

La lavorazione CNC del titanio sembra semplice, fino a quando non ci si trova di fronte ad accumuli di calore, indurimento da lavoro e usura degli utensili che possono distruggere i pezzi e mandare in fumo il budget. Molti produttori si scontrano con una qualità incoerente e progetti falliti quando lavorano questo materiale così impegnativo.
La lavorazione CNC del titanio richiede tecniche specializzate, sistemi di raffreddamento adeguati e una selezione precisa degli utensili per superare la bassa conduttività termica del titanio e la sua tendenza all'indurimento da lavoro, mantenendo al contempo tolleranze ristrette per applicazioni ad alte prestazioni.

All'PTSMAKE ho lavorato con parti in titanio nei settori aerospaziale, medico e navale. Questo materiale richiede rispetto e conoscenza. Il giusto approccio trasforma il titanio da materiale problematico in componenti di precisione che funzionano perfettamente in applicazioni critiche. Di seguito, condividerò le intuizioni essenziali che separano il successo della lavorazione del titanio da costosi fallimenti.
Perché la lavorazione CNC del titanio è importante per le industrie ad alte prestazioni?
Avete mai specificato un materiale per un componente critico, per poi vederlo cedere sotto sforzo, corrosione o fatica? È in quel momento che i materiali ad alte prestazioni diventano irrinunciabili.
La lavorazione CNC del titanio è essenziale per le industrie ad alte prestazioni perché combina il superiore rapporto forza-peso, la resistenza alla corrosione e la biocompatibilità del metallo con la precisione assoluta della lavorazione computerizzata. In questo modo si creano pezzi complessi e affidabili che soddisfano gli standard più severi delle applicazioni aerospaziali, mediche e automobilistiche.

Il titanio non è solo un altro metallo: è una soluzione ad alcune delle sfide più difficili dell'ingegneria. Il suo valore deriva da una combinazione unica di proprietà che altri materiali non sono in grado di eguagliare. Comprendere queste caratteristiche è il primo passo per capire perché è la scelta ideale per le parti in cui il fallimento non è un'opzione.
L'imbattibile rapporto forza/peso
Quando gli ingegneri parlano di rapporto forza-peso, si parla di quanto un materiale sia forte per la sua densità. È qui che il titanio, in particolare le leghe come il Ti-6Al-4V (grado 5), si distingue veramente. Ha la stessa resistenza di molti acciai, ma è più leggero di circa 45%. Per settori come l'aerospaziale e l'automotive ad alte prestazioni, si tratta di una svolta epocale. Componenti aeronautici più leggeri significano una migliore efficienza del carburante e una maggiore capacità di carico utile. In un'auto da corsa, un peso ridotto porta a un'accelerazione più rapida e a una migliore maneggevolezza. Questa proprietà consente di progettare componenti robusti e durevoli senza la penalizzazione del peso dei metalli tradizionali, aprendo nuove possibilità di innovazione.
Resistenza alla corrosione superiore
La resistenza del titanio alla corrosione è leggendaria. Quando è esposto all'ossigeno, forma naturalmente uno strato di ossido sottile, inerte e altamente aderente. Questo processo di passivazione1 protegge il metallo dall'attacco di un'ampia gamma di acidi, cloruri e acqua salata. Questo lo rende indispensabile per le applicazioni marine, di lavorazione chimica e di desalinizzazione. Mentre l'acciaio inossidabile potrebbe soccombere alla corrosione per vaiolatura o interstiziale in ambienti con acqua salata, i componenti in titanio non ne risentono, allungando drasticamente la vita utile e riducendo i costi di manutenzione. Nei progetti passati di PTSMAKE, abbiamo visto clienti passare al titanio per i componenti sottomarini proprio per eliminare le costose e frequenti sostituzioni.
Biocompatibilità essenziale
Per l'industria medica, l'interazione di un materiale con il corpo umano è fondamentale. Il titanio è eccezionalmente biocompatibile, ovvero non è tossico, non è allergenico e non viene rigettato dall'organismo. Ciò gli consente di fondersi direttamente con l'osso in un processo chiamato osteointegrazione. Questa proprietà lo rende il gold standard per gli impianti medici come le protesi articolari (anche, ginocchia), gli impianti dentali e le viti ossee. La sua resistenza assicura che gli impianti possano sopportare le sollecitazioni meccaniche della vita quotidiana, mentre la sua natura inerte garantisce sicurezza e prestazioni a lungo termine all'interno del corpo umano.
| Proprietà | Titanio (Ti-6Al-4V) | Acciaio inossidabile (316L) | Alluminio (6061-T6) |
|---|---|---|---|
| Densità (g/cm³) | ~4.43 | ~8.00 | ~2.70 |
| Resistenza alla trazione (MPa) | ~950 | ~570 | ~310 |
| Forza-peso | Molto alto | Medio | Alto |
| Resistenza alla corrosione | Eccellente | Buono | Fiera |
| Biocompatibilità | Eccellente | Fiera | Povero |
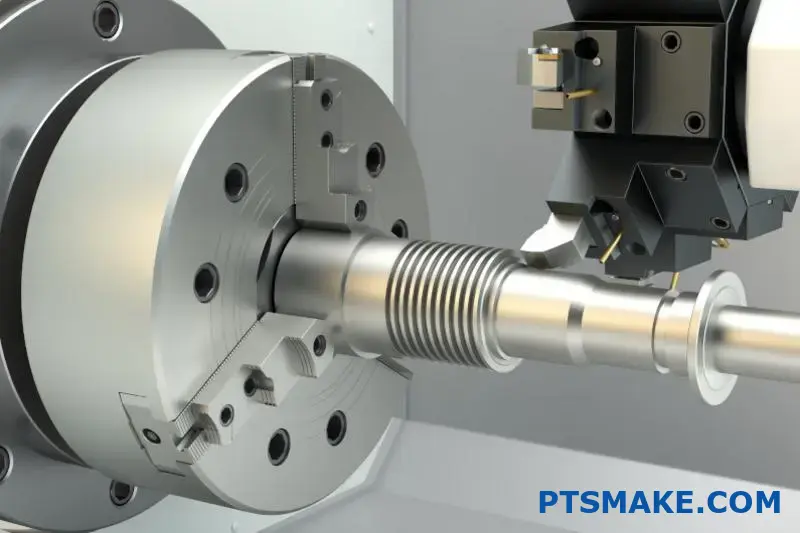
Sebbene le proprietà del titanio siano impressionanti di per sé, lo rendono anche un materiale notoriamente difficile da lavorare. Ha una bassa conducibilità termica, che provoca l'accumulo di calore sull'utensile da taglio, e ha la tendenza a sfarinare e a sbavare. Ecco perché il metodo di produzione è importante quanto il materiale stesso. Non si può gettare un blocco di titanio su una macchina qualsiasi e aspettarsi buoni risultati. La lavorazione CNC (Computer Numerical Control) è la chiave che sblocca il pieno potenziale di questo materiale avanzato.
Superare le sfide della lavorazione con precisione
Le sfide della lavorazione del titanio, in particolare la generazione di calore e la tempra, richiedono un processo di produzione altamente controllato e robusto. La lavorazione CNC è perfettamente adatta a questo scopo. Noi di PTSMAKE utilizziamo macchine con elevata rigidità, velocità di taglio ottimizzate e sistemi di raffreddamento ad alta pressione specifici per gestire il calore e prevenire l'usura degli utensili. I percorsi utensile speciali programmati nel controllo CNC assicurano un carico di trucioli costante, che impedisce al materiale di indurirsi durante il processo. Questo livello di controllo non è possibile con i metodi manuali. Ci permette di tagliare, forare e fresare il titanio in modo efficiente, mantenendo l'integrità del materiale e rispettando tolleranze estremamente strette.
Realizzazione di geometrie complesse e tolleranze strette
I settori ad alte prestazioni richiedono pezzi dal design intricato e dalle dimensioni precise. Si pensi ai complessi canali interni di un ugello di un iniettore di carburante o alle superfici sagomate di un'articolazione artificiale dell'anca. La lavorazione CNC a 5 assi consente di creare queste geometrie complesse in un'unica configurazione. In questo modo si riduce il rischio di errori dovuti alla riformulazione del pezzo e si garantisce che tutte le caratteristiche siano perfettamente allineate. La nostra capacità di mantenere costantemente tolleranze di pochi micron è fondamentale per i nostri clienti nei settori aerospaziale e dei dispositivi medici. Questa precisione garantisce che i componenti si adattino perfettamente, che funzionino in modo affidabile e che funzionino in modo ottimale in condizioni estreme.
Garantire la ripetibilità dal prototipo alla produzione
Dal primo prototipo alla produzione completa di migliaia di unità, la coerenza è fondamentale. La lavorazione CNC è un processo digitale. Una volta collaudato, un programma può essere eseguito più volte, producendo ogni volta pezzi identici. Questa ripetibilità è fondamentale per i settori in cui la coerenza tra i pezzi è un requisito normativo o di sicurezza. Elimina la variabilità spesso riscontrata nella fusione o nella forgiatura, assicurando che ogni componente che esce dalle nostre macchine soddisfi esattamente le stesse specifiche del primo. Questa affidabilità snellisce l'assemblaggio, semplifica il controllo qualità e crea fiducia nel prodotto finale.

