

Molti produttori sono alle prese con difetti di fusione per gravità, qualità incoerente e ritardi di produzione che costano migliaia di euro in rilavorazioni e scadenze non rispettate. Questi problemi spesso derivano da una scarsa comprensione della fisica fondamentale del flusso del metallo, da una selezione inadeguata dei materiali e dalla mancanza di un controllo sistematico del processo.
La colata per gravità è un processo fondamentale di formatura dei metalli in cui il metallo fuso scorre negli stampi sotto la sola forza gravitazionale. Il successo dipende dalla padronanza della fluidodinamica, del trasferimento di calore e della fisica della solidificazione per produrre pezzi fusi di alta qualità in modo costante.

Nella mia esperienza presso PTSMAKE, ho lavorato con team di ingegneri che avevano bisogno di soluzioni di fusione affidabili, ma che si trovavano ad affrontare le stesse sfide ricorrenti. Questa guida tratta le 16 domande essenziali che vi aiuteranno a padroneggiare i fondamenti della fusione per gravità, a risolvere i difetti più comuni e a costruire processi di produzione solidi per il vostro prossimo progetto.
Qual è il principio fondamentale della fusione per gravità, al di là della semplice colata di metallo?
La fusione per gravità è spesso considerata semplice. Basta versare il metallo fuso in uno stampo, giusto? Ma il vero principio è un delicato equilibrio fisico.
Si tratta di controllare il modo in cui la gravità lavora per voi. Il processo si basa su un trio di principi scientifici che lavorano insieme.
La fisica in gioco
La comprensione di queste forze è fondamentale. Esse determinano la qualità finale del pezzo.
| Principio | Ruolo nel casting di gravità |
|---|---|
| Dinamica dei fluidi | Regola il modo in cui il metallo fluisce nello stampo. |
| Trasferimento di calore | Gestisce i tassi di raffreddamento e solidificazione. |
| Solidificazione | Determina la struttura finale della grana. |
Questi elementi devono essere gestiti alla perfezione.
Il principio fondamentale è molto più profondo. Si tratta di utilizzare la gravità per generare una forza prevedibile e costante. Questa forza determina il flusso e la pressione all'interno della cavità dello stampo.
Come la gravità determina il flusso
La gravità è il motore del processo. Spinge il metallo fuso in ogni dettaglio dello stampo. L'altezza della materozza di colata influisce direttamente sulla pressione metallostatica1.
Questa pressione assicura il riempimento completo dello stampo. Aiuta a creare dettagli nitidi e a evitare vuoti. Una materozza più alta significa più pressione.
L'atto di bilanciamento termico
Quando il metallo scorre, inizia a raffreddarsi. Questo trasferimento di calore deve essere gestito con attenzione. Il design dello stampo e il materiale sono fondamentali in questo caso.
Progettiamo canali di raffreddamento per controllare la velocità di solidificazione. In questo modo si evitano difetti come crepe o porosità. Assicura che il pezzo si solidifichi in modo uniforme, creando una struttura interna forte.
Nel nostro lavoro all'PTSMAKE ci concentriamo su questo equilibrio. Un'adeguata progettazione del gating e del riser è essenziale. Non sono solo canali, ma strumenti per controllare il flusso e la temperatura.
| Fattore | Influenza sul processo |
|---|---|
| Temperatura di colata | Influenza la fluidità e il tempo di raffreddamento. |
| Temperatura dello stampo | Influenza la velocità di solidificazione e la finitura superficiale. |
| Progettazione del sistema di gateway | Controlla la portata e la turbolenza. |
La padronanza di questi fattori è ciò che separa un getto di qualità da un fallimento. È una scienza che abbiamo affinato nel corso di molti progetti.
Il cuore della colata gravitazionale non è solo la colata. È un'applicazione controllata della fisica. La padronanza dell'interazione tra dinamica dei fluidi, trasferimento di calore e solidificazione è essenziale. La gravità fornisce la forza fondamentale che, se gestita correttamente, produce pezzi affidabili e di alta qualità.
Quali sono le proprietà chiave che definiscono una lega adatta alla colata per gravità?
La scelta della lega giusta è fondamentale. Il comportamento del materiale durante la colata influisce direttamente sulla qualità del pezzo finale. Non si tratta solo delle proprietà finali. Si tratta del modo in cui il metallo scorre, si raffredda e si solidifica.
Fluidità: Riempire lo stampo
La fluidità è la capacità della lega di riempire le intricate cavità dello stampo. Una scarsa fluidità porta a errori di produzione e a pezzi incompleti. Si tratta di un punto di guasto comune contro il quale progettiamo.
Solidificazione e ritiro
Quando il metallo si raffredda, si restringe. La comprensione di questo fenomeno è fondamentale. Un ampio intervallo di solidificazione può causare porosità, mentre un ritiro eccessivo può portare a difetti.
| Proprietà | Alta idoneità | Bassa idoneità |
|---|---|---|
| Fluidità | Riempie facilmente dettagli complessi | Riempimenti incompleti, errori di esecuzione |
| Restringimento | Minimo e prevedibile | Alto rischio di vuoti e crepe |
| Resistenza allo strappo a caldo | Forte durante il raffreddamento | Incline alla fessurazione |

Quando ci immergiamo più a fondo, l'interazione tra queste proprietà diventa chiara. È un gioco di equilibri che definisce il successo di un progetto di fusione per gravità. Una lega con un'ottima fluidità potrebbe avere un intervallo di solidificazione insufficiente, creando problemi nascosti.
Spiegazione dell'intervallo di solidificazione
Una lega non si congela istantaneamente. Passa attraverso uno stato molliccio. Un intervallo ristretto significa che si solidifica in modo rapido e uniforme. Un intervallo più ampio aumenta il rischio di microporosità, poiché il metallo liquido fatica ad alimentare le aree in contrazione. Questo può compromettere l'integrità strutturale del pezzo.
Le sfumature del restringimento
Dobbiamo tenere conto di due tipi di ritiro. Il ritiro volumetrico si verifica quando il metallo si raffredda da liquido a solido. Lo gestiamo con i riser nella progettazione dello stampo. Poi c'è il ritiro del modellista, la contrazione del pezzo solido quando si raffredda a temperatura ambiente. Lo stampo stesso deve essere costruito leggermente più grande per compensare. Abbiamo visto come un piccolo errore di calcolo possa portare a pezzi fuori specifica. Durante il raffreddamento, si possono formare punti deboli tra le parti in crescita dendriti2, con conseguente cedimento sotto sforzo.
