

Le filettature UNC e UNF si assomigliano, ma la scelta di quella sbagliata può causare filettature spanate, rotture di giunti o costosi ritardi di produzione. Ho visto ingegneri alle prese con questa decisione perché le differenze sembrano sottili, ma le conseguenze di un errore sono notevoli.
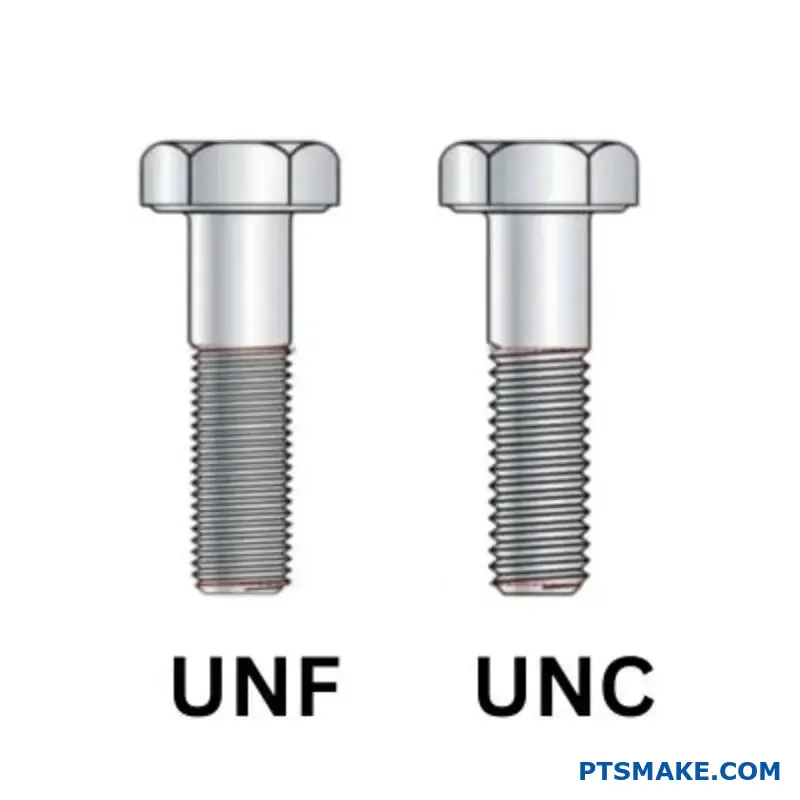
Le filettature UNC (Unified National Coarse) hanno un numero inferiore di filetti per pollice e sono ideali per assemblaggi rapidi e materiali morbidi, mentre le filettature UNF (Unified National Fine) hanno un numero maggiore di filetti per pollice e offrono una maggiore forza e resistenza alle vibrazioni per le applicazioni di precisione.
Questa guida illustra le differenze tecniche, le applicazioni pratiche e il processo decisionale. Imparerete a selezionare il tipo di filettatura giusto in base alle proprietà del materiale, ai requisiti di assemblaggio e alle esigenze di prestazione. Alla fine, avrete un quadro chiaro per selezionare con sicurezza le filettature in qualsiasi progetto di ingegneria.
Qual è il primo principio dell'Unified Thread Standard?
Il principio fondamentale dell'Unified Thread Standard (UTS) è semplice: l'intercambiabilità. Garantisce che una vite prodotta in una fabbrica si adatti a un dado di un'altra.
Il problema prima della standardizzazione
Immaginate un mondo senza. Ogni produttore aveva il proprio progetto di filo. Questo creava caos e inefficienza. I pezzi non si incastravano tra loro.
La soluzione: Un linguaggio comune
L'UTS, documentato nella norma ASME B1.1, ha stabilito un unico insieme di regole. Questo standard garantisce la compatibilità tra fornitori e industrie. È stato un passo rivoluzionario per l'ingegneria.
| Prima dell'UTS | Dopo l'UTS |
|---|---|
| Parti incompatibili | Intercambiabilità universale |
| Utensili personalizzati | Utensili standardizzati |
| Costi elevati e sprechi | Efficienza e affidabilità |
| Caos nella catena di approvvigionamento | Logistica ottimizzata |
Perché uno standard era così critico?
La spinta alla standardizzazione divenne urgente dopo la Seconda Guerra Mondiale. Le forze alleate erano alle prese con hardware incompatibile. Un bullone prodotto negli Stati Uniti spesso non si adattava a un dado prodotto nel Regno Unito. Questo incubo logistico costava tempo, risorse e persino vite umane sul campo di battaglia. Era chiaro che un sistema condiviso era essenziale per la produzione moderna e la cooperazione globale.
La nascita di ASME B1.1
In risposta, Stati Uniti, Regno Unito e Canada hanno collaborato. Hanno creato lo Standard di filettatura unificato. Questo standard ha definito un sistema comune per le filettature delle viti, rendendo più semplice la sostituzione e la riparazione.
Elementi chiave definiti
Questo standard specifica ogni dettaglio critico di un filo. Stabilisce il forma del filo1angoli, diametri e tolleranze. Questa precisione elimina le congetture e garantisce la coerenza. È il progetto che ogni produttore segue. Lo standard prevede anche diverse serie per usi specifici, il che porta al comune dibattito tra filettature UNC e UNF, una grossolana e una fine, per applicazioni diverse.
| Parametro | Specifiche in UTS |
|---|---|
| Angolo del filo | 60 gradi |
| Profilo Crest | Piatto o arrotondato |
| Profilo della radice | Arrotondato |
| Passo e diametro | Combinazioni definite |
Alla PTSMAKE, i nostri processi di lavorazione CNC si basano su queste esatte specifiche. L'adesione a standard come l'ASME B1.1 non è facoltativa: è il fondamento dei pezzi affidabili e di alta precisione che forniamo ai nostri partner.
Il primo principio dell'Unified Thread Standard è l'intercambiabilità. È stato creato per risolvere il problema storico delle parti incompatibili, stabilendo un linguaggio universale per le filettature delle viti che garantisce che i componenti di produttori diversi si adattino e funzionino insieme in modo affidabile.
In che modo la geometria definisce fondamentalmente una filettatura UNC?
Un filo UNC è definito da tre semplici parametri geometrici. Questi elementi lavorano insieme per creare il suo unico profilo "grosso". Comprenderli è fondamentale.
Gli elementi costitutivi di un thread UNC
Il primo è il passo, misurato in filetti per pollice (TPI). Questo parametro determina la distanza tra le creste. Il secondo è l'angolo di filettatura di 60°, uno standard per le filettature unificate. Infine, abbiamo la profondità della filettatura.
| Parametro | Valore standard | Ruolo |
|---|---|---|
| Angolo del filo | 60° | Crea la forma a V |
| Passo (TPI) | Varia in base al diametro | Definisce la "grossolanità" |
| Forma del filo | Simmetrico | Assicura un impegno costante |
L'ampio passo, o basso TPI, è ciò che lo rende grossolano. Ciò significa un numero inferiore di filetti per una data lunghezza.