Il valore del titanio è definito dall'eccezionale rapporto forza-peso, dalla resistenza alla corrosione e dalla biocompatibilità. Tuttavia, queste proprietà comportano sfide significative per la produzione. È qui che la lavorazione CNC del titanio diventa indispensabile. Essa fornisce il controllo necessario per superare le difficoltà del materiale, consentendo la creazione di pezzi complessi con tolleranze ristrette. Abbinando il materiale superiore a un processo di produzione di precisione, ne liberiamo il pieno potenziale per le industrie ad alte prestazioni, garantendo affidabilità e coerenza dal primo all'ultimo pezzo.
Precisione e tolleranze: Soddisfare le specifiche più esigenti.
Vi siete mai preoccupati che una minuscola deviazione in un pezzo in titanio possa portare a un guasto catastrofico? Quando si tratta di applicazioni ad alto rischio, anche un errore di un micron può compromettere un intero sistema.
Raggiungere una precisione inferiore al micron nella lavorazione CNC del titanio non è solo possibile, è essenziale. Tecnologie avanzate, in particolare la lavorazione in stile svizzero, combinate con rigorosi controlli di processo, ci consentono di soddisfare costantemente le specifiche più rigorose, garantendo prestazioni ottimali e sicurezza senza compromessi nei componenti critici.

Quando si parla di precisione nella lavorazione del titanio, non si tratta solo di raggiungere una dimensione target. Si tratta di ripetibilità e coerenza tra migliaia di pezzi. Nei settori più esigenti, le prestazioni di un assemblaggio finale dipendono spesso dalla qualità dei suoi componenti più piccoli. È qui che la scelta della tecnologia di produzione diventa fondamentale.
Il ruolo della tecnologia CNC avanzata
Il cuore dell'alta precisione lavorazione cnc del titanio è la macchina stessa. Mentre le frese e i torni CNC standard sono potenti, per i pezzi con requisiti di tolleranza estremi sono necessarie apparecchiature specializzate. I torni di tipo svizzero, ad esempio, sono una novità assoluta. Supportano il pezzo da lavorare proprio accanto all'utensile da taglio, riducendo in modo significativo le vibrazioni e la deflessione. Questo è particolarmente importante quando si lavorano pezzi in titanio lunghi e sottili, dove la pressione dell'utensile può facilmente causare la flessione del materiale. Il risultato è una finitura superficiale superiore e la capacità di mantenere tolleranze molto più strette. In progetti passati presso PTSMAKE, abbiamo scoperto che la lavorazione svizzera può migliorare la precisione dimensionale fino a 50% per geometrie specifiche rispetto alla tornitura convenzionale.
Controllo e ottimizzazione dei processi
La tecnologia da sola non basta. Il processo di lavorazione deve essere controllato meticolosamente. Ciò comporta diversi fattori chiave:
- Strategia del percorso utensile: Utilizziamo un software CAM avanzato per creare percorsi utensile ottimizzati che riducono al minimo l'usura dell'utensile e lo stress termico sul pezzo in titanio. Questo assicura forze di taglio costanti e aiuta a mantenere le caratteristiche del materiale. stabilità dimensionale)2.
- Utensili da taglio: L'uso degli utensili da taglio giusti, in particolare quelli con bordi affilati e rivestimenti speciali progettati per il titanio, è irrinunciabile. Utensili usurati o non corretti possono introdurre calore e stress, causando imprecisioni dimensionali.
- Gestione termica: La bassa conducibilità termica del titanio significa che il calore si accumula nella zona di taglio. Utilizziamo sistemi di raffreddamento ad alta pressione per evacuare efficacemente il calore e i trucioli, impedendo l'espansione termica che potrebbe alterare le tolleranze.
In base ai nostri test interni, è la combinazione di questi fattori a sbloccare l'ultraprecisione.
| Caratteristica | Tornitura CNC standard | Lavorazione in stile svizzero |
|---|---|---|
| Supporto del pezzo in lavorazione | Supportato alle estremità | Supportato vicino allo strumento |
| Smorzamento delle vibrazioni | Moderato | Eccellente |
| Profilo ideale del pezzo | Più corto, di diametro maggiore | Parti lunghe e sottili |
| Tolleranza tipica | ±0,015 mm | Fino a ±0,002 mm |
La capacità teorica di ottenere una certa tolleranza è una cosa, la comprensione del suo impatto pratico è un'altra. Per gli ingegneri di settori come l'aerospaziale e il medicale, la precisione non è solo una caratteristica "da avere" su un disegno. È un requisito fondamentale direttamente collegato alle prestazioni, all'affidabilità e alla sicurezza delle persone. Una deviazione misurata in micron può fare la differenza tra una missione di successo e un fallimento critico.
Impatto sul settore aerospaziale e della difesa
Nel settore aerospaziale, le conseguenze di un guasto di un pezzo sono gravi. Le leghe di titanio sono utilizzate in applicazioni critiche come i componenti dei carrelli di atterraggio, le pale delle turbine dei motori e i dispositivi di fissaggio strutturali, grazie al loro elevato rapporto forza-peso e alla resistenza alla corrosione.
- Componenti del motore: Le pale e i dischi delle turbine operano a temperature e velocità di rotazione estreme. I contorni precisi dei profili aerodinamici sono essenziali per l'efficienza aerodinamica e il risparmio di carburante. Qualsiasi deviazione può interrompere il flusso d'aria, riducendo le prestazioni e portando potenzialmente a guasti da fatica nel tempo.
- Integrità strutturale: I dispositivi di fissaggio e i raccordi che tengono insieme la cellula devono avere dimensioni esatte per garantire un corretto accoppiamento per interferenza. Un accoppiamento lasco potrebbe causare un affaticamento da vibrazioni, mentre un accoppiamento troppo stretto potrebbe indurre concentrazioni di stress, creando un potenziale punto di rottura.
Criticità in campo medico
Il settore dei dispositivi medici richiede un livello di precisione ancora più elevato. Quando un componente viene impiantato nel corpo umano, il margine di errore è nullo.
- Impianti ortopedici: Componenti come le viti ossee, i sistemi di fissazione della colonna vertebrale e le protesi articolari devono adattarsi perfettamente all'anatomia del paziente e alle parti di accoppiamento. Una vite in titanio non correttamente dimensionata potrebbe non riuscire a fissare una placca ossea, causando un fallimento chirurgico e richiedendo un intervento di revisione.
- Strumenti chirurgici: La precisione degli strumenti chirurgici in titanio, come pinze e bisturi, influisce direttamente sulla capacità del chirurgo di eseguire interventi delicati. L'allineamento e la nitidezza ottenuti grazie alla lavorazione di precisione garantiscono che gli strumenti funzionino esattamente come previsto.
La tabella seguente illustra come le tolleranze siano direttamente correlate al rischio applicativo.
| Applicazione | Esempio di componente | Tolleranza tipica | Conseguenza della deviazione |
|---|---|---|---|
| Aerospaziale | Radice della pala della turbina | ±0,005 mm | Riduzione dell'efficienza del motore, rischio di affaticamento |
| Medico | Filettatura della vite ossea | ±0,003 mm | Scarsa fissazione, mobilizzazione dell'impianto |
| Automotive | Albero del turbocompressore | ±0,010 mm | Squilibrio, rottura prematura dei cuscinetti |

In lavorazione cnc del titanioIl raggiungimento di specifiche esigenti non è negoziabile. Si comincia col riconoscere che anche errori di un micron possono avere conseguenze significative. Sfruttando tecnologie avanzate come la lavorazione in stile svizzero e implementando rigorosi controlli di processo, siamo in grado di soddisfare costantemente le rigorose tolleranze richieste. Questo impegno per la precisione è ciò che garantisce l'affidabilità e la sicurezza dei componenti critici in settori ad alto rischio come quello aerospaziale e medico, dove le prestazioni sono direttamente legate all'accuratezza di ogni pezzo prodotto.
Tecniche di finitura superficiale per parti CNC in titanio.
Vi è mai capitato di finalizzare il progetto di un pezzo in titanio, ma di rimanere perplessi di fronte alla scelta della finitura? La scelta della finitura sbagliata può compromettere le prestazioni del pezzo, causando corrosione, usura eccessiva o un aspetto che non convince.
La finitura migliore per i pezzi CNC in titanio dipende dalle vostre esigenze specifiche. Le opzioni principali includono l'anodizzazione per una resistenza superiore alla corrosione, la granigliatura per una struttura opaca uniforme e la lucidatura per una superficie liscia e a specchio. Per una maggiore durata, il rivestimento PVD offre una durezza eccezionale, mentre la verniciatura a polvere offre una vasta gamma di colori.

