

Avete davanti a voi un progetto di un pezzo complesso in alluminio e dovete lavorarlo in modo rapido e pulito. La scelta sbagliata dell'alluminio può trasformare il progetto in un incubo di utensili rotti, finiture superficiali scadenti e scadenze non rispettate. Ogni macchinista sa che la scelta della qualità dell'alluminio può rendere il vostro lavoro CNC un successo o un fallimento.
L'alluminio 6061-T6 è il più facile da lavorare a CNC grazie alla sua eccellente lavorabilità, alla durezza bilanciata e alle caratteristiche di taglio tolleranti che funzionano bene con utensili e parametri standard.

Lavoro quotidianamente su parti in alluminio alla PTSMAKE e ho visto come la scelta del materiale giusto faccia risparmiare tempo e denaro. La 6061-T6 offre l'equilibrio perfetto per la maggior parte delle applicazioni, ma ci sono altri gradi che vale la pena considerare in base alle vostre esigenze specifiche. Lasciate che vi spieghi cosa rende alcune leghe di alluminio più adatte al CNC rispetto ad altre, in modo che possiate scegliere l'opzione migliore per il vostro prossimo progetto.
Quali sono i gradi di alluminio migliori per la lavorazione CNC?
Avete mai scelto un tipo di alluminio per un progetto, per poi scoprire che si è guastato sotto sforzo o si è corroso inaspettatamente? La scelta del materiale sbagliato può far deragliare l'intera tempistica di produzione.
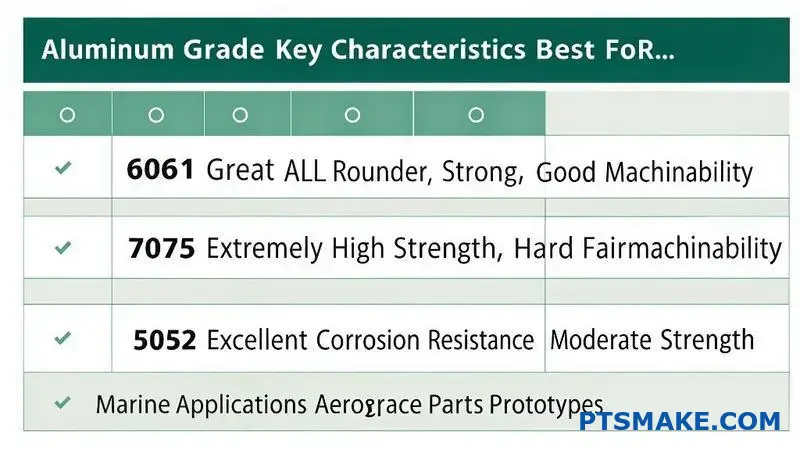
Il grado di alluminio più popolare e versatile per la lavorazione CNC è il 6061, apprezzato per l'eccellente lavorabilità, la buona resistenza e la resistenza alla corrosione. Per le applicazioni ad alta sollecitazione che richiedono una resistenza superiore, il 7075 è la scelta migliore, mentre il 5052 è ideale per le parti in lamiera che richiedono un'eccellente resistenza alla corrosione.
La scelta della qualità "migliore" non si basa su un'unica risposta giusta, ma su quella più adatta all'applicazione specifica. La scelta ottimale dipende dall'equilibrio di diversi fattori chiave. Noi di PTSMAKE guidiamo i nostri clienti in questa decisione, valutando le prestazioni del materiale rispetto alle esigenze specifiche del loro progetto. Il processo di lavorazione cnc dell'alluminio è fortemente influenzato dalle proprietà intrinseche del materiale. La comprensione di queste caratteristiche è il primo passo verso il successo. Le caratteristiche di un materiale Trattamenti termici1 può alterare in modo significativo le proprietà meccaniche finali, un aspetto cruciale per i componenti strutturali.
Fattori chiave per la selezione del grado
Lavorabilità e resistenza
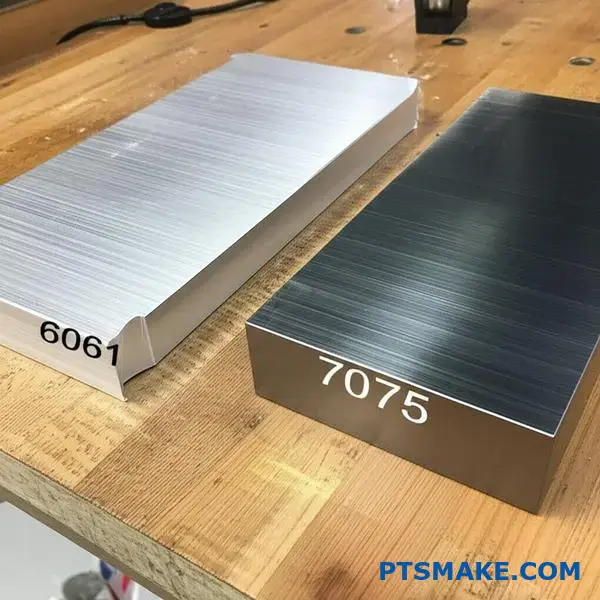
Spesso c'è un compromesso. Le leghe più morbide sono più facili da lavorare, ma offrono una resistenza inferiore. Le leghe più dure, come la 7075, offrono una resistenza incredibile, ma possono essere più difficili e costose da lavorare.
Resistenza alla corrosione
Per le parti esposte all'umidità o a sostanze chimiche aggressive, gradi come il 5052 o il 6061 sono scelte eccellenti.