Uno sguardo più approfondito alla geometria grossolana
La natura "grossolana" di una filettatura UNC è il risultato diretto della sua geometria. Il TPI inferiore significa che ogni singola filettatura è più grande e più profonda rispetto a una filettatura fine come UNF. Questa scelta progettuale ha implicazioni meccaniche significative.
Una filettatura più profonda offre un impegno maggiore per ogni filettatura. Questo perché c'è più materiale a contatto tra le parti maschio e femmina. Questo design robusto rende le filettature UNC più tolleranti ai danni minori e più facili da assemblare rapidamente senza filettature incrociate.
Compromessi geometrici
Tuttavia, questa geometria comporta anche una maggiore asportazione di materiale durante la maschiatura. Questo può essere un fattore di disturbo per i componenti a parete sottile. La dimensione effettiva dell'accoppiamento, nota come Diametro del passo2è fondamentale per l'accoppiamento. Nei progetti passati dell'PTSMAKE, abbiamo visto come questa dimensione determini la resistenza e le prestazioni del dispositivo di fissaggio sotto carico.
Se si considerano le filettature UNC e UNF, le differenze geometriche sono evidenti.
| Caratteristica | UNC (grossolano) | UNF (fine) |
|---|---|---|
| Passo (TPI) | Più basso | Più alto |
| Profondità della filettatura | Più profondo | Più basso |
| Angolo dell'elica | Più ripido | Più fine |
| Velocità di montaggio | Più veloce | Più lento |
Questa geometria fondamentale rende le filettature UNC ideali per i fissaggi generici in cui la resistenza e la facilità d'uso sono fondamentali.
In sostanza, la geometria della filettatura UNC, in particolare il suo basso TPI, ne determina la natura grossolana. Questo design porta a filettature più profonde, più resistenti e più facili da assemblare, definendo le sue proprietà meccaniche fondamentali e le applicazioni più comuni.
In che modo la geometria definisce fondamentalmente una filettatura UNF?
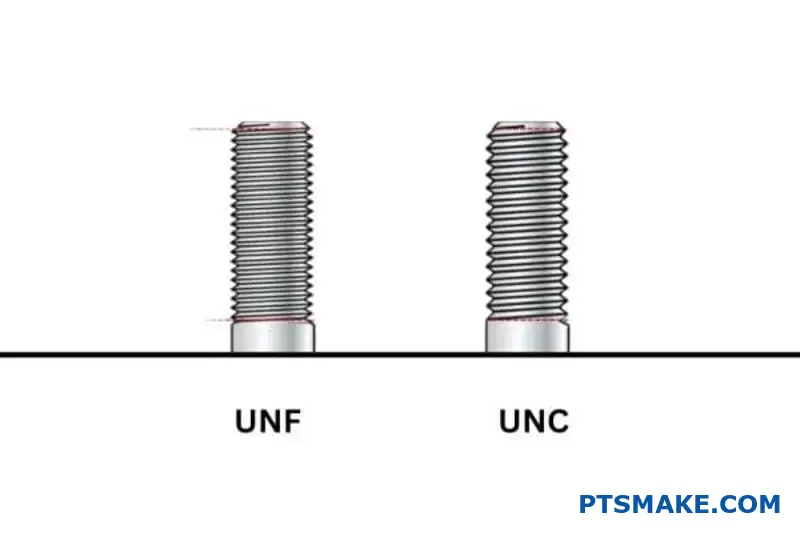
Per capire l'UNF, dobbiamo confrontarlo con la sua controparte, la filettatura UNC (Unified Coarse). La differenza geometrica è semplice: il passo.
A parità di diametro, una filettatura UNF ha un passo più fine. Ciò significa un maggior numero di filetti per pollice (TPI). Questo non è solo un dettaglio secondario. È l'elemento fondamentale che ne determina le caratteristiche prestazionali.
UNC vs. UNF: TPI in sintesi
Considerate un comune elemento di fissaggio da 1/4 di pollice. La differenza diventa immediatamente chiara.
| Filetto standard | Diametro | Filetti per pollice (TPI) |
|---|---|---|
| UNC | 1/4" | 20 |
| UNF | 1/4" | 28 |
Questo singolo cambiamento nella densità dei fili è all'origine di tutte le distinzioni funzionali tra di loro.

Questo spostamento geometrico dal passo grosso a quello fine crea una cascata di cambiamenti nelle prestazioni. La discussione sulle filettature UNC e UNF ritorna sempre su questo singolo fattore.
Come l'intonazione determina le prestazioni
Un passo più fine significa che le filettature sono più vicine tra loro. Ciò comporta una minore profondità della filettatura rispetto a una filettatura UNC dello stesso diametro maggiore.
In questo modo si ottiene un diametro minore più grande. Un diametro minore maggiore aumenta la sezione trasversale del bullone. Questo aumenta direttamente la capacità di resistere alle forze di trazione. Il area di tensione di trazione3 è successivamente maggiore.
Nei nostri progetti passati a PTSMAKE, abbiamo riscontrato che questo dà alle viti UNF un vantaggio in termini di resistenza a trazione e a taglio, che i nostri test confermano essere superiore di circa 10%.
L'angolo meno profondo delle filettature più fini offre inoltre una maggiore resistenza all'allentamento in presenza di vibrazioni. Crea un collegamento più stretto e sicuro. Inoltre, consente regolazioni molto più fini del tensionamento.
Prestazioni a cascata da un passo più fine
| Cambiamento geometrico | Beneficio di prestazione risultante |
|---|---|
| Più fili per pollice | Controllo della regolazione più fine |
| Diametro minore maggiore | Maggiore resistenza alla trazione e al taglio |
| Eliche a filettatura ridotta | Maggiore resistenza all'allentamento vibrazionale |
| Contatto con il filo maggiore | Migliore distribuzione del carico, minore rischio di spellatura |
La differenza fondamentale tra le filettature UNC e UNF è il passo. Questa singola variazione geometrica determina la forza, la precisione di regolazione e la resistenza alle vibrazioni. Ecco perché la scelta della filettatura giusta è fondamentale per il successo dell'applicazione.
Spiegate UNC e UNF con una semplice analogia.
Immaginate di spingere un carrello su una rampa. Questa semplice immagine è la chiave per capire la differenza tra le filettature UNC e UNF.
La rampa ripida: Fili UNC
Le filettature UNC (Unified Coarse) sono come una rampa breve e ripida. Si arriva in cima più velocemente con meno giri. Ma è anche più facile che il carrello rotoli giù se lo si lascia andare.
La pendenza delicata: Fili UNF
Le filettature UNF (Unified Fine) hanno una pendenza lunga e dolce. Occorrono più giri per raggiungere la stessa altezza. Tuttavia, è molto meno probabile che il carrello torni indietro. La connessione è molto più sicura.
| Tipo di filo | Analogia con la rampa | Caratteristiche principali |
|---|---|---|
| UNC | Rampa ripida | Montaggio rapido |
| UNF | Rampa poco profonda | Alta sicurezza |
Questo concetto fondamentale ci aiuta a selezionare il dispositivo di fissaggio giusto per ogni progetto.

Perché l'angolo della rampa è fondamentale
L'angolo della rampa cambia completamente la fisica. Nelle filettature, questo "angolo" è determinato dal passo, la distanza tra le filettature. Un passo più ripido (UNC) offre un vantaggio meccanico minore.
Ciò significa che il serraggio richiede una minore forza di rotazione. Ma significa anche che può allentarsi più facilmente in presenza di sollecitazioni o vibrazioni. Un passo più basso (UNF) offre un maggiore vantaggio meccanico.
Il compromesso: velocità e forza
Con le filettature UNC, l'assemblaggio è molto rapido. Questo li rende perfetti per le applicazioni generali in cui la rapidità di produzione è una priorità.
Le filettature UNF richiedono più tempo per il fissaggio. Tuttavia, creano una connessione più forte e affidabile. Le filettature più fini consentono una maggiore tensione e una distribuzione più uniforme del materiale. precarico4.
Nel nostro lavoro di PTSMAKE, raccomandiamo spesso l'UNF per i componenti critici. Ciò è particolarmente vero nell'industria aerospaziale o automobilistica, dove la rottura del giunto non è un'opzione.
Ecco una ripartizione dei compromessi:
| Caratteristica | UNC (rampa ripida) | UNF (rampa bassa) |
|---|---|---|
| Velocità di montaggio | Più veloce | Più lento |
| Resistenza alle vibrazioni | Più basso | Più alto |
| Rischio di stripping | Inferiore (filettature più profonde) | Più alto (filettature meno profonde) |
| Regolazione fine | Meno preciso | Più preciso |
| Uso tipico | Struttura generale, montaggio rapido | Applicazioni aerospaziali, automobilistiche e ad alte sollecitazioni |
La scelta del filo giusto è una fase fondamentale del nostro processo di progettazione per la produzione.
L'analogia con la rampa rende chiara la scelta tra UNC e UNF. UNC è una rampa ripida e veloce per uso generale. UNF è una rampa poco profonda e sicura per compiti di precisione. La scelta giusta dipende sempre dalla richiesta di velocità e sicurezza dell'applicazione.
Come sono organizzate le UNC/UNF all'interno della serie di fili ONU?
UNC e UNF non sono standard indipendenti. Sono i membri più popolari di una famiglia più ampia: la serie di filettature Unified National (UN).
Questo sistema organizza logicamente le filettature in base al loro passo, o filettature per pollice (TPI), per un determinato diametro.
La famiglia del filo ONU
Questa classificazione aiuta gli ingegneri a selezionare rapidamente la filettatura giusta per un lavoro. Il sistema è semplice: un maggior numero di fili per pollice significa un filo più fine e preciso.
Di seguito è riportata una semplice suddivisione delle serie principali di questa famiglia.
| Serie | Nome completo | Caratteristica primaria |
|---|---|---|
| UNC | Nazionale unificato grossolano | Montaggio rapido, uso comune |
| UNF | Multa nazionale unificata | Migliore tensione di coppia, resistenza alle vibrazioni |
| UNEF | Multa extra nazionale unificata | Regolazione di precisione, materiali a parete sottile |
| UNJ | Profilo nazionale unificato "J | Elevata resistenza alla fatica per il settore aerospaziale |
Questa struttura garantisce la disponibilità di un'opzione standardizzata per quasi tutte le applicazioni meccaniche.