Prevenzione dello strappo a caldo
La lacerazione a caldo si verifica quando la colata è ancora calda e debole. Si verifica quando il ritiro è limitato dallo stampo. Le leghe con una buona duttilità alle alte temperature sono più resistenti a questo difetto critico.
| Impatto della proprietà | Difetto comune | La nostra soluzione all'PTSMAKE |
|---|---|---|
| Scarsa fluidità | Errori di funzionamento, chiusure a freddo | Ottimizzare il sistema di regolazione, regolare la temperatura di colata |
| Ampia solidificazione | Microporosità | Posizionamento strategico dei riser, selezione delle leghe |
| Alto restringimento | Vuoti, segni di sprofondamento | Compensazione precisa dello stampo, design del riser |
| Bassa resistenza allo strappo a caldo | Crepe | Progettazione dello stampo per ridurre le sollecitazioni, scelta della lega |
In sintesi, fluidità, solidificazione, ritiro e resistenza alla lacerazione a caldo non sono fattori isolati. Sono proprietà interconnesse che determinano la lavorabilità di una lega e la qualità finale della colata a gravità. La loro corretta gestione è fondamentale.
In che modo la gravità stessa detta i limiti di progettazione dei getti?
La gravità è la forza trainante del processo di fusione per gravità. Tira il metallo fuso verso il basso, riempiendo gli intricati dettagli della cavità dello stampo.
Tuttavia, questa forza costante è anche una fonte primaria di limitazioni progettuali. Può impedire al metallo di raggiungere le sezioni sottili. Inoltre, crea un'immensa pressione che può introdurre difetti.
Una forza di creazione e di costrizione
Progettare un pezzo di successo significa lavorare con la gravità, non contro di essa. Dobbiamo prevedere come influenzerà il flusso del metallo e l'integrità finale del pezzo.
| Il ruolo della gravità | Impatto sulla progettazione della colata |
|---|---|
| Positivo | Riempie la cavità dello stampo in modo naturale |
| Negativo | Può causare riempimenti incompleti (misruns) |
| Positivo | Crea una pressione per catturare i dettagli |
| Negativo | L'eccesso di pressione può causare difetti |
Quando progettiamo per la colata a gravità, dobbiamo costantemente gestire la fisica del flusso del metallo fuso. L'altezza del pezzo influenza direttamente le forze in gioco. Un pezzo più alto crea una maggiore pressione verso il basso sul fondo dello stampo.
Questo pressione idrostatica3 possono essere abbastanza forti da deformare lo stampo stesso, causando imprecisioni dimensionali o scossoni. Per controllare questo fenomeno, dobbiamo progettare con attenzione i sistemi di rivestimento e di alzata.
Riempimento di sezioni sottili
La gravità fatica a spingere il metallo in sezioni molto sottili o complesse, soprattutto se distanti dal cancello. Il metallo può raffreddarsi e solidificarsi prima che la sezione sia completamente riempita. Ciò provoca un difetto comunemente noto come "corsa sbagliata".
Prevenzione dei difetti indotti dalla gravità
Secondo la nostra esperienza all'PTSMAKE, anticipare questi problemi durante la fase di progettazione è fondamentale. Utilizziamo strumenti di simulazione per prevedere come il metallo scorrerà per gravità. Questo ci aiuta a ottimizzare il progetto prima di tagliare l'acciaio.
| Tipo di difetto | Causa (legata alla gravità) | Soluzione di design |
|---|---|---|
| Misrun | Pressione insufficiente per riempire sezioni sottili | Ottimizzare la posizione della porta; aumentare lo spessore della parete |
| Porosità | Gas intrappolato o ritiro durante il raffreddamento | Progettare riservisti e sfiatatoi efficaci |
| Gonfiore della muffa | Alta pressione del metallo contro le pareti dello stampo | Rinforzare lo stampo; controllare l'altezza di colata |
La gravità è un fattore non negoziabile nella progettazione dei getti. Essa regola il riempimento dello stampo nelle sezioni sottili e crea una pressione che può causare difetti. Un progetto di successo anticipa questi effetti, utilizzando un sistema intelligente di gating, bozze e spessore delle pareti per garantire un pezzo di qualità.
Quali sono i principali tipi di processi di fusione a gravità?
La scelta del giusto processo di colata a gravità è fondamentale. Ha un impatto diretto sui costi, sulla qualità e sui tempi di realizzazione del progetto. Vediamo i principali tipi.
Colata in sabbia
Questo metodo utilizza stampi in sabbia sacrificabili. È ottimo per pezzi molto grandi o geometrie complesse. Lo vediamo spesso utilizzato per i prototipi e per i bassi volumi.
Colata di stampi permanenti
In questo caso, utilizziamo stampi metallici riutilizzabili, tipicamente in acciaio o ferro. Questo processo è ideale per volumi elevati. Produce pezzi con una migliore finitura superficiale.
Colata a iniezione
Conosciuta anche come fusione a cera persa. Questa tecnica crea pezzi altamente dettagliati e intricati. Fornisce eccellenti finiture superficiali già a partire dallo stampo.
| Processo | Tipo di stampo | Volume tipico |
|---|---|---|
| Colata in sabbia | Spendibile (Sabbia) | Basso |
| Stampo permanente | Riutilizzabile (metallo) | Alto |
| Colata a iniezione | Spendibile (ceramica) | Da basso a medio |

Applicazioni e compromessi
Ogni metodo di colata a gravità ha il suo posto. La scelta dipende interamente dalle esigenze specifiche del progetto. Noi di PTSMAKE aiutiamo i clienti a soppesare questi fattori per trovare la soluzione perfetta.
Dettagli sulla colata in sabbia
La colata in sabbia è la soluzione ideale per i blocchi motore e i corpi valvola di grandi dimensioni. Il suo principale vantaggio è il basso costo degli utensili e la flessibilità per le modifiche al progetto. Tuttavia, offre una finitura superficiale più ruvida e una minore precisione dimensionale.
Dettagli sulla colata permanente
Questo processo è eccellente per la produzione di componenti come pistoni automobilistici e alloggiamenti per ingranaggi. Offre una qualità costante e proprietà meccaniche superiori. Il costo iniziale dello stampo è più elevato, ma si ripaga con la produzione in grandi volumi.
Dettagli sulla microfusione
Questo metodo è ideale per la creazione di pezzi complessi per il settore aerospaziale o per gli impianti medici. Offre dettagli e precisione eccezionali. Il processo è più complesso, e un progetto ben sistema di regolazione4 è fondamentale per prevenire i difetti.
Confronto tra le caratteristiche principali
| Caratteristica | Colata in sabbia | Stampo permanente | Colata a iniezione |
|---|---|---|---|
| Finitura superficiale | Grezzo | Buono | Eccellente |
| Tolleranza | Sciolto | Stretto | Molto stretto |
| Costo degli utensili | Basso | Alto | Medio |
| Parte Complessa | Alto | Medio | Molto alto |
| Tempi di consegna | Breve | Lungo | Lungo |
In sintesi, il miglior processo di fusione per gravità dipende dai requisiti del progetto. I fattori chiave sono il volume di produzione, la complessità del pezzo e la finitura desiderata. La comprensione di questi compromessi garantisce la scelta del processo più efficace e conveniente per i vostri componenti.