Una volta completata la lavorazione primaria del titanio, la finitura superficiale scelta è molto più di un semplice ritocco estetico: è una decisione ingegneristica fondamentale che determina le proprietà finali del pezzo. Secondo la mia esperienza all'PTSMAKE, l'allineamento della tecnica di finitura con l'applicazione prevista per il pezzo è la chiave del successo. Vediamo alcuni dei metodi più comuni ed efficaci.
Anodizzazione: Valorizzare le forze naturali del titanio
A differenza del processo per l'alluminio, l'anodizzazione del titanio (Tipo II e Tipo III) non si limita ad aggiungere un rivestimento, ma accresce lo strato di ossido protettivo esistente sulla superficie. Questo miglioramento aumenta in modo significativo la resistenza intrinseca del materiale alla corrosione e all'usura.
Guadagni funzionali ed estetici
Lo strato di ossido ispessito creato con l'anodizzazione è parte integrante del pezzo, quindi non si scheggia né si stacca. Questo aspetto è fondamentale per gli impianti medicali, dove la biocompatibilità non è negoziabile e la superficie deve rimanere stabile. Il processo di passivazione3 è effettivamente sovralimentato. Esteticamente, l'anodizzazione può produrre una gamma di colori variando lo spessore dello strato di ossido, che rifrange la luce in modo diverso. Tuttavia, la gamma di colori è più sottile e limitata rispetto a quella ottenibile con l'alluminio.
Granigliatura: Per un aspetto pulito e uniforme
La granigliatura è un processo ideale per creare una finitura satinata e non riflettente. Consiste nel lanciare sottili sfere di vetro ad alta pressione contro la superficie del pezzo. Questo metodo è eccellente per nascondere le piccole imperfezioni e i segni di lavorazione lasciati dalla macchina. Crea una texture pulita e uniforme che è sia visivamente attraente che funzionale, in quanto può contribuire ad alleviare lo stress superficiale indotto durante la lavorazione.
Lucidatura: ottenere una superficie impeccabile
Per le applicazioni che richiedono un basso attrito o un aspetto estetico di alto livello, non c'è niente di meglio della lucidatura. Il processo può variare da una semplice lucidatura satinata a una lucidatura completa a specchio. Una superficie più liscia non è solo estetica: riduce i microscopici picchi e valli in cui possono insorgere le cricche, migliorando potenzialmente la durata a fatica di un componente. La lucidatura del titanio può risultare impegnativa a causa della sua tendenza a sfarinare, ma il risultato è un pezzo non solo bello, ma anche più facile da pulire e sterilizzare.
| Metodo di finitura | Beneficio primario | Applicazione comune | Costo relativo |
|---|---|---|---|
| Anodizzazione (tipo II) | Resistenza alla corrosione, colore | Impianti medici, aerospaziale | Moderato |
| Granigliatura | Finitura opaca uniforme | Componenti generali | Basso |
| Lucidatura | Basso attrito, estetica | Parti ad alte prestazioni | Alto |

Mentre i metodi precedenti lavorano trattando la superficie esistente del titanio, un'altra categoria di finiture prevede l'applicazione di uno strato di materiale completamente nuovo. Questi rivestimenti possono introdurre proprietà che il titanio da solo non possiede, aprendo nuove possibilità di prestazioni e durata. È qui che entrano in gioco tecniche avanzate, che offrono soluzioni per alcune delle sfide ingegneristiche più impegnative.
Rivestimento PVD: Per una durata estrema
La deposizione fisica da vapore (PVD) è un sofisticato processo di deposizione sotto vuoto che applica al pezzo un rivestimento ceramico molto sottile, ma estremamente duro. Rivestimenti come il nitruro di titanio (TiN) o il carbonio simile al diamante (DLC) possono aumentare notevolmente la durezza superficiale di un pezzo in titanio, rendendolo eccezionalmente resistente ai graffi e all'usura. Abbiamo visto che questa tecnica viene utilizzata efficacemente in progetti che richiedono parti che sopportano un attrito costante, come nel caso di macchinari automobilistici o industriali ad alte prestazioni. Il PVD offre anche una varietà di colori ricchi, come l'oro, il nero e il bronzo, che sono molto più durevoli di quelli dell'anodizzazione.
Rivestimento in polvere: Protezione robusta e colorata
Se l'obiettivo è un colore specifico o uno strato protettivo spesso, la verniciatura a polvere è una scelta eccellente. Il processo prevede la spruzzatura elettrostatica di una polvere secca sul pezzo, che viene poi indurita a caldo per formare una finitura dura. In questo modo si crea un rivestimento uniforme che è molto più resistente della vernice convenzionale. È un'ottima opzione per i componenti che devono resistere ad ambienti difficili. Quando si tratta di lavorazione cnc del titanio, è importante assicurarsi che la geometria del pezzo consenta un'applicazione uniforme della polvere e che la temperatura di polimerizzazione non influisca su eventuali trattamenti termici critici subiti dal materiale.
Cromatura: Una finitura tradizionale per casi specifici
Sebbene sia meno comune per il titanio rispetto all'acciaio, la cromatura può essere applicata per ottenere specifici vantaggi funzionali. La cromatura dura, ad esempio, conferisce una superficie molto dura e a basso attrito, ideale per alcune applicazioni antiusura. Tuttavia, l'applicazione del cromo al titanio è un processo complesso. Poiché il cromo non aderisce direttamente al titanio, è necessario applicare prima uno strato intermedio di attacco, in genere di nichel. Questo requisito a più fasi aumenta sia la complessità che il costo, rendendola una soluzione specializzata piuttosto che una finitura generica.
| Metodo di rivestimento | Spessore aggiunto | Vantaggio chiave | Opzioni di colore |
|---|---|---|---|
| Rivestimento PVD | Molto sottile (micron) | Durezza estrema | Ampia gamma (metalli) |
| Rivestimento in polvere | Spessore (Mils) | Colore durevole | Quasi illimitato |
| Cromatura | Variabile | Resistenza all'usura/Lubricità | Argento (specchio/satinato) |
La scelta della giusta finitura superficiale per il vostro pezzo in titanio lavorato CNC è una decisione cruciale. Le opzioni vanno dal miglioramento delle proprietà naturali del materiale con l'anodizzazione o la sabbiatura, all'aggiunta di strati funzionali completamente nuovi tramite PVD o rivestimento in polvere. Il metodo migliore dipende sempre dal bilanciamento dei requisiti funzionali, come la resistenza alla corrosione e la durezza, con gli obiettivi estetici e il budget. La comprensione di questi compromessi garantisce che il componente finale funzioni esattamente come previsto per la sua applicazione.
Applicazioni industriali: Dal settore aerospaziale a quello medico e oltre.
Vi siete mai chiesti perché certi settori puntano tutto su un unico materiale? Perché non possono permettersi di scendere a compromessi sulle prestazioni, anche quando il costo è elevato?
L'incredibile rapporto forza-peso e la resistenza alla corrosione del titanio, ottenute grazie alla lavorazione CNC, ne fanno la scelta irrinunciabile per i componenti critici delle applicazioni aerospaziali, mediche, marine e automobilistiche ad alte prestazioni, dove il fallimento non è un'opzione.