La logica alla base di questa gerarchia si basa su compromessi ingegneristici. Non esiste un singolo filo "migliore"; la scelta dipende interamente dalle esigenze dell'applicazione.
Da grossolano ad aerospaziale
Le filettature UNC sono i cavalli di battaglia. Il loro profilo più largo e profondo li rende veloci da assemblare e meno soggetti a filettature incrociate. Sono perfetti per la costruzione e l'assemblaggio in generale, dove la velocità è fondamentale.
Le filettature UNF offrono un passo avanti in termini di precisione. Con un maggior numero di filetti impegnati sulla stessa lunghezza, creano una maggiore forza di serraggio e resistono molto meglio all'allentamento dovuto alle vibrazioni. Ecco perché la discussione sulle filettature UNC e UNF è fondamentale nella progettazione di automobili e macchinari.
Fili sottili specializzati
L'UNEF porta avanti questo concetto. Viene utilizzato per strumenti di precisione e applicazioni che richiedono capacità di regolazione molto fini. Tuttavia, queste filettature sono più delicate e richiedono una gestione attenta.
La serie UNJ si distingue. È stata sviluppata per il settore aerospaziale, dove i guasti da fatica possono essere catastrofici. È caratterizzata da un raggio di radice controllato5 per ridurre le concentrazioni di stress, una caratteristica critica per i bulloni sottoposti a carichi estremi e ciclici. Noi di PTSMAKE lavoriamo filettature UNJ per i nostri clienti del settore aerospaziale, dove la precisione non è negoziabile.
| Caratteristica | UNC | UNF | UNEF | UNJ |
|---|---|---|---|---|
| Velocità di montaggio | Il più alto | Alto | Moderato | Moderato |
| Resistenza alle vibrazioni | Buono | Meglio | Il meglio | Eccellente |
| Resistenza alla trazione | Buono | Meglio | Il meglio | Il più alto |
| Uso primario | Fissaggio generale | Automotive, Macchinari | Strumenti | Aerospaziale, Difesa |
La serie di filettature UN offre una chiara gerarchia. UNC copre l'uso generale, mentre UNF e UNEF offrono una precisione crescente. Il profilo specializzato UNJ è stato progettato per applicazioni aerospaziali ad alte sollecitazioni, dimostrando l'adattabilità del sistema a requisiti prestazionali critici.
Che cosa rappresentano veramente le classi di filo (1A/B, 2A/B, 3A/B)?
La scelta della giusta classe di filettatura è una decisione pratica. Ha un impatto diretto sulla facilità di assemblaggio dei pezzi e sulle loro prestazioni sotto sforzo. Ogni classe ha uno scopo ben preciso.
La scelta è un equilibrio tra funzionalità e budget. È necessario adattare la classe alle esigenze dell'applicazione.
Ripartizione per applicazione
Di seguito una semplice guida ai loro usi più comuni.
| Classe | Adattamento e tolleranza | Applicazione primaria | Trade-off tra costi e precisione |
|---|---|---|---|
| 1A/B | Vestibilità ampia | Montaggio rapido, smontaggio frequente, ambienti sporchi. | Costo minimo, precisione minima |
| 2A/B | Misura standard | I più comuni elementi di fissaggio industriali e commerciali. | Costo moderato, precisione standard |
| 3A/B | Vestibilità stretta | Componenti aerospaziali e automobilistici critici per la sicurezza e soggetti a sollecitazioni elevate. | Costo massimo, massima precisione |
Questa tabella mostra i chiari compromessi.

Approfondimento su applicazioni e costi
Capire il "perché" di ogni classe previene errori costosi. Aiuta a evitare una progettazione eccessiva o, peggio, una progettazione insufficiente di un componente critico.
Classe 2A/B: il cavallo di battaglia industriale
La Classe 2A/B è la norma per un motivo. Offre il miglior equilibrio tra precisione, resistenza e costi di produzione. È lo standard per la maggior parte dei prodotti commerciali. Questo vale sia per le filettature UNC che UNF nella ferramenta in generale. La troviamo in tutti i settori, dai macchinari all'elettronica di consumo.
Classe 3A/B: Precisione sotto pressione
Il salto alla Classe 3A/B è significativo. Questa classe prevede una tolleranza più stretta con un minimo di indennità6. Questo garantisce una vestibilità sicura e aderente che resiste alle vibrazioni e all'affaticamento.
Ma questa precisione ha un prezzo. La produzione richiede utensili più avanzati, cicli di lavorazione più lenti e controlli di qualità più intensivi. Ciò aumenta i tempi e i costi di produzione. È riservata alle applicazioni in cui il fallimento non è un'opzione.
Classe 1A/B: Adatta per velocità e semplicità
Le filettature di Classe 1A/B sono progettate per la massima praticità. Le loro tolleranze lasche consentono un rapido montaggio e smontaggio a mano. Possono inoltre accogliere sporco o detriti senza gripparsi. Questo li rende ideali per i fissaggi temporanei o per le coperture non critiche.
Noi di PTSMAKE aiutiamo i clienti a scegliere la classe più conveniente. Ci assicuriamo che il filo scelto soddisfi le esigenze di prestazioni senza spese inutili.
Le classi di filettatura determinano l'adattamento, il funzionamento e il costo finale di un elemento di fissaggio. La classe 2A/B è lo standard versatile del settore. La classe 1A/B è adatta alle esigenze di un montaggio rapido e non rigido, mentre la classe 3A/B è essenziale per le applicazioni critiche e di alta precisione, dove le prestazioni giustificano un costo maggiore.
Come si colloca l'UNC/UNF rispetto al sistema metrico ISO?
La scelta tra filettature unificate (UNC/UNF) e filettature metriche ISO è fondamentale nella progettazione. Ha un impatto su tutto, dalla produzione alla logistica globale. Pur avendo un aspetto simile, le loro architetture di base sono molto diverse.
Differenze di unità fondamentali
Le filettature UNC/UNF si basano sul pollice. Il sistema metrico ISO, invece, utilizza il millimetro. Questa differenza di base è all'origine di tutte le altre distinzioni.
Designazione della piazzola
Anche il modo in cui misuriamo la distanza tra le filettature varia. Questo è un punto chiave nel dibattito sulle filettature UNC e UNF quando si confrontano con gli standard metrici.
| Sistema | Misura del passo | Esempio |
|---|---|---|
| UNC/UNF | Filetti per pollice (TPI) | 1/4"-20 (20 filettature per pollice) |
| ISO Metrico | Distanza tra le filettature (mm) | M6x1.0 (1,0 mm tra le filettature) |
Una sorprendente somiglianza
È interessante notare che entrambi i sistemi hanno lo stesso angolo di filettatura di 60°. Questa caratteristica comune definisce il profilo a V delle filettature in entrambi gli standard.

Implicazioni per la produzione globale
La scelta di un sistema di filettatura ha conseguenze significative a livello globale. La vostra decisione influisce sull'approvvigionamento, sulla compatibilità e sull'accesso al mercato. Non si tratta solo di una scelta tecnica, ma di una decisione commerciale strategica.
Per le aziende come PTSMAKE, orientarsi tra questi standard è un compito quotidiano. Spesso consigliamo ai clienti quale sia il sistema più adatto al mercato e alla catena di fornitura del loro prodotto.
Un prodotto progettato con filettature UNC per il mercato statunitense può richiedere una riprogettazione completa per utilizzare filettature metriche per la vendita in Europa. Questa mancanza di intercambiabilità7 tra i sistemi crea costi reali e ostacoli logistici. Impedisce il semplice scambio di elementi di fissaggio da un sistema all'altro.
Scelta strategica del sistema
La scelta migliore dipende dal mercato di riferimento. Se ci si concentra sul Nord America, spesso si preferisce UNC/UNF. Tuttavia, per la distribuzione globale, il sistema metrico ISO è quasi sempre la scelta più pratica.
| Fattore | Sistema UNC/UNF | Sistema metrico ISO |
|---|---|---|
| Mercato primario | Nord America | Globale (soprattutto Europa e Asia) |
| Approvvigionamento di componenti | Il più facile negli Stati Uniti | Ampiamente disponibile in tutto il mondo |
| Compatibilità globale | Limitato | Alto |
Questa considerazione è fondamentale per chiunque sia coinvolto nella progettazione di un prodotto, dagli ingegneri ai responsabili degli acquisti.
La scelta tra i sistemi UNC/UNF e ISO Metric comporta dei compromessi. Le differenze fondamentali nelle unità di misura e nel passo creano problemi di compatibilità globale, nonostante l'angolo di filettatura di 60° condiviso. Il mercato di riferimento deve guidare questa decisione critica.
In che modo il materiale determina la scelta tra UNC e UNF?
La scelta della filettatura giusta è una decisione tecnica fondamentale. Il materiale del componente è la guida principale in questa scelta.
Influisce direttamente sulla resistenza e sulla longevità dell'articolazione. Vediamo come funziona.
Una guida rapida alle decisioni
Per semplificare la selezione delle filettature UNC vs UNF, possiamo utilizzare una matrice di base. Questo approccio ci aiuta ad abbinare rapidamente il materiale al tipo di filettatura ottimale.
Raggruppamento di materiali
I materiali vengono suddivisi in tre gruppi principali in base alla loro durezza e duttilità.
| Gruppo di materiali | Esempi comuni | Thread consigliato |
|---|---|---|
| Morbido | Alluminio, ottone, plastica | UNC |
| Generale | Acciaio a basso tenore di carbonio | UNC o UNF |
| Duro | Acciai legati, titanio | UNF |
Questa tabella è un punto di partenza affidabile per la maggior parte delle applicazioni.

