Trovare un partner affidabile per la lavorazione di pezzi complessi e con tolleranze ristrette sembra spesso un'impresa impossibile. Avete bisogno di una precisione che soddisfi gli standard aerospaziali o medici, ma la maggior parte dei fornitori non ha le capacità necessarie o fornisce risultati incoerenti che costringono a costose rilavorazioni e ritardi nei progetti.
La lavorazione CNC svizzera offre una precisione ineguagliabile grazie all'esclusivo design della fantina mobile e al sistema di boccole di guida, che riduce al minimo la deflessione del pezzo per ottenere tolleranze fino a ±0,0001", gestendo al contempo più operazioni in un'unica configurazione.

Ho lavorato con team di approvvigionamento che hanno dovuto affrontare la stessa sfida che state affrontando voi in questo momento. Avevano bisogno di una soluzione di produzione in grado di gestire tutto, dalla prototipazione rapida alla produzione completa, senza sacrificare la qualità o allungare i tempi di consegna. La differenza tra la lavorazione CNC standard e la lavorazione CNC svizzera diventa evidente quando si lavora con componenti piccoli e intricati che richiedono velocità e precisione. Questa guida spiega esattamente come CNC svizzero La tecnologia risolve queste sfide produttive e cosa cercare nel partner giusto.
Come la lavorazione CNC svizzera offre una precisione ineguagliabile.
Avete difficoltà a mantenere tolleranze strette su pezzi lunghi e sottili? Le vibrazioni e la flessione del materiale compromettono costantemente la finitura e l'accuratezza dei vostri componenti più complessi?
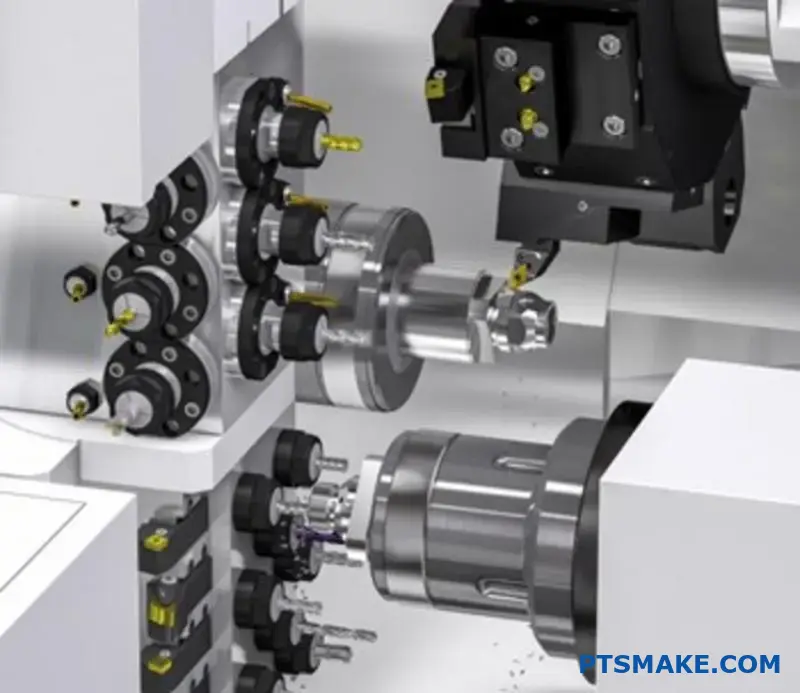
La lavorazione CNC svizzera raggiunge una precisione ineguagliabile grazie all'utilizzo di un esclusivo sistema di fantina mobile e di boccole di guida. Questo design supporta il pezzo direttamente adiacente all'utensile da taglio, eliminando virtualmente la deflessione e le vibrazioni per produrre pezzi con tolleranze estremamente strette e finiture superficiali superiori.
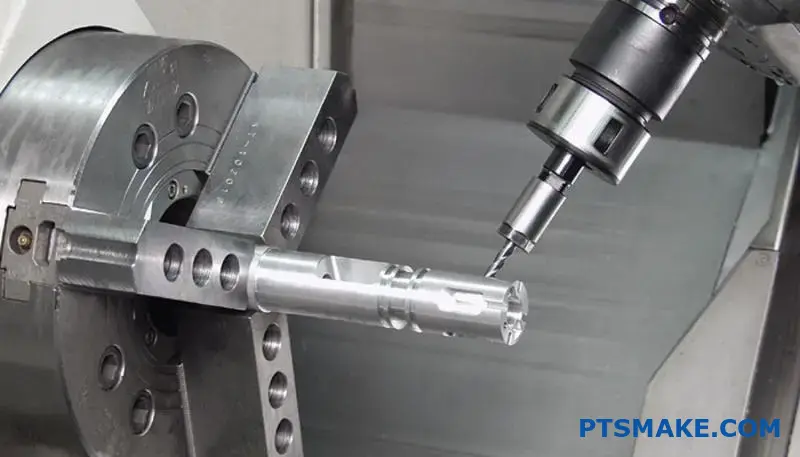
La magia della lavorazione CNC svizzera risiede nel suo design fondamentale, che ripensa completamente il modo in cui il pezzo viene sostenuto durante il processo di taglio. A differenza dei torni tradizionali, in cui il pezzo viene trattenuto a una o a entrambe le estremità e può deviare al centro, una macchina di tipo svizzero alimenta il materiale attraverso una boccola di guida. Gli utensili da taglio sono posizionati proprio nel punto di uscita di questa boccola. Ciò significa che il pezzo è sempre sostenuto in modo rigido, indipendentemente dalla sua lunghezza. La macchina ottiene questo risultato spostando l'intera fantina (che trattiene e ruota la barra) lungo l'asse Z, spingendo il materiale nell'area degli utensili. Questo approccio è la chiave per ridurre al minimo la deflessione e le vibrazioni, i due principali nemici della lavorazione di precisione.
Sinergia tra la fantina mobile e la bussola di guida
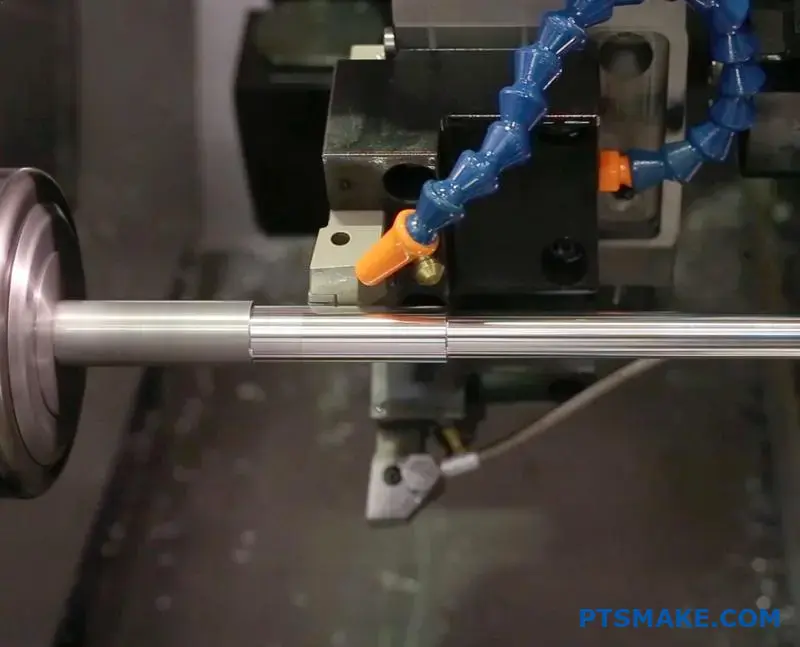
La fantina mobile e la boccola di guida lavorano in perfetta armonia. La fantina fornisce il movimento assiale (asse Z), mentre la boccola di guida funge da solido punto di appoggio per il pezzo. Pensate a un temperamatite: la lama taglia proprio dove la matita emerge dalla struttura di supporto, impedendo alla punta di oscillare. Questa sinergia consente di lavorare pezzi molto lunghi con diametri ridotti, un compito quasi impossibile sui torni convenzionali senza problemi significativi. La macchina cinematica1 sono ottimizzati per questo supporto continuo, garantendo che le forze di taglio siano assorbite dalla boccola e non dal pezzo stesso.
Eliminazione della flessione e delle vibrazioni alla fonte
La deflessione si verifica quando un utensile da taglio applica una forza su un pezzo, facendolo piegare leggermente. La vibrazione è l'oscillazione rapida che può derivare da questa deflessione o dall'azione di taglio stessa. Entrambe sono dannose per ottenere tolleranze strette e una finitura superficiale liscia. In progetti passati presso PTSMAKE, abbiamo scoperto che la lavorazione svizzera può ridurre la deflessione di oltre 75% rispetto alla tornitura convenzionale su pezzi con un elevato rapporto lunghezza/diametro. Questa stabilità è fondamentale.
| Caratteristica | Convenzionale Tornio CNC | Lavorazione CNC svizzera |
|---|---|---|
| Supporto del pezzo in lavorazione | Tenuto in un mandrino, il supporto è lontano dall'utensile | Supportato da una boccola di guida, direttamente sull'utensile |
| Rischio di deviazione | Elevato, soprattutto sulle parti lunghe e sottili | Minimo, grazie al supporto costante |
| Rapporto L/D ideale | Generalmente inferiore a 4:1 per un'elevata precisione | Può superare il 20:1 con elevata precisione |
| Livello di vibrazione | Può essere significativo e influire sulla finitura | Molto basso, per consentire finiture di qualità superiore |
Questa differenza fondamentale è il motivo per cui la lavorazione CNC svizzera non è solo un'alternativa, ma una necessità per i componenti in cui la precisione non è negoziabile.

