

## Quelle est la différence entre les dissipateurs thermiques profilés et les dissipateurs thermiques extrudés ?
Vous ne savez pas quel procédé de fabrication de dissipateur thermique répondra le mieux à vos besoins en matière de gestion thermique ? De nombreux ingénieurs ont du mal à choisir entre les dissipateurs thermiques profilés et les dissipateurs thermiques extrudés, et choisissent souvent la mauvaise option parce qu'ils ne comprennent pas leurs différences fondamentales. Cela peut entraîner des problèmes de surchauffe et réduire la fiabilité du produit.
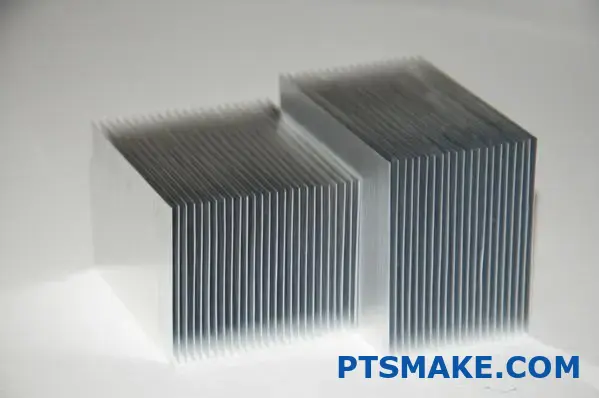
Les dissipateurs thermiques skived offrent une densité d'ailettes et une efficacité thermique supérieures à celles des dissipateurs thermiques extrudés. L'écroutage permet de créer des ailettes plus fines et plus rapprochées à partir de blocs de métal solides, tandis que l'extrusion force l'aluminium à travers une matrice pour former des dissipateurs thermiques plus simples et plus rentables.
J'ai beaucoup travaillé avec les deux types dans nos installations de fabrication à PTSMAKE. Le bon choix dépend des exigences spécifiques de votre application. Si vous avez besoin d'un refroidissement maximal dans un espace compact, les éviers en tôle emboutie sont généralement plus performants. Pour des applications plus simples avec des contraintes budgétaires, les options extrudées sont souvent plus judicieuses. Permettez-moi d'expliquer plus en détail les principales différences ci-dessous.
Les dissipateurs thermiques sont-ils extrudés ?
Vous êtes-vous déjà demandé pourquoi certains appareils électroniques surchauffent alors que d'autres restent froids sous pression ? Le secret réside peut-être dans les dissipateurs thermiques, mais savez-vous comment sont fabriqués ces composants de refroidissement essentiels ? La méthode de fabrication peut faire toute la différence entre un appareil qui tombe en panne prématurément et un autre qui fonctionne de manière fiable pendant des années.
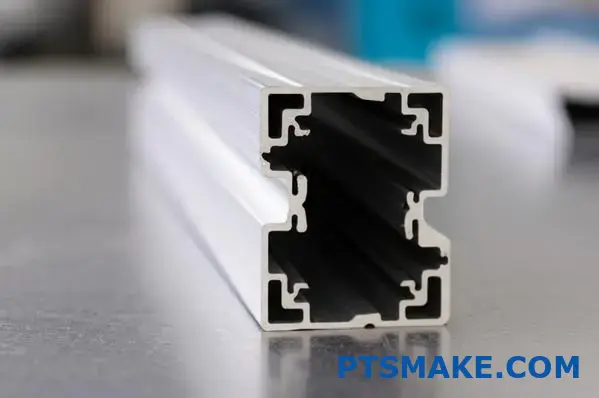
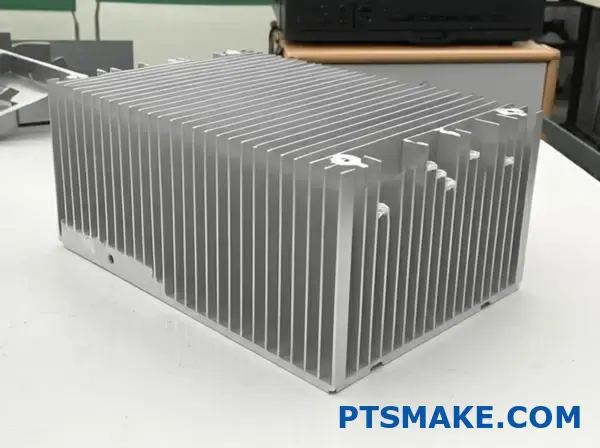
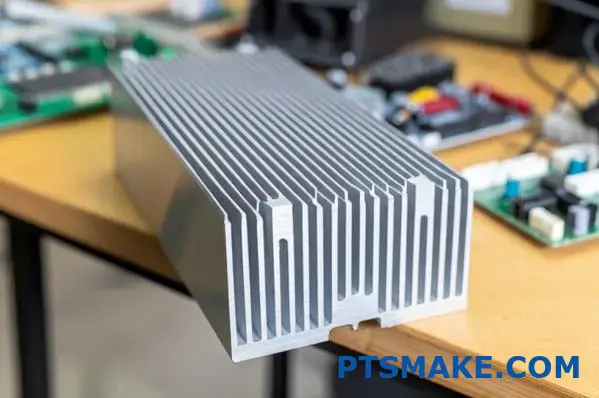
Oui, de nombreux dissipateurs thermiques sont extrudés, en particulier les dissipateurs thermiques en aluminium. Le processus d'extrusion force l'aluminium à travers une filière pour créer le profil du dissipateur thermique en une seule opération. Cette méthode de fabrication est populaire car elle offre un bon équilibre entre la rentabilité, les performances thermiques et la flexibilité de conception pour de nombreuses applications de refroidissement.