Approfondiamo il "perché" di queste raccomandazioni. La logica è radicata in principi meccanici fondamentali: la resistenza alla spellatura e la forza intrinseca del dispositivo di fissaggio.
Filettature UNC per materiali più morbidi
Quando si lavora con materiali come l'alluminio, l'ottone o anche alcune materie plastiche, il rischio principale è la spanatura della filettatura. Il materiale stesso è l'anello debole.
I filetti UNC, più grossi e profondi, impegnano più materiale. Questo profilo di filettatura più ampio crea una tenuta più forte all'interno del materiale di base più morbido. Distribuisce efficacemente il carico e impedisce che i filetti si stacchino.
Nei progetti passati di PTSMAKE, abbiamo visto che questo previene costosi guasti negli alloggiamenti in alluminio e nelle custodie in plastica.
Filettature UNF per materiali più duri
Per i materiali ad alta resistenza, come gli acciai legati o il titanio, la spanatura della filettatura interna è molto meno probabile. In questo caso, l'attenzione si sposta sulla massimizzazione della resistenza del dispositivo di fissaggio.
Le filettature UNF hanno un diametro minore leggermente maggiore. In questo modo si ottiene una maggiore area di tensione di trazione8rendendo il bullone o la vite stessa più forte sotto tensione.
Il passo fine delle filettature UNF consente inoltre una regolazione più precisa della tensione, fondamentale nelle applicazioni aerospaziali e automobilistiche ad alte prestazioni.
Sintesi del ragionamento
Questa tabella chiarisce il ragionamento fondamentale per ogni tipo di materiale.
| Tipo di materiale | Preoccupazione primaria | Scelta ottimale e ragione |
|---|---|---|
| Morbido | Spelatura della filettatura interna | UNC: Le filettature più profonde offrono una presa superiore e una maggiore resistenza allo strappo. |
| Duro | Frattura dell'elemento di fissaggio (resistenza alla trazione) | UNF: Il diametro maggiore del nucleo aumenta la resistenza del dispositivo di fissaggio e consente regolazioni di precisione. |
La durezza del materiale è il fattore determinante. I materiali morbidi hanno bisogno della presa robusta di UNC per evitare lo spellamento. I materiali duri sfruttano il design UNF per una maggiore resistenza del dispositivo di fissaggio e un serraggio di precisione, assicurando un giunto sicuro e affidabile.
Come si sceglie tra UNC e UNF per la velocità di assemblaggio?
Quando la velocità di montaggio è la priorità assoluta, la scelta è semplice. Meno rotazioni sono necessarie per un elemento di fissaggio, più veloce è la sua installazione.
Le filettature UNC hanno un passo più grosso. Ciò significa che è necessario un minor numero di giri per inserire completamente l'elemento di fissaggio. Questo è un enorme vantaggio nella produzione di grandi volumi.
Una semplice regola decisionale
Per la velocità, scegliete UNC. I risparmi di tempo si sommano rapidamente. Questa semplice regola consente di ridurre notevolmente i tempi di assemblaggio e i costi di manodopera.
Tempo vs. rotazioni
Confrontiamo una dimensione comune. La differenza di rotazioni influisce direttamente sul tempo totale di assemblaggio.
| Tipo di filo | Filettature per pollice (TPI) per 1/4" | Vantaggio per la velocità |
|---|---|---|
| UNC | 20 | Meno rotazioni |
| UNF | 28 | Altre rotazioni |
Questa tabella mostra chiaramente che l'UNC richiede meno torniture. Ciò si traduce direttamente in un assemblaggio più rapido.
Analisi dei costi: Il tempo è denaro
Nella produzione, ogni secondo è importante. La relazione diretta tra tempi di assemblaggio e costi è innegabile. Un assemblaggio più rapido significa costi di manodopera inferiori e una maggiore produzione.
Per una produzione di grandi dimensioni, il risparmio di un solo secondo per elemento di fissaggio può portare a ore di lavoro risparmiate. Questo ha un impatto enorme sul risultato finale del progetto.
Impatto della produzione ad alto volume
Nei progetti passati dell'PTSMAKE, soprattutto con linee di assemblaggio automatizzate, questa scelta diventa critica. Le filettature UNC riducono il tempo di ciclo per ogni unità.
Questa riduzione migliora l'efficienza complessiva della linea di produzione. Una linea più veloce può produrre più unità al giorno. Questo aumenta la produttività senza aggiungere macchinari o personale. In base alle collaborazioni con i nostri clienti, questa decisione ha un impatto diretto su Tempo di consegna9.
Calcolo dei risparmi
Considerate l'effetto cumulativo. Piccoli risparmi di tempo su ciascun pezzo diventano significativi se moltiplicati per migliaia o milioni di unità.
| Fattore | Fili UNC | Filettature UNF |
|---|---|---|
| Tempo di montaggio/unità | Più veloce | Più lento |
| Costo del lavoro/unità | Più basso | Più alto |
| Portata totale | Più alto | Più basso |
| Applicazione ideale | Assemblaggio rapido e ad alto volume | Precisione, alta resistenza |
La scelta del filo giusto nella fase di progettazione è una strategia fondamentale per risparmiare sui costi. Spesso guidiamo i nostri partner a fare questa scelta in anticipo per massimizzare l'efficienza.
Per la produzione di grandi volumi, dove la velocità è fondamentale, le filettature UNC sono la scelta migliore. Il loro passo più grosso consente un assemblaggio più rapido, riducendo direttamente i costi di manodopera e aumentando la produttività. Questo piccolo dettaglio ha un grande impatto finanziario sui progetti su larga scala.
Come si sceglie tra UNC/UNF per la resistenza alle vibrazioni?
Quando le vibrazioni sono un fattore chiave, la scelta è importante. Per le applicazioni con scosse o variazioni termiche significative, le filettature UNF sono spesso vincenti.
Il loro passo più fine offre un angolo d'elica più piccolo. Ciò crea maggiore attrito e resistenza all'allentamento.
Questo design consente anche un tensionamento più preciso. È possibile ottenere una forza di serraggio maggiore e più affidabile. Si può avere un maggiore controllo sulla tenuta della connessione.
| Caratteristica | UNC (grossolano) | UNF (fine) | Impatto delle vibrazioni |
|---|---|---|---|
| Angolo dell'elica | Più grande | Più piccolo | L'angolo ridotto impedisce l'allentamento |
| Precarico | Buono | Più alto | Un precarico più elevato significa un giunto più stretto |
| Regolazione | Standard | Più fine | Controllo della tensione più preciso |

Una chiara metodologia di selezione
Negli ambienti ad alta vibrazione, la scelta dei dispositivi di fissaggio è fondamentale. Una semplice metodologia può guidarvi nel dibattito tra filettature UNC e UNF. Iniziate analizzando le forze operative.
1. Valutare i carichi ambientali
Innanzitutto, quantificare le vibrazioni e i cicli termici. Si tratta di uno scuotimento costante e a bassa frequenza? O si tratta di scosse intermittenti ad alta frequenza? Le condizioni più severe richiedono una soluzione più robusta. Il design di UNF offre una resistenza superiore.
2. Valutare le esigenze di forza di serraggio
Quindi, determinare la forza di serraggio necessaria, o precarico10. Questa è la tensione che tiene insieme il giunto. Le filettature UNF consentono una regolazione più precisa della coppia di serraggio.
Questa precisione è fondamentale. I nostri test interni dimostrano che gli elementi di fissaggio UNF possono raggiungere un precarico fino a 10% superiore rispetto agli elementi di fissaggio UNC a parità di materiale e diametro. Questo crea un giunto molto più sicuro.
| Fattore di applicazione | Raccomandazione | Motivazione |
|---|---|---|
| Vibrazioni elevate | UNF | L'angolo d'elica ridotto impedisce l'allentamento. |
| Ciclo termico | UNF | Mantiene meglio la tensione durante l'espansione/contrazione. |
| Richiesto un elevato precarico | UNF | Le regolazioni più fini consentono di ottenere una forza di serraggio maggiore e più precisa. |
| Riassemblaggio frequente | UNC | Meno inclini a filettature incrociate e a galla. |
3. Considerare il materiale e le dimensioni
Infine, è bene considerare il materiale e le dimensioni del dispositivo di fissaggio. I materiali più morbidi possono essere spogliati da filettature sottili. Gli elementi di fissaggio di diametro ridotto beneficiano maggiormente del maggiore impegno della filettatura UNF.
Per le applicazioni critiche a PTSMAKE, consigliamo quasi sempre le filettature UNF. In questo modo si garantisce che il giunto rimanga sicuro anche sotto sforzo.
Per le applicazioni con vibrazioni elevate, le filettature UNF sono superiori. Il loro passo più fine consente un precarico più elevato e regolazioni più precise della tensione, creando un giunto più sicuro che resiste all'allentamento in modo molto più efficace rispetto alle filettature UNC.
Come si fa a specificare un elemento di fissaggio filettato su un disegno tecnico?
Una chiara indicazione del disegno è tutto. Elimina le congetture del partner di produzione. È l'unica fonte di verità per il pezzo.
L'anatomia di un richiamo perfetto
Fare le cose per bene significa specificare ogni dettaglio. In questo modo si evitano errori e ritardi costosi. Utilizziamo una lista di controllo per garantire che non venga tralasciato nulla.
Ecco una rapida panoramica degli elementi da includere. Ogni elemento svolge un ruolo fondamentale nella definizione del dispositivo di fissaggio.
| Elemento | Esempio |
|---|---|
| Dimensione nominale e TPI | 1/4"-20 |
| Serie | UNC |
| Classe di appartenenza | 2A (esterno) |
| Standard | ASME B1.1 |
| Materiale | Acciaio inox 316 |
| Finitura | Passivazione secondo ASTM A967 |
Questo approccio strutturato garantisce chiarezza.