Quando un materiale viene utilizzato per costruire qualcosa che vola a 30.000 piedi o viene impiantato all'interno del corpo umano, gli standard sono incredibilmente elevati. È qui che il titanio, plasmato da una precisa lavorazione CNC, eccelle davvero. Non si tratta solo di realizzare un pezzo, ma di ingegnerizzare la sicurezza e l'affidabilità di ogni componente.
Aerospaziale: Ingegneria per condizioni estreme
Nel settore aerospaziale, ogni grammo conta. La riduzione del peso si traduce direttamente in un risparmio di carburante e in una maggiore capacità di carico utile, ma non può mai andare a scapito della resistenza o della sicurezza. Questo è il terreno di casa del titanio.
Componenti strutturali e cellule
Le leghe di titanio sono ampiamente utilizzate per le strutture critiche della cellula, come i carrelli di atterraggio, i longheroni delle ali e le paratie. Queste parti devono sopportare sollecitazioni immense durante il decollo, il volo e l'atterraggio. La precisione di lavorazione cnc del titanio ci permette di creare geometrie complesse che ottimizzano la resistenza riducendo al minimo il peso, cosa difficile con altri materiali o metodi di produzione.
Lame di turbina e parti di motore
I motori a reazione operano a temperature e forze di rotazione estreme. La capacità del titanio di mantenere la propria resistenza alle alte temperature lo rende essenziale per le pale, i dischi e gli alloggiamenti dei compressori. I pezzi che lavoriamo alla PTSMAKE per i clienti del settore aerospaziale hanno spesso requisiti di tolleranza che si misurano in micron, per garantire un equilibrio perfetto e l'efficienza aerodinamica. Secondo la nostra esperienza, il grado 5 (Ti-6Al-4V) è il cavallo di battaglia per queste applicazioni, grazie alle sue eccellenti prestazioni complessive. Il processo di produzione di questi pezzi richiede la comprensione del comportamento del materiale sotto stress e calore, una conoscenza costruita in anni di lavoro pratico.
Medicina: Precisione per la salute umana
Il settore medico richiede materiali non solo resistenti e durevoli, ma anche sicuri per il contatto a lungo termine con il corpo umano.
Impianti e protesi
Il titanio è il materiale principale per gli impianti ortopedici come le articolazioni dell'anca, le protesi del ginocchio e gli impianti dentali. La sua natura non tossica e la resistenza alla corrosione dei fluidi corporei garantiscono che non venga rigettato dall'organismo. Questa proprietà di biocompatibilità4 è fondamentale. Inoltre, la sua elasticità è simile a quella dell'osso umano, il che contribuisce a ridurre lo stress sul tessuto osseo circostante e favorisce una migliore integrazione.
| Applicazione medica | Proprietà chiave del titanio | Requisiti di lavorazione |
|---|---|---|
| Impianti dentali | Alta biocompatibilità | Precisione a livello micro per l'adattamento |
| Sostituzioni articolari | Eccellente rapporto forza-peso | Finitura superficiale complessa |
| Viti/placche ossee | Resistenza alla corrosione | Filettature di alta precisione |
| Strumenti chirurgici | Resistenza alla sterilizzazione | Finitura superficiale non porosa |
Strumenti chirurgici
I chirurghi si affidano a strumenti leggeri, resistenti e che possono essere sterilizzati ripetutamente senza degradarsi. Gli strumenti chirurgici in titanio, dai forcipi ai divaricatori, soddisfano perfettamente queste esigenze. Non sono magnetici, il che rappresenta un vantaggio significativo nelle sale operatorie con macchine per la risonanza magnetica e altre apparecchiature elettroniche sensibili.

Oltre ai mondi di alto profilo dell'aerospaziale e della medicina, i vantaggi unici del titanio lo hanno reso un materiale fondamentale in molti altri settori esigenti. Questi settori non fanno sempre notizia, ma i loro requisiti prestazionali sono altrettanto severi. Il filo conduttore è la necessità di componenti in grado di resistere ad ambienti difficili e di offrire un'affidabilità senza compromessi.
Marine: Conquistare gli ambienti corrosivi
L'acqua salata è uno degli ambienti naturali più corrosivi della Terra, in grado di distruggere la maggior parte dei metalli nel tempo. Il titanio, tuttavia, ne è praticamente immune.
Componenti sottomarini e navali
Per navi militari, sottomarini e piattaforme petrolifere offshore, lavorazione cnc del titanio è utilizzato per produrre componenti costantemente esposti all'acqua di mare. Tra questi vi sono eliche, alberi delle eliche, valvole di zavorra e alloggiamenti per sensori subacquei. Sebbene il costo iniziale del materiale sia superiore a quello dell'acciaio inossidabile, la longevità del titanio si traduce in minori costi di manutenzione e sostituzione nel corso della vita dell'imbarcazione. Nei progetti per i quali siamo stati consulenti, il passaggio al titanio per alcuni componenti sottomarini ha prolungato la vita utile di oltre il doppio.
Automotive: La ricerca delle prestazioni
Nel mondo dei veicoli ad alte prestazioni e da corsa, gli obiettivi ingegneristici sono simili a quelli del settore aerospaziale: ridurre il peso e aumentare la resistenza.
Parti del motore ad alte prestazioni
Il titanio è il materiale preferito per i componenti dei motori da corsa, come bielle, valvole e sistemi di scarico. Le bielle più leggere consentono al motore di salire di giri più velocemente, mentre le valvole in titanio possono resistere a temperature di combustione estreme. Il risultato è una maggiore potenza e una migliore risposta del motore. Sebbene non si trovi nelle auto familiari medie a causa dei costi, per le supercar e le corse competitive offre un netto vantaggio in termini di prestazioni.
| Industria | Il vantaggio principale del titanio | Esempio di pezzo lavorato a CNC |
|---|---|---|
| Marina | Eccezionale resistenza alla corrosione | Alberi a elica, alloggiamenti sottomarini |
| Automobilistico (corse) | Elevato rapporto resistenza/peso | Bielle, valvole di scarico |
| Trattamento chimico | Inerzia chimica | Scambiatori di calore, reattori |
| Elettronica di consumo | Sensazione e durata premium | Involucri per computer portatili e telefoni di fascia alta |
Trattamento industriale e chimico
Negli impianti chimici, le apparecchiature trattano spesso acidi altamente corrosivi e altre sostanze chimiche aggressive. L'inerzia chimica del titanio lo rende ideale per la produzione di reattori, scambiatori di calore, tubi e valvole utilizzati in questi impianti. La sua stabilità garantisce la purezza del prodotto ed evita guasti alle apparecchiature che potrebbero essere catastrofici. La capacità di lavorare percorsi interni complessi negli scambiatori di calore in titanio, ad esempio, consente un trasferimento termico altamente efficiente in un pacchetto compatto e resistente.

Le proprietà superiori del titanio lo rendono essenziale in settori in cui le prestazioni non possono essere compromesse. La lavorazione CNC di precisione è la chiave che sblocca questo potenziale, plasmandolo in componenti critici per il settore aerospaziale, dove peso e resistenza al calore sono fondamentali, e per gli impianti medici, dove la biocompatibilità è vitale. Questa versatilità si estende alle applicazioni marine, automobilistiche e industriali, che sfruttano la forza e la resistenza alla corrosione uniche del titanio per operare in modo affidabile negli ambienti più difficili.
Le migliori pratiche per la lavorazione del titanio: Una guida pratica!
Vi è mai capitato di seguire le regole del manuale per la lavorazione del titanio, per poi ritrovarvi con un pezzo scartato e un utensile rotto? È uno scenario frustrante e comune, che sottrae tempo e risorse.
La padronanza della lavorazione CNC del titanio implica una combinazione strategica di selezione degli utensili da taglio giusti, impiego di strategie avanzate per il refrigerante e ottimizzazione dei parametri di lavorazione. Queste pratiche sono fondamentali per gestire il calore, prevenire l'indurimento del lavoro e ottenere costantemente risultati precisi e di alta qualità.

Passare dalla teoria alla pratica richiede un approccio disciplinato. Secondo la mia esperienza, il successo nella lavorazione del titanio non si basa su un singolo trucco, ma sull'applicazione sistematica di diversi principi fondamentali. Sbagliare uno di questi può portare rapidamente al fallimento.
Selezione dei giusti utensili da taglio
L'utensile è il luogo in cui avviene l'azione e per il titanio la scelta è fondamentale. Non si può usare la stessa fresa che si userebbe per l'alluminio o l'acciaio.
Materiale e rivestimenti degli utensili
Gli utensili in carburo non rivestiti non durano a lungo contro il titanio. Utilizziamo quasi esclusivamente utensili in metallo duro con rivestimenti specifici come il nitruro di titanio e alluminio (TiAlN) o il nitruro di alluminio e titanio (AlTiN). Questi rivestimenti creano una barriera termica, proteggendo il substrato di carburo dall'intenso calore generato nella zona di taglio. La durezza del rivestimento offre inoltre un'eccellente resistenza all'abrasione contro la natura gommosa del titanio.
Geometria dello strumento
L'affilatura non è negoziabile. Un utensile opaco sfrega anziché tagliare, causando immediatamente l'indurimento del lavoro e portando a guasti catastrofici. Cerchiamo utensili con un angolo di spoglia positivo e affilato per tagliare il materiale in modo netto. Un angolo di elica elevato (circa 35-45 gradi) aiuta anche ad evacuare i trucioli in modo efficiente, il che è fondamentale per evitare che vengano ri-tagliati, una fonte comune di calore e di rottura dell'utensile. Quando si parla di ingaggio radiale, bisogna considerare anche il fenomeno del assottigliamento dei trucioli5che influisce direttamente sui calcoli della velocità di avanzamento.
Ottimizzazione di feed e velocità
È qui che molti macchinisti sbagliano. Le regole per l'acciaio non si applicano in questo caso.
| Parametro | Lavorazione convenzionale dell'acciaio | Lavorazione del titanio consigliata |
|---|---|---|
| Velocità di taglio | Alto | Basso (ad esempio, 150-300 SFM) |
| Velocità di alimentazione | Moderato | Alto e costante |
| Profondità di taglio | Variabile | Consistente e al di sotto del carico di trucioli |
Il mantra del titanio è "Bassa velocità, alta alimentazione". Le alte velocità generano un calore eccessivo che il titanio non riesce a dissipare, con conseguente usura dell'utensile e deformazione del pezzo. Al contrario, riduciamo i piedi di superficie al minuto (SFM) e aumentiamo l'avanzamento per dente. Questo approccio mantiene un carico di truciolo sano, assicurando che l'utensile tagli costantemente materiale fresco anziché sfregare contro una superficie indurita. In questo modo si mantiene il calore all'interno del truciolo, che viene quindi allontanato dal pezzo e dall'utensile.