Principes de base de la fabrication des dissipateurs thermiques extrudés
L'extrusion est l'une des méthodes les plus courantes pour produire des dissipateurs thermiques, en particulier pour les applications qui ne nécessitent pas des performances de refroidissement extrêmement élevées. Au cours des années passées chez PTSMAKE, j'ai vu le processus d'extrusion devenir de plus en plus sophistiqué, mais les principes de base restent les mêmes.
Le processus d'extrusion expliqué
Le processus d'extrusion de l'aluminium commence par le chauffage des billettes d'aluminium à environ 800-925°F (427-496°C). À cette température, l'aluminium devient malléable mais pas fondu. La billette chauffée est ensuite introduite dans une filière spécialement conçue à l'aide d'une presse hydraulique qui peut exercer une pression considérable - souvent entre 100 et 15 000 tonnes en fonction de la complexité et de la taille du profilé.
Ce procédé est particulièrement utile pour la fabrication des dissipateurs thermiques, car la section transversale est formée simultanément lorsque l'aluminium passe dans la filière. Une fois extrudés, les profilés sont refroidis, redressés et coupés à la longueur souhaitée.
Avantages des dissipateurs thermiques en aluminium extrudé
Les dissipateurs thermiques extrudés offrent plusieurs avantages qui en font le choix privilégié pour de nombreuses applications de gestion thermique :
| Avantage | Description |
|---|---|
| Rapport coût-efficacité | Coûts d'outillage et de production réduits par rapport à d'autres méthodes |
| Flexibilité de la conception | Possibilité de créer des coupes transversales complexes en une seule opération |
| Bonne performance thermique | Convient à de nombreuses applications générales de refroidissement |
| Propriétés des matériaux | L'aluminium offre un excellent rapport entre la conductivité thermique et le poids. |
| Vitesse de production | Taux de production élevés pour les grands volumes |
Ayant supervisé la production de milliers de dissipateurs thermiques, je peux attester que l'avantage en termes de coût devient particulièrement significatif dans les grandes séries de production où le coût initial de la matrice est amorti sur de nombreuses unités.
Limites de l'extrusion pour la fabrication de dissipateurs thermiques
Malgré sa popularité, le processus d'extrusion présente des limites inhérentes dont les ingénieurs doivent être conscients lorsqu'ils conçoivent des solutions de refroidissement.