L'eccezionale precisione fornita dalla fantina mobile e dal sistema di bussole di guida rende la lavorazione CNC svizzera indispensabile per le industrie più esigenti del mondo. Quando il guasto di un componente può avere conseguenze critiche, gli ingegneri non possono permettersi la variabilità che si verifica con altri metodi di produzione. Questo processo è lo standard di riferimento per la produzione di componenti intricati e di alta precisione che costituiscono la spina dorsale di tecnologie avanzate in settori quali l'aerospaziale, i dispositivi medici e l'elettronica. L'affidabilità di questo metodo garantisce che ogni pezzo, dal primo al decimillesimo, soddisfi esattamente le stesse rigorose specifiche.
Perché le industrie più esigenti si affidano alla lavorazione svizzera
Secondo la mia esperienza, i clienti dei settori critici scelgono la lavorazione svizzera per tre motivi principali: coerenza, complessità e miniaturizzazione.
- Coerenza: Industrie come quella aerospaziale richiedono pezzi con una precisione documentata e ripetibile. Un elemento di fissaggio mission-critical o un componente di una valvola devono essere sempre identici.
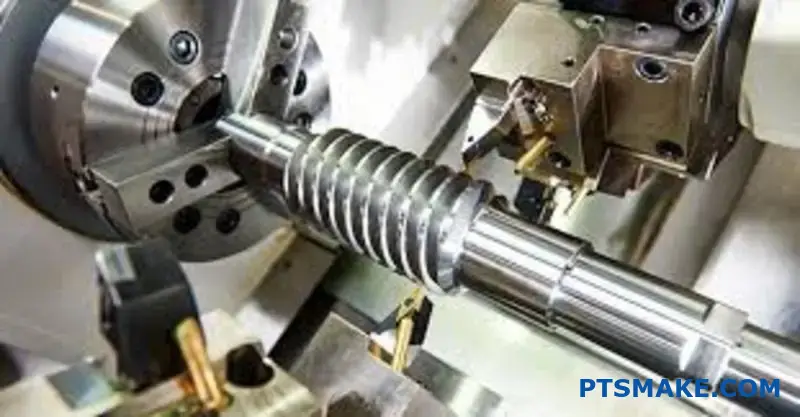
- Complessità: I dispositivi medici presentano spesso geometrie complesse, come le intricate filettature di una vite ossea o le caratteristiche sfaccettate di uno strumento chirurgico.
- Miniaturizzazione: Nell'elettronica, componenti come connettori e pin si riducono costantemente. Le macchine svizzere eccellono nella produzione di questi pezzi minuscoli e delicati con una precisione impeccabile.
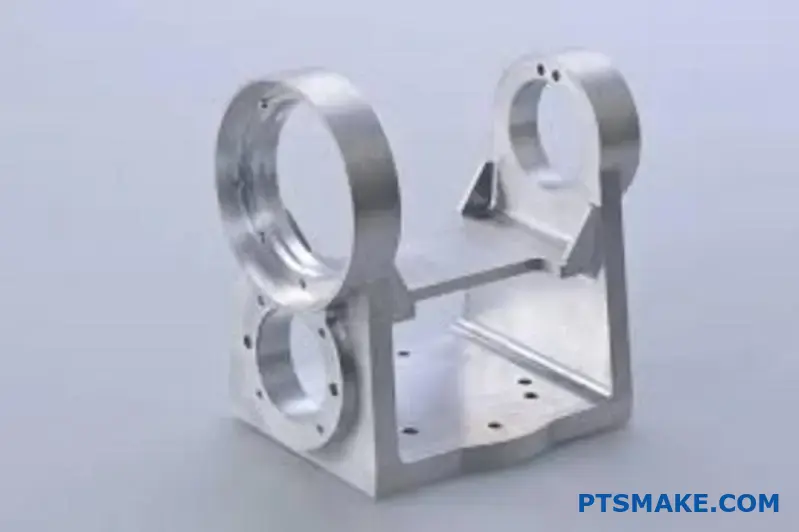
Noi di PTSMAKE collaboriamo spesso con clienti di questi settori, trasformando in realtà i loro progetti più impegnativi. Il processo ci consente di creare caratteristiche come microfori, pareti sottili e profili esterni complessi che altrimenti sarebbe impossibile produrre in modo affidabile.
Uno sguardo ravvicinato ai componenti ideali
Quali tipi di pezzi sono perfettamente adatti a questo processo? È una questione di geometria. Se un pezzo è più lungo che largo, soprattutto con un rapporto lunghezza/diametro superiore a 4:1, è un candidato privilegiato.
| Industria | Componenti di esempio | Requisito chiave |
|---|---|---|
| Dispositivi medici | Viti ossee, impianti dentali, strumenti chirurgici | Biocompatibilità, estrema precisione, finitura superficiale perfetta |
| Aerospazio e Difesa | Raccordi ad alta pressione, alloggiamenti dei sensori, perni del sistema di guida | Elevato rapporto resistenza/peso, tolleranze ristrette, affidabilità |
| Elettronica | Connettori per fibre ottiche, punte di sonde, piccoli alberi | Miniaturizzazione, caratteristiche complesse, eccellente conduttività |
| Automotive | Ugelli degli iniettori del carburante, componenti del sensore ABS | Durata, costanza nei volumi, tolleranze strette |
La capacità di eseguire più operazioni - tornitura, fresatura, foratura e filettatura - in un'unica configurazione significa anche che i pezzi escono dalla macchina completi. In questo modo si riduce la movimentazione, si elimina il rischio di errori dovuti a più configurazioni e, in ultima analisi, si migliora la qualità complessiva e l'efficienza dei costi per i nostri clienti.
La lavorazione CNC svizzera offre una precisione senza pari grazie all'utilizzo di una fantina mobile e di una bussola di guida per eliminare la deviazione del pezzo. Ciò la rende un processo di produzione essenziale per componenti intricati e ad alta tolleranza in settori critici come quello medico e aerospaziale, dove la coerenza e l'affidabilità assolute sono fondamentali.
Ridurre i tempi di consegna con l'efficienza di più operazioni.
Vi è mai capitato di allungare i tempi del vostro progetto perché i pezzi devono essere spostati da una macchina all'altra? Le continue operazioni di rifusione e movimentazione aggiungono ritardi e introducono rischi di errore.
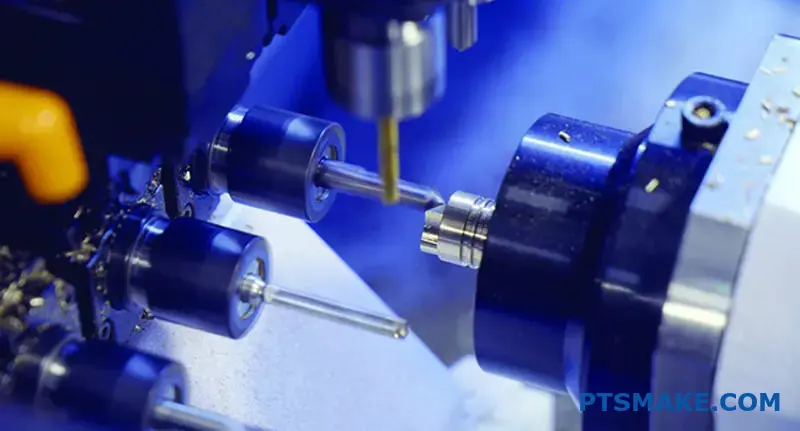
La lavorazione CNC svizzera riduce drasticamente i tempi di consegna eseguendo le operazioni di tornitura, fresatura, foratura e filettatura in un unico processo continuo. Questo approccio con un'unica impostazione elimina le operazioni secondarie, riducendo i tempi di movimentazione e accelerando i tempi di consegna dai prototipi alla produzione completa.
La filosofia del "fatto in uno"
La magia della lavorazione CNC svizzera non è solo la velocità, ma anche il consolidamento dei processi. Nella produzione tradizionale, un parte complessa potrebbe passare prima a un tornio per la tornitura, poi a una fresatrice per gli elementi piatti e infine a una foratrice. Ogni fase richiede una nuova impostazione, una nuova programmazione e una gestione manuale, che aggiungono tempo e possibilità di errore. La lavorazione svizzera ribalta l'intero flusso di lavoro. Utilizzando una fantina mobile e una bussola di guida, la macchina alimenta il materiale grezzo attraverso l'area di lavorazione, consentendo a più utensili di lavorare sul pezzo contemporaneamente o in rapida successione senza mai rilasciarlo.
Combinare le operazioni senza problemi
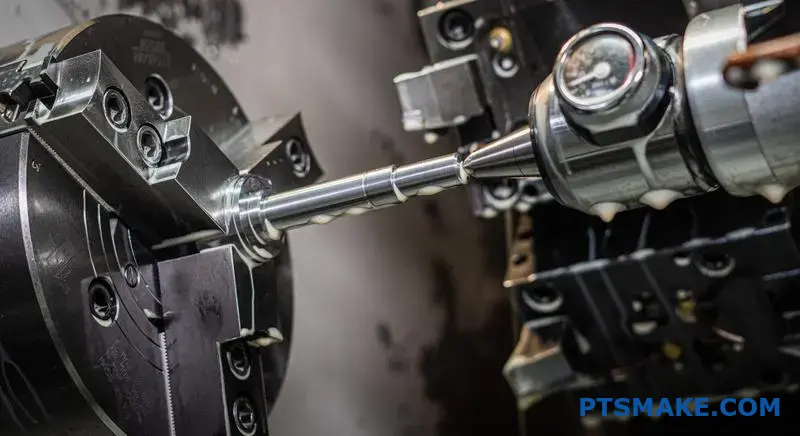
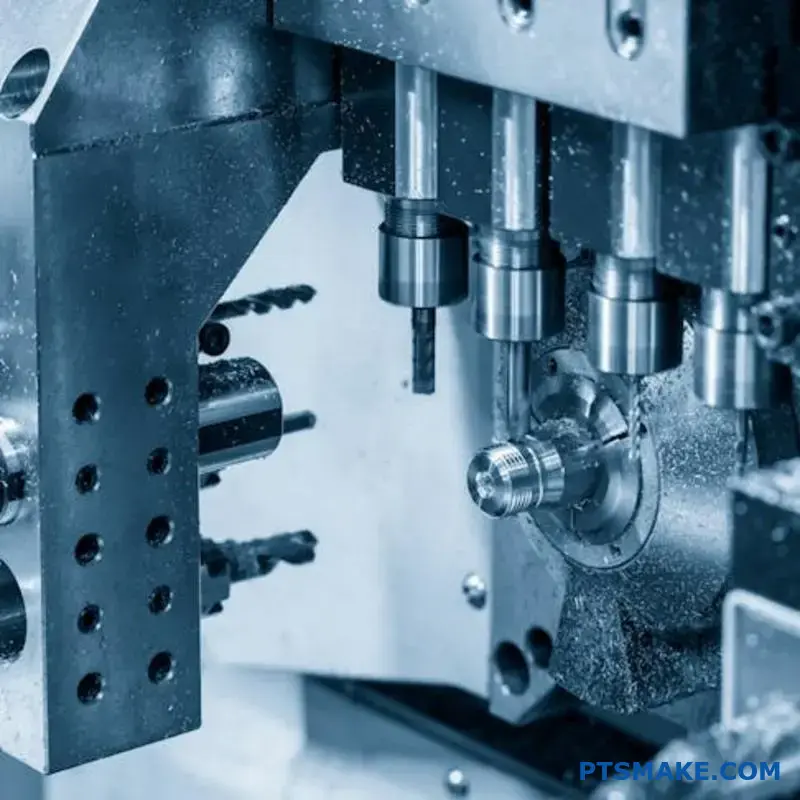
Immaginate una macchina con più assi e stazioni utensili attive che lavorano in perfetta armonia. Mentre il mandrino principale gira un diametro preciso su un albero lungo e sottile, un utensile di foratura trasversale può creare un foro e una fresa può lavorare un piatto o una scanalatura. Questa capacità di lavorazione simultanea2 è ciò che lo distingue. Ciò significa che geometrie complesse, che normalmente richiederebbero diverse operazioni distinte, vengono completate prima ancora che il pezzo venga tagliato dalla barra. In molti dei progetti gestiti da PTSMAKE, questa capacità è il fattore decisivo per i clienti che necessitano di componenti medicali o elettronici complessi in tempi stretti.
Eliminare i processi secondari: Il vero risparmio di tempo
L'impatto più significativo sui tempi di consegna deriva dall'eliminazione delle operazioni secondarie. Si tratta di tutte le fasi che devono essere eseguite su un pezzo dopo il completamento della lavorazione primaria. Si tratta di operazioni come la sbavatura, la scanalatura o la foratura incrociata su una macchina separata. Ogni fase secondaria aggiunge tempo di coda, tempo di preparazione e rischio di manipolazione. Una macchina CNC svizzera spesso produce un pezzo 100% completo, che include caratteristiche complesse sulla parte anteriore e posteriore del pezzo grazie a un sottomandrino.
La tabella seguente illustra la notevole differenza nel flusso di lavoro.
| Flusso di lavoro tradizionale | Flusso di lavoro della lavorazione CNC svizzera |
|---|---|
| 1. Caricare il materiale nel tornio | 1. Caricare il materiale in barre nella macchina Swiss |
| 2. Trasformare le caratteristiche primarie | 2. Eseguire tutte le operazioni (tornitura, fresatura, foratura) |
| 3. Scaricare le parti | 3. Parte tagliata, completa |
| 4. Coda per la fresatrice | |
| 5. Parte di allestimento e fissaggio | |
| 6. Caratteristiche del mulino | |
| 7. Scaricare le parti | |
| 8. Coda per la perforazione | |
| 9. Impostare e praticare i fori | |
| 10. Ispezione finale e sbavatura |
Questo processo condensato non accorcia solo i tempi, ma semplifica l'intera catena di produzione.
Dai prototipi più veloci alla produzione costante
L'efficienza multi-operativa della lavorazione CNC svizzera offre vantaggi tangibili che vanno oltre la semplice riduzione dei tempi. Cambia radicalmente la velocità con cui si può passare dal progetto al pezzo fisico e la costanza con cui si può produrre quel pezzo su scala. Questo duplice vantaggio si ripercuote sia sulla fase di sviluppo iniziale che sulle produzioni a lungo termine, rendendolo uno strumento potente per la produzione moderna.
Accelerazione del ciclo di prototipazione
Per gli ingegneri e i progettisti di prodotti, la velocità nella fase di prototipazione è fondamentale. Quando un pezzo deve essere spostato tra tre macchine diverse, i tempi di realizzazione di un singolo prototipo possono allungarsi di settimane. Con la lavorazione svizzera, un progetto può passare da un file CAD a un pezzo fisico finito nel giro di pochi giorni, a volte persino di ore. Poiché c'è una sola macchina da programmare e impostare, l'intero processo è semplificato. Ciò consente iterazioni di progettazione più rapide, una convalida più rapida e un time-to-market complessivo più breve. Nel nostro lavoro con clienti che operano in settori in rapida evoluzione come l'elettronica di consumo, questa rapidità di esecuzione non è negoziabile.
L'impatto sulla coerenza e sulla qualità
Ogni volta che un pezzo viene rimosso da una macchina e rifuso in un'altra, viene introdotta una piccola quantità di errore. Questo fenomeno è noto come stack-up di tolleranza. Mentre ogni singola impostazione può rientrare nella tolleranza, le variazioni combinate possono portare a un pezzo finale fuori specifica. La lavorazione CNC svizzera evita completamente questo problema.
| Caratteristica | Processo di configurazione multipla | Processo svizzero a installazione singola |
|---|---|---|
| Riferimento del datum | Cambia con ogni macchina | Costante da un singolo riferimento |
| Precisione di posizionamento | ±0,05 mm (cumulativo) | ±0,01 mm (impostazione singola) |
| Concentricità | Può variare a seconda delle caratteristiche | Estremamente elevato e costante |
| Rischio di danni da manipolazione | Alto (graffi, ammaccature) | Minimo (nessun trasferimento manuale) |
Eseguendo tutte le operazioni in un unico serraggio, la macchina mantiene un unico punto di riferimento coerente per tutte le caratteristiche. Le operazioni di tornitura, fresatura e foratura sono tutte perfettamente allineate tra loro, con il risultato di un'eccezionale concentricità e precisione di posizionamento. Ecco perché la lavorazione CNC svizzera è il metodo preferito per i pezzi in cui la precisione è fondamentale, come nei sistemi di guida aerospaziali o negli impianti medici. Il processo offre intrinsecamente una qualità e una coerenza superiori, riducendo i tassi di scarto e garantendo che il primo pezzo sia identico al millesimo.
La lavorazione CNC svizzera elimina i ritardi dei flussi di lavoro multimacchina combinando tornitura, fresatura e foratura in un'unica configurazione. L'efficienza di un unico processo riduce drasticamente la movimentazione, accelera i tempi di consegna sia per i prototipi che per la produzione e migliora la coerenza complessiva dei pezzi eliminando il rischio di accumulo di tolleranze.
Versatilità dei materiali: Metalli e plastiche per ogni applicazione.
Vi è mai capitato di finalizzare un progetto complesso, per poi scoprire che il vostro processo produttivo non è in grado di gestire il materiale specifico di cui avete bisogno per ottenere le massime prestazioni?
La lavorazione CNC svizzera eccelle per la versatilità dei materiali. È in grado di modellare con precisione qualsiasi cosa, dai metalli resistenti come l'acciaio inossidabile e il titanio ai tecnopolimeri avanzati come il PEEK. Questo la rende la soluzione ideale per i settori con standard di materiali severi, come l'aerospaziale, il medicale e l'elettronica.