Come vengono classificate le leghe di colata per i processi a gravità?
Per comprendere la colata a gravità, dobbiamo innanzitutto classificare le leghe. La divisione principale è semplice: ferroso contro non ferroso. Questa suddivisione iniziale guida la selezione dei materiali.
Le leghe ferrose sono a base di ferro. Questo gruppo comprende le ghise e vari acciai.
Le leghe non ferrose non hanno un contenuto significativo di ferro. Si pensi all'alluminio, al rame, allo zinco e al magnesio. Ogni famiglia ha caratteristiche uniche che la rendono adatta ad applicazioni specifiche di colata a gravità.
Famiglie di leghe chiave
Questa classificazione di base aiuta a restringere la scelta in base a proprietà fondamentali come la resistenza, il peso e il costo.
| Categoria | Elemento primario | Esempi comuni |
|---|---|---|
| Ferroso | Ferro (Fe) | Ferro grigio, ferro duttile, acciaio al carbonio |
| Non ferrosi | Altro | Leghe di alluminio, ottone, bronzo, leghe di zinco |
Questo sistema costituisce la base per la selezione del materiale migliore per un progetto.
Un'immersione più approfondita nell'idoneità delle leghe
La scelta di una lega per la colata a gravità va oltre questo primo passo. Il comportamento della lega durante il processo di colata è fondamentale. Dobbiamo considerare la sua fluidità, il tasso di ritiro e l'intervallo di solidificazione.
Leghe non ferrose: La scelta più diffusa
Le leghe di alluminio sono estremamente comuni nella colata per gravità. La loro eccellente fluidità consente di riempire facilmente le cavità intricate dello stampo. Sono inoltre leggere e resistenti alla corrosione, perfette per i componenti automobilistici e aerospaziali.
Anche le leghe di rame, come l'ottone e il bronzo, sono ottimi candidati. Offrono forza, conduttività e resistenza all'usura superiori. Vengono spesso utilizzate per gli impianti idraulici, i cuscinetti e la ferramenta decorativa. Noi di PTSMAKE le consigliamo spesso per le applicazioni ad alta usura.
Leghe ferrose: Forti ma esigenti
Le ghise sono apprezzate per l'elevata resistenza, la capacità di smorzamento e il basso costo. Sono elementi fondamentali per i basamenti delle macchine e i blocchi motore. Tuttavia, le temperature di fusione e la densità più elevate richiedono attrezzature e processi più robusti.
Il controllo della velocità di raffreddamento è fondamentale per evitare difetti. Un controllo insufficiente può influire sulla crescita dendritica5 durante la solidificazione, che influenza l'integrità finale del pezzo.
| Gruppo Alloy | Vantaggi principali della fusione per gravità | Applicazioni comuni |
|---|---|---|
| Leghe di alluminio | Elevata fluidità, leggerezza, resistenza alla corrosione | Componenti del motore, alloggiamenti della trasmissione |
| Leghe di rame | Alta resistenza, buona conducibilità termica | Boccole, valvole, hardware marino |
| Ghisa | Basso costo, elevata resistenza alla compressione | Telai di macchine, tamburi dei freni |
La selezione delle leghe è un equilibrio tra le esigenze di prestazione e le realtà produttive.
La classificazione delle leghe come ferrose o non ferrose fornisce un punto di partenza. Tuttavia, proprietà come la fluidità e il ritiro determinano l'idoneità alla colata per gravità. Questa scelta è fondamentale per ottenere pezzi di alta qualità che soddisfino le specifiche del progetto e i vincoli di budget.
Qual è il sistema di classificazione dei comuni difetti di fusione?
Per risolvere i difetti di fusione, è necessario innanzitutto comprenderne l'origine. Un elenco casuale di problemi non è utile. Abbiamo bisogno di un sistema.
Raggruppare i difetti in base alla loro causa crea un potente strumento diagnostico. Trasforma la confusione in un chiaro piano d'azione. Questo è il nostro approccio alla risoluzione dei problemi.
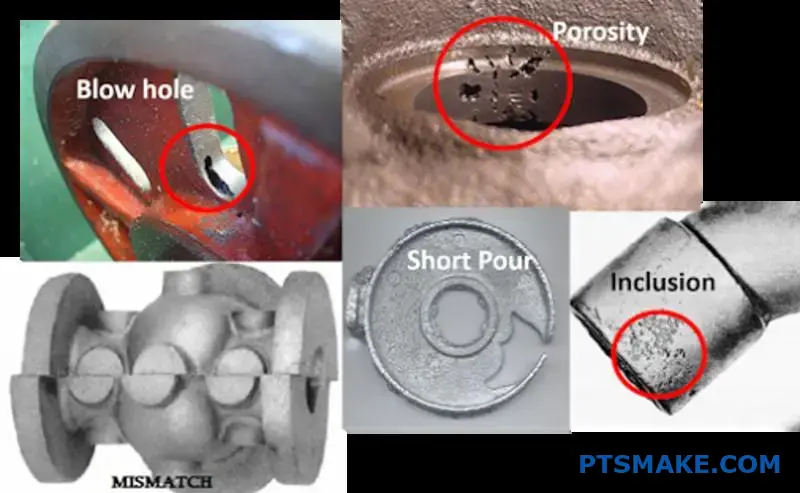
Le tre principali famiglie di difetti
Siamo in grado di suddividere la maggior parte dei problemi in tre gruppi logici. Questo ci aiuta a concentrare le indagini e a trovare la causa principale in modo efficiente, risparmiando tempo e risorse.
| Categoria di difetti | Causa primaria | Esempi comuni |
|---|---|---|
| Riempimento correlato | Problemi con il flusso di metallo fuso | Corse sbagliate, chiusure a freddo |
| Solidificazione | Problemi durante il raffreddamento e il restringimento | Restringimento, lacerazioni da caldo |
| Gas | Gas intrappolati nel metallo | Porosità, fori di soffiaggio |
Questo quadro è il primo passo verso fusioni coerenti e di alta qualità.
Capire il "perché" di un difetto è fondamentale. La semplice identificazione di un difetto non è sufficiente. È necessario risalire a una fase specifica del processo di fusione.
Difetti legati all'otturazione
Questi problemi si verificano quando la cavità dello stampo non si riempie correttamente. Pensate a come versare l'acqua troppo lentamente in una complessa vaschetta per il ghiaccio. Il metallo potrebbe congelarsi prima di raggiungere ogni angolo, causando un'errata esecuzione o una chiusura a freddo.
Difetti legati alla solidificazione
Questo gruppo di difetti si forma quando il metallo si raffredda e si solidifica. Il ritiro è il risultato naturale della variazione di densità. Se non viene gestito con i riser, crea dei vuoti. Le lacerazioni a caldo sono fratture che si verificano quando la colata è debole e sottoposta a stress termico. Spesso si formano nella interdendritico6 regioni del metallo in via di solidificazione.