Contraintes physiques de l'extrusion
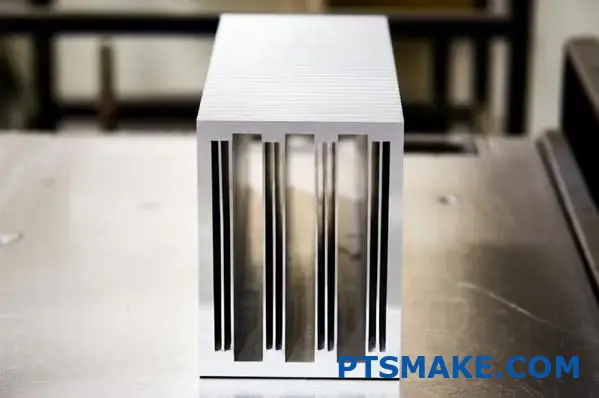
Le rapport hauteur/largeur1 Le rapport entre la hauteur et la largeur des ailettes est limité dans l'extrusion en raison de la physique de l'écoulement du métal dans la filière. En général, ce rapport ne peut pas dépasser 10:1, ce qui signifie que des ailettes très hautes et très fines sont difficiles à produire par la seule extrusion. En outre, il existe des exigences minimales en matière d'épaisseur - généralement autour de 1,5 mm - afin de garantir que l'aluminium s'écoule correctement à travers la filière sans provoquer de défauts.
Considérations sur les performances
Bien que les dissipateurs thermiques extrudés fonctionnent de manière adéquate dans de nombreuses applications, ils peuvent ne pas être suffisants pour les appareils électroniques à haute densité de puissance. Les limites imposées à la densité et à l'épaisseur des ailettes ont un impact direct sur la surface disponible pour la dissipation de la chaleur, qui est un facteur essentiel de la performance thermique.
Autres méthodes de fabrication des dissipateurs thermiques
Lorsque l'extrusion ne répond pas aux exigences de performance, plusieurs méthodes de fabrication alternatives entrent en jeu :
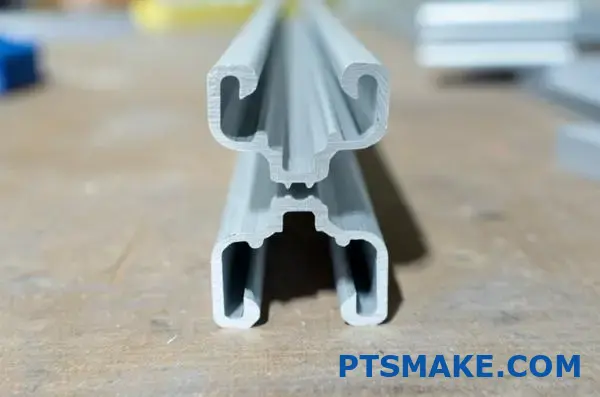
Dissipateurs de chaleur à écailles
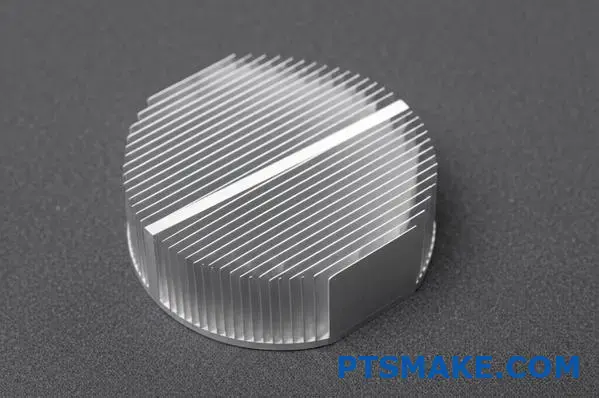
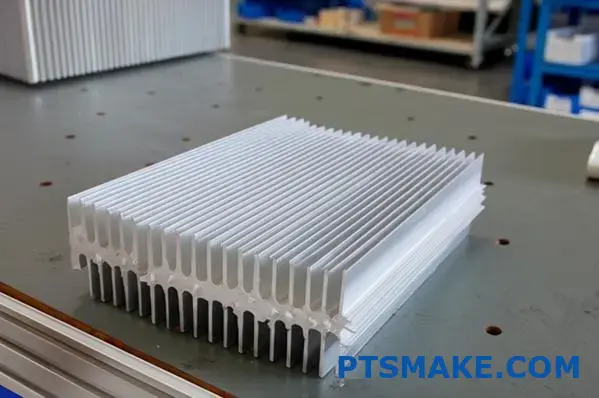
Le skiving consiste à découper des ailettes dans un bloc de métal solide (généralement du cuivre ou de l'aluminium). Ce procédé permet de créer des ailettes beaucoup plus fines et des densités d'ailettes plus élevées que l'extrusion, ce qui se traduit par une amélioration significative des performances thermiques. Chez PTSMAKE, nous recommandons souvent les dissipateurs thermiques à ailettes pour les applications nécessitant un refroidissement maximal dans un espace limité.