Il mondo dei metalli nella tornitura svizzera
Il punto di forza della lavorazione CNC svizzera risiede nel suo design unico. Una boccola di guida fornisce un supporto eccezionale al pezzo in lavorazione proprio nel punto di taglio. Questa stabilità riduce al minimo la deflessione e le vibrazioni, il che rappresenta una svolta quando si lavora con metalli duri o esotici. Ci permette di lavorare materiali che sarebbero difficili o impossibili da lavorare su torni convenzionali, il tutto mantenendo tolleranze incredibilmente strette. Alla PTSMAKE abbiamo constatato che questa capacità è spesso il fattore decisivo per i clienti con applicazioni impegnative.
Acciaio inossidabile (serie 300 e 400)
L'acciaio inossidabile è un materiale fondamentale per la sua combinazione di forza, resistenza alla corrosione e proprietà igieniche. Nel settore medicale, spesso macchina Acciaio inox 316L per strumenti chirurgici e impianti, grazie alla sua eccellente biocompatibilità. Per le applicazioni alimentari e delle bevande, il grado 304 è una scelta popolare. La sfida con l'acciaio inossidabile è la sua tendenza alla indurimento del lavoro3 durante la lavorazione, ma il supporto costante della bussola di guida in una macchina svizzera aiuta a mantenere un taglio costante, evitando che il materiale si indurisca a metà processo.
Titanio (grado 2, grado 5)
Quando l'alta resistenza e il peso ridotto sono fondamentali, il titanio è spesso la risposta. È uno dei materiali preferiti nell'industria aerospaziale per i dispositivi di fissaggio e i componenti strutturali, nonché nel settore medico per gli impianti a lungo termine come le viti ossee. Il titanio è notoriamente difficile da lavorare a causa della sua scarsa conducibilità termica e reattività chimica alle alte temperature. Tuttavia, la lavorazione CNC svizzera, che spesso utilizza un refrigerante ad alta pressione, gestisce efficacemente il calore nella zona di taglio, producendo le finiture superficiali incontaminate richieste per questi componenti critici.
Leghe di alluminio (6061, 7075)
L'alluminio è apprezzato per l'eccellente rapporto resistenza/peso, la conducibilità termica e la lavorabilità. Utilizziamo la 6061 per molte applicazioni generiche, dagli involucri elettronici ai componenti automobilistici. Per le parti aerospaziali ad alta sollecitazione, si preferisce la lega 7075, più resistente. Le macchine svizzere possono produrre pezzi complessi in alluminio con filettature fini e pareti sottili a velocità molto elevate, il che le rende una scelta economicamente vantaggiosa sia per i prototipi che per le grandi serie.
| Tipo di metallo | Proprietà chiave | Applicazioni comuni della lavorazione svizzera |
|---|---|---|
| Acciaio inox | Resistenza alla corrosione, forza | Strumenti medici, componenti per orologi, raccordi per uso alimentare |
| Titanio | Elevato rapporto resistenza/peso, biocompatibile | Elementi di fissaggio aerospaziali, impianti medicali, viti dentali |
| Alluminio | Leggero, ad alta conducibilità termica | Alloggiamenti elettronici, parti di droni, sensori automobilistici |
| Ottone e rame | Conduttività elettrica, resistenza alla corrosione | Connettori elettrici, perni, valvole idrauliche |

Plastiche ingegneristiche e soluzioni specifiche per l'industria
La precisione della lavorazione CNC svizzera non si limita ai metalli. Gli stessi principi di stabilità e controllo si applicano magnificamente ai materiali plastici ad alte prestazioni. Anche se le materie plastiche possono presentare sfide uniche, come l'espansione termica e la minore rigidità, il design del tornio svizzero garantisce che anche i materiali morbidi o flessibili possano essere lavorati secondo le specifiche esatte senza fondersi o deformarsi. Questa capacità apre nuove possibilità per i progettisti in settori specializzati.
Plastica ad alte prestazioni
Negli ultimi progetti abbiamo assistito a una crescente richiesta di sostituzione del metallo con polimeri avanzati. Questi materiali offrono vantaggi unici come l'inerzia chimica, l'isolamento elettrico e le proprietà autolubrificanti.
PEEK (Polietere Etere Chetone)
Il PEEK è uno dei materiali termoplastici più robusti disponibili. Mantiene le sue proprietà meccaniche alle alte temperature ed è resistente alle sostanze chimiche aggressive e ai processi di sterilizzazione. Questo lo rende un candidato privilegiato per gli impianti medici, come le gabbie per la fusione spinale, e per i componenti isolanti nei difficili ambienti aerospaziali e dei semiconduttori.
Delrin® (acetale / POM)
Il Delrin è noto per la sua elevata rigidità, il basso attrito e l'eccellente stabilità dimensionale. È un materiale ideale per parti meccaniche di precisione come piccoli ingranaggi, cuscinetti e rulli che richiedono una lunga durata senza lubrificazione. La lavorazione svizzera ci permette di creare profili intricati di ingranaggi e superfici lisce di cuscinetti su piccoli componenti in Delrin.
Teflon™ (PTFE)
Grazie alla sua leggendaria superficie antiaderente e all'inerzia chimica, il PTFE è il materiale preferito per guarnizioni e isolanti. È notoriamente difficile da lavorare perché è molto morbido. Tuttavia, la boccola di guida di una macchina svizzera fornisce il supporto necessario per lavorare caratteristiche molto fini e pareti sottili nei pezzi in PTFE per dispositivi medici e connettori elettronici.
Abbinare il materiale giusto al settore
Il successo di un pezzo dipende spesso dalla scelta del materiale perfetto.
- Aerospaziale e difesa: Questo settore richiede materiali certificati e tracciabili. L'alleggerimento è fondamentale, quindi l'alluminio e il titanio sono comuni, ma per gli isolatori e i componenti interni si utilizzano anche materie plastiche ad alte prestazioni come il PEEK.
- Medici e dentisti: La biocompatibilità non è negoziabile. Il titanio, l'acciaio inox 316L e il PEEK sono le scelte principali per i pezzi che entrano in contatto con il corpo umano. La finitura senza bave della lavorazione svizzera è un requisito di sicurezza fondamentale.
- Elettronica: La miniaturizzazione determina la scelta dei materiali. Spesso lavoriamo ottone e rame per i pin e i connettori conduttivi, alluminio per dissipatori di caloree plastiche isolanti come PTFE e Delrin per piccoli distanziatori e alloggiamenti in complessi assemblaggi elettronici.

La notevole versatilità della lavorazione CNC svizzera consente di fabbricare con precisione pezzi in un'ampia gamma di materiali. Dai metalli robusti come il titanio per il settore aerospaziale alle plastiche biocompatibili come il PEEK per gli impianti medici, questa tecnologia offre le prestazioni e l'affidabilità richieste dalle industrie più esigenti di oggi.
Garanzia di qualità: Soddisfare i rigorosi standard internazionali?
Vi è mai capitato di subire ritardi nel progetto a causa di un componente critico che non ha superato l'ispezione? La frustrante ricerca di una soluzione non costa solo denaro, ma anche tempo e fiducia.
Alla PTSMAKE, la garanzia di qualità nella lavorazione CNC svizzera si basa su un solido sistema di certificazione ISO 9001, ispezioni in più fasi e documentazione completa. Ciò garantisce che ogni pezzo soddisfi i rigorosi standard internazionali e fornisca una tracciabilità completa dalla materia prima al prodotto finale.
Oltre il certificato: Come la ISO 9001 dà forma alle nostre operazioni
Molti considerano il certificato ISO 9001 solo un distintivo da esporre su un sito web. Per noi è il progetto del nostro intero sistema di gestione della qualità. Non è un documento statico, ma un quadro dinamico che detta i nostri processi quotidiani, dai preventivi alle spedizioni. Costringe a una disciplina di controllo dei processi, di gestione del rischio e di miglioramento continuo. Ciò significa che non controlliamo la qualità solo alla fine, ma la inseriamo in ogni fase. Per un ingegnere, questo si traduce in affidabilità e prevedibilità. Si sa che i pezzi ricevuti per il centesimo ordine saranno identici a quelli del primo.
Il fondamento: Verifica dei materiali e controllo dei processi
La qualità inizia molto prima che una macchina inizi a tagliare il metallo. Inizia con la materia prima. Ogni lotto di materiale che entra nel nostro stabilimento è accompagnato da un rapporto di prova del materiale (MTR). Non ci limitiamo ad archiviarli, ma li verifichiamo per garantire che le proprietà chimiche e meccaniche del materiale corrispondano perfettamente alle vostre specifiche. Una volta approvato, al materiale viene assegnato un numero di lotto unico che lo segue per tutto il ciclo di produzione. Questa rigorosa tracciabilità non è negoziabile, soprattutto per i nostri clienti dei settori medico e aerospaziale. Monitoriamo continuamente i nostri processi utilizzando metodi statistici per mantenere un elevato livello di qualità. Indice di capacità di processo (Cpk)4garantendo la coerenza tra migliaia di pezzi.
Questa tabella illustra i nostri controlli di qualità fondamentali:
| Fase di qualità | Attività chiave | Perché è importante per voi |
|---|---|---|
| Ricezione del materiale | Verificare i rapporti di prova dei materiali (MTR) e condurre ispezioni. | Garantisce che il pezzo sia realizzato con l'esatta lega o polimero specificato, prevenendo i guasti legati al materiale. |
| Pianificazione del processo | Definire dimensioni critiche, punti di ispezione e percorsi utensile. | Identifica in modo proattivo i potenziali problemi di produzione, riducendo il rischio di errori durante la produzione. |
| Impostazione della macchina | Calibrare le macchine e verificare gli utensili. | Assicura che il processo di produzione parta da una base stabile e precisa, fondamentale per le tolleranze strette. |
Questo approccio sistematico garantisce che, quando iniziamo la lavorazione, abbiamo già eliminato le principali fonti di errore potenziale.
Una strategia di ispezione a più livelli
Un'unica ispezione finale non è mai sufficiente, soprattutto per i pezzi complessi prodotti da Lavorazione CNC svizzera. I problemi riscontrati alla fine della linea sono costosi per tutti. Ecco perché impieghiamo una strategia di ispezione a più livelli che integra i controlli di qualità nell'intero flusso di produzione.
1. Ispezione del primo articolo (FAI)
Prima di iniziare una produzione completa, produciamo un singolo pezzo, il "primo articolo". Questo pezzo viene sottoposto a un'ispezione esaustiva in cui ogni singola dimensione, caratteristica e nota del vostro disegno viene misurata e verificata rispetto al modello CAD. I risultati sono documentati in un rapporto di ispezione del primo articolo (FAIR). Questa fase fornisce la prova definitiva che la nostra configurazione e il nostro processo sono corretti, dandovi la fiducia necessaria per approvare la produzione su scala reale. È l'ultima misura di riduzione del rischio.
2. Ispezione in corso d'opera (IPI)
Durante la produzione, i nostri macchinisti e tecnici della qualità eseguono controlli regolari sulle dimensioni critiche. Non si tratta di controlli casuali, ma di un processo programmato e sistematico. Utilizzando calibri calibrati e sonde automatiche sulle macchine CNC stesse, monitoriamo il processo per individuare eventuali segni di deriva, come l'usura degli utensili. Il rilevamento di una dimensione che si muove anche solo leggermente al di fuori della tolleranza mediana ci permette di effettuare le regolazioni in tempo reale, evitando la produzione di pezzi non conformi.
3. Ispezione finale
È il guardiano finale. Prima dell'imballaggio, ogni pezzo viene sottoposto a un'ispezione finale. A seconda dei requisiti e della criticità del pezzo, questa può variare da un campione statisticamente significativo (utilizzando gli standard AQL) a un'ispezione 100% di ogni pezzo. Utilizziamo apparecchiature metrologiche avanzate, come CMM e comparatori ottici, per garantire misure oggettive e precise.
Questa tabella evidenzia la documentazione che ci si può aspettare:
| Tipo di documento | Scopo | Come vi aiuta |
|---|---|---|
| Rapporto di ispezione del primo articolo (FAIR) | Conferma che l'impostazione e il processo sono in grado di soddisfare tutte le specifiche. | Fornisce dati concreti e potere di approvazione prima di un grande investimento nella produzione. |
| Certificato di conformità (CoC) | Una dichiarazione formale che l'intero lotto spedito soddisfa i vostri requisiti. | Semplifica il processo di ricezione e fornisce un registro formale per il sistema di qualità. |
| Rapporto dimensionale completo | Fornisce misure dettagliate per parti specifiche del lotto. | Offre una prova oggettiva della qualità e della tracciabilità dei componenti critici dell'assemblaggio. |

La vera garanzia di qualità è un processo attivo a più fasi. Si basa sul quadro normativo ISO 9001, dalla verifica iniziale dei materiali ai controlli in corso d'opera e all'ispezione finale. Questo sistema completo, supportato da una documentazione trasparente, garantisce che ogni pezzo lavorato CNC svizzero che forniamo sia un componente di cui ci si può fidare.
Risolvere le sfide dell'approvvigionamento: Dal prototipo alla produzione.
Vi è mai capitato di finalizzare un prototipo per poi scoprire che passare alla produzione è come ricominciare da zero? Questa transizione può introdurre una serie di sfide e ritardi inaspettati, giusto?
Un partner unificato per la lavorazione CNC in Svizzera risolve i problemi di approvvigionamento agendo come un unico punto di contatto dal prototipo alla produzione. Questo semplifica la comunicazione, garantisce il mantenimento dell'intento progettuale, riduce i rischi e offre la flessibilità di scalare i volumi degli ordini senza cambiare fornitore.