Nei progetti passati di PTSMAKE, abbiamo scoperto che la mappatura dell'applicazione direttamente al tipo di materiale semplifica il processo di selezione. Un errore comune è l'eccessiva ingegnerizzazione, con la scelta di una lega costosa e ad alta resistenza quando una qualità più economica avrebbe funzionato perfettamente. Partendo dall'uso finale, si possono evitare costi inutili e complessità di produzione.
Applicazioni comuni e gradi consigliati
Ecco una semplice suddivisione che utilizziamo spesso per aiutare i nostri clienti a fare una prima selezione:
| Tipo di applicazione | Grado consigliato | Vantaggi principali |
|---|---|---|
| Uso generale, prototipi | 6061-T6 | Il miglior equilibrio generale |
| Aerospaziale, parti ad alta sollecitazione | 7075-T6 | Massima resistenza |
| Marina, Esposizione chimica | 5052-H32 | Resistenza alla corrosione superiore |
| Componenti per autoveicoli | 6061-T6 / 6082-T6 | Buona resistenza e saldabilità |
Questa tabella è un ottimo punto di partenza per qualsiasi discussione sui servizi di lavorazione cnc dell'alluminio.

La scelta del miglior tipo di alluminio per la lavorazione CNC richiede un bilanciamento tra lavorabilità, forza e resistenza alla corrosione e le esigenze dell'applicazione. Mentre il 6061 è un ottimo prodotto universale e il 7075 eccelle nei ruoli ad alta sollecitazione, la scelta ottimale è sempre dettata dalla funzione e dall'ambiente finale del pezzo.
Quanto può essere sottile l'alluminio CNC?
Avete mai progettato un pezzo in alluminio elegante e leggero, per poi vederlo deformarsi o strapparsi sulla macchina? Spingersi ai limiti dello spessore senza una guida chiara può essere frustrante e costoso.
In generale, per la maggior parte dei progetti di lavorazione CNC dell'alluminio è possibile ottenere uno spessore della parete di 0,020 pollici (0,5 mm). Tuttavia, con utensili specializzati, attrezzature strategiche e parametri di taglio ottimizzati, abbiamo lavorato con successo pareti sottili fino a 0,010 pollici (0,25 mm) per applicazioni specifiche.

Fattori chiave che influenzano lo spessore della parete
Il massimo spessore possibile non è un numero singolo, ma il risultato di diversi fattori che interagiscono tra loro. Le scelte giuste fanno la differenza tra un pezzo di successo e un pezzo di scarto.
Selezione della lega di alluminio
Il tipo di alluminio è la prima considerazione da fare. Le leghe più morbide, come la 6061, sono comuni ma possono risultare "gommose", mentre quelle più dure, come la 7075, sono più pulite e consentono di ottenere pareti più sottili. Anche la forma iniziale del materiale, che sia un blocco fuso o una lastra laminata, introduce variabili quali proprietà anisotrope2 che influiscono sulla stabilità durante la lavorazione.
Geometria della parte
Una parete semplice e piatta è più facile da lavorare in spessore rispetto a una complessa e curva. Anche le dimensioni complessive del pezzo contano: un elemento piccolo e sottile è più stabile di una parete sottile grande e non supportata, che è molto soggetta a vibrazioni.
| Fattore | Impatto sullo spessore minimo |
|---|---|
| Durezza della lega | Le leghe più dure consentono generalmente di ottenere pareti più sottili. |
| Parte Complessa | Le geometrie più semplici supportano elementi più sottili. |
| Area non supportata | Le aree non supportate più grandi richiedono pareti più spesse. |