Dissipateurs thermiques moulés sous pression
Le moulage sous pression consiste à injecter du métal en fusion dans la cavité d'un moule. Cette méthode permet d'obtenir des géométries de base plus complexes que l'extrusion, mais ne permet généralement pas d'obtenir la même densité d'ailettes ou les mêmes rapports d'aspect. Le moulage sous pression est particulièrement utile lorsque la base du dissipateur thermique nécessite des caractéristiques complexes ou des dispositions de montage.

Dissipateurs thermiques à ailettes collées
Pour les applications nécessitant des performances extrêmement élevées, les dissipateurs thermiques à ailettes collées constituent une excellente solution. Cette méthode consiste à fixer des ailettes fabriquées individuellement sur une plaque de base, ce qui permet d'obtenir des densités d'ailettes très élevées et d'utiliser des matériaux différents pour la base et les ailettes si on le souhaite.
Choisir le bon processus de fabrication des dissipateurs thermiques
Le choix entre un dissipateur thermique extrudé et un autre type de dissipateur thermique nécessite la prise en compte de plusieurs facteurs :
| Facteur | Dissipateurs thermiques extrudés | Méthodes alternatives |
|---|---|---|
| Performance thermique | Bon pour les applications générales | Supérieure pour les applications à haute puissance |
| Coût | Plus bas, surtout en volume | Plus élevé, mais justifié par les performances |
| Complexité de la conception | Limité par les contraintes d'extrusion | Une plus grande flexibilité |
| Volume de production | Excellent pour les gros volumes | Certaines alternatives sont plus adaptées aux faibles volumes |
| Considérations relatives au poids | Léger | Souvent plus lourd en raison du matériau ou de la conception |
La décision se résume finalement à trouver un équilibre entre les exigences thermiques et les contraintes budgétaires. D'après mon expérience, de nombreux ingénieurs surspécifient initialement leurs solutions thermiques, ce qui entraîne des coûts inutiles. À l'inverse, d'autres sous-estiment leurs besoins en refroidissement, ce qui entraîne des problèmes de fiabilité.
Applications industrielles des dissipateurs thermiques extrudés
Les dissipateurs thermiques en aluminium extrudé trouvent leur place dans de nombreuses industries et applications :
- Électronique grand public (ordinateurs, équipement audio)
- Appareils d'éclairage à diodes électroluminescentes (LED)
- Alimentations et onduleurs
- Composants électroniques automobiles
- Équipements de télécommunications
- Systèmes de contrôle industriel
Pour ces applications, l'équilibre entre le coût, les performances et la fiabilité offert par les dissipateurs thermiques extrudés représente souvent la solution optimale.
L'aluminium extrudé peut-il être traité thermiquement ?
Vous est-il déjà arrivé de concevoir un projet en utilisant de l'aluminium extrudé et de vous demander s'il était possible d'améliorer sa résistance par un traitement thermique ? De nombreux ingénieurs sont confrontés à ce dilemme lorsqu'il s'agit de trouver un équilibre entre la commodité de l'extrusion et la nécessité d'améliorer les propriétés mécaniques. Une erreur dans ce domaine peut entraîner la défaillance d'un composant ou des coûts de fabrication inutiles.
Oui, l'aluminium extrudé peut être traité thermiquement, mais uniquement s'il appartient à des séries d'alliages pouvant être traités thermiquement (2xxx, 6xxx, 7xxx). Les alliages 6061 et 6063, couramment utilisés pour les extrusions, répondent particulièrement bien aux processus de traitement thermique tels que le traitement thermique en solution et le vieillissement, qui améliorent considérablement leurs propriétés de résistance tout en conservant les profils complexes obtenus lors de l'extrusion.

Comprendre le traitement thermique de l'aluminium extrudé
Le traitement thermique transforme la microstructure des alliages d'aluminium et améliore leurs propriétés mécaniques grâce à des cycles de chauffage et de refroidissement contrôlés. Ayant travaillé avec des extrusions d'aluminium pour diverses solutions de gestion thermique, j'ai pu constater de première main qu'un traitement thermique approprié peut faire ou défaire le succès d'un projet.