La transizione senza soluzione di continuità: Da uno a mille
Uno dei maggiori ostacoli nella produzione è il "gap di prototipazione", ovvero il distacco che si verifica quando si passa da uno specialista della prototipazione a un impianto di produzione di massa. Le conoscenze critiche acquisite durante la prototipazione spesso vanno perse in questo passaggio di consegne. Il nuovo fornitore deve ripartire da zero, reimparando le sfumature del pezzo, le sue caratteristiche critiche e le potenziali sfide di produzione. Questo non solo fa perdere tempo, ma introduce anche un rischio significativo. Un partner unico elimina completamente questo divario. In PTSMAKE, lo stesso team di ingegneri e macchinisti che ha messo a punto il prototipo è quello che supervisionerà la produzione.
La conservazione delle conoscenze è il vostro vantaggio competitivo
Quando un unico team gestisce l'intero ciclo di vita, la curva di apprendimento si appiattisce. Documentiamo tutte le regolazioni effettuate durante la prototipazione, dalle ottimizzazioni dei percorsi utensile alle strategie specifiche di bloccaggio. Questi dati diventano la base per la pianificazione della produzione. Ci permette di applicare le conoscenze di Design for Manufacturability (DFM) acquisite dal prototipo per ottimizzare il processo per volumi maggiori. Ciò potrebbe significare piccole modifiche al progetto che riducono il tempo di ciclo, lo spreco di materiale o la necessità di operazioni secondarie. Questo ciclo di feedback iterativo è possibile solo quando la prototipazione e la produzione avvengono sotto lo stesso tetto. Il processo rispetta le proprietà fisiche del materiale, ad esempio Anisotropia5garantendo che le prestazioni del pezzo siano costanti dalla prima unità alla decimillesima.
Scalare con la lavorazione CNC svizzera
La lavorazione CNC svizzera è particolarmente adatta a questa scalabilità senza soluzione di continuità. La sua efficienza nella produzione di pezzi complessi e di alta precisione la rende ideale sia per la prototipazione rapida che per la produzione su larga scala. La stessa macchina che può produrre un singolo prototipo perfetto può essere programmata per funzionare a vuoto, producendo migliaia di componenti identici con una qualità costante.
Ecco uno sguardo pratico su come il modello di sourcing influisce su questa transizione:
| Caratteristica | Partner a fonte unica (ad esempio, PTSMAKE) | Approccio multifornitore |
|---|---|---|
| Trasferimento della conoscenza | Senza soluzione di continuità; le conoscenze vengono conservate internamente | Alto rischio di perdita; richiede un'ampia documentazione |
| Feedback DFM | Ciclo continuo dal prototipo alla produzione | Disarticolazione; il feedback si perde spesso nel passaggio di consegne. |
| Tempo di rampa | Veloce; sfrutta le configurazioni e i dati esistenti | Lentezza; richiede l'inserimento e la qualificazione di nuovi fornitori |
| Coerenza della qualità | Alto; stessi processi e standard di qualità | Variabile; dipende dall'allineamento di più fornitori |
Questo approccio integrato significa che non state solo acquistando pezzi di ricambio, ma state collaborando con un team che comprende la storia del vostro progetto ed è investito nel suo successo futuro.
De-rischio e razionalizzazione della catena di fornitura
Il coordinamento con più fornitori introduce molteplici punti di potenziale fallimento. Un ritardo da parte dell'officina di prototipazione, un problema di qualità con il macchinista di produzione e un problema con il servizio di finitura possono creare un effetto domino che fa deragliare l'intera tempistica del progetto. Ogni passaggio di consegne è un rischio: rischio di comunicazione errata, di danneggiamento dei pezzi durante il trasporto o di confusione delle responsabilità quando qualcosa va storto. Chi è responsabile se un pezzo si guasta? Il macchinista o l'anodizzatore? Un partner unico si assume la piena responsabilità del pezzo finale, semplificando il vostro ruolo alla gestione di un unico rapporto.
Il vero costo del coordinamento
Il prezzo di listino di un pezzo è solo una componente del suo costo totale. I "costi soft" della gestione di una catena di fornitura frammentata possono essere sostanziali. Pensate alle ore di lavoro dei vostri ingegneri e dei responsabili degli acquisti:
- Verifica di più fornitori.
- Gestione di PO, fatture e termini di pagamento separati.
- Coordinare la logistica tra le strutture.
- Agire come intermediario per risolvere domande tecniche o controversie sulla qualità.
Queste attività non aggiungono valore al prodotto finale, ma drenano risorse preziose. In base alla nostra esperienza con i clienti di PTSMAKE, il consolidamento della produzione con un unico partner può ridurre queste spese amministrative fino al 30-40%, liberando il team per concentrarsi sull'innovazione e sulle attività aziendali principali.
Flessibilità per i moderni cicli di prodotto
Il mercato odierno richiede agilità. Potreste aver bisogno di un piccolo lotto di 50 unità per una produzione pilota, seguito da 5.000 unità tre mesi dopo. Un impianto di produzione di massa tradizionale potrebbe non essere interessato ai vostri ordini a basso volume, mentre una piccola officina di prototipi potrebbe non avere la capacità di scalare. Un partner versatile, dotato di sistemi avanzati come la lavorazione CNC svizzera, è in grado di soddisfare facilmente queste esigenze. Possiamo gestire un piccolo lotto in modo efficiente e poi passare senza problemi a volumi più elevati utilizzando lo stesso processo qualificato.
Ecco come un unico partner semplifica la gestione del rischio:
| Fattore di rischio | Partner unico | Approccio multifornitore |
|---|---|---|
| Responsabilità | Chiaro; un partner è pienamente responsabile | Non è chiaro se i fornitori si incolpano a vicenda. |
| Complessità logistica | Minimo; le parti sono prodotte e rifinite in un unico luogo | Alto; richiede il coordinamento della spedizione e della movimentazione |
| Gestione delle modifiche alla progettazione. | Agile; una conversazione per aggiornare il processo | Macchinoso; richiede l'aggiornamento di più fornitori |
| Punti di rottura | Una relazione da gestire | Relazioni multiple, moltiplicazione del rischio |
Questo modello semplificato non è solo una questione di convenienza, ma un approccio strategico per costruire una catena di approvvigionamento più resiliente, reattiva ed efficace dal punto di vista dei costi.

Avete difficoltà a passare dal prototipo alla produzione? Un partner unico per la lavorazione CNC in Svizzera semplifica la situazione, conservando la conoscenza del progetto, riducendo i rischi della catena di fornitura e offrendo volumi flessibili. Questo approccio unificato garantisce coerenza, semplifica la comunicazione e accelera efficacemente il time to market.
Economicità senza compromettere la qualità?
Vi è mai capitato di essere combattuti tra un budget rigoroso e l'assoluta necessità di componenti di alta qualità? Spesso si ha la sensazione di un compromesso in cui non è possibile avere entrambe le cose.
La lavorazione CNC svizzera consente di ottenere una notevole efficienza in termini di costi, riducendo al minimo gli sprechi di materiale, riducendo la manodopera grazie all'automazione e abbattendo i tempi di configurazione con il processo a impostazione singola. Ciò consente di produrre volumi elevati di pezzi complessi a un costo unitario inferiore, senza sacrificare la precisione o la qualità richieste dal progetto.

I vantaggi economici incorporati
La lavorazione CNC svizzera non è solo una questione di precisione, ma anche di produzione intelligente ed efficiente. I vantaggi in termini di costi sono inseriti direttamente nel processo stesso e derivano da tre pilastri fondamentali: l'automazione, l'efficienza dei materiali e la riduzione della complessità di configurazione. Secondo la mia esperienza, la comprensione di questi elementi fondamentali è la chiave per sbloccare il pieno potenziale economico di questa tecnologia.
Il potere dell'automazione
I moderni torni svizzeri sono progettati per funzionare in modo continuo e ad alto volume, con un intervento umano minimo. Questa capacità di produzione "a luci spente", in cui le macchine funzionano durante la notte o nei fine settimana senza la presenza di un operatore, riduce drasticamente i costi di manodopera. Noi di PTSMAKE sfruttiamo questa automazione per le grandi produzioni dei nostri clienti. La macchina si occupa del caricamento, della lavorazione e dello scarico dei pezzi, il che significa che il costo della manodopera viene distribuito su migliaia di pezzi, rendendo il costo unitario significativamente inferiore rispetto ai processi manuali. Questa efficienza accelera anche i tempi di produzione, facendo arrivare i pezzi nelle vostre mani più velocemente.
Ridurre al minimo gli sprechi di materiale
Il costo del materiale è un fattore importante in qualsiasi progetto di lavorazione. Le macchine svizzere eccellono nella conservazione del materiale. Utilizzano materiale in barre che viene alimentato attraverso una boccola di guida, fornendo un supporto rigido estremamente vicino all'utensile da taglio. Questa stabilità consente di lavorare pezzi complessi e molto sottili senza deviazioni e di ridurre gli scarti. A differenza di alcuni metodi CNC convenzionali, che possono richiedere un'attrezzatura più grande per il serraggio, il metodo svizzero utilizza il materiale in modo molto più efficiente. Il risparmio è particolarmente evidente quando si lavorano materiali costosi come il titanio o l'acciaio inossidabile per uso medico.
| Caratteristica | Lavorazione CNC svizzera | Convenzionale Tornitura CNC |
|---|---|---|
| Supporto materiale | La boccola di guida sostiene il materiale vicino all'utensile | Sostenuto dal mandrino, più lontano dall'utensile |
| Tasso di scarto tipico | Più basso, grazie all'uso efficiente delle scorte di barre | Può essere più alto, soprattutto con i residui |
| Capacità di lavorazione di pezzi sottili | Eccellente, deflessione minima | Limitato, soggetto a vibrazioni |
Riduzione dei tempi di installazione
Nel settore manifatturiero il tempo è denaro e il tempo di allestimento è uno dei principali fattori di rischio. fattore di costo. Un vantaggio fondamentale del processo CNC svizzero è la capacità di eseguire più operazioni - tornitura, fresatura, foratura, filettatura - in un unico ciclo. Il pezzo è completato prima di essere tagliato dalla barra. Questo approccio "done-in-one" elimina la necessità di più macchine e il processo laborioso di spostare un pezzo da un tornio a una fresa. Ogni impostazione evitata non solo fa risparmiare tempo e denaro, ma elimina anche una potenziale fonte di errore, contribuendo ad aumentare la qualità complessiva e la coerenza. Efficace Ottimizzazione del tempo di ciclo6 è fondamentale per questa efficienza.
Leve strategiche per ottimizzare i costi
Sebbene la lavorazione CNC svizzera presenti vantaggi intrinseci in termini di costi, è possibile migliorarne ulteriormente l'efficacia attraverso una pianificazione intelligente della progettazione e del volume di produzione. È uno sforzo collaborativo. Nei progetti passati con i clienti, abbiamo scoperto che alcuni aggiustamenti strategici prima dell'inizio della produzione possono portare a risparmi sostanziali senza influire sulla funzione o sulla qualità del pezzo.
Progettazione per la producibilità (DFM)
Le misure più efficaci per risparmiare sui costi si verificano spesso nella fase di progettazione. L'applicazione dei principi del Design for Manufacturability (DFM) è fondamentale. Ad esempio, chiedersi se una tolleranza debba essere di +/- 0,005 mm quando sarebbe sufficiente +/- 0,02 mm può rendere la produzione di un pezzo molto più semplice e veloce.
Ecco alcune considerazioni chiave sulla DFM per la lavorazione svizzera:
- Tolleranze: Specificate le tolleranze più strette solo se sono critiche dal punto di vista funzionale. L'eccesso di tolleranza è una delle cause più comuni di costi inutili.
- Standardizzazione: L'utilizzo di punte o forme di filettatura standard riduce la necessità di utensili personalizzati, con conseguente risparmio di tempo e denaro.
- Design delle caratteristiche: Evitare tasche profonde e strette o geometrie interne troppo complesse se esistono alternative più semplici. Piccole semplificazioni possono accelerare notevolmente i tempi di lavorazione.
L'impatto della dimensione del lotto
La relazione tra volume di produzione e costo unitario è semplice ma potente. Ogni lavoro ha dei costi fissi di impostazione iniziale. Questi costi sono gli stessi sia che si producano 100 pezzi che 10.000 pezzi. Aumentando le dimensioni dei lotti, si distribuiscono i costi fissi di allestimento su un numero maggiore di unità, riducendo drasticamente il prezzo di ogni singolo pezzo.
| Dimensione del lotto | Costo di installazione (fisso) | Costo unitario (relativo) |
|---|---|---|
| Basso volume (ad es. 500 pezzi) | $X | Alto |
| Volume medio (ad es. 5.000 pezzi) | $X | Medio |
| Volume elevato (ad es. 50.000 pezzi) | $X | Basso |
Trovare l'equilibrio
L'obiettivo finale è trovare l'equilibrio perfetto tra costi, velocità e qualità. Ciò comporta spesso una conversazione sulle dimensioni dei lotti e sulla programmazione della produzione. Per un nuovo prodotto, un lotto iniziale più piccolo potrebbe essere utile per la convalida. Ma per i componenti consolidati, la pianificazione di ordini più grandi e consolidati può consentire risparmi significativi. Noi di PTSMAKE lavoriamo spesso con i clienti per analizzare la loro domanda annuale e suggerire un programma di ordini che massimizzi l'efficacia dei costi, garantendo al contempo una fornitura costante di componenti di alta qualità.

La lavorazione CNC svizzera offre un buon rapporto costi-benefici grazie all'automazione e agli scarti minimi. Ottimizzando i progetti dei pezzi per la producibilità e selezionando strategicamente le dimensioni dei lotti, potete ottenere l'equilibrio ideale tra prezzo, velocità e qualità senza compromessi per i vostri componenti di precisione.
Progettazione per la producibilità: Suggerimenti per ingegneri e acquirenti?
Vi è mai capitato di finalizzare un progetto per poi scoprire che è sorprendentemente costoso o lento da produrre? Questo scollamento tra le intenzioni progettuali e la realtà produttiva può far deragliare le tempistiche e i budget dei progetti.
Un efficace Design for Manufacturability (DFM) per la lavorazione CNC svizzera implica la specificazione di tolleranze realistiche, la comprensione dei limiti della macchina per le caratteristiche e la selezione di materiali che bilanciano le prestazioni con la lavorabilità. Questo approccio strategico evita costose riprogettazioni e snellisce la produzione dal prototipo alla produzione.

Padroneggiare le tolleranze per la lavorazione CNC in Svizzera
Una delle aree più comuni in cui l'intento progettuale si scontra con i costi di produzione sono le tolleranze. Gli ingegneri desiderano naturalmente che i pezzi siano il più precisi possibile, ma l'eccesso di tolleranze è una fonte frequente di spese inutili. Sebbene i torni di tipo svizzero siano rinomati per la loro precisione, ogni punto decimale in più su un'indicazione di tolleranza può aumentare il tempo di ciclo, richiedere cambi di utensili più frequenti e far lievitare i costi di ispezione.
Nei progetti passati di PTSMAKE, abbiamo lavorato con i clienti per ottimizzare i loro disegni. Ad esempio, una superficie non critica non ha bisogno della stessa tolleranza di un foro di un cuscinetto. Una buona regola è specificare una tolleranza standard di ±0,001" (0,025 mm) per la maggior parte delle caratteristiche e riservare tolleranze più strette, come ±0,0002" (0,005 mm), solo per le dimensioni funzionalmente critiche. Questo piccolo cambiamento può avere un impatto significativo sul prezzo finale del pezzo, soprattutto nella produzione di grandi volumi.
Navigazione tra le limitazioni delle funzioni
La comprensione delle capacità fisiche della macchina è fondamentale. La lavorazione CNC svizzera è ideale per i pezzi lunghi e sottili, ma anche questa ha i suoi limiti.
Rapporti di aspetto per fori e perni
Il rapporto lunghezza/diametro di un pezzo è una considerazione fondamentale. La bussola di guida fornisce un supporto eccellente, consentendo un'alta concentricità7 su lunghezze elevate. Tuttavia, la realizzazione di fori molto profondi e di piccolo diametro rimane una sfida. Un rapporto profondità-diametro del foro di 10:1 è generalmente semplice. Spingersi oltre, verso 20:1 o addirittura 30:1, è possibile, ma richiede utensili speciali, cicli di foratura a becco d'asino e velocità ridotte, tutti fattori che aumentano i costi.
Spessore della parete e raggi d'angolo
Le pareti sottili sono soggette a vibrazioni e deformazioni durante la lavorazione, che possono compromettere la precisione dimensionale e la finitura superficiale. Anche se dipende dal materiale, uno spessore di parete superiore a 0,020" (0,5 mm) è un punto di partenza sicuro. Analogamente, gli angoli interni acuti (90 gradi) sono difficili e spesso impossibili da lavorare. L'aggiunta di un piccolo raggio interno, anche solo 0,010" (0,25 mm), consente all'utensile di muoversi agevolmente e crea un pezzo più resistente.
Un riferimento rapido può aiutare a guidare queste decisioni durante la fase di progettazione.
| Caratteristica | Raccomandazione standard | Impegnativo (costo più elevato) |
|---|---|---|
| Tolleranze generali | ±0,001" (0,025 mm) | < ±0,0005" (0,013 mm) |
| Profondità del foro (rapporto L:D) | < 10:1 | Da 10:1 a 30:1 |
| Min. Spessore della parete | > 0,020" (0,5 mm) | 0,010" - 0,020" (0,25-0,5 mm) |
| Raggi degli angoli interni | > 0,010" (0,25 mm) | Spigoli vivi (richiede l'elettroerosione) |

Selezione strategica dei materiali per risultati ottimali
La scelta del materiale è una pietra miliare del DFM. Essa influisce non solo sulle prestazioni finali del pezzo, ma anche sulla sua lavorabilità, che influenza direttamente la velocità di produzione e i costi. Un materiale difficile da lavorare consuma più rapidamente gli utensili, richiede velocità di taglio più basse e può portare a finiture superficiali di qualità inferiore se non viene gestito correttamente. La collaborazione con un produttore come PTSMAKE, che ha una vasta esperienza in vari materiali, può aiutarvi a fare la scelta più conveniente senza compromettere i vostri requisiti di progettazione.
Bilanciamento tra prestazioni e lavorabilità
Si tratta di un classico compromesso ingegneristico. Ad esempio, l'acciaio inox 303 è formulato per la lavorabilità ed è un'ottima scelta per molte applicazioni. Tuttavia, se il pezzo richiede una resistenza superiore alla corrosione, potrebbe essere necessario l'acciaio inossidabile 316, più difficile da lavorare. La comprensione di questa differenza consente di prendere una decisione consapevole. La maggiore resistenza alla corrosione del 316 vale il potenziale aumento dei costi di lavorazione? A volte sì, ma spesso il 303 è più che sufficiente.
Possiamo analizzare questo aspetto utilizzando un semplice indice di lavorabilità, dove un punteggio più alto significa una lavorazione più facile e veloce.
| Materiale | Caratteristiche principali | Il migliore per | Indice di lavorabilità (circa) |
|---|---|---|---|
| Ottone C360 | Eccellente lavorabilità, resistente alla corrosione | Connettori elettrici, raccordi | 100% (linea di base) |
| Alluminio 6061 | Buon rapporto resistenza/peso, versatile | Parti strutturali, alloggiamenti | 90% |
| Acciaio inox 303 | Lavorazione libera, buona resistenza alla corrosione | Alberi, elementi di fissaggio, valvole | 78% |
| Delrin® (acetale) | Elevata rigidità, basso attrito, stabilità | Cuscinetti, ingranaggi, isolatori | 75% |
| Acciaio inox 316 | Resistenza alla corrosione superiore, robusta | Parti marine, mediche e alimentari | 45% |
| Titanio (Ti-6Al-4V) | Alta resistenza/peso, biocompatibile | Componenti aerospaziali, impianti medici | 22% |
Un approccio realistico alla finitura superficiale
Come le tolleranze, anche la finitura superficiale è un'altra area in cui le specifiche eccessive portano a costi più elevati. Una finitura standard per i pezzi CNC svizzeri è in genere di circa 63-125 Ra (µin). Questo valore è adatto alla maggior parte delle applicazioni. La richiesta di una finitura più liscia, come 32 Ra o 16 Ra, richiede avanzamenti più lenti, utensili da taglio più fini e talvolta processi secondari come la rettifica o la lucidatura. Ogni fase aggiunge tempo e costi.
Il segreto sta nell'applicare richiami di finitura superficiale solo dove sono necessari dal punto di vista funzionale. Queste aree critiche spesso includono le superfici di tenuta, i perni dei cuscinetti o i componenti dinamici in cui l'attrito è un problema. Per tutte le altre superfici non critiche, una finitura standard è di solito perfettamente accettabile e molto più economica.