Dettagli del callout
Ciascuna parte del callout ha un compito specifico. La dimensione nominale (ad esempio, 1/4") è il diametro maggiore. I filetti per pollice (TPI) definiscono la densità della filettatura.
Poi viene la serie di filettature. Qui si specifica UNC (Unified Coarse) o UNF (Unified Fine). La scelta tra filettature UNC e UNF dipende dall'applicazione. UNC è comune e resiste alle spanature. UNF offre una regolazione più fine e una maggiore resistenza.
Forma, materiale e finitura
Il classe di appartenenza11 indica la tolleranza tra le filettature di accoppiamento. Una filettatura "2A" (esterna) o "2B" (interna) è standard per i prodotti commerciali. Un '3A/3B' offre un accoppiamento più stretto per applicazioni di alta precisione. Questo dettaglio è fondamentale per le prestazioni.
Le specifiche del materiale e della finitura sono altrettanto importanti. È necessario indicare il materiale esatto, ad esempio "acciaio legato". Includere anche la durezza richiesta (ad esempio, Rockwell C 38-42).
Infine, specificare eventuali rivestimenti. Potrebbe trattarsi di zincatura per la resistenza alla corrosione o di una finitura in ossido nero per l'aspetto estetico. Noi di PTSMAKE facciamo sempre un riferimento incrociato a questi dettagli per evitare ambiguità.
| Classe | Descrizione | Applicazione |
|---|---|---|
| 1A/1B | Vestibilità ampia, facile da montare | Montaggio/smontaggio rapido |
| 2A/2B | Applicazione commerciale standard | Uso generale |
| 3A/3B | Tenuta stagna, elevata precisione | Aerospaziale, macchinari di precisione |
L'indicazione completa dei dispositivi di fissaggio non è negoziabile. Questa lista di controllo assicura che il vostro intento progettuale sia perfettamente comunicato al vostro partner di produzione. L'inclusione di ogni dettaglio, dalla dimensione alla finitura, garantisce che il pezzo sia sempre quello giusto.
Come si sceglie una filettatura per la maschiatura di un materiale fragile?
Quando si filettano materiali fragili, la scelta tra filettature UNC e UNF è fondamentale. Consigliamo sempre le filettature UNC (Unified Coarse) per materiali come la ghisa o la plastica dura.
Il ragionamento è semplice. Le filettature UNC hanno un passo più grosso e un profilo più profondo. Questo design aiuta a distribuire le sollecitazioni in modo più uniforme sul materiale. Riduce significativamente il rischio di causare cricche o schegge durante il processo di maschiatura, garantendo l'integrità del pezzo.
| Caratteristica | UNC (grossolano) | UNF (fine) |
|---|---|---|
| Lo stress | Concentrazione inferiore | Concentrazione più elevata |
| Rischio di fessurazione | Più basso | Più alto |
| Il migliore per | Materiali fragili | Materiali duttili |
| Velocità di maschiatura | Più veloce | Più lento |

La meccanica della filettatura dei materiali fragili
I materiali fragili come la ceramica, la ghisa o le plastiche termoindurenti hanno una duttilità molto bassa. Ciò significa che si rompono sotto sforzo con una deformazione plastica minima o nulla. La maschiatura crea un'immensa tensione localizzata, rendendo fondamentale la scelta della filettatura.
Perché le filettature grosse sono eccellenti
Il profilo più largo e profondo di una filettatura UNC offre una maggiore sezione trasversale alla radice della filettatura. Questo elemento progettuale è fondamentale per distribuire il carico.
Al contrario, le filettature UNF (Unified Fine) presentano scanalature meno profonde e più ravvicinate. Queste scanalature più nette possono causare una significativa concentrazione delle sollecitazioni12un problema importante nei materiali fragili. Ogni radice tagliente è un potenziale punto di partenza per una cricca.
Nei progetti passati dell'PTSMAKE, soprattutto con le materie plastiche caricate a vetro, l'uso di filettature UNC si è rivelato essenziale. Si evitano le microfratture che potrebbero portare a guasti catastrofici sotto carico operativo.
| Tipo di filo | Raggio della radice | Distribuzione delle sollecitazioni | Modalità di guasto in un materiale fragile |
|---|---|---|---|
| UNC | Più grande | Di più Anche | Meno probabilità di iniziare una fessurazione |
| UNF | Più nitido | Concentrato alla radice | Alto rischio di formazione di crepe |
Per i materiali fragili, la pratica migliore è chiara. Le filettature UNC offrono una soluzione di fissaggio più robusta e affidabile, minimizzando la concentrazione di tensioni e riducendo la probabilità di cricche durante e dopo l'operazione di maschiatura. Questa scelta garantisce l'integrità strutturale del componente.
Come si riduce la spellatura nei materiali morbidi?
La spanatura della filettatura in materiali morbidi come l'alluminio o la plastica è un problema comune. Può rovinare un pezzo perfettamente valido. Ma è possibile evitarlo. Il segreto è massimizzare la forza di tenuta della filettatura.
Iniziare con il giusto tipo di filettatura
La prima linea di difesa è la scelta del filo corretto. Nel dibattito tra filettature UNC e UNF per materiali morbidi, UNC è il chiaro vincitore. Le sue filettature più profonde e grossolane offrono una superficie d'innesto più ampia.
| Caratteristica | UNC (grossolano) | UNF (fine) |
|---|---|---|
| Profondità della filettatura | Più profondo | Più basso |
| Area di taglio | Più grande | Più piccolo |
| Il migliore per | Materiali morbidi | Materiali duri |
Questa maggiore area di contatto aiuta a distribuire il carico in modo più efficace. Riduce significativamente il rischio di sfilamento dei fili.

Oltre la scelta del filo: Strategie aggiuntive
Sebbene la scelta di fili UNC sia un ottimo inizio, altri metodi garantiscono una maggiore sicurezza. All'PTSMAKE combiniamo spesso queste tecniche per ottenere progetti robusti in materiali morbidi. Ogni approccio ha il suo posto, a seconda delle esigenze dell'applicazione.
Aumentare la durata del coinvolgimento
Un metodo semplice ma efficace consiste nell'aumentare la lunghezza di ingaggio della filettatura. Una vite più lunga o un foro filettato più profondo forniscono un maggior numero di filetti per condividere il carico. Una regola generale è che la lunghezza di ingaggio sia almeno 1,5-2 volte il diametro della vite. In questo modo si garantisce che il fattore limitante sia la resistenza alla trazione dell'elemento di fissaggio e non la resistenza del materiale morbido. Area di taglio13.
Utilizzare inserti filettati
Per le applicazioni ad alto carico, gli inserti filettati sono la soluzione migliore. Questi componenti, come gli Helicoil, sono realizzati in un materiale più resistente, come l'acciaio inossidabile. Vengono installati in un foro più grande e filettato nel materiale morbido. In questo modo si creano filettature in acciaio forti e resistenti all'interno del materiale madre più morbido.
| Metodo di mitigazione | Beneficio primario | Il miglior caso d'uso |
|---|---|---|
| Aumentare il coinvolgimento | Semplice, senza parti aggiuntive | Carico moderato, profondità del materiale sufficiente |
| Inserti filettati | Massima resistenza e riparabilità | Carico elevato, montaggio/smontaggio frequente |
Questo approccio distribuisce efficacemente la forza di serraggio su un'area molto più ampia. In questo modo il collegamento è incredibilmente resistente allo strappo.
Per evitare la spanatura della filettatura nei materiali morbidi, iniziare con filettature UNC. Per una maggiore sicurezza, aumentate la lunghezza dell'innesto o utilizzate inserti filettati come gli Helicoil. Questi metodi distribuiscono il carico, creando una connessione più forte e affidabile per i vostri pezzi.
Come si seleziona un filo per applicazioni ad alta resistenza alla trazione?
Quando si sceglie una filettatura per applicazioni ad alta resistenza, la scelta è cruciale. Spesso si tratta di filettature UNC o UNF.
Le filettature UNF offrono generalmente un leggero vantaggio in termini di resistenza. Ciò è dovuto al fatto che, a parità di diametro del bullone, l'area di sollecitazione di trazione è maggiore.
Tuttavia, il bullone è solo una parte dell'equazione. È necessario considerare anche il materiale della filettatura interna. L'interazione tra i due determina la vera resistenza del giunto. Per la bulloneria puramente ad alta resistenza, l'UNF è di solito la scelta preferita.