Alliages d'aluminium traitables à chaud et non traitables à chaud
Tous les alliages d'aluminium ne réagissent pas de la même manière au traitement thermique. La distinction dépend principalement de leur composition chimique :
| Série alliage | Traitée thermiquement ? | Applications courantes | Éléments d'alliage primaire |
|---|---|---|---|
| 1xxx (Pure) | Non | Conducteurs électriques, Équipement chimique | 99%+ Aluminium |
| 2xxx | Oui | Aérospatiale, Militaire | Cuivre |
| 3xxx | Non | Échangeurs de chaleur, ustensiles de cuisine | Manganèse |
| 4xxx | Partiellement | Baguettes de soudage, Automobile | Silicium |
| 5xxx | Non | Marine, Architecture | Magnésium |
| 6xxx | Oui | Extrusions, Dissipateurs de chaleur | Magnésium, Silicium |
| 7xxx | Oui | Structures d'aéronefs, Pièces soumises à de fortes contraintes | Zinc |
Les alliages de la série 6xxx sont particulièrement populaires pour l'extrusion car ils combinent une excellente extrudabilité avec une bonne réponse au traitement thermique. Chez PTSMAKE, nous travaillons fréquemment avec les alliages 6061 et 6063 pour les dissipateurs thermiques en aluminium extrudés sur mesure, car ils offrent un équilibre optimal entre la conductivité thermique et la résistance mécanique après traitement thermique.
Le processus de traitement thermique de l'aluminium extrudé
Le traitement thermique de l'aluminium extrudé comporte généralement trois étapes principales :
- Traitement thermique en solution: Chauffage de l'aluminium à environ 525°C (980°F) pour dissoudre les éléments d'alliage dans une solution solide.
- Trempe: Refroidissement rapide du matériau jusqu'à la température ambiante, généralement dans l'eau, pour créer une solution solide sursaturée.
- Vieillissement: Vieillissement naturel à température ambiante ou vieillissement artificiel à des températures élevées (typiquement 320-400°F ou 160-205°C) pour former des précipités de renforcement.
Ce processus améliore considérablement les propriétés mécaniques en créant des précipités microscopiques qui entravent le mouvement des dislocations dans la structure cristalline de l'aluminium.
Impact du traitement thermique sur les propriétés de l'aluminium extrudé
Le traitement thermique peut transformer radicalement les propriétés des profilés d'aluminium extrudés, doublant ou triplant souvent leur résistance par rapport à l'état tel qu'il est extrudé.
Améliorations mécaniques des biens
Par exemple, l'aluminium 6061 tel qu'il est extrudé (état T1) a une résistance à la traction typique d'environ 18-20 ksi (125-140 MPa). Après un traitement thermique approprié à la trempe T6, cette résistance passe à environ 42-45 ksi (290-310 MPa). Cette augmentation de la résistance s'accompagne de changements dimensionnels minimes, préservant les géométries complexes de la section transversale obtenues au cours du processus d'extrusion.
Considérations relatives à la conductivité thermique
Lors de la conception de dissipateurs thermiques en aluminium extrudé, la conductivité thermique est tout aussi importante que la résistance mécanique. Il est intéressant de noter que le traitement thermique a un effet relativement mineur sur la conductivité thermique par rapport à son impact sur la résistance. Pour l'aluminium 6063, la conductivité thermique ne diminue généralement que d'environ 5-10% après le traitement thermique jusqu'à l'état T6, ce qui permet de conserver d'excellentes capacités de dissipation de la chaleur.
Les défis du traitement thermique de l'aluminium extrudé
Si le traitement thermique offre des avantages considérables, il n'est pas sans poser de problèmes :
Distorsion et déformation
Les extrusions longues et fines avec des sections transversales complexes peuvent se déformer pendant la phase de trempe rapide du traitement thermique. Mon expérience de la conception de dissipateurs thermiques sur mesure m'a parfois amené à effectuer des opérations de redressage supplémentaires, voire à revoir la conception avec des épaisseurs de paroi plus uniformes afin de minimiser les déformations.
Propriétés inégales
Les sections plus épaisses se refroidissent plus lentement pendant la trempe que les sections plus fines