. |
これらの要素を管理することが、当社の粉体塗装サービスの中核をなす部分です。これが、毎回一貫した結果を提供する方法なのです。.
完璧な色調の一貫性を実現するには、RALやPantoneといった国際標準規格の使用が不可欠です。また、ロットごとのばらつきや照明条件の差異といった課題を積極的に管理し、部品の最終仕上げが指定通りの色調となるよう保証することも求められます。.
コーティング+CNCを提供するターンキーサプライヤーとの連携方法
オールインワンの製造パートナーと協力すれば、すべてが簡素化されます。CNC加工と仕上げ加工のサプライヤーが同一企業であれば、大きな頭痛の種を解消できます。.
この統合的なアプローチにより、窓口は一元化されます。最終的な成果物に対しては一つのチームが責任を負います。これによりコミュニケーションが効率化され、責任の所在が明確になります。.
統合型サプライヤーと個別サプライヤー
| 特徴 | 統合サプライヤー | 別々の供給業者 |
|---|---|---|
| 説明責任 | 単一点 | 複数の潜在的な非難 |
| コミュニケーション | 合理化され、直接的 | 複雑で遅延した |
| 物流 | 簡略化(社内) | 複合(配送) |
| リードタイム | より短い | 長い |
機械加工も手がけるフルサービスの粉体塗装業者を選ぶことは戦略的な選択です。これにより時間を節約でき、プロジェクトのリスクを大幅に低減できます。.

統合されたCNC加工と仕上げ加工のサプライヤーを選択することには、単なる利便性を超えた明確な利点があります。それはシームレスなワークフローを生み出し、品質とスピードに直接影響を与えます。.
品質管理の強化
加工と塗装を同一チームが管理する場合、プロセス全体を理解しています。加工面の仕上げが粉体塗料の密着性に与える影響を熟知しているため、一般的な仕上げ欠陥を未然に防ぎます。PTSMAKEでは、各チームが連携し全ての部品を完璧に仕上げます。この内部連携こそが、優れた粉体塗装サービスを提供する鍵です。.
基板の準備12 部品の最終用途を理解した専門家が処理します。これにより、耐久性があり見た目にも完璧な仕上げが保証されます。.
合理化されたプロジェクトのタイムライン
オールインワンのパートナーにより、異なる施設間で部品を輸送する際に生じる時間のロスが解消されます。また、管理上の遅延も削減されます。この統合により、全体のリードタイムを大幅に短縮でき、製品をより早く市場に投入することが可能になります。.
| メリット | プロジェクトへの影響 |
|---|---|
| 統一品質チェック | 不良品や欠陥品の減少。. |
| 交通機関の遅延はありません | 原材料から完成品までのリードタイム短縮. |
| 管理コスト削減 | 複数の発注書の管理に費やす時間を削減。. |
| コスト効率 | 配送および取扱費用を削減する。. |
最終的に、単一供給元による調達により、より信頼性が高く効率的な製造プロセスが実現されます。複雑な工程をシンプルで管理しやすいものへと変革するのです。.
CNC加工とフルサービスの粉体塗装を一体化した製造パートナーを選択することで、物流が簡素化されます。この統合により品質管理が強化され、リードタイムが短縮され、サプライチェーン全体が効率化されるため、管理負担を軽減しながら優れた最終製品を提供できます。.
環境に優しい粉体塗装:購入者が知っておくべきこと
持続可能な粉体塗装の選択は重要なステップです。環境規制の遵守に貢献します。この仕上げは現代の製造において大きな環境的利点をもたらします。.
ゼロVOCでよりクリーンな空気
粉体塗料には溶剤が含まれていません。揮発性有機化合物(VOC)を実質的にゼロに抑えます。これにより空気の質が大幅に向上します。.
高い材料効率
主な利点はオーバースプレーの回収です。これにより液体塗料と比較して廃棄物を最小限に抑えられます。当社の粉体塗装サービスはこの効率性を最大化することに重点を置いています。.
| 特徴 | 環境面でのメリット |
|---|---|
| VOCフリー | 有害な大気排出物なし |
| リサイクル可能なオーバースプレー | 材料廃棄物を最大98%削減します |
| 低エネルギー硬化 | カーボンフットプリントの削減 |

「グリーン製造仕上げ」の現実"
エコパウダー塗料は単なるマーケティング用語ではありません。これは塗装技術における根本的な転換を表しています。溶剤を含まないことが最も称賛される特徴です。これは環境法令への適合に直接影響を与えます。.
しかし、環境へのメリットはさらに広がります。硬化プロセスを考えてみましょう。従来の手法では高温が必要でした。現在では低温硬化パウダーが利用可能です。これによりエネルギー消費が大幅に削減され、各部品のカーボンフットプリントが低減されます。.
持続可能性の最大化
オーバースプレーのリサイクルは画期的な技術です。効率的な回収システムにより、95%以上の材料利用率を達成可能です。これは液体塗料ではほぼ不可能です。当社ではお客様と連携し、このプロセスを最適化します。コスト削減と廃棄物削減を実現します。.
粉体の選択も重要です。より持続可能な原料で調合されたものもあります。粉体塗装サービスの提供業者を選ぶ際には、材料調達について尋ねてください。これにより真のエンドツーエンドの持続可能性が確保されます。 揮発性有機化合物13 主要な健康と環境上の利点である。.
| 養生方法 | エネルギーインパクト | 適している |
|---|---|---|
| 標準熱硬化 | 高い | ほとんどの金属 |
| 低温熱硬化 | ミディアム | 熱感応性金属、MDF |
| UV硬化 | 低い | 感熱性基材 |
粉体塗装は真に環境に優しい解決策を提供します。VOCフリーの特性、高い材料回収率、エネルギー効率の高い硬化オプションにより、持続可能な製造における最良の選択肢となっています。製品と地球環境の双方に利益をもたらす仕上げです。.
3Dプリント部品への粉体塗装:はい、可能です
すべての3Dプリント部品が同じように作られているわけではありません。その材質と印刷方法によって、下準備作業が決まります。.
ポリアミド部品(SLSプリンター製が多い)は特別な注意が必要です。その多孔質性のため、コーティング前にシーリング処理が必要です。.
これにより滑らかで耐久性のある仕上げが保証されます。この工程を省略すると、密着性が低下し表面に欠陥が生じます。加飾部品のあらゆる仕上げにおいて、プロフェッショナルな仕上がりの鍵は適切な下地処理にあります。.
| 印刷技術 | 素材例 | 重要な準備手順 |
|---|---|---|
| SLS | ポリアミド(ナイロン) | 表面シーリング |
| サービスレベル契約 | エポキシ樹脂 | 導電性プライマー |
| FDM | ABS、PLA | レイヤースムージング |
このカスタマイズされたアプローチは、高品質な粉体塗装3Dプリントにとって極めて重要です。.

具体的な準備要件についてさらに掘り下げてみましょう。通常ポリアミド(ナイロン)で製造されるSLS部品のコーティングにおいて、主な課題はその固有の特性にあります。 多孔性14. これらの微細な空隙は空気を閉じ込めることがあります。閉じ込められた空気は、硬化過程において塗膜に気泡を生じさせる原因となります。.
PTSMAKEでは、特殊なシーリング工程を採用しています。これにより表面の微細な孔を埋め、滑らかで吸水性の低い下地を形成します。これはあらゆる粉体塗装を施す前の重要な工程であり、粉体塗料が均一に密着し、欠陥なく硬化することを保証します。.
一方、SLAプリントは極めて滑らかで非多孔質の表面を有します。ただし、それ自体は導電性を持ちません。粉体塗装の静電プロセスを機能させるには、部品が導電性である必要があります。そこでまずSLA部品に薄い導電性プライマーを塗布します。これにより粉体粒子が表面に均一に吸着・付着できるようになります。.
これらの前処理方法は要求の厳しい分野において極めて重要です。航空宇宙分野では、コーティングされた試作機は過酷な試験に耐えなければなりません。医療用試作では、滅菌と生体適合性のために密閉された非多孔質表面が不可欠です。当社の包括的な粉体塗装サービスは、これらの厳密な仕様を満たすよう設計されています。.
| 申し込み | 主な要件 | ソリューション |
|---|---|---|
| 航空宇宙 | 耐久性、均一性 | シーリング及び導電性プライマー処理 |
| メディカル | 生体適合性、滅菌性 | 毛穴の引き締め&なめらかな仕上がり |
パウダーコーティングを施す3Dプリント品には、適切な下処理が不可欠です。多孔質のSLS部品の封孔処理と、SLA部品への導電性プライマー塗布は必須工程です。これらの技術により、航空宇宙や医療用途に適した耐久性のある高品質な仕上げが実現します。.
PTSMAKEで今すぐ粉体塗装の見積もりを取得!
精密粉体塗装サービスで部品を変革する準備はできていますか?今すぐPTSMAKEに連絡してカスタム見積もりを依頼しましょう!当社のエンジニアリング技術とターンキーソリューションが、耐久性・厳密な公差・完璧な仕上げを実現します——予期せぬ事態なし、確かな結果のみをお届けします。お問い合わせを送信し、プロがPTSMAKEを信頼する理由を体感してください!

この高分子科学が、より耐久性が高く保護性の高いコーティングを実現する仕組みを解明します。. ↩
目に見えない残留物がコーティングの完全な失敗を引き起こす仕組みを学び、その防止策を確認しましょう。. ↩
この静電原理が、窪んだ部分や鋭角部分における塗膜の均一性にどのように影響するかを学びましょう。. ↩
現代の工業用塗料の耐久性と耐性の背後にある化学的原理を理解する。. ↩
高温用途において、材料の硬度がマスキングプラグの性能と再利用性に与える影響について学びます。. ↩
光の反射特性が製品の表面仕上げの見た目の品質や色に与える影響を理解する。. ↩
部品の熱特性が、必要な硬化時間と最終的なコーティング品質にどのように影響するかを学びましょう。. ↩
表面の粗さがどのように測定されるか、そしてそれがコーティングの性能と耐久性にとってなぜ重要なのかを明らかにします。. ↩
材料が熱と応力に反応する仕組みが、最終的な寸法と性能にどのように影響するかを理解する。. ↩
この静電原理がコーティング品質に与える影響と、専門家がそれを克服する方法を学びましょう。. ↩
この明確な説明で、二つの色が同じ光の下では調和するが、別の光の下では調和しない理由を理解しましょう。. ↩
適切な表面処理が塗膜の密着性と完璧な仕上がりに不可欠であることを学びましょう。. ↩
揮発性有機化合物(VOC)とは何か、そしてその除去が環境安全と職場安全にとってなぜ重要なのかを理解する。. ↩
表面特性がコーティングの密着性に与える影響と、優れた結果を得るための適切な管理方法を学びましょう。. ↩