Al di là dei principi fondamentali di utensili e velocità, la programmazione e le strategie di raffreddamento sono i punti in cui la competenza fa davvero la differenza. Queste tecniche avanzate sono ciò che separa un'officina in difficoltà da una che lavora il titanio in modo redditizio e affidabile. Noi di PTSMAKE abbiamo perfezionato questi metodi attraverso innumerevoli progetti, trasformando i pezzi più difficili in successi di routine.
Programmazione intelligente del percorso utensile
Il modo in cui si sposta l'utensile è importante quanto l'utensile stesso. I tradizionali percorsi utensile a "zig-zag" o sfalsati con angoli vivi sono disastrosi per il titanio. Creano picchi improvvisi nell'impegno dell'utensile, che portano a un calore eccessivo, al chattering e alla rottura dell'utensile.
Impegno costante dello strumento
L'obiettivo è mantenere un carico costante e coerente sull'utensile da taglio. Per raggiungere questo obiettivo utilizziamo le moderne strategie CAM.
- Fresatura trocoidale: Questa tecnica utilizza un movimento circolare "ad anello" per tagliare le scanalature, garantendo una profondità di taglio radiale costante e ridotta. È perfetta per la sgrossatura, in quanto mantiene stabile il calore e consente di eseguire tagli assiali molto più profondi rispetto ai metodi tradizionali.
- Fresatura a buccia d'arancia: Simile alla fresatura trocoidale, questa strategia utilizza tagli radiali leggeri ad alta velocità per "staccare" il materiale, evitando che l'utensile venga completamente interrato nel taglio.
Ecco un semplice confronto tra gli approcci:
| Strategia del percorso utensile | Caratteristica chiave | Impatto sulla lavorazione del titanio |
|---|---|---|
| Offset tradizionale | Spigoli vivi, carico variabile dell'utensile | Causa vibrazioni, picchi di calore, indurimento da lavoro |
| Fresatura trocoidale | Impegno radiale basso e costante | Riduce al minimo il calore, consente tagli profondi, prolunga la durata dell'utensile |
| Fresatura a scorza | Passaggi radiali leggeri e ad alta velocità | Eccellente per l'evacuazione dei trucioli e il controllo del calore |
Applicazione avanzata del refrigerante
Il refrigerante non serve solo per il raffreddamento, ma anche per l'evacuazione dei trucioli e la lubrificazione. Nel caso del titanio, il suo ruolo è amplificato. L'inondazione del pezzo con un ugello di raffreddamento standard è spesso insufficiente perché le elevate forze di taglio creano una barriera di pressione che impedisce al fluido di raggiungere il bordo di taglio.
Ecco perché i sistemi di raffreddamento ad alta pressione (HPC), che in genere erogano un fluido a 1.000 o più PSI, sono un vero e proprio cambiamento per la lavorazione CNC del titanio. Quando viene erogato attraverso il mandrino e la punta dell'utensile, il refrigerante ad alta pressione allontana istantaneamente i trucioli dalla zona di taglio. In questo modo si evitano i tagli di truciolo, si riduce drasticamente l'accumulo di calore sulla punta dell'utensile e si possono ottenere velocità di avanzamento più elevate, migliorando i tempi di ciclo e la durata dell'utensile.

La lavorazione efficace del titanio si basa su un approccio sistematico. Si comincia con la scelta di utensili in metallo duro affilati e rivestiti e con il mantenimento di una configurazione rigida. La chiave è utilizzare basse velocità di taglio e alti avanzamenti, supportati da un refrigerante ad alta pressione per gestire il calore. Inoltre, l'impiego di percorsi utensile avanzati, come la fresatura trocoidale, previene l'indurimento del lavoro e garantisce la longevità dell'utensile e la qualità del pezzo. Questa strategia disciplinata è fondamentale per il successo dei progetti di lavorazione CNC del titanio.
Gradi di titanio comuni e loro proprietà.
Avete mai scelto un grado di titanio sulla base di una scheda tecnica, per poi scoprire che si comporta in modo completamente diverso durante la lavorazione? Questa discrepanza può far deragliare i programmi e far lievitare i costi.
La scelta del grado di titanio corretto è fondamentale per il successo del progetto. Il grado 2, commercialmente puro, offre una resistenza alla corrosione e una formabilità superiori, mentre la lega grado 5 (Ti-6Al-4V) offre una resistenza e prestazioni molto più elevate, influenzando direttamente il risultato di qualsiasi progetto di lavorazione CNC del titanio.

Non tutto il titanio è uguale. La qualità scelta è il fattore più importante che determina la forza, la resistenza alla corrosione e, soprattutto, il comportamento del pezzo finale sulla macchina CNC. Nei progetti che gestiamo alla PTSMAKE, la scelta si riduce quasi sempre a pochi gradi chiave, ciascuno con una personalità distinta.
Gradi commercialmente puri (CP): La Fondazione
Il titanio commercialmente puro è non legato e classificato in quattro gradi. Per la lavorazione CNC, il grado 2 è di gran lunga il più comune.
Titanio grado 2
Considerate il grado 2 come un prodotto versatile e predefinito. Bilancia una buona resistenza con un'eccellente formabilità e saldabilità. La sua caratteristica principale è l'incredibile resistenza alla corrosione, soprattutto in ambienti con acqua salata e processi chimici. Tuttavia, non ha l'elevata resistenza dei suoi cugini legati. Lo usiamo spesso per pezzi in cui la resistenza alla corrosione è la preoccupazione principale e le sollecitazioni meccaniche elevate non sono un fattore. La lavorabilità è relativamente buona per il titanio, anche se richiede un'attenta gestione della velocità e dell'avanzamento per evitare l'indurimento da lavoro.
La lega Alfa-Beta: Il cavallo di battaglia
Quando la resistenza è fondamentale, ci rivolgiamo alle leghe.
Titanio grado 5 (Ti-6Al-4V)
È il campione del mondo del titanio, con oltre 50% di tutto il titanio utilizzato. L'aggiunta di alluminio 6% e vanadio 4% crea una lega che è significativamente più forte del titanio puro e può essere trattata termicamente per ottenere una resistenza ancora maggiore. Questo elevato rapporto forza-peso lo rende il materiale preferito per i componenti aerospaziali, le parti automobilistiche ad alte prestazioni e gli impianti medici. Il prezzo da pagare è che è più difficile da lavorare rispetto al grado 2. Le sue proprietà possono presentare alcuni problemi di resistenza. Le sue proprietà possono presentare alcune anisotropo6 a seconda del modo in cui è stato lavorato, il che è una considerazione fondamentale per i componenti critici.
Ecco un rapido confronto basato sui nostri test interni e sui dati dei materiali:
| Proprietà | Titanio grado 2 | Titanio grado 5 (Ti-6Al-4V) |
|---|---|---|
| Resistenza alla trazione (finale) | ~450 MPa (65 ksi) | ~950 MPa (138 ksi) |
| Resistenza allo snervamento | ~345 MPa (50 ksi) | ~830 MPa (120 ksi) |
| Densità | 4,51 g/cm³ | 4,43 g/cm³ |
| Lavorabilità | Fiera | Da scarso a moderato |
| Resistenza alla corrosione | Eccellente | Molto buono |
| Saldabilità | Eccellente | Fiera |
Questa tabella mostra chiaramente il divario di prestazioni. Il grado 5 offre una resistenza più che doppia rispetto al grado 2 con una densità leggermente inferiore, il che spiega perché è il preferito per le applicazioni leggere e ad alta sollecitazione.

Conoscere le proprietà è una cosa; sapere come si traducono in risultati reali di lavorazione e idoneità all'applicazione è un'altra. La scelta tra grado 2 e grado 5 ha un impatto su tutto, dal tempo di ciclo ai costi degli utensili, fino alla durata del pezzo finale.
Come la selezione del grado influisce sulla lavorabilità
La differenza nella lavorazione del grado 2 rispetto al grado 5 è significativa.
Velocità di taglio e avanzamento
Il grado 2 è più morbido e duttile e consente velocità di taglio leggermente superiori rispetto al grado 5. Tuttavia, la sua bassa conducibilità termica fa sì che il calore si accumuli rapidamente sulla punta dell'utensile. Tuttavia, la sua bassa conducibilità termica fa sì che il calore si accumuli rapidamente sulla punta dell'utensile. Il grado 5 è molto più duro e abrasivo grazie agli elementi di lega. La sua lavorazione richiede velocità di taglio inferiori, una coppia più elevata e un'impostazione della macchina molto rigida per evitare il chattering e la deviazione dell'utensile. Secondo la nostra esperienza, il tentativo di lavorare il grado 5 con i parametri previsti per il grado 2 distrugge l'utensile da taglio in pochi secondi.
Strategia degli utensili e del refrigerante
Per qualsiasi lavorazione CNC del titanio, gli utensili affilati sono irrinunciabili. Per il grado 5, utilizziamo esclusivamente utensili in carburo di alta qualità con rivestimenti specifici progettati per resistere alle alte temperature e all'abrasione. Anche un sistema di raffreddamento ad alta pressione è essenziale. Non serve solo per la lubrificazione, ma è fondamentale per allontanare in modo aggressivo i trucioli dalla zona di taglio, per evitare che vengano ri-tagliati, cosa che può causare un cedimento catastrofico dell'utensile. Il grado 2 è più indulgente, ma un buon sistema di raffreddamento è comunque fondamentale per ottenere una finitura superficiale di qualità.
Abbinare il voto alla domanda
La scelta della qualità giusta consiste nell'allineare i punti di forza del materiale con la funzione prevista per il pezzo.
Quando scegliere il grado 2
- Ferramenta marina: Resistenza imbattibile alla corrosione dell'acqua salata.
- Serbatoi per il trattamento chimico: Resiste a un'ampia gamma di ambienti acidi e alcalini.
- Componenti architettonici: Estetica e resistenza ambientale eccellenti.
- Involucri medici: Quando sono necessarie biocompatibilità e resistenza alla corrosione senza una forza estrema.
Quando scegliere il grado 5 (Ti-6Al-4V)
- Strutture aerospaziali: Carrelli di atterraggio, longheroni alari e componenti del motore che richiedono un elevato rapporto resistenza/peso.
- Parti di motore ad alte prestazioni: Valvole, bielle e fermi che subiscono sollecitazioni e calore estremi.
- Impianti medici: Sostituzioni articolari e viti ossee, grazie alla sua forza, biocompatibilità e resistenza alla corrosione.
- Robotica e automazione: Per le parti strutturali in cui la riduzione del peso è fondamentale per le prestazioni e la velocità.
Noi di PTSMAKE guidiamo i nostri clienti in questo processo di selezione. Un componente destinato a un satellite ha requisiti molto diversi da quelli di una pompa chimica. Partendo dall'applicazione finale, selezioniamo un prodotto che funzioni in modo affidabile senza dover ricorrere a un'eccessiva ingegnerizzazione e senza aggiungere costi inutili.

La scelta del giusto grado di titanio è un primo passo fondamentale. Il grado 2 è ideale per le applicazioni che richiedono un'eccellente resistenza alla corrosione e formabilità, mentre il grado 5 (Ti-6Al-4V), più resistente, è il cavallo di battaglia per i componenti leggeri e sottoposti a forti sollecitazioni nei settori aerospaziale e medico. Questa scelta influenza direttamente l'approccio alla lavorazione CNC del titanio, incidendo su utensili, velocità e costi, determinando in ultima analisi le prestazioni del pezzo finale e la sua idoneità all'ambiente in cui è destinato.
Considerazioni sulla progettazione di parti CNC in titanio?
Vi è mai capitato di progettare il componente in titanio perfetto al CAD, per poi vederlo fallire l'ispezione a causa di deformazioni o instabilità dimensionale? Non siete i soli: le proprietà uniche del titanio spesso sfidano gli approcci di progettazione convenzionali.
Una progettazione efficace per la lavorazione CNC del titanio prevede la semplificazione della geometria, l'incorporazione di raggi generosi, il mantenimento di uno spessore uniforme delle pareti e la pianificazione delle proprietà del materiale, come il ritorno elastico e l'espansione termica. Queste fasi garantiscono la producibilità, migliorano le prestazioni e controllano i costi fin dall'inizio.

Ottimizzazione della geometria dei pezzi per la produzione
Quando si progetta per il titanio, la geometria del pezzo influisce direttamente sui tempi di lavorazione, sull'usura degli utensili e, in ultima analisi, sul costo finale. Trascurare la producibilità in fase di progettazione è una trappola comune che può portare a notevoli problemi di produzione. L'obiettivo è creare un pezzo non solo funzionale ma anche efficiente da produrre.
Semplificare, semplificare, semplificare
Ogni elemento complesso, angolo interno tagliente e tasca profonda aggiunge tempo e rischi al processo di lavorazione. Noi di PTSMAKE consigliamo spesso ai clienti di rivedere i loro progetti ed eliminare qualsiasi complessità che non sia assolutamente critica per la funzione del pezzo. Ad esempio, la sostituzione di superfici curve complesse con superfici piane più semplici può ridurre drasticamente i tempi di lavorazione. Non si tratta di compromettere le prestazioni, ma di ottenere la stessa funzione con un design più semplice. Un pezzo più semplice significa tempi di ciclo più rapidi, meno utensili specializzati e un risultato più prevedibile.
L'importanza dei raggi e dei filetti
Gli angoli interni taglienti sono una sfida importante in qualsiasi processo di lavorazione CNC, ma sono particolarmente problematici con il titanio. Creano concentrazioni di stress nel pezzo finale e costringono all'uso di utensili da taglio più piccoli e meno rigidi, soggetti a rotture. Questo aumenta il rischio di indurimento del lavoro7 nel materiale, rendendo ancora più difficili i tagli successivi. Come prassi ottimale, è consigliabile progettare sempre con raggi interni più ampi possibile. Una buona regola è che il raggio sia almeno 1,5 volte il diametro della fresa che si prevede di utilizzare.
| Caratteristica del design | Scarsa pratica | Le migliori pratiche | Motivazione |
|---|---|---|---|
| Angoli interni | Angoli acuti a 90 gradi | Raggi generosi (>1 mm) | Riduce le sollecitazioni dell'utensile, previene l'indurimento del materiale e migliora la resistenza dei pezzi. |
| Tasche | Profondo e stretto | Tasche larghe e poco profonde | Consente una migliore evacuazione dei trucioli e l'utilizzo di utensili più rigidi ed efficienti. |
| Fori | Dimensioni non standard | Dimensioni standard delle punte | Evita la necessità di utensili personalizzati, riducendo i costi e i tempi di consegna. |
| Superfici | Curve complesse e multiasse | Superfici semplici e planari | Riduce al minimo il tempo macchina e la complessità della programmazione, con conseguente risparmio sui costi. |
Seguire queste linee guida geometriche è il primo passo verso una lavorazione CNC del titanio efficace ed economica.

Gestione del comportamento e delle tolleranze dei materiali
Oltre alla geometria di base, il progettista deve tenere conto del comportamento del titanio sotto le sollecitazioni e il calore della lavorazione. Le sue proprietà, come la bassa conduttività termica e l'elasticità, presentano sfide uniche che possono essere mitigate attraverso scelte progettuali intelligenti.
La regola dell'uniformità
È fondamentale mantenere uno spessore di parete uniforme in tutto il pezzo. La bassa conducibilità termica del titanio fa sì che il calore si concentri nel punto di taglio invece di disperdersi attraverso il pezzo. Se il progetto prevede sezioni spesse adiacenti a pareti sottili, le sezioni sottili si riscaldano e si raffreddano molto più rapidamente. Secondo la nostra esperienza, questa espansione termica differenziale è la causa principale di deformazioni e distorsioni. Uno spessore costante delle pareti aiuta a distribuire le sollecitazioni e il calore in modo più uniforme, garantendo un pezzo finale più stabile e preciso. Se è inevitabile variare lo spessore, cercare di creare transizioni graduali tra le sezioni.
Tolleranze realistiche per il titanio
Gli ingegneri desiderano naturalmente specificare le tolleranze più strette possibili, ma questo può far lievitare inutilmente il costo della lavorazione CNC del titanio. A causa del suo "ritorno elastico" o memoria elastica, il mantenimento di tolleranze estremamente strette (ad esempio, ±0,005 mm) richiede velocità di taglio più basse, più passaggi di finitura e ispezioni più frequenti. Prima di finalizzare il disegno, chiedetevi se ogni caratteristica richiede davvero una precisione così elevata. L'allentamento delle tolleranze non critiche può comportare un notevole risparmio sui costi senza influire sulle prestazioni del pezzo. Ad esempio, una tolleranza di ±0,025 mm è spesso molto più fattibile ed economica.
| Grado di titanio | Proprietà chiave | Implicazioni progettuali |
|---|---|---|
| Grado 2 (commercialmente puro) | Elevata duttilità, minore resistenza | Più facile da lavorare; adatto a pezzi che richiedono un'elevata formabilità ma una minore resistenza. Le tolleranze possono essere rispettate più facilmente. |
| Grado 5 (Ti-6Al-4V) | Elevato rapporto resistenza/peso | Più impegnativo da lavorare a causa della durezza. Richiede percorsi utensile robusti e progetti che riducano al minimo la pressione dell'utensile. |
| Grado 9 (Ti-3Al-2,5V) | Saldabile, buona resistenza | Una via di mezzo. Ideale per assemblaggi saldati complessi che richiedono una lavorazione post-saldatura. |
Scegliere la qualità giusta e abbinarla a tolleranze adeguate è una parte fondamentale della progettazione per la producibilità. Lavoriamo con i nostri clienti per trovare questo equilibrio, assicurando che il progetto sia ottimizzato sia per le prestazioni che per il budget.

Per avere successo nella lavorazione CNC del titanio, il progetto deve rispettare le caratteristiche uniche del materiale. Semplificando la geometria, utilizzando raggi interni generosi e mantenendo uno spessore uniforme delle pareti, si crea un pezzo più facile ed economico da produrre. Inoltre, tenere conto delle proprietà del materiale, come l'espansione termica, e stabilire tolleranze realistiche sono fondamentali per prevenire difetti come la deformazione e garantire che il componente finale soddisfi le specifiche senza spese inutili. Una progettazione ben ponderata è la base per un risultato di successo.
Garanzia di qualità e ispezione nella lavorazione CNC del titanio.
Vi siete mai chiesti se un minuscolo e invisibile difetto in un componente in titanio possa causare un guasto grave? Come si può essere assolutamente certi che ogni singolo pezzo soddisfi senza problemi le specifiche richieste?
La garanzia di qualità nella lavorazione CNC del titanio è un processo sistematico che si avvale di ispezioni avanzate, documentazione dettagliata e tracciabilità completa. Assicura che ogni componente soddisfi i rigorosi standard di industrie come quella aerospaziale e medica, garantendo prestazioni e sicurezza in applicazioni critiche.

La qualità non è solo un controllo finale, ma un principio fondamentale integrato in ogni fase del processo di lavorazione CNC del titanio. Per materiali come il titanio, in cui i pezzi sono spesso utilizzati in ambienti ad alta sollecitazione e a fallimento zero, un solido sistema di garanzia della qualità (QA) non è negoziabile. È l'unico modo per fornire pezzi di cui ci si possa fidare completamente. Noi di PTSMAKE abbiamo costruito la nostra reputazione su queste basi.
Tecniche di ispezione del nucleo
Il processo di ispezione inizia molto prima che il pezzo finale sia completato. Comporta una combinazione di metodi per verificare le dimensioni, l'integrità e la finitura superficiale.
Verifica dimensionale
Si tratta di confermare che il pezzo corrisponde al modello CAD e ai disegni tecnici fino al micron.
- Macchina di misura a coordinate (CMM): È lo standard di riferimento per le geometrie complesse. Una CMM utilizza una sonda per toccare più punti sulla superficie del pezzo, creando una mappa 3D. La utilizziamo per verificare caratteristiche critiche, posizioni dei fori e contorni complessi con estrema precisione. La scienza della metrologia8 è al centro del nostro lavoro e la CMM è il suo strumento più potente.
- Strumenti tradizionali: Calibri, micrometri e misuratori di altezza sono ancora essenziali per i controlli rapidi in corso d'opera in officina. Permettono ai nostri macchinisti di monitorare i progressi e di apportare modifiche in tempo reale.
Controlli non distruttivi (NDT)
I metodi NDT ci permettono di ispezionare l'integrità interna ed esterna di un pezzo in titanio senza danneggiarlo. Questo è fondamentale per individuare i difetti che potrebbero compromettere la resistenza strutturale.
- Ispezione con liquidi penetranti (DPI): Questa tecnica è eccellente per individuare le fessure che si rompono in superficie. Sulla superficie viene applicato un colorante che penetra nelle crepe. Dopo aver pulito la superficie, si applica uno sviluppatore che fa uscire il colorante, rendendo visibili le crepe invisibili.
- Test a ultrasuoni (UT): Questo metodo utilizza onde sonore ad alta frequenza per individuare i difetti interni. Le onde sonore attraversano il materiale e riflettono eventuali vuoti, crepe o inclusioni. È come un'ecografia per le parti metalliche.
Ecco una semplice suddivisione di quando usiamo quale strumento dimensionale:
| Strumento di ispezione | Il migliore per | Vantaggio chiave |
|---|---|---|
| CMM | Ispezione finale, geometria 3D complessa, tolleranze strette | Accuratezza e ripetibilità senza pari |
| Comparatore ottico | Profili 2D, filettature e piccoli elementi | Confronto rapido con un overlay |
| Calibri/Micrometri | Controlli in corso d'opera, dimensioni di base (lunghezza, diametro) | Veloce, facile da usare sulla macchina |
Ogni tecnica ha il suo posto e un piano di qualità completo per un componente critico in titanio spesso utilizza una combinazione di questi metodi.

Oltre alla semplice misurazione e ispezione, un vero sistema di qualità si basa sulla documentazione e sulla tracciabilità. In settori come quello aerospaziale e medicale, conoscere la storia completa di un pezzo è importante quanto conoscerne le dimensioni finali. Se si verifica un problema, dobbiamo essere in grado di risalire alla sua origine in modo rapido ed efficiente.
I pilastri: Documentazione e tracciabilità
È qui che molte officine meccaniche falliscono. Lavorare un pezzo perfetto è una cosa; dimostrarlo e fornire una storia completa è un altro livello di servizio. Questa è una parte standard del nostro processo per ogni progetto di lavorazione CNC del titanio.
Documentazione essenziale
Ogni pezzo critico che produciamo è accompagnato da un pacchetto di documentazione completo. Non si tratta di semplice documentazione cartacea, ma di un record verificabile di qualità.
- Certificazioni del materiale: Questo è il punto di partenza. Forniamo certificati di laminazione per le barre o le lastre di titanio grezze, indicandone la composizione chimica e le proprietà meccaniche. Questo dimostra che il materiale è conforme alle specifiche (ad esempio, Ti-6Al-4V Grado 5).
- Rapporto di ispezione del primo articolo (FAIR): Per ogni nuovo pezzo o revisione del progetto, eseguiamo una FAIR. Si tratta di una verifica completa e documentata di ogni singola dimensione del disegno, per garantire che il nostro processo sia in grado di produrre correttamente il pezzo.
- Rapporto di ispezione finale: Questo rapporto riporta in dettaglio le misure delle caratteristiche critiche su ogni pezzo o su un campione statistico del ciclo di produzione, fornendo una prova oggettiva che i pezzi rientrano nelle tolleranze.
Costruire una catena di tracciabilità
La tracciabilità collega il pezzo finito alle sue origini. Crea una catena ininterrotta di informazioni che è fondamentale per la responsabilità e il controllo della qualità.
- Controllo del lotto: Ad ogni lotto di materie prime assegniamo un numero di lotto unico. Questo numero segue il materiale in ogni fase della produzione, dal taglio e dalla lavorazione alla finitura e all'ispezione.
- Serializzazione: Per le applicazioni più critiche, come i componenti aerospaziali critici per il volo, ogni singolo pezzo viene inciso con un numero di serie unico. Questo ci permette di tracciare la storia di quel pezzo specifico durante il suo intero ciclo di vita.
Questa tabella mostra i documenti chiave che creano un solido record di qualità:
| Documento | Scopo | Vantaggi per i clienti |
|---|---|---|
| Certificato del materiale | Verifica la qualità e le proprietà delle materie prime | Fiducia nell'integrità dei materiali e nelle prestazioni |
| Rapporto di ispezione del primo articolo | Conferma la correttezza del processo di produzione | Garanzia che il progetto sia realizzabile |
| Scheda di ispezione in corso d'opera | Monitoraggio della qualità durante la produzione | Riduce il rischio di pezzi non conformi |
| Rapporto di ispezione finale | Fornisce la prova della conformità dimensionale | Prova oggettiva che i componenti sono conformi alle specifiche |
| Certificato di conformità (CoC) | Una dichiarazione formale di qualità | Semplifica l'ispezione e l'integrazione della ricezione |
Insieme, queste pratiche assicurano che ogni pezzo in titanio che spediamo da PTSMAKE non sia solo fisicamente perfetto, ma anche supportato da una registrazione trasparente e verificabile del suo percorso di qualità.

Il controllo qualità nella lavorazione CNC del titanio è un sistema completo. Inizia con la conferma dell'integrità del materiale e prosegue in ogni fase della produzione. Utilizziamo strumenti avanzati come le CMM per la precisione dimensionale e i metodi NDT per individuare i difetti nascosti. Questo processo è supportato da una documentazione rigorosa e da una tracciabilità completa. Questo garantisce che ogni pezzo che forniamo, soprattutto per i clienti del settore aerospaziale e medico, sia completamente certificato e soddisfi i più alti standard di sicurezza e prestazioni.
Sostenibilità ed efficienza dei costi nella lavorazione CNC del titanio.
Lottate per bilanciare il costo elevato del titanio con il budget del vostro progetto? Siete preoccupati per l'impatto ambientale e gli scarti di materiale che derivano da ogni singolo pezzo che lavorate?
Il raggiungimento della sostenibilità e dell'efficienza dei costi nella lavorazione CNC del titanio richiede un approccio multiforme. Le strategie chiave includono la riduzione al minimo degli scarti di materiale attraverso metodi near-net-shape, l'ottimizzazione dei parametri di lavorazione per ridurre i tempi di ciclo e l'usura degli utensili, il riciclo diligente degli scarti e l'utilizzo di piattaforme digitali per una gestione semplificata del flusso di lavoro.

Ridurre gli sprechi di materiale e adottare il riciclo
Il titanio è un materiale fantastico, ma non è economico. Una parte significativa del costo di qualsiasi progetto di lavorazione CNC del titanio deriva direttamente dalla materia prima. Pertanto, la strada più diretta verso l'efficienza dei costi è quella di usarne meno. Sembra semplice, ma richiede un cambiamento strategico nel modo in cui affrontiamo il processo di produzione fin dall'inizio. Non si tratta solo di ridurre i costi, ma di una produzione responsabile.
Partenza più vicina al traguardo
Il metodo tradizionale di lavorazione da un blocco solido di titanio è spesso incredibilmente dispendioso. Non è raro vedere oltre 80% di una costosa billetta trasformata in trucioli. Una strategia molto più sostenibile ed economica consiste nell'utilizzare metodi di produzione quasi netti. Si tratta di partire da un pezzo, come una forgiatura o una fusione, che è già molto vicino alla geometria del pezzo finale. In questo modo, riduciamo drasticamente la quantità di materiale da lavorare. In alcuni dei nostri progetti passati presso PTSMAKE, il passaggio da un pezzo da barra a una forgiatura personalizzata per un componente aerospaziale complesso ha ridotto lo spreco di materiale di quasi 60%, il che si è tradotto in un enorme risparmio di costi per il nostro cliente.
Il valore degli scarti
Anche con la migliore ottimizzazione, ci sarà sempre del materiale di scarto, o trucioli. Con il titanio, gettare via questi trucioli è come buttare via i soldi. Un solido programma di riciclaggio è essenziale. Tuttavia, non è così semplice come raccogliere gli scarti. La gestione corretta è fondamentale. Le diverse leghe di titanio (come il grado 2 e il grado 5) devono essere meticolosamente separate. La contaminazione incrociata può rendere un intero lotto di rottami inutilizzabile per applicazioni ad alte prestazioni. Il piroforicità9 di polveri sottili di titanio significa anche che i protocolli di manipolazione e stoccaggio sicuri non sono negoziabili per evitare rischi di incendio in officina.
Ecco un'analisi semplificata dell'impatto dei metodi di quasi-rete:
| Metodo di lavorazione | Peso iniziale della billetta (kg) | Peso finale del pezzo (kg) | Rifiuti di materiale (%) |
|---|---|---|---|
| Tradizionale sottrattivo | 10.0 | 1.5 | 85% |
| Forgiatura a forma quasi netta | 2.5 | 1.5 | 40% |
Stabilendo un sistema a ciclo chiuso in cui i rottami vengono selezionati correttamente e inviati a riciclatori specializzati, non solo recuperiamo una parte del costo del materiale, ma contribuiamo anche a un'economia più circolare, riducendo la domanda di produzione primaria di titanio ad alta intensità energetica.

Ottimizzazione dei processi e integrazione digitale
Oltre al risparmio di materiale, l'efficienza dell'effettivo processo di lavorazione gioca un ruolo enorme nel costo complessivo e nella sostenibilità. Ogni minuto risparmiato sulla macchina si traduce in un minor consumo energetico, in una maggiore durata degli utensili e in una riduzione dei costi di manodopera. È qui che la competenza tecnica e la tecnologia moderna convergono per rendere la lavorazione CNC del titanio più accessibile e conveniente.
Messa a punto del processo di lavorazione
L'ottimizzazione del titanio è una scienza. A causa della sua bassa conducibilità termica, il calore si accumula sul tagliente, causando una rapida usura dell'utensile. Per combattere questo fenomeno, ci concentriamo su alcune aree chiave:
- Liquido di raffreddamento ad alta pressione: Il getto di refrigerante nella zona di taglio a oltre 1.000 PSI è estremamente efficace. Non solo raffredda l'utensile e il pezzo, ma aiuta anche a rompere ed evacuare i trucioli, evitando che vengano tagliati di nuovo.
- Utensili avanzati: L'utilizzo di utensili in metallo duro con rivestimenti specifici come l'AlTiN (nitruro di alluminio e titanio) può migliorare notevolmente le prestazioni e la durata della lavorazione del titanio.
- Velocità e alimentazione ottimizzate: Trovare il "punto di forza" per le velocità di taglio e di avanzamento è fondamentale. Una velocità eccessiva brucia gli utensili, mentre una velocità troppo bassa può causare l'indurimento del lavoro, rendendo il materiale ancora più difficile da tagliare. È un equilibrio delicato che abbiamo affinato in anni di esperienza.
L'economia della produzione in lotti
Una delle misure più efficaci per risparmiare sui costi è la produzione in lotti. Il tempo iniziale di configurazione e programmazione di una macchina CNC è un costo fisso. Quando produciamo un singolo pezzo, l'intero costo viene applicato a una sola unità. Tuttavia, quando produciamo un lotto di 100 pezzi, il costo di configurazione viene distribuito su tutte le unità, riducendo drasticamente il prezzo per pezzo. Il batching consente inoltre di acquistare in blocco le materie prime a un prezzo migliore e di snellire l'intero flusso di lavoro.
Questa tabella illustra l'impatto del batching sul costo per pezzo:
| Componente di costo | Costo di una singola parte | Costo per pezzo (lotto da 100 unità) | Risparmio per parte |
|---|---|---|---|
| Materiale | Illustrativo $50 | Illustrativo $45 | 10% |
| Impostazione e programmazione | Illustrativo $200 | Illustrativo $2 | 99% |
| Tempo di lavorazione | Illustrativo $75 | Illustrativo $70 | 7% |
| Totale (illustrativo) | $325 | $117 | ~64% |
Le piattaforme digitali semplificano tutto
Nell'ambiente frenetico di oggi, gli strumenti digitali sono indispensabili. Le piattaforme di produzione digitale, come il sistema utilizzato da PTSMAKE, trasformano il processo di approvvigionamento. I clienti possono caricare un file CAD e ricevere immediatamente un preventivo e un'analisi DFM (Design for Manufacturability). Questo ciclo di feedback è inestimabile, in quanto aiuta a identificare potenziali problemi che potrebbero aggiungere costi o tempi al progetto prima che venga tagliato un singolo chip. Semplifica la comunicazione, fornisce una chiara tracciabilità del progetto e rende la gestione di progetti complessi di lavorazione CNC del titanio più efficiente che mai.

Raggiungere la sostenibilità e l'efficienza dei costi nella lavorazione CNC del titanio non è un compromesso, ma un obiettivo unificato. Richiede una strategia olistica, che inizia con l'uso intelligente dei materiali attraverso metodi quasi netti e un riciclo diligente. A ciò si aggiunge una profonda ottimizzazione dei processi, sfruttando utensili avanzati e la potenza economica della produzione in lotti. Infine, le piattaforme digitali collegano tutto, creando un flusso di lavoro snello, trasparente e altamente efficiente, dalla progettazione iniziale alla consegna finale, rendendo questo processo di produzione avanzato più accessibile e responsabile.
Sbloccate l'eccellenza della lavorazione CNC del titanio con PTSMAKE oggi stesso
Cercate precisione, affidabilità e innovazione nella lavorazione CNC del titanio? Collaborate con PTSMAKE, la vostra fonte di fiducia dal prototipo alla produzione. Ottenete un preventivo rapido, una guida esperta e risultati di alta qualità per il vostro prossimo progetto. Contattateci ora e provate il vantaggio di PTSMAKE!

Scoprite come questo strato di ossido autorigenerante conferisce al titanio la sua impareggiabile resistenza agli ambienti difficili. ↩
Scoprite come la capacità di un materiale di resistere alle variazioni dimensionali sia fondamentale per la produzione di precisione. ↩
Capire come funziona questo processo protettivo naturale e perché è fondamentale per le prestazioni del titanio. ↩
Scoprite la scienza dei materiali che spiega perché il titanio è sicuro per l'uso all'interno del corpo umano. ↩
Scoprite come questo effetto controintuitivo influisce sulla durata degli utensili e sulla precisione dei pezzi. ↩
Scoprite come le proprietà direzionali di un materiale possono influire sulla resistenza dei pezzi e sull'integrità del progetto. ↩
Scoprite come questo comportamento del materiale influisce sulla durata degli utensili e sulle strategie di lavorazione del titanio. ↩
Per saperne di più sulla scienza della misurazione e sulla sua importanza nel raggiungimento di tolleranze ristrette. ↩
Comprendere i rischi associati alla polvere di titanio e come gestirli in modo sicuro nella propria officina. ↩