Perché l'UNF è spesso più forte
A parità di materiale e diametro nominale, un bullone UNF è leggermente più forte in trazione. Ciò è dovuto alla sua maggiore area di tensione di trazione14. Questa è l'area effettiva del bullone che resiste allo strappo.
Il passo più fine delle filettature UNF offre anche una migliore resistenza all'allentamento in presenza di vibrazioni. Questo è un fattore critico in molte applicazioni ad alte prestazioni.
Considerare il materiale di accoppiamento
La scelta non è sempre semplice. Il materiale in cui si esegue la filettatura gioca un ruolo fondamentale. Se si sta creando una filettatura in un materiale più morbido, come l'alluminio, una filettatura UNC più grossa può essere migliore. In questo modo si ottiene un maggiore impegno del materiale e si riduce il rischio di spanatura.
Nei nostri progetti all'PTSMAKE, lo abbiamo visto di persona. Un bullone UNF ad alta resistenza può facilmente spanare le filettature di un blocco più morbido, compromettendo l'intero assemblaggio.
Per i collegamenti acciaio-acciaio ad alta resistenza, UNF è quasi sempre la scelta migliore. Offre una maggiore resistenza e regolazioni di tensione più precise grazie al passo fine.
Ecco una guida rapida per aiutarvi a decidere tra i thread UNC e UNF:
| Fattore | Scegliere UNF (fine) | Scegliere UNC (grossolano) |
|---|---|---|
| Obiettivo primario | Massima resistenza alla trazione | Uso generale, montaggio rapido |
| Materiale di accoppiamento | Acciaio ad alta resistenza | Materiali più morbidi (alluminio, plastica) |
| Vibrazioni | Ambienti con vibrazioni elevate | Vibrazioni da basse a moderate |
| Regolazione | Richiede un controllo preciso della tensione | Applicazioni standard |
Per un'elevata resistenza alla trazione, le filettature UNF sono generalmente preferite per la loro maggiore area di sollecitazione e la migliore resistenza alle vibrazioni. Tuttavia, il materiale di accoppiamento è un fattore critico. Per i materiali più morbidi possono essere necessarie filettature UNC più grosse per evitare la spanatura.
Come si progetta un giunto per resistere alla filettatura trasversale?
Le scelte pratiche di progettazione sono la vostra prima difesa. La scelta del tipo di filo giusto è un passo fondamentale.
Scegliere il filo giusto
Per le applicazioni che prevedono l'assemblaggio manuale, consiglio spesso le filettature UNC (Unified National Coarse). Il loro design è intrinsecamente più tollerante.
Il passo maggiore facilita l'avvio del dispositivo di fissaggio. In questo modo si riducono le possibilità di disallineamento che portano all'infiltrazione trasversale.
UNC vs. UNF: uno sguardo veloce
Ecco una semplice ripartizione tratta dalla nostra esperienza presso PTSMAKE. Mostra perché spesso si preferisce l'UNC per facilitare l'assemblaggio.
| Tipo di filo | Rischio di cross-threading | Velocità di montaggio |
|---|---|---|
| UNC | Più basso | Più veloce |
| UNF | Più alto | Più lento |
Questo rende l'UNC ideale per i pezzi che vengono smontati e riassemblati di frequente.

Quando si approfondisce la progettazione, il dibattito si riduce spesso a filettature UNC o UNF. Ciascuna ha uno scopo specifico e la scelta corretta è fondamentale per un progetto solido. Si tratta di una discussione che tengo spesso con i clienti per prevenire futuri problemi di assemblaggio.
Il caso delle filettature UNC
Le filettature UNC sono caratterizzate da una dimensione maggiore e più grossolana. passo della filettatura15. Questa scelta progettuale non è casuale. Fornisce una "corsia d'ingresso" più ampia affinché le filettature maschio e femmina si innestino correttamente.
Questo li rende meno suscettibili di essere danneggiati dalla sporcizia o da piccoli detriti. Per l'assemblaggio o la manutenzione in loco, questo è un vantaggio significativo. Le filettature sono semplicemente più robuste e facili da maneggiare.
Quando considerare le filettature UNF
Le filettature UNF (Unified National Fine) hanno il loro posto. Il loro passo più fine offre una maggiore area di sollecitazione alla trazione. Inoltre, consentono regolazioni più precise.
Tuttavia, questa precisione ha un costo. Le filettature sottili richiedono un allineamento molto più accurato durante l'assemblaggio. Si danneggiano più facilmente e sono molto più inclini a filettature incrociate se non vengono maneggiate correttamente. In progetti passati, abbiamo specificato UNF per ambienti ad alta vibrazione dove l'auto-allentamento è un problema importante.
Selezione della filettatura specifica per l'applicazione
Sulla base dei nostri test, ecco come guidiamo di solito il processo di selezione:
| Fattore di applicazione | Thread consigliato | Motivazione |
|---|---|---|
| Montaggio/smontaggio frequente | UNC | Minor rischio di danni da infiltrazione. |
| Ambiente ad alta vibrazione | UNF | Maggiore resistenza all'allentamento. |
| Necessità di un'elevata resistenza alla trazione | UNF | Maggiore area di sollecitazione a parità di diametro. |
| Priorità di montaggio manuale | UNC | Più facile e veloce da avviare correttamente. |
La scelta del tipo di filettatura giusta, come la UNC per l'assemblaggio manuale, è una decisione progettuale fondamentale per evitare la filettatura incrociata. Il passo della filettatura influisce direttamente sulla facilità d'uso e sulla resistenza al disallineamento, rendendola un fattore critico per giunti affidabili.
Analizzare la rottura di un bullone della testa di un motore ad alte prestazioni.
La sintesi di più concetti è la chiave per comprendere il cedimento dei bulloni. Una singola causa è rara. I guasti sono spesso dovuti a una combinazione di fattori.
Le modalità di guasto più comuni sono tre. Ognuno di essi ha una causa e una firma distinte.
Modalità di guasto primarie
Dobbiamo considerare la rottura per trazione dovuta a un serraggio eccessivo. Anche la rottura per fatica dovuta a carichi ciclici è un problema importante. Infine, la spanatura della filettatura può verificarsi a causa di problemi di materiale o di progettazione.
| Modalità di guasto | Causa primaria |
|---|---|
| Fallimento da trazione | Coppia di montaggio eccessiva |
| Fallimento da fatica | Cicli ripetuti di stress |
| Spelatura della filettatura | Incompatibilità dei materiali o danni |
Questa visione sfaccettata ci aiuta a costruire una soluzione più robusta.