Strategia di lavorazione e utensili
Anche con un materiale e un progetto perfetti, l'approccio sbagliato alla lavorazione causerà un fallimento. Il successo nella lavorazione cnc dell'alluminio, soprattutto con pareti sottili, risiede nei dettagli del processo stesso.
L'attrezzaggio è tutto
Non si può lavorare ciò che non si riesce a tenere in modo sicuro. Per i pezzi ultrasottili, le morse standard possono causare distorsioni. Nei progetti passati dell'PTSMAKE, abbiamo spesso utilizzato attrezzature personalizzate, mandrini a vuoto o tecniche di "scuoiatura a cipolla", in cui uno strato finale sottile viene lasciato fino alla fine per mantenere la rigidità.
Utensili da taglio e parametri
Le frese a candela affilate e di alta qualità sono irrinunciabili. L'uso di utensili con un elevato angolo di elica aiuta a rimuovere i trucioli in modo efficiente, riducendo le forze di taglio. Bilanciamo attentamente la velocità del mandrino e la velocità di avanzamento: se troppo aggressiva, il pezzo si piega; se troppo lenta, il calore si accumula, causando deformazioni.
| Tecnica | Vantaggi per le pareti sottili |
|---|---|
| Montaggio su misura | Fornisce il massimo supporto e previene la distorsione del serraggio. |
| Strumenti affilati ad alta elicità | Riduce la pressione di taglio e migliora l'evacuazione dei trucioli. |
| Uso ottimizzato del refrigerante | Gestisce l'accumulo di calore per evitare la deformazione termica. |

Ottenere parti in alluminio ultrasottili è un gioco di equilibri. Se 0,020" è un punto di partenza sicuro, fattori come la scelta della lega e la geometria sono fondamentali. Il successo dipende in ultima analisi dal controllo preciso del processo, dall'attrezzaggio specializzato all'ottimizzazione degli utensili e dei parametri di taglio.
Quali sono le velocità di taglio migliori per i CNC in alluminio?
Avete mai modificato le impostazioni all'infinito, per poi ottenere una finitura superficiale scadente o un utensile rotto? Trovare il punto giusto per l'alluminio può sembrare un gioco a incastro.
Per la maggior parte delle leghe di alluminio, come la 6061, un buon punto di partenza per la velocità di taglio è compreso tra 800 e 1.500 piedi di superficie al minuto (SFM). Tuttavia, la velocità ottimale dipende in larga misura dalle capacità specifiche della macchina, dagli utensili, dalla lega esatta e dalla profondità di taglio.

Il primo passo è la comprensione dei parametri fondamentali. I due valori più critici sono la velocità di taglio e la velocità del mandrino (RPM). Pur essendo correlati, non sono la stessa cosa. La velocità di taglio (SFM o m/min) è la velocità relativa tra il tagliente dell'utensile e il pezzo. Nei nostri progetti passati presso PTSMAKE, abbiamo scoperto che la correttezza di questo parametro è fondamentale per evitare problemi come la rottura di un pezzo. Bordo integrato3 sullo strumento.
Fattori chiave che influenzano la velocità
Lega di alluminio
Leghe diverse hanno diversi gradi di lavorabilità. Ad esempio, l'alluminio 7075 è più duro del 6061 e in genere richiede velocità leggermente inferiori per gestire efficacemente il calore e l'usura degli utensili.
| Lega di alluminio | SFM di partenza consigliato | Note |
|---|---|---|
| 6061-T6 | 1000 - 2000 | Molto comune, eccellente lavorabilità. |
| 7075-T6 | 800 - 1500 | Più duro, più forte, richiede un maggiore controllo. |
| 2024-T3 | 600 - 1200 | Gommoso, può essere impegnativo. |