Difetti legati al gas
La porosità del gas è come le bolle intrappolate in una bevanda gassata. Queste "bolle" possono provenire dal metallo fuso stesso, dall'umidità nello stampo o da reazioni chimiche. In processi come la colata per gravità, il controllo della turbolenza è fondamentale per evitare di intrappolare i gas atmosferici. Noi di PTSMAKE gestiamo attentamente i nostri processi di fusione e colata per ridurre al minimo questo rischio.
Ecco una ripartizione più dettagliata:
| Categoria | Difetto specifico | Causa comune |
|---|---|---|
| Riempimento | Misrun | Temperatura di versamento troppo bassa |
| Riempimento | Chiusura a freddo | Flusso di metallo interrotto o lento |
| Solidificazione | Restringimento | Alimentazione inadeguata (design del riser) |
| Solidificazione | Lacrima calda | Elevate sollecitazioni termiche, contenimento dello stampo |
| Gas | Porosità | Gas disciolto nella colata, umidità |
Grazie alla categorizzazione dei difetti, passiamo dalle ipotesi alla risoluzione mirata dei problemi. Questo ci permette di analizzare e migliorare sistematicamente il processo di fusione, assicurando che i pezzi soddisfino le specifiche richieste dai nostri clienti.
La classificazione dei difetti in base alla loro origine - riempimento, solidificazione o gas - è essenziale. Questo approccio sistematico fornisce un quadro diagnostico chiaro, che consente agli ingegneri di identificare e risolvere efficacemente le cause principali, migliorando la qualità dei pezzi e riducendo gli scarti.
In che modo lo stampo permanente e la colata in sabbia differiscono nell'applicazione?
La scelta tra stampo permanente e colata in sabbia è una decisione fondamentale. Ha un impatto diretto sul budget, sui tempi e sulla qualità finale dei pezzi del progetto. Ogni metodo presenta chiari vantaggi per situazioni specifiche.
Per aiutarvi a decidere, è meglio fare un confronto diretto. I fattori chiave sono il volume di produzione, il costo degli utensili e le caratteristiche del pezzo finale. Vediamo una semplice ripartizione.
Fattori pratici chiave
Un confronto fianco a fianco rende molto più chiara la scelta migliore per la vostra applicazione.
| Fattore | Colata di stampi permanenti | Colata in sabbia |
|---|---|---|
| Volume di produzione | Medio-Alto (1.000+ parti) | Da basso a medio (da 1 a 1.000 parti) |
| Costo degli utensili | Elevato investimento iniziale | Basso investimento iniziale |
| Finitura superficiale | Liscio (100-400 µin Ra) | Ruvido (250-1000 µin Ra) |
| Precisione dimensionale | Alto (±0,015 pollici) | Basso (±0,030 pollici) |
| Complessità realizzabile | Moderato; limitato dal rilascio di muffe | Alto; possibilità di nuclei interni complessi |

La tabella di confronto offre un'ottima panoramica, ma il "perché" dietro questi numeri è il vero punto di partenza. Noi di PTSMAKE guidiamo quotidianamente i clienti in questi compromessi. La decisione non riguarda solo il costo, ma anche il valore a lungo termine e le prestazioni del prodotto.
Volume di produzione e dinamica dei costi
L'elevato costo iniziale degli stampi permanenti può intimorire. Tuttavia, questo costo viene distribuito su migliaia di pezzi. Ciò rende il prezzo per pezzo molto competitivo nella produzione di massa. Per la prototipazione o per le piccole serie, l'attrezzaggio a basso costo della colata in sabbia è imbattibile.
Scambio di qualità e precisione
La colata in stampo permanente, spesso definita colata per gravità, utilizza uno stampo in metallo. In questo modo si ottiene un processo più rapido tasso di solidificazione7, che crea una struttura a grana più fine. I nostri test dimostrano che spesso ciò si traduce in proprietà meccaniche superiori. Lo stampo liscio offre anche una finitura superficiale migliore, riducendo la necessità di lavorazioni secondarie.
Considerazioni sulla complessità del progetto
Gli stampi permanenti offrono precisione, ma hanno dei limiti. I sottosquadri e i passaggi interni complessi possono essere difficili. In questo caso, la colata in sabbia è un'ottima soluzione. Poiché lo stampo in sabbia e le anime vengono distrutte dopo l'uso, è possibile ottenere geometrie interne incredibilmente complesse, impossibili con uno stampo in metallo riutilizzabile.
In sostanza, la scelta si riduce a un equilibrio. La colata in sabbia offre una flessibilità a basso costo per i prototipi e i pezzi complessi a basso volume. La colata in stampo permanente offre precisione, finitura superiore ed efficienza economica per la produzione di grandi volumi.
Quali sono i diversi processi di post-casting e i loro scopi?
Una colata grezza raramente è il prodotto finale. È il punto di partenza. I processi di post-fusione sono fondamentali. Trasformano un pezzo grezzo in un componente funzionale.
Queste operazioni secondarie sono essenziali. Assicurano che il pezzo soddisfi tutte le specifiche di progetto. Tra queste, la resistenza, le dimensioni e l'aspetto.
Analizziamo i passaggi più comuni.
| Funzionamento | Scopo primario |
|---|---|
| Rimozione della sverniciatura/dei rialzi | Rimuovere il materiale in eccesso |
| Trattamento termico | Migliorare le proprietà meccaniche |
| Lavorazione meccanica | Ottenere dimensioni finali precise |
| Finitura delle superfici | Migliorare la qualità e l'aspetto della superficie |
Dopo che il pezzo esce dallo stampo, inizia il vero lavoro. Queste operazioni secondarie non sono facoltative. Sono fondamentali per creare un prodotto finale affidabile. Ogni fase ha uno scopo distinto e importante.
Pulizia iniziale: Rimozione della griglia e della colonna montante
Il primo passo è sempre la pulizia. Rimuoviamo il sistema di chiusura e le alzate. Si tratta di canali che consentono al metallo fuso di fluire nello stampo. Sono necessari per la colata, ma non fanno parte del progetto finale. Questa operazione viene spesso eseguita con seghe o smerigliatrici.
Costruire la forza: il trattamento termico
Molte leghe, in particolare l'alluminio, richiedono un trattamento termico. La tempra T6 è un esempio comune. Comporta un processo di Risolutivo8 e l'invecchiamento. Questo aumenta in modo significativo la resistenza e la durezza del materiale. Senza di essa, il pezzo non funzionerebbe come previsto sotto sforzo.
Raggiungere la precisione: Lavorazione meccanica
La fusione da sola non è in grado di ottenere tolleranze molto strette. Per i pezzi realizzati con metodi come la fusione per gravità, la lavorazione è fondamentale. Noi di PTSMAKE utilizziamo la lavorazione CNC. Questo ci permette di creare caratteristiche precise. Si pensi ai fori filettati, alle superfici piane e ai diametri esatti. Questo assicura che il pezzo si adatti perfettamente al suo assemblaggio.