Per prevenire questi guasti, dobbiamo analizzare l'intero sistema. Questo include il design, il materiale e il rivestimento del bullone. Non si tratta solo di un elemento.
Riduzione dei rischi con la progettazione avanzata
Un filetto a radice fine e arrotolata come lo standard UNJF è un ottimo punto di partenza. A differenza dei filetti tagliati standard, i filetti laminati sono formati sotto pressione. Questo processo lavora a freddo il materiale, aumentandone la forza e la resistenza alla fatica.
La radice arrotondata del design della filettatura UNJF è fondamentale. Aiuta a distribuire il carico in modo più uniforme sulle filettature. Questo riduce significativamente concentrazione delle sollecitazioni16 alla radice del thread, un punto comune di fallimento.
Sinergia di materiali e rivestimenti
La scelta del materiale giusto è altrettanto importante. Secondo la nostra esperienza di PTSMAKE, materiali come l'acciaio per utensili H-11 o leghe simili offrono una resistenza alla trazione superiore. Ciò contrasta direttamente il rischio di guasti dovuti a un serraggio eccessivo.
Un rivestimento ad alte prestazioni, come il bisolfuro di molibdeno, fornisce la lubrificazione necessaria. In questo modo si garantisce una lettura accurata della coppia di serraggio e si evita che la filettatura si svergoli, con il rischio di spanatura. Anche il dibattito tra filettature UNC e UNF è importante; le filettature più fini come UNF o UNJF offrono un migliore controllo della tensione.
| Strategia di mitigazione | Modalità di guasto target |
|---|---|
| UNJF Filetti laminati | Cedimento a fatica, cedimento a trazione |
| Lega ad alta resistenza | Fallimento da trazione, spanatura della filettatura |
| Rivestimento lubrificante | Spelatura della filettatura, rottura a trazione |
La combinazione di filettature rullate UNJF con una lega ad alta resistenza e un rivestimento ad alte prestazioni crea un sistema robusto. Questo approccio affronta la rottura per trazione, la fatica e la spanatura della filettatura, assicurando che il bullone sia in grado di resistere alle dure esigenze del motore.
Progettare il sistema di fissaggio del componente vibrante di un satellite.
Progettare per un satellite significa non avere margine di errore. I componenti sono sottoposti a vibrazioni costanti. Un singolo elemento di fissaggio allentato può causare guasti catastrofici. Si tratta di un vero e proprio ambiente a manutenzione zero.
Quindi, come possiamo garantire l'assoluta integrità del giunto? La risposta sta nei dettagli. Dobbiamo scegliere le filettature, l'accoppiamento e i meccanismi di bloccaggio giusti.
Il nostro approccio si concentra sulle filettature UNJF. Offrono una resistenza alla fatica superiore. A questo abbiniamo un preciso accoppiamento di Classe 3 per eliminare qualsiasi gioco.
| Caratteristica | Specifiche | Motivazione |
|---|---|---|
| Tipo di filo | UNJF | Maggiore durata a fatica |
| Classe Fit | Classe 3 | Gioco minimo, massima stabilità |
| Ambiente | Vibrazioni elevate | Tolleranza zero fallimenti |

Perché i fili UNJF non sono negoziabili
Quando si parla di selezione dei dispositivi di fissaggio, le filettature UNJF sono la scelta più chiara per questa applicazione.
A differenza delle filettature UNC e UNF standard, UNJF presenta un raggio di radice controllato. Questa piccola modifica al design riduce drasticamente la concentrazione di stress alla radice della filettatura, un punto comune di rottura.
Questo aspetto è fondamentale per prevenire l'innesco di cricche in caso di carico ciclico. La capacità del materiale di resistere a cicli di sollecitazione ripetuti, la sua resistenza alla fatica17è notevolmente migliorata. Nei progetti passati di PTSMAKE, abbiamo visto che questo fa una differenza fondamentale.
L'importanza di un'idoneità di Classe 3
Quindi, specifichiamo un adattamento di Classe 3. Questa è la classe di tolleranza standard più stretta. Garantisce un gioco minimo tra le filettature del bullone e del dado. Questo accoppiamento stretto massimizza la superficie di contatto, distribuendo il carico in modo più uniforme e prevenendo i micromovimenti che portano all'allentamento.
Meccanismi di blocco a strati
Noi di PTSMAKE non ci fermiamo qui. La ridondanza è fondamentale nel settore aerospaziale. Incorporiamo molteplici funzioni di bloccaggio per garantire l'integrità del giunto.
| Metodo di bloccaggio | Descrizione | Applicazione |
|---|---|---|
| Filo di sicurezza | Un filo fisico infilato nelle teste dei dispositivi di fissaggio, che impedisce la rotazione. | Elementi di fissaggio critici, conferma visiva della sicurezza. |
| Toppa di bloccaggio | Un adesivo preapplicato sulle filettature che aggiunge attrito. | Bloccaggio secondario, impedisce l'allentamento per vibrazione. |
Il serraggio: Il bloccaggio finale
Infine, viene eseguita una rigorosa procedura di serraggio. Ogni elemento di fissaggio viene serrato a un valore preciso utilizzando una chiave dinamometrica calibrata. Un ispettore indipendente verifica poi la coppia di serraggio. Questo processo in due fasi assicura che ogni giunto sia perfettamente fissato.
In sintesi, la sicurezza dei componenti di un satellite dipende dalla progettazione del sistema. La combinazione di filettature UNJF, accoppiamento di Classe 3, caratteristiche di bloccaggio a strati e un protocollo di serraggio verificato crea un sistema di fissaggio costruito per un'estrema affidabilità e zero manutenzione.
Quando violereste intenzionalmente una regola empirica standard?
Le regole empiriche sono fondamentali. Sono i nostri punti di riferimento per una progettazione sicura ed efficace. Ma la vera competenza significa sapere quando una regola può essere infranta.
Consideriamo il dibattito tra filettature UNC e UNF. La regola standard dice di usare UNF per gli ambienti ad alta vibrazione.
Tuttavia, a volte scegliamo intenzionalmente i thread UNC proprio per queste applicazioni. Questa eccezione da esperti può portare a un prodotto finale superiore se eseguito correttamente. Si tratta di un approccio basato sul sistema.
| Tipo di filo | Applicazione standard | Caratteristiche principali |
|---|---|---|
| UNF | Alta vibrazione | Passo fine |
| UNC | Uso generale | Passo grossolano |

La giustificazione basata sul sistema
Perché scegliere una filettatura UNC grossa contro le vibrazioni? La risposta va oltre l'elemento di fissaggio in sé. Coinvolge l'intero assemblaggio.
Considerazioni su materiali e montaggio
Nei progetti passati di PTSMAKE, abbiamo affrontato questo problema con materiali morbidi come l'alluminio. Le filettature UNF sottili possono facilmente spanarsi o incrociarsi durante l'assemblaggio. Questo rischio è maggiore durante la produzione rapida o la manutenzione sul campo.
Una robusta filettatura UNC è meno soggetta a questo tipo di danni. Le sue filettature più profonde e grossolane offrono una maggiore resistenza allo spanamento. Ciò semplifica l'assemblaggio e riduce i costosi errori. Il rischio di galla18 è un fattore che consideriamo anche per alcune combinazioni di materiali.
Il ruolo dei meccanismi di blocco
La chiave è l'aggiunta di un robusto meccanismo di bloccaggio. Questo trasforma il dispositivo di fissaggio in un sistema sicuro. Compensa la minore resistenza intrinseca alle vibrazioni della filettatura UNC. Non si tratta solo di scegliere una filettatura, ma di progettare un giunto completo.
Ecco alcune opzioni che utilizziamo spesso:
| Meccanismo di bloccaggio | Come funziona | Il migliore per |
|---|---|---|
| Rondelle di bloccaggio | Utilizzare la tensione o l'attrito per evitare l'allentamento. | Gruppi meccanici ad alta vibrazione. |
| Adesivi per filetti | Riempire gli spazi tra i filetti, polimerizzando per bloccarli. | Sigillatura contro le perdite e prevenzione delle vibrazioni. |
| Inserti in nylon | Deformare intorno alle filettature per creare una presa salda. | Applicazioni che richiedono regolazioni frequenti. |
Aggiungendo un componente come una rondella Nord-Lock o un adesivo bloccafiletti, progettiamo una soluzione. La facilità di montaggio e la resistenza allo strappo della filettatura UNC sono combinate con la sicurezza di una funzione di bloccaggio.
Si tratta di un compromesso calcolato. Dà la priorità all'efficienza di produzione e alla manutenibilità a lungo termine. La scelta risolve un problema più grande della semplice vibrazione.
La scelta di una filettatura UNC per le aree ad alta vibrazione è un rischio calcolato. Se abbinata al giusto sistema di bloccaggio, diventa una decisione ingegneristica intelligente che privilegia la robustezza dell'assemblaggio e l'integrità del materiale rispetto a una singola regola empirica isolata.
Sviluppare un "albero decisionale" personale per la scelta tra UNC e UNF.
La teoria è buona, ma l'azione è meglio. Trasformiamo la conoscenza in uno strumento pratico. Un albero decisionale personale vi aiuta a fare rapidamente la scelta giusta.
Elimina le congetture dal dibattito tra filettature UNC e UNF. È sufficiente rispondere a una serie di domande sul proprio progetto.
A partire dalla domanda centrale
La prima domanda deve sempre riguardare il vincolo principale. Qual è il fattore più critico per questa specifica applicazione?
| Vincolo | Pensiero iniziale |
|---|---|
| Vibrazioni elevate | La filettatura fine potrebbe essere migliore. |
| Montaggio rapido | Le filettature grosse sono più veloci. |
| Materiale morbido | Le filettature grosse hanno una maggiore presa. |
Costruire la logica
Ogni risposta porta a un'altra domanda. Questo flusso vi guida alla scelta del filo più logico e affidabile per il vostro progetto.