Oltre all'impostazione della velocità principale, è necessario considerare la velocità di avanzamento e il carico di trucioli. La velocità di avanzamento è la velocità con cui l'utensile si muove attraverso il materiale, mentre il carico di trucioli è lo spessore di materiale rimosso da ciascun tagliente (scanalatura) dell'utensile. Un carico di trucioli più elevato può migliorare i tempi di ciclo, ma aumenta le forze di taglio. Per avere successo lavorazione cnc dell'alluminioIl bilanciamento è essenziale. Un avanzamento lento con un numero di giri elevato può causare uno sfregamento anziché un taglio, generando un calore eccessivo e portando a un guasto prematuro dell'utensile.
Ottimizzazione dei parametri di utensile e taglio
Selezione degli utensili
L'utensile giusto fa una grande differenza. Per l'alluminio, le frese ad alta elica e lucidate con 2 o 3 scanalature sono di solito le migliori, in quanto aiutano ad evacuare i trucioli in modo efficiente.
| Utensile Numero di scanalature | Uso consigliato | Evacuazione dei chip |
|---|---|---|
| A 2 flauti | Sgrossatura, scanalatura | Eccellente |
| A 3 flauti | Uso generale, finitura | Buono |
| 4+ Flauto | Solo per la finitura | Discreto (rischio di formazione di trucioli) |

La velocità di taglio ottimale per l'alluminio non è un numero unico. È una gamma equilibrata determinata dalla lega, dall'utensile e dalla configurazione della macchina. Iniziate con i valori SFM raccomandati, quindi mettete a punto la velocità di avanzamento e il carico di trucioli per ottenere la migliore finitura e durata dell'utensile.
Quanto costa una lavorazione CNC professionale dell'alluminio?
Avete mai avuto difficoltà a prevedere il costo finale dei vostri pezzi lavorati? Le spese impreviste possono far deragliare anche i budget meglio pianificati, causando ritardi frustranti e domande difficili.
Il costo finale della lavorazione CNC professionale dell'alluminio non è un numero unico. È determinato da fattori quali la qualità del materiale, il tempo macchina, la complessità del pezzo, le tolleranze e la post-elaborazione. Un pezzo semplice costa molto meno di uno con caratteristiche complesse e specifiche ristrette.

Comprendere i principali fattori di costo
Il fondamento di qualsiasi preventivo per la lavorazione CNC dell'alluminio inizia con due fattori primari: la materia prima e il tempo di funzionamento della macchina CNC. La lega di alluminio scelta ha un impatto diretto sul prezzo. Ad esempio, l'alluminio 7075 è più resistente ma più costoso e più difficile da lavorare rispetto alla più comune lega 6061. Questa difficoltà si traduce in tempi di lavorazione più lunghi e in una maggiore usura degli utensili, con un ulteriore aggravio dei costi. La facilità di taglio di un materiale, o lavorabilità4è una variabile critica che influenza direttamente il tasso di ore-macchina e la spesa complessiva.
| Caratteristica | Alluminio 6061 | Alluminio 7075 |
|---|---|---|
| Costo relativo | Più basso | Superiore (~20-40% in più) |
| Lavorabilità | Eccellente | Fiera |
| Uso comune | Uso generale | Alta tensione, settore aerospaziale |
Fattori secondari che determinano il prezzo finale
Oltre alle nozioni di base, diversi altri elementi influenzano in modo significativo il vostro budget. La complessità dei pezzi è uno dei principali: geometrie più complesse, con curve complesse e tasche profonde, richiedono una maggiore programmazione, utensili specializzati e tempi di esecuzione più lunghi. Allo stesso modo, le tolleranze più strette richiedono un'impostazione più precisa della macchina e un'ispezione rigorosa della qualità, aumentando i costi della manodopera e della macchina. Nei nostri progetti alla PTSMAKE, spesso guidiamo i clienti su come le fasi di post-lavorazione, come l'anodizzazione o la verniciatura, possano aggiungere una percentuale considerevole al costo finale di un progetto di lavorazione CNC dell'alluminio.
| Livello di tolleranza | Impatto sui costi | Approccio alla lavorazione |
|---|---|---|
| Standard (±0,1 mm) | Linea di base | Impostazione standard, ciclo più veloce |
| Stretto (±0,025 mm) | Da +25% a +100% | Velocità ridotta, controlli frequenti |
| Molto stretto (<±0,01 mm) | Da +100% a +300% | Strumenti specializzati, controllo del clima |

Per un budget efficace per la lavorazione CNC dell'alluminio, occorre guardare oltre la superficie. Il costo finale è una miscela di scelta del materiale, ore macchina, complessità del pezzo, tolleranze richieste e servizi di finitura. La comprensione di questi fattori chiave è fondamentale per una previsione accurata del progetto e per evitare spese impreviste.
Quali tolleranze può raggiungere la lavorazione CNC dell'alluminio?
Vi è mai capitato di specificare una tolleranza ristretta per un pezzo in alluminio, per poi trovarvi di fronte a un inatteso sforamento dei costi o a ritardi di produzione? Questo problema comune può sconvolgere le tempistiche e i budget dei progetti.
La lavorazione CNC dell'alluminio standard può raggiungere in genere tolleranze di ±0,005 pollici (±0,127 mm). Per esigenze di alta precisione, è possibile ottenere tolleranze molto più strette, come ±0,001 pollici (±0,025 mm) o addirittura fino a ±0,0005 pollici (±0,013 mm) con macchinari e processi avanzati.
È fondamentale comprendere i fattori che influenzano questi risultati. La tolleranza finale non è solo un numero che si sceglie, ma è il risultato di diversi elementi che interagiscono.
Fattori chiave che influenzano le tolleranze
La qualità e la calibrazione della macchina CNC sono fondamentali. Una macchina a 5 assi rigida e ben mantenuta supera sempre una macchina a 3 assi meno robusta. Inoltre, la lega di alluminio specifica è importante. Ad esempio, la 6061-T6 è un cavallo di battaglia noto per la sua buona lavorabilità, mentre la lega 7075-T6, sebbene più resistente, può essere più difficile da lavorare con tolleranze estremamente strette a causa delle sollecitazioni interne. Per la precisione, sono indispensabili anche un'attrezzatura adeguata e l'uso di utensili da taglio affilati e di alta qualità. L'insieme di questi elementi forma un sistema in cui l'anello più debole determina il risultato finale. Dimensionamento e tolleranza geometrica5 capacità.
Lega di alluminio vs. tolleranza raggiungibile
| Lega di alluminio | Temperamento comune | Lavorabilità | Tolleranza standard tipica |
|---|---|---|---|
| 6061 | T6 | Buono | ±0,005" (±0,127 mm) |
| 7075 | T6 | Fiera | ±0,005" (±0,127 mm) |
| 2024 | T3 | Buono | ±0,004" (±0,102 mm) |
| 5052 | H32 | Fiera | ±0,005" (±0,127 mm) |

Sebbene sia tecnicamente possibile ottenere tolleranze molto strette, non è sempre pratico o conveniente. Ogni punto decimale aggiunto a una specifica di tolleranza può avere un impatto significativo sul costo finale del pezzo.
Il costo della precisione
La ricerca di tolleranze più strette di quelle funzionali è una svista ingegneristica comune che aumenta drasticamente le spese. Questo perché il raggiungimento di una maggiore precisione nella lavorazione dell'alluminio richiede velocità della macchina più basse, cambi di utensili più frequenti, attrezzature di ispezione specializzate e spesso operazioni di finitura multiple. Nei nostri progetti alla PTSMAKE, collaboriamo spesso con i clienti alla revisione del Design for Manufacturability (DFM). Questo processo aiuta a identificare le caratteristiche per le quali è possibile ridurre le tolleranze senza compromettere la funzionalità del pezzo, con un notevole risparmio di costi e di tempo. Chiedete sempre se una tolleranza più stretta aggiunge veramente valore.
Tolleranza vs. costo relativo
| Livello di tolleranza | Aumento relativo dei costi | Processo di lavorazione e ispezione |
|---|---|---|
| Standard (±0,005") | Linea di base (1x) | Velocità standard, controlli QC di base |
| Stretto (±0,001") | 2x - 4x | Velocità ridotte, ispezione CMM |
| Alta precisione (±0,0005") | 5x - 10x+ | Configurazioni multiple, metrologia avanzata |

La lavorazione CNC dell'alluminio può fornire tolleranze da uno standard di ±0,005" a un'alta precisione di ±0,0005". Ciò è influenzato dalla qualità della macchina e dal materiale. Tuttavia, le tolleranze più strette aumentano i costi, rendendo essenziale una revisione del Design for Manufacturability per bilanciare precisione e budget.
In che modo la finitura e la post-lavorazione incidono sulla tempistica della lavorazione CNC dell'alluminio?
Vi è mai capitato che un pezzo perfettamente lavorato venisse ritardato di settimane solo per la finitura? È frustrante quando gli ultimi ritocchi diventano il principale collo di bottiglia, mettendo a rischio le scadenze del progetto.
La post-elaborazione e la finitura possono aggiungere da poche ore a diverse settimane al tempo totale di lavorazione CNC dell'alluminio. La durata esatta dipende in larga misura dal tipo di finitura, dalla complessità del processo e dal fatto che sia eseguita internamente o in outsourcing.

Il viaggio di un pezzo in alluminio non finisce quando la macchina CNC si ferma. La post-lavorazione è una fase critica che può influenzare in modo significativo la data di consegna finale. La scelta della finitura ha un impatto diretto sui tempi e sulle prestazioni del pezzo.
Opzioni di finitura comuni
Le finiture meccaniche semplici, come la sbavatura o la sabbiatura, possono aggiungere solo poche ore. Tuttavia, i trattamenti chimici più complessi sono un'altra storia. Ad esempio, un processo standard come Anodizzazione6 può aggiungere diversi giorni alla tempistica, tenendo conto di travaso, lavorazione ed essiccazione. Le finiture più specializzate richiedono ancora più tempo.
| Processo di finitura | Aggiunta di tempo tipica | Considerazioni chiave |
|---|---|---|
| Come lavorati | 0 Giorni | L'opzione più veloce, può presentare segni visibili di utensili. |
| Granigliatura | 0,5 - 1 giorno | Crea una superficie opaca uniforme. |
| Anodizzazione (tipo II) | 2 - 4 giorni | Aggiunge resistenza alla corrosione e colore. |
| Rivestimento in polvere | 3 - 5 giorni | Fornisce una finitura durevole, spessa e decorativa. |

Al di là del processo specifico, la logistica gioca un ruolo fondamentale. Noi di PTSMAKE gestiamo internamente molti processi di finitura, il che snellisce il flusso di lavoro e riduce i ritardi. Quando un processo deve essere esternalizzato, bisogna tenere conto delle perdite di tempo nascoste.
I ritardi nascosti: Logistica e controllo qualità
La spedizione dei pezzi a un fornitore terzo e viceversa aggiunge tempo di transito. Ma soprattutto, i vostri pezzi entreranno nella loro coda di produzione, il che potrebbe significare aspettare dietro ad altri lavori.
Gestione della finitura in outsourcing
Il controllo qualità è un altro fattore. Cosa succede se un lotto torna dal finitore fuori specifica? I pezzi potrebbero dover essere smontati e rilavorati, con notevoli ritardi. Ecco perché un partner affidabile che gestisca l'intera catena di fornitura, compresi i finitori qualificati, è prezioso per qualsiasi azienda. lavorazione cnc dell'alluminio progetto.
| Ritardo potenziale | Impatto temporale | Strategia di mitigazione |
|---|---|---|
| Transito da/per il fornitore | 2 - 5 giorni | Utilizzare un fornitore unico con capacità interne. |
| Tempo di coda del fornitore | 1 - 10+ giorni | Collaborate con un produttore che ha solide relazioni con i fornitori. |
| Rilavorazione/rifiuto | 3 - 7 giorni | Implementare rigorosi controlli di qualità in entrata e in uscita. |

La finitura è una parte critica ma spesso sottovalutata della tempistica della lavorazione CNC dell'alluminio. Considerare fin dall'inizio i processi specifici, i potenziali ritardi logistici e le fasi di controllo della qualità è essenziale per evitare colli di bottiglia imprevisti e garantire la consegna puntuale dei vostri pezzi.
Quali sono le finiture superficiali disponibili per l'alluminio CNC?
Vi è mai capitato di specificare una finitura per un pezzo in alluminio, per poi scoprire che non soddisfaceva i vostri requisiti di durata o di estetica? Questa mancata corrispondenza può comportare costose rilavorazioni e ritardi nel progetto.
Le finiture superficiali più comuni per i pezzi in alluminio CNC sono la lavorazione a macchina, la sabbiatura, l'anodizzazione (tipo II e III), il rivestimento a polvere, la verniciatura e il rivestimento chimico di conversione. Ogni finitura offre vantaggi unici in termini di protezione, aspetto e funzionalità per i vostri pezzi in alluminio lavorati a macchina.

Quando si sceglie una finitura, è fondamentale guardare oltre l'aspetto estetico. Spesso è la funzione primaria del pezzo a determinare la scelta migliore. Per le applicazioni che richiedono un'elevata durata e resistenza alla corrosione, le finiture protettive sono essenziali.
Finiture protettive e funzionali
Anodizzazione (tipo II e tipo III)
L'anodizzazione è un processo elettrochimico che forma uno strato di ossido durevole e resistente alla corrosione sulla superficie dell'alluminio. Il tipo II, o anodizzazione "trasparente/colore", è ottimo per scopi estetici e offre una protezione moderata. Il tipo III, noto come anodizzazione a strato duro, crea uno strato molto più spesso e denso, che offre una resistenza superiore all'usura e all'abrasione. Nei progetti passati di PTSMAKE, abbiamo scoperto che l'anodizzazione a strato duro è essenziale per le parti di assemblaggi meccanici ad alta usura. Si tratta di un processo critico, soprattutto quando i componenti devono resistere a potenziali corrosione galvanica7 a contatto con altri metalli.
| Caratteristica | Anodizzazione (tipo III) | Film chimico |
|---|---|---|
| Uso primario | Resistenza all'usura | Protezione dalla corrosione |
| Spessore | Più spesso (25-125 µm) | Molto sottile (<1 µm) |
| Conducibilità | Elettricamente isolante | Elettricamente conduttivo |
| Aspetto | Più scuro, opaco | Da trasparente a giallo/oro |

Oltre alla protezione, molte applicazioni danno priorità all'aspetto e alla sensazione del prodotto finale. Le finiture estetiche possono nascondere i segni di lavorazione, fornire colore e creare una texture specifica, aumentando significativamente il valore percepito del pezzo.
Finiture estetiche e preparatorie
Granigliatura
La sabbiatura a microsfere spinge sottili perle di vetro ad alta pressione per creare una finitura opaca o satinata uniforme e non direzionale. È un modo eccellente per rimuovere le piccole imperfezioni superficiali e i segni degli utensili lasciati dal processo di lavorazione dell'alluminio. Spesso la usiamo come pretrattamento prima dell'anodizzazione per ottenere una superficie di qualità superiore e non riflettente che piace ai nostri clienti.
Verniciatura a polvere e pittura
Per ottenere colore e uno strato protettivo durevole, la verniciatura a polvere e la verniciatura sono le scelte migliori. La verniciatura a polvere prevede l'applicazione di una polvere secca per via elettrostatica e la successiva polimerizzazione a caldo, creando una finitura che in genere è più resistente della vernice liquida convenzionale.
| Caratteristica | Granigliatura | Rivestimento in polvere | Pittura |
|---|---|---|---|
| Aspetto | Texture opaca/satinata | Liscio/testurizzato, colore | Liscio, lucido/opaco |
| Funzione | Nasconde i segni degli strumenti | Colore, durata | Colore, protezione |
| Come pretrattamento | Sì | A volte | Spesso |
La scelta della finitura giusta per i pezzi in alluminio CNC implica un equilibrio tra esigenze funzionali, come la resistenza all'usura, e obiettivi estetici. Le opzioni vanno dai rivestimenti protettivi come l'anodizzazione e la pellicola chimica alle finiture estetiche come la sabbiatura e la verniciatura a polvere, garantendo una scelta adeguata per qualsiasi applicazione.
Quali industrie utilizzano maggiormente la lavorazione CNC dell'alluminio?
Vi siete mai chiesti perché tanti componenti high-tech sembrano fatti dello stesso metallo pregiato? Non è solo una questione estetica: c'è una ragione pratica dietro.
I settori aerospaziale, automobilistico e dell'elettronica di consumo sono i più importanti utilizzatori della lavorazione CNC dell'alluminio. Queste industrie si affidano all'alluminio per l'eccezionale rapporto forza-peso, la superiore resistenza alla corrosione e l'eccellente conduttività termica, che lo rendono il materiale ideale per applicazioni leggere e ad alte prestazioni.

Quando si parla di utilizzatori principali, l'industria aerospaziale è impossibile da ignorare. Per gli aerei, ogni grammo è importante. L'obiettivo è ridurre il peso senza compromettere la resistenza, che si traduce direttamente in efficienza del carburante e capacità del carico utile. Nel nostro lavoro alla PTSMAKE, lavoriamo spesso pezzi per clienti del settore aerospaziale in cui le tolleranze strette non sono negoziabili.
Il ruolo delle leghe specifiche
Applicazioni diverse richiedono leghe di alluminio diverse. La scelta è fondamentale per le prestazioni. Ad esempio, i componenti strutturali spesso richiedono leghe ad alta resistenza, mentre le parti esposte agli agenti atmosferici necessitano di una maggiore resistenza alla corrosione grazie a processi quali anodizzazione8.
Leghe aerospaziali comuni
| Lega | Caratteristiche principali | Applicazione tipica |
|---|---|---|
| 6061-T6 | Buona resistenza, saldabilità, resistenza alla corrosione | Accessori per aeromobili, carrello di atterraggio |
| 7075-T6 | Resistenza molto elevata, buona resistenza alla fatica | Longheroni delle ali, telai della fusoliera |
| 2024-T3 | Alta resistenza, buona resistenza alla fatica | Componenti strutturali, anima a taglio |
Questa precisione è ottenuta grazie a lavorazione cnc dell'alluminio.

L'industria automobilistica segue da vicino quella aerospaziale, soprattutto con l'aumento dei veicoli elettrici (EV). Veicoli più leggeri significano maggiore autonomia e migliori prestazioni, rendendo l'alluminio protagonista. Dai blocchi motore delle auto tradizionali agli alloggiamenti delle batterie e ai componenti del telaio dei veicoli elettrici, l'alluminio è essenziale. In progetti passati, abbiamo aiutato i clienti a ridurre notevolmente il peso dei loro componenti passando dall'acciaio all'alluminio.
Impatto sulle prestazioni del veicolo
Il passaggio all'alluminio non è solo una questione di peso. Le sue proprietà termiche sono fondamentali per gestire il calore nei motori ad alte prestazioni e nei sistemi di batterie.
Alluminio e acciaio nel settore automobilistico
| Componente | Vantaggio dell'alluminio | Vantaggio dell'acciaio |
|---|---|---|
| Blocco motore | Più leggero, migliore dissipazione del calore | Costo inferiore, maggiore durata |
| Telaio | Maneggevolezza ed efficienza del carburante/batteria migliorate | Maggiore rigidità per il costo |
| Pannelli della carrozzeria | Riduzione del peso, resistenza alla corrosione | Riduzione dei costi di materiale e riparazione |
Questo equilibrio di proprietà rende lavorazione cnc dell'alluminio una pietra miliare della moderna produzione automobilistica.

I settori aerospaziale, automobilistico ed elettronico sono i primi a utilizzare la lavorazione CNC dell'alluminio. La miscela unica di peso ridotto, elevata resistenza e conducibilità termica di questo materiale è essenziale per creare i componenti ad alte prestazioni che definiscono questi settori, dai telai degli aerei alle custodie delle batterie degli EV.
Scoprite come il trattamento termico può migliorare la resistenza e la durata dell'alluminio per i vostri componenti. ↩
Scoprite come la direzionalità del materiale influisce sulla resistenza del pezzo e sul successo della lavorazione di componenti a parete sottile. ↩
Capire che cos'è il Built-up Edge e come prevenirlo per ottenere una qualità superiore dei pezzi. ↩
Fate clic per capire come il grado di lavorabilità di una lega influisca direttamente sulla tempistica e sul costo finale del vostro progetto. ↩
Scoprite come questo linguaggio simbolico garantisca la perfetta comprensione delle vostre intenzioni progettuali da parte dei produttori, evitando costose interpretazioni errate. ↩
Per saperne di più su questo processo elettrochimico e su come i diversi tipi possono influenzare le proprietà e le tempistiche dei vostri pezzi. ↩
Per saperne di più sulla prevenzione di questo processo elettrochimico che può degradare gli assemblaggi di metalli dissimili. ↩
Per saperne di più su questo processo di finitura cruciale che migliora la durata e l'aspetto dell'alluminio. ↩