Un DFM efficace per la lavorazione CNC svizzera si basa sull'equilibrio tra progettazione ideale e realtà pratica. Date priorità a tolleranze realistiche, rispettate le limitazioni delle funzioni della macchina e scegliete i materiali con saggezza. Questo approccio proattivo consente di risparmiare tempo, ridurre i costi e garantire che i vostri pezzi complessi siano realizzati correttamente al primo tentativo.
Scegliere il giusto partner per la lavorazione CNC svizzera.
Vi è mai capitato di scegliere un fornitore che sulla carta sembrava perfetto, per poi scontrarsi con lacune nella comunicazione e problemi di qualità? È un'esperienza frustrante e costosa.
Scegliere il partner giusto significa guardare oltre il prezzo. Valutate le capacità tecniche, la capacità di comunicazione e i precedenti. Privilegiate i partner che offrono trasparenza, un solido supporto post-vendita e che si impegnano in una relazione a lungo termine per il successo del sourcing.

Oltre la scheda tecnica: Valutare la vera capacità tecnica
La scelta di un partner per la lavorazione CNC svizzera è molto più di un semplice confronto di prezzi. Il vero valore risiede nella profondità tecnica e nella filosofia di produzione. Secondo la mia esperienza, i migliori fornitori sono quelli che agiscono come un'estensione del vostro team di ingegneri, non solo come un servizio su un ordine di acquisto.
Attrezzature e tecnologia
Il primo punto di controllo sono i macchinari. Un parco macchine moderno e ben mantenuto di torni di tipo svizzero di marche affidabili come Citizen, Tsugami o Star non è negoziabile per lavori di alta precisione. Ma non fermatevi qui. Informatevi sui loro programmi di manutenzione e sui cicli di aggiornamento tecnologico. Noi di PTSMAKE abbiamo scoperto che investire nella tecnologia più recente delle macchine si traduce direttamente in migliori finiture superficiali, tolleranze più strette e tempi di ciclo migliori, a tutto vantaggio dei progetti dei nostri clienti. Un partner che investe nei propri strumenti è un partner che investe nel vostro successo.
Competenza sui materiali e sulla lavorazione
Una macchina è buona quanto il macchinista che la fa funzionare. Un potenziale partner deve dimostrare una profonda esperienza con un'ampia gamma di materiali, dai comuni acciai inossidabili e leghe di alluminio a materiali più impegnativi come il titanio e le materie plastiche ad alte prestazioni. La capacità di consigliare la scelta del materiale per un'applicazione specifica è un forte indicatore della loro competenza. Dovrebbero capire come i diversi materiali reagiscono alle alte velocità della lavorazione CNC svizzera e come gestire il controllo dei trucioli e la dissipazione del calore. Questa conoscenza è fondamentale per ottenere una qualità costante e per rispettare specifiche complesse come Dimensionamento e tolleranza geometrica8.
Il vero valore di un fornitore diventa chiaro quando si confronta il suo approccio.
| Caratteristica | Fornitore transazionale | Partnership Fornitore |
|---|---|---|
| Focus sulla qualità | Soddisfa le specifiche minime del disegno. | Comprende l'intento progettuale e la funzione del pezzo. |
| Comunicazione | Fornisce aggiornamenti solo su richiesta. | Comunica in modo proattivo i progressi e i potenziali problemi. |
| Risoluzione dei problemi | Segnala un problema e attende istruzioni. | Identifica un problema e propone soluzioni. |
| Valore a lungo termine | Si concentra sul costo di un singolo ordine. | Si concentra sull'ottimizzazione del pezzo per la producibilità. |
Scegliere un partner significa trovare un team le cui competenze completano e migliorano le vostre. È la differenza tra l'acquisto di pezzi di ricambio e la costruzione di una catena di fornitura efficiente.

Il fattore partnership: Comunicazione e fiducia
Se le specifiche tecniche sono le fondamenta, la forza di una partnership si basa sulla comunicazione e sulla fiducia. Negli oltre 15 anni di attività, ho visto i progetti avere successo o fallire sulla base di questi parametri più "morbidi". Un ottimo partner per la lavorazione CNC svizzera non si limita a produrre pezzi, ma rende l'intero processo più fluido e prevedibile.
Reattività e chiarezza
Quanto velocemente e chiaramente un potenziale partner risponde alle vostre richieste? Quando si lavora su fusi orari diversi, come spesso accade con i nostri clienti negli Stati Uniti e in Europa, la reattività è fondamentale. Un ritardo di 24 ore nel rispondere a una semplice domanda può bloccare i progressi per un'intera giornata. Cercate un fornitore con un punto di contatto dedicato che comprenda il vostro progetto e sia in grado di fornire risposte chiare e concise. Risposte vaghe o continui passaggi da un reparto all'altro sono segnali di allarme. Ecco perché noi di PTSMAKE assegniamo a ogni cliente un ingegnere di progetto dedicato, per garantire una comunicazione continua dal preventivo alla consegna.
Trasparenza del processo
La fiducia si basa sulla trasparenza. Un buon partner è aperto sui suoi processi, sulle sue capacità e anche sui suoi limiti. Deve essere disposto a condividere le proprie procedure di controllo della qualità, a fornire aggiornamenti sulla produzione senza essere sollecitato e ad essere onesto in caso di problemi. Un fornitore che cerca di nascondere un problema è un peso. Al contrario, un partner che vi avverte di un potenziale problema e si presenta al tavolo con una proposta di soluzione è prezioso. Questo approccio collaborativo previene le sorprese e rafforza il rapporto, trasformando una potenziale crisi in un'opportunità di miglioramento.
Valutazione della redditività a lungo termine
Assistenza post-vendita
Il lavoro non è finito quando i pezzi vengono spediti. Cosa succede se c'è un problema di non conformità o se avete bisogno di piccole modifiche per la produzione successiva? Un partner affidabile garantisce il proprio lavoro. Prima di impegnarsi, chiedete informazioni sulla loro politica in materia di pezzi difettosi, sul loro processo di azione correttiva (come un rapporto 8D) e su come incorporano il feedback nella produzione futura. Una forte assistenza post-vendita dimostra che un fornitore è interessato al vostro successo a lungo termine, non solo a una transazione una tantum.
Esperienza con i clienti occidentali
Infine, considerate la loro esperienza di lavoro con le aziende della vostra regione. Un fornitore con una solida esperienza al servizio di clienti in Nord America e in Europa conoscerà già le aspettative in termini di qualità, documentazione ed etica commerciale. Avrà familiarità con gli standard comuni e disporrà di processi per la gestione della logistica e della comunicazione internazionale, il che lo rende una scelta più affidabile e meno rischiosa per le vostre esigenze di lavorazione CNC in Svizzera.
La scelta di un fornitore di macchinari CNC svizzeri richiede una valutazione equilibrata. Guardate oltre l'offerta per valutare la profondità tecnica, l'attrezzatura e la competenza dei materiali. Altrettanto importanti sono le pratiche di comunicazione, la trasparenza e l'assistenza post-vendita, fattori che creano la fiducia necessaria per una partnership di successo.
Esplorate i principi del movimento che consentono alle macchine di tipo svizzero di fornire risultati così uniformi e di alta precisione su pezzi complessi. ↩
Per saperne di più sul coordinamento avanzato degli utensili che rende possibile questo livello di efficienza nei moderni sistemi CNC. ↩
Per saperne di più su come l'indurimento da lavoro influisce sulla selezione dei materiali e sulle strategie di lavorazione per ottenere pezzi più resistenti. ↩
Scoprite come questa misura statistica predice le prestazioni del processo e garantisce una qualità costante nella produzione. ↩
Per capire come le proprietà direzionali dei materiali possono influire sulle prestazioni dei componenti e sulla precisione di lavorazione, fate clic qui. ↩
Scoprite come l'ottimizzazione di ogni secondo del processo di produzione può portare a significative riduzioni dei costi di produzione. ↩
Fate clic per capire come la concentricità influisce sulle prestazioni e sui costi dei vostri pezzi lavorati di precisione. ↩
Fate clic per comprendere questo linguaggio ingegneristico per definire e comunicare le tolleranze, garantendo la funzionalità e l'adattamento del vostro pezzo. ↩