Fare proprio l'albero delle decisioni
L'obiettivo è creare un processo ripetibile. Questo strumento interiorizza i complessi fattori della selezione del filo. Rende il processo di progettazione più efficiente e meno soggetto a errori. Non si tratta di tirare a indovinare, ma di prendere ogni volta una decisione ingegneristica informata.
Questo quadro decisionale è un elemento che utilizziamo all'PTSMAKE. Aiuta i nostri ingegneri ad allinearsi rapidamente alle esigenze dei clienti, garantendo che i dispositivi di fissaggio selezionati soddisfino tutti i criteri di prestazione. È un metodo semplice ma potente.
Punti di decisione chiave
Considerate le seguenti domande di ramificazione per il vostro albero. Si tratta degli scenari più comuni che incontriamo nei progetti di lavorazione CNC e di stampaggio a iniezione.
- Livello di vibrazione: L'ambiente è statico o dinamico?
- Durezza del materiale: Si lavora con alluminio o acciaio temprato?
- Velocità di montaggio: Si tratta di una produzione di massa o di un prototipo unico?
- Carico di trazione: Qual è la forza di serraggio richiesta?
L'interazione tra questi fattori è fondamentale. Ad esempio, un'applicazione ad alte vibrazioni in un materiale morbido rappresenta una sfida unica. In questo caso, la resistenza all'allentamento di una filettatura fine deve essere valutata rispetto alla resistenza allo spanamento di una filettatura grossa.
Comprendere il Area di sollecitazione di trazione19 è fondamentale in questo caso. Ha un impatto diretto sulla capacità di carico del dispositivo di fissaggio.
| Scenario | Fattore primario | Fattore secondario | Thread consigliato |
|---|---|---|---|
| Supporto motore aerospaziale | Vibrazioni elevate | Alta resistenza | UNF |
| Montaggio dei mobili | Montaggio rapido | Legno morbido | UNC |
| Strumento di precisione | Regolazione fine | Acciaio duro | UNF |
| Costruzione generale | Costo e velocità | Materiali comuni | UNC |
Questo approccio strutturato garantisce la scelta costante della filettatura ottimale. La selezione delle filettature UNC vs UNF passa da una semplice preferenza a una decisione tecnica calcolata in base alle esigenze dell'applicazione.
Un albero decisionale personale trasforma complessi principi ingegneristici in un semplice diagramma di flusso passo-passo. Questo strumento semplifica il processo di selezione delle filettature UNC vs UNF, garantendo scelte coerenti e affidabili basate su vincoli applicativi specifici come vibrazioni, materiali e requisiti di assemblaggio.
Un filo polimerico stampato in 3D può comportarsi come un filo metallico?
La risposta breve è no. Ma possono essere funzionali con una progettazione intelligente. Non possiamo aspettarci che un polimero abbia la stessa resistenza dell'acciaio.
La chiave è la comprensione dei limiti. I fili di polimero sono intrinsecamente più deboli. Le loro prestazioni dipendono fortemente dal processo di stampa e dalle scelte progettuali.
Principali differenze materiali
Confrontiamoli direttamente. Le differenze sono molto evidenti se si considerano le proprietà dei materiali.
| Caratteristica | Fili di metallo | Fili di polimero stampati in 3D |
|---|---|---|
| La forza | Alto | Da basso a moderato |
| Strisciante | Trascurabile | Significativo sotto carico |
| Adesione dello strato | N/A (solido) | Un punto debole critico |
| Precisione | Molto alto | Variabile |
Questo confronto mostra perché una sostituzione diretta è raramente una buona idea. Dobbiamo progettare per il materiale.

Compensazione delle debolezze dei polimeri
Non possiamo cambiare la natura del materiale. Ma possiamo cambiare il nostro approccio alla progettazione. Si comincia con l'accettare i limiti fondamentali della stampa 3D per parti meccaniche come le filettature.
Capire i punti deboli
Tre problemi principali affliggono i fili stampati: l'adesione degli strati, il creep e la scarsa resistenza complessiva. L'adesione tra gli strati stampati è sempre più debole del materiale stesso. Questo fa sì che il pezzo anisotropo20. Gli strati possono separarsi in presenza di sollecitazioni di taglio, come accade spesso nelle filettature.
Il creep è un'altra delle principali preoccupazioni. Con il tempo, una filettatura polimerica caricata si deforma in modo permanente. Ciò può causare l'allentamento e il cedimento della connessione, soprattutto in presenza di una tensione costante. Si tratta di un problema di cui raramente ci preoccupiamo con i dispositivi di fissaggio in metallo.
Perché più grossolano è meglio: Fili UNC vs UNF
Ecco perché le filettature più grosse sono un must. Le filettature fini come le UNF hanno profili poco profondi e caratteristiche sottili. Sono molto inclini a spanarsi. Le loro dimensioni ridotte rendono più probabile il fallimento dell'adesione dello strato.
Le filettature più grosse, come le UNC, sono molto più robuste. Nei progetti passati di PTSMAKE, abbiamo scoperto che le filettature UNC rappresentano una soluzione migliore. Hanno profili più profondi e un maggiore impegno del materiale. Questo aiuta a distribuire il carico su un'area più ampia, compensando la minore resistenza del polimero.
| Tipo di filo | Idoneità alla stampa 3D | Motivo |
|---|---|---|
| UNF (fine) | Povero | Caratteristiche ridotte, alto rischio di taglio di strato |
| UNC (grossolano) | Buono | Impegno più profondo, migliore distribuzione del carico |
| Profilo personalizzato | Eccellente | Può essere ottimizzato per le linee di strato e la resistenza |
In alcuni casi, progettiamo anche profili di filettatura personalizzati. Questi sono realizzati appositamente per massimizzare la resistenza delle applicazioni stampate in 3D.
I filetti di polimero stampati in 3D presentano punti deboli, come la scarsa adesione dello strato e il creep. Per creare parti affidabili, dobbiamo compensare con una progettazione intelligente, soprattutto utilizzando filetti più grossi come gli UNC, che distribuiscono meglio le sollecitazioni e riducono il rischio di guasti.
Sbloccate oggi stesso le soluzioni di filettatura di precisione con PTSMAKE!
Siete pronti a ottimizzare il vostro prossimo progetto con i consigli degli esperti sulle filettature UNC e UNF? Contattate PTSMAKE per un preventivo di lavorazione o stampaggio rapido e personalizzato. Il nostro team di ingegneri fornisce parti filettate affidabili e di alta precisione, sempre e comunque. Inviate subito la vostra richiesta e lasciateci superare le vostre aspettative!

Scoprite la geometria precisa che definisce la filettatura di una vite, assicurandone il perfetto funzionamento con i componenti di accoppiamento. ↩
Conoscere questa dimensione critica per garantire l'adattamento e la resistenza della filettatura. ↩
Comprendere questo concetto chiave per calcolare la reale resistenza di un bullone e prevenire il cedimento del dispositivo di fissaggio. ↩
Scoprite come il corretto precarico sia fondamentale per l'integrità e la sicurezza dei giunti bullonati. ↩
Scoprite come questa caratteristica di progettazione della radice aumenta in modo significativo la durata a fatica dei dispositivi di fissaggio nelle applicazioni più impegnative. ↩
Scoprite come questa lacuna progettuale intenzionale sia fondamentale per l'accoppiamento e l'intercambiabilità dei fili. ↩
Scoprite come questo principio influisce sulla compatibilità dei pezzi e riduce i costi di produzione globali. ↩
Capire come quest'area critica influisca sulla capacità di carico di un elemento di fissaggio e sull'integrità complessiva del giunto. ↩
Scoprite come questa metrica aiuta a snellire i tempi del ciclo di produzione e a soddisfare la domanda dei clienti. ↩
Per saperne di più su come il precarico sia fondamentale per l'integrità del giunto e la prevenzione dei cedimenti dei dispositivi di fissaggio. ↩
Scoprite di più sulla tolleranza della filettatura e sul suo impatto sulle prestazioni dei dispositivi di fissaggio nelle applicazioni di precisione. ↩
Per saperne di più su come i punti di stress possono portare al cedimento dei materiali nella progettazione ingegneristica. ↩
Scoprite come questa caratteristica geometrica critica influisce sulla resistenza e sulla rottura della filettatura. ↩
Capire come viene calcolata quest'area critica e il suo impatto diretto sulla resistenza dei bulloni. ↩
Capire come il passo della filettatura influisce sulla forza, sulla tenuta e sulla resistenza alle vibrazioni dei dispositivi di fissaggio. ↩
Scoprite come la distribuzione delle sollecitazioni sia fondamentale per la longevità dei componenti meccanici. ↩
Esplorate questo link per capire come le proprietà dei materiali e la progettazione influenzino la durata dei componenti sotto carichi ciclici. ↩
Comprendete come si verifica questo danno alla filettatura e imparate le strategie migliori per evitarlo. ↩
Scoprite come questa misura cruciale determini la resistenza e l'affidabilità finale di un elemento di fissaggio nelle vostre applicazioni. ↩
Capire come le proprietà dei materiali cambiano con la direzione, fondamentale per la progettazione di parti robuste stampate in 3D. ↩