Il tocco finale: Finitura della superficie
La finitura delle superfici migliora sia la funzionalità che l'estetica. Può preparare una superficie per la verniciatura o il rivestimento. Inoltre, rimuove le imperfezioni.
| Metodo di finitura | Risultato |
|---|---|
| Granigliatura | Crea una finitura opaca pulita e uniforme |
| Anodizzazione | Aggiunge uno strato resistente alla corrosione (per l'alluminio) |
| Rivestimento in polvere | Applicazione di una finitura durevole e decorativa |
| Lucidatura | Crea una superficie liscia e riflettente |
Questi processi post-fusione sono fondamentali. Colmano il divario tra una fusione grezza e un componente finito ad alte prestazioni. Ogni fase aggiunge valore, garantendo che il pezzo finale sia forte, preciso e pronto all'uso.
Una lista di controllo DFM pratica per la fusione a gravità
Il vostro pezzo è davvero pronto per la fusione per gravità? Una semplice lista di controllo può risparmiare grattacapi in seguito. La progettazione per la producibilità (DFM) è fondamentale.
Aiuta a identificare tempestivamente i potenziali problemi. Possiamo evitare costose modifiche agli stampi e ritardi nella produzione.
Fattori geometrici chiave
Spessore della parete
Assicurarsi che lo spessore della parete sia il più uniforme possibile. In questo modo si evitano i difetti causati da velocità di raffreddamento non uniformi.
Angoli di sformo
Angoli di sformo adeguati sono essenziali per l'espulsione dei pezzi. Senza di essi, i pezzi possono rimanere bloccati nello stampo.
| Tipo di caratteristica | Angolo di sformo consigliato |
|---|---|
| Pareti esterne | 1-3 gradi |
| Pareti interne | 2-5 gradi |
| Tasche profonde | 3+ Lauree |

Approfondiamo una lista di controllo più completa. Noi di PTSMAKE utilizziamo un processo simile per rivedere ogni progetto prima ancora di pensare di tagliare uno stampo. Questo approccio proattivo garantisce ai nostri clienti una produzione più fluida.
Considerazioni avanzate sul DFM
Transizioni di sezione
Evitare brusche variazioni di spessore. Utilizzate raggi e filetti generosi per fondere le sezioni in modo uniforme. In questo modo si riducono al minimo i punti di concentrazione delle tensioni e le potenziali cricche. Gli spigoli vivi sono una delle principali cause di rottura nella fusione.
Costole e capi
Progettare le nervature in modo che siano più sottili delle pareti che sostengono. In questo modo si evitano i segni di sprofondamento sulla superficie del pezzo. Seguendo questa regola si mantiene la qualità estetica e strutturale del pezzo.
| Elemento di design | Cattive pratiche | Buone pratiche |
|---|---|---|
| Sezione Cambiamento | Angolo acuto a 90° | Miscelato con un ampio raggio |
| Altezza della nervatura | > 3 volte lo spessore della parete | < 1,5 volte lo spessore della parete |
| I capi | Sezioni solide e spesse | Carotatura per mantenere la parete |
Caratteristiche interne e sottosquadri
Ridurre al minimo le caratteristiche interne complesse. Spesso richiedono anime complesse e costose. I sottosquadri dovrebbero essere evitati del tutto, se possibile, perché aggiungono complessità e costi significativi alla progettazione dello stampo. Durante la fase di progettazione, spesso collaboriamo con i clienti per eliminare i sottosquadra senza compromettere la funzione. Questo è fondamentale per controllare i costi. Una progettazione corretta tiene conto anche di ritiro volumetrico9, assicurando che il pezzo finale sia conforme alle specifiche dimensionali.
La lista di controllo del Design for Manufacturability (DFM) è uno strumento fondamentale. Aiuta a valutare lo spessore delle pareti, gli angoli di sformo e la complessità. In questo modo si garantisce che il pezzo sia ottimizzato per il processo di colata a gravità, evitando errori costosi e migliorando la qualità del pezzo.
Come si diagnostica sistematicamente la causa della porosità da ritiro?
Un diagramma di flusso diagnostico è il mio strumento preferito. Sostituisce le congetture con un processo logico. Questo metodo ci aiuta a risparmiare tempo e materiale.
Innanzitutto, è necessario identificare la posizione esatta della porosità. Questo semplice passo fornisce l'indizio più critico.
Domande iniziali fondamentali
Il difetto si trova in una sezione pesante del getto? Oppure si trova lontano dall'alzata o dal cancello? La risposta guida i passi successivi. Questo è fondamentale in processi come la colata a gravità.
Percorso diagnostico iniziale
| Porosità Posizione | Ipotesi iniziale |
|---|---|
| Sezione pesante/spessa | Alimentazione inadeguata |
| Lontano da Riser | Solidificazione prematura |
| Vicino all'Ingate | Problema del sistema di regolazione |
Questo approccio strutturato restringe rapidamente le potenziali cause principali.
Analisi del percorso di alimentazione
Un diagramma di flusso semplifica problemi complessi. Supponiamo di trovare una porosità in una sezione spessa. Questo pezzo si raffredda per ultimo. Ha bisogno di un apporto costante di metallo fuso per compensare il ritiro.
Se questa alimentazione viene interrotta, si forma un vuoto. Questo indica direttamente un problema di alimentazione inadeguata. Il riser potrebbe essere troppo piccolo o essersi congelato troppo presto.
Progettazione inadeguata dei montanti
Ora, considerate la porosità lontano dal riser. Questo suggerisce che il metallo ha percorso una lunga distanza. Probabilmente ha iniziato a solidificarsi prima di raggiungere la destinazione finale. Il percorso di alimentazione è insufficiente.
Nel nostro lavoro all'PTSMAKE, analizziamo la geometria del pezzo. Una sezione con un'altezza maggiore Modulo di solidificazione10 si raffredda più lentamente. Deve essere alimentato da un riser con un modulo ancora più elevato. In questo modo si garantisce che il riser sia l'ultima parte a congelare.
Matrice decisionale diagnostica
| Osservazione | Probabile causa | Area di indagine primaria |
|---|---|---|
| Porosità in sezione spessa isolata | Scarsa alimentazione locale | Dimensioni e posizionamento dei riser |
| Porosità lungo una parete sottile | Restrizione del percorso di flusso | Design di cancelli e guide |
| Porosità in prossimità del riser | Riser non funzionante | Design o materiale del collo del riser |
Seguendo questa logica, eliminiamo metodicamente le variabili. In questo modo si ottiene una soluzione precisa ed efficace, evitando costosi aggiustamenti per tentativi.
Un diagramma di flusso diagnostico inizia con la posizione del difetto. Questo indizio visivo guida sistematicamente alla causa principale, distinguendo efficacemente tra percorsi di alimentazione inadeguati e progettazione difettosa del riser, semplificando l'intero processo di risoluzione dei problemi per il team.
Quali controlli di qualità sono essenziali durante la produzione?
I controlli in corso d'opera sono la spina dorsale del controllo qualità. Si svolgono direttamente sul luogo di produzione. Ci permettono di individuare tempestivamente i problemi, prima che diventino gravi. Si tratta di una prevenzione proattiva.
Verifica dei parametri critici
Il controllo delle variabili è fondamentale nella produzione. Per un processo come la fusione per gravità, la temperatura è tutto. Dobbiamo verificare costantemente la temperatura di fusione. In questo modo si garantisce il corretto flusso e la solidificazione del metallo.
La tabella seguente mostra alcuni controlli chiave.
| Check Point | Scopo | Frequenza |
|---|---|---|
| Temperatura di fusione | Assicura la fluidità e previene i difetti | Continuo/Per lotto |
| Temperatura dello stampo | Influenza la velocità di raffreddamento e la finitura dei pezzi | Per impostazione |
| Tempo di ciclo | Mantiene la coerenza del processo | Continuo |
Controlli di primo impianto e dimensionali
Esaminiamo visivamente il primo pezzo di ogni serie. Questo "primo pezzo" ci dice molto. Cerchiamo difetti di superficie o riempimenti incompleti. Poi, controlliamo le dimensioni critiche con strumenti di precisione. Questo conferma che l'impostazione è corretta.
Il potere del monitoraggio continuo
Un singolo controllo è solo un'istantanea. Il vero controllo di qualità deriva da un monitoraggio costante. Non basta controllare il primo pezzo. Dobbiamo monitorare i parametri di processo durante l'intero ciclo di produzione. Questa coerenza è ciò che separa i pezzi buoni da quelli grandi.
Noi di PTSMAKE monitoriamo questi parametri in tempo reale. Questo approccio ci aiuta a mantenere la stabilità. Garantisce che il millesimo pezzo sia identico al primo. Questa vigilanza costante impedisce la deriva e la variazione. Qualsiasi scostamento provoca un allarme immediato per la correzione.
Perché i controlli in corso d'opera sono più importanti dell'ispezione finale
Affidarsi solo all'ispezione finale è un errore costoso. Significa che avete già speso tempo e risorse per produrre pezzi difettosi. I controlli in corso d'opera servono a creare qualità nel prodotto fin dall'inizio.
Questo approccio proattivo ci aiuta a comprendere la nostra stabilità produttiva. Secondo la nostra esperienza, questo è fondamentale per valutare capacità di processo11 a lungo termine. Un processo stabile produce sempre risultati prevedibili e di alta qualità. Riduce gli scarti e le rilavorazioni, risparmiando tempo e denaro.
| Aspetto | Proattivo (in corso) | Reattivo (finale) |
|---|---|---|
| Focus | Prevenzione dei difetti | Rilevamento dei difetti |
| Impatto sui costi | Basso (piccoli aggiustamenti) | Alto (scarti, rilavorazioni) |
| Efficienza | Alto | Basso |
| Impatto sul cliente | Qualità costante | Rischio di ritardi |
I controlli in corso d'opera non sono negoziabili. La verifica della temperatura, l'ispezione della prima colata e il monitoraggio dei parametri garantiscono la conformità di ogni componente alle specifiche. Questo approccio proattivo previene i difetti e costruisce la qualità direttamente nel processo di produzione, garantendo risultati affidabili e costanti.
Come adattereste un processo per una lega nuova e sconosciuta?
Affrontare una nuova lega richiede una strategia chiara. Non si può semplicemente utilizzare il vecchio processo e sperare nel meglio.
Tutto inizia con la ricerca. Scaviamo nella scheda tecnica del materiale della lega. Qual è il suo punto di fusione? Quanto si restringe?
Dopo la ricerca, pianifichiamo piccole prove. Il segreto è regolare un parametro alla volta. Questo ci aiuta a trovare la finestra di processo perfetta senza creare confusione. È un approccio metodico.
| Focus iniziale della ricerca | Punti chiave |
|---|---|
| Proprietà termiche | Punto di fusione, temperatura di colata |
| Proprietà fisiche | Densità, tasso di ritiro |
| Proprietà meccaniche | Durezza prevista, resistenza alla trazione |

La scheda tecnica di un materiale è un ottimo punto di partenza. Ma è solo teoria. La produzione nel mondo reale introduce variabili che la scheda tecnica non può prevedere. Noi di PTSMAKE colmiamo questo divario con prove sistematiche.
La fase di prova: Un passo alla volta
Si inizia con piccoli test controllati. Il principio fondamentale è la modifica di una sola variabile per ogni test. Se si regolano contemporaneamente temperatura e pressione, non si saprà quale modifica ha fatto la differenza. Questo approccio metodico è fondamentale.
Per un processo come quello della colata per gravità, il materiale intervallo di solidificazione12 influisce profondamente sul risultato. Un intervallo più ampio potrebbe richiedere un raffreddamento più lento per evitare difetti.
Stabilire la nuova finestra di processo
Il nostro obiettivo è definire una finestra di processo stabile. Ciò significa identificare i limiti superiori e inferiori per i parametri chiave. Questo garantisce una qualità costante per ogni pezzo.
| Parametro da testare | Intervallo di regolazione | Obiettivo |
|---|---|---|
| Temperatura di colata | +/- 5% di quello raccomandato | Ottimizzare la fluidità e ridurre i difetti |
| Temperatura dello stampo | +/- 10°C dalla linea di base | Controllo della velocità di raffreddamento |
| Metodo di raffreddamento | Raffreddamento ad aria vs. raffreddamento controllato | Affinare la struttura della grana |
Questi test forniscono una tabella di marcia affidabile. Trasforma una lega sconosciuta in una parte prevedibile del nostro processo produttivo.
Il successo dell'adattamento dipende da due fasi. In primo luogo, condurre una ricerca approfondita sulle proprietà della lega. In secondo luogo, utilizzare prove sistematiche a singola variabile per stabilire una nuova finestra di processo affidabile. In questo modo si riducono i rischi e si garantisce la qualità.
Dato un pezzo complesso, come si decide il suo orientamento?
Le congetture non hanno posto nella produzione di precisione. Per i pezzi complessi, la scelta del giusto orientamento è una decisione calcolata. Utilizziamo una matrice decisionale.
Questo strumento ci aiuta a valutare sistematicamente le opzioni. Elimina i pregiudizi e si concentra sui fatti tecnici.
Criteri di valutazione chiave
Valutiamo ogni potenziale orientamento in base a fattori chiave.
| Criterio | Importanza | Obiettivo |
|---|---|---|
| Superfici critiche | Alto | Finitura impeccabile, posizionata in modo da trascinare |
| Sezioni pesanti | Alto | Facile da alzare, previene il ritiro |
| Sfiato | Medio | Consentire una facile fuoriuscita del gas |
Questo approccio strutturato ci garantisce di fare sempre la scelta migliore. Bilancia le esigenze concorrenti per un risultato di successo.
Una matrice decisionale trasforma un puzzle complesso in un percorso chiaro. Ci costringe a quantificare ciò che spesso sembra un'intuizione. Vediamo i criteri di valutazione.
Posizionamento delle superfici critiche nel trascinamento
La resistenza è la metà inferiore dello stampo. Eventuali impurità nel metallo fuso tendono a galleggiare verso l'alto, o verso il bordo.
Collocando le superfici importanti dal punto di vista estetico o con tolleranze ristrette nel trascinamento, ci assicuriamo che vengano formate con il materiale più pulito. In questo modo si riducono al minimo i difetti superficiali e si riduce la rilavorazione.
Posizionamento delle sezioni pesanti per il sollevamento
Le sezioni pesanti si raffreddano più lentamente delle pareti sottili. Senza una fonte di metallo fuso, questo può portare a difetti quando il materiale si contrae. È qui che ritiro volumetrico13 è un fattore critico da gestire.
Orientiamo il pezzo in modo che queste sezioni siano in alto. In questo modo è più facile aggiungere dei rialzi sopra di esse. I riser agiscono come serbatoi, alimentando il pezzo mentre si solidifica. Questo processo è fondamentale in metodi come la fusione per gravità.
Garantire un'adeguata ventilazione
L'aria o il gas intrappolati sono una ricetta per il disastro. Provoca porosità, creando punti deboli nel pezzo finale.
I punti alti della cavità dello stampo sono trappole naturali per il gas. L'orientamento deve fornire un percorso chiaro per gli sfiati da posizionare in questi punti più alti, consentendo all'aria di uscire mentre il metallo riempie lo stampo.
| Opzione orientamento | Superficie critica (punteggio 1-5) | Accesso rischioso (punteggio 1-5) | Facilità di sfiato (punteggio 1-5) | Punteggio totale |
|---|---|---|---|---|
| Opzione A | 5 | 3 | 3 | 11 |
| Opzione B | 3 | 5 | 4 | 12 |
| Opzione C | 4 | 4 | 5 | 13 |
In base alla matrice, l'opzione C fornisce il risultato più equilibrato per questa parte ipotetica.
Una matrice decisionale trasforma una scelta complessa in un processo logico e basato sui dati. Bilancia la qualità della superficie, l'integrità strutturale e la prevenzione dei difetti per trovare l'orientamento ottimale del pezzo, garantendo risultati coerenti e di alta qualità.
Come si risolve un getto con difetti multipli e interagenti?
Quando una fusione presenta diversi difetti, è facile perdersi. Si potrebbe risolvere un problema, per poi scoprire che un altro peggiora. La chiave è smettere di inseguire i sintomi. È necessario un metodo strutturato per la risoluzione dei problemi.
Ciò significa individuare innanzitutto il difetto principale. Si tratta del problema che causa il maggior numero di rifiuti. Concentrando gli sforzi su questo punto, spesso si risolvono automaticamente altri difetti secondari. In questo modo si risparmiano tempo e risorse.
| Approccio alla risoluzione dei problemi | Risultato |
|---|---|
| Correzioni casuali | Risultati imprevedibili, sforzi sprecati |
| Metodo strutturato | Efficiente, affidabile, risolve le cause alla radice |
Il potere di un approccio sistematico
Un approccio sistematico trasforma il caos in un processo chiaro. Iniziate con la raccolta dei dati. Qual è il difetto più comune? Si tratta di porosità, ritiro o altro? I numeri vi indicheranno il difetto principale. Non tirate a indovinare.
Una volta identificata, inizia il lavoro vero e proprio: l'analisi delle cause profonde. Invece di limitarsi a risolvere il problema in superficie, è necessario scavare più a fondo per trovare la causa fondamentale. Si tratta di capire il catena causale14 in cui un problema porta direttamente ad altri.
Ad esempio, in un processo di colata per gravità, la causa principale potrebbe essere una temperatura di colata non corretta. Questo potrebbe portare a un difetto primario come la porosità. Questa porosità, a sua volta, può causare un difetto secondario, come una scarsa finitura superficiale o una ridotta resistenza meccanica. La correzione della temperatura risolve tutti e tre i problemi.
Noi di PTSMAKE utilizziamo questo metodo per analizzare problemi complessi. In questo modo non ci limitiamo a risolvere il problema per il momento, ma ne evitiamo il ripetersi.
Esempio di difetto primario o secondario
| Causa principale | Difetto primario | Difetto secondario |
|---|---|---|
| Bassa temperatura dello stampo | Chiusure a freddo | Riempimento incompleto |
| Gas intrappolato | Porosità del gas | Vesciche, finitura scadente |
| Gating inadeguato | Restringimento | Crepe, deformazioni |
Per risolvere i problemi di interazione dei difetti, adottare un metodo strutturato. Innanzitutto, identificare il difetto principale che causa il maggior numero di scarti. Quindi, individuare e risolvere la causa principale. Questo approccio disciplinato spesso risolve contemporaneamente i problemi secondari, portando a una soluzione più efficiente e permanente.
Come giustificherebbe il passaggio dalla sabbia alla colata in stampo permanente?
Per passare dalla colata in sabbia a quella in stampo permanente è necessario un solido business case. Non si tratta solo di confrontare i preventivi iniziali. È necessario analizzare il costo totale per pezzo.
Questo approccio basato sui dati rivela il vero valore a lungo termine. Analizziamo i principali fattori finanziari da considerare prima di prendere una decisione.
Considerazioni chiave sui costi
| Fattore | Colata in sabbia | Colata di stampi permanenti |
|---|---|---|
| Costo degli utensili | Basso | Alto |
| Manodopera per parte | Alto | Basso |
| Tasso di scarto | Più alto | Più basso |
| Lavorazione meccanica | Spesso richiesto | Minimo o nullo |

Analisi dei principali compromessi
Un'analisi completa deve soppesare l'elevato investimento iniziale nello stampo rispetto ai risparmi operativi a lungo termine. La giustificazione si basa sulla comprensione di questi compromessi e del loro impatto sui profitti per l'intero ciclo di vita del prodotto. È qui che molti team sbagliano i calcoli.
Tasso di produzione e manodopera
Gli stampi permanenti consentono tempi di ciclo più rapidi. Secondo la nostra esperienza con i clienti, ciò può ridurre drasticamente il costo della manodopera assegnato a ciascun pezzo. Il potenziale di automazione più elevato riduce ulteriormente questo costo, rendendolo molto efficiente per i volumi di produzione elevati.
Rifiuti e qualità dei materiali
La colata in stampo permanente, spesso un tipo di colata per gravità, produce pezzi con finitura superficiale e precisione dimensionale superiori. In questo modo si riducono notevolmente gli scarti di materiale.
Inoltre, riduce al minimo la necessità di costose lavorazioni secondarie, che rappresentano uno dei principali costi nascosti della colata in sabbia. La chiave è calcolare correttamente il ammortamento15 dello stampo per l'intero ciclo di produzione.
Ripartizione dell'impatto dei costi
| Metrico | Impatto della colata in sabbia | Impatto permanente della muffa |
|---|---|---|
| Investimento in utensili | Bassa barriera iniziale | Costo iniziale elevato |
| Velocità di produzione | Cicli più lenti | Cicli più veloci, maggiore produzione |
| Post-elaborazione | È necessaria una maggiore lavorazione | Meno lavorazione, migliore finitura |
| Costo totale | Più economico per i bassi volumi | Più economico per i grandi volumi |
Un business case basato sui dati è fondamentale. Si tratta di analizzare il costo totale per pezzo, tenendo conto di utensili, tassi di produzione, manodopera e miglioramenti della qualità. Questa visione completa assicura che la decisione di passare ad un'altra tecnologia sia finanziariamente valida e strategicamente vantaggiosa a lungo termine.
Come si implementa un piano di controllo del processo per un pezzo ad alto volume?
Il controllo statistico del processo (SPC) è essenziale per i pezzi ad alto volume. Fornisce il quadro di riferimento per il monitoraggio e il mantenimento della coerenza.
Il primo passo consiste nell'identificare i parametri critici del processo. Si tratta delle variabili che hanno un impatto diretto sulla qualità.
Successivamente, si stabiliscono i limiti di controllo per definire la variazione accettabile. Viene quindi creato un chiaro piano di reazione per qualsiasi deviazione. In questo modo si garantisce una gestione proattiva della qualità.
Di seguito è riportata una semplice suddivisione degli elementi chiave dell'SPC.
| Elemento | Scopo |
|---|---|
| Parametri critici | Concentratevi su ciò che influisce veramente sulla qualità dei pezzi. |
| Limiti di controllo | Definire la variazione naturale del processo. |
| Piano di reazione | Fornire istruzioni chiare per le deviazioni. |

La progettazione di un piano SPC efficace richiede un approccio sistematico. Non si tratta solo di raccogliere dati, ma di utilizzarli per prendere decisioni intelligenti e prevenire i difetti prima che si verifichino. Questo atteggiamento proattivo è la pietra miliare del moderno controllo qualità.
Identificazione dei parametri di processo critici
Il fondamento di qualsiasi piano SPC è sapere cosa misurare. Non è possibile monitorare tutto. Concentratevi sui pochi parametri che hanno il maggiore impatto sul pezzo finale.
In un processo come la colata per gravità, la temperatura dell'alluminio fuso è un parametro critico. Se è troppo alta o troppo bassa, può influire sul flusso e sull'integrità strutturale del materiale.
Noi di PTSMAKE collaboriamo con i nostri clienti durante la fase di progettazione. Identifichiamo insieme le caratteristiche critiche e gli input del processo. Questo assicura che il nostro piano di controllo sia mirato ed efficace.
Stabilire i limiti di controllo con i grafici
Le carte di controllo sono gli strumenti principali dell'SPC. Aiutano a visualizzare le prestazioni del processo nel tempo. Per variabili come la temperatura o la pressione, si utilizzano comunemente i grafici X-bar e R.
Il grafico a barre X traccia la media dei sottogruppi, mostrando la centratura del processo. Il grafico R traccia l'intervallo all'interno dei sottogruppi, indicando la variabilità del processo.
Questi limiti sono calcolati in base ai dati di processo. Rappresentano la voce del processo. Questo aiuta a distinguere le variazioni normali da Variazione della causa assegnabile16 che segnala un problema.
Creare un piano di reazione chiaro
Un diagramma di controllo è inutile senza un piano di reazione. Questo piano indica con precisione i passi da compiere quando un processo va fuori controllo. Elimina le congetture durante la produzione.
| Condizione | Azione immediata | Azione di follow-up |
|---|---|---|
| Punto al di fuori del limite di controllo | Interrompere la produzione. Mettere in quarantena le parti sospette. | Indagare la fonte (ad esempio, macchina, operatore). |
| Una tendenza o un modello chiaro | Avvisare il tecnico di processo. Non regolare. | Analizzare i dati per identificare la causa del cambiamento. |
Un piano di reazione ben definito riduce al minimo la produzione di pezzi non conformi. Trasforma rapidamente i dati in azioni correttive.
Un solido piano SPC si basa su tre pilastri: l'identificazione dei parametri critici, la definizione dei limiti di controllo statistico e la definizione di chiari piani di reazione. Questa struttura sposta il controllo qualità dall'ispezione reattiva alla gestione proattiva del processo, essenziale per il successo della produzione in grandi volumi.
Scoprite le soluzioni di colata a gravità di qualità superiore con PTSMAKE
Siete pronti per parti di colata a gravità impeccabili e per un'assistenza esperta? Affidatevi a PTSMAKE per ottenere precisione, velocità e qualità per il vostro prossimo progetto. Contattateci ora per un preventivo su misura: costruiamo insieme il successo con un partner di produzione su cui potete contare!

Scoprite come questa pressione sia fondamentale per ottenere fusioni prive di difetti e dettagliate. ↩
Capire come la crescita dei cristalli influisca sulle proprietà meccaniche finali della colata. ↩
Scoprite come questa forza influisce sull'integrità della colata e scoprite le strategie per gestirla efficacemente nei vostri progetti. ↩
Scoprite come il design del sistema di gating assicura un flusso di metallo ottimale e l'integrità della colata. ↩
Scoprite come la formazione dei cristalli metallici durante il raffreddamento influisce sulle proprietà meccaniche e sulla resistenza complessiva di un pezzo. ↩
Esplorare le meccaniche microstrutturali che hanno un impatto diretto sulla resistenza della colata e sui punti di rottura. ↩
Scoprite come la solidificazione influisce sulla resistenza del materiale e sull'integrità complessiva del pezzo. ↩
Scoprite come questo ciclo critico di riscaldamento e raffreddamento libera il pieno potenziale del vostro materiale fuso. ↩
Capire come il ritiro del materiale influisce sulle dimensioni finali e sull'integrità dei pezzi fusi. ↩
Scoprite come questo parametro critico influisca direttamente sulla progettazione dei getti e sulla prevenzione dei difetti. ↩
Scoprite come questa metrica predice se il vostro processo è in grado di soddisfare costantemente le specifiche di qualità. ↩
Comprendere come questa proprietà influisca sui difetti di fusione e sulla qualità finale del pezzo. ↩
Capire come questo effetto di raffreddamento crei vuoti e come una corretta progettazione lo contrasti per i pezzi solidi. ↩
Imparate come un difetto può innescarne un altro per migliorare le vostre capacità diagnostiche. ↩
Capire come ripartire i costi degli utensili sul volume di produzione per calcolare il costo reale per pezzo. ↩
Capire come individuare i problemi specifici e risolvibili che causano instabilità del processo e difetti. ↩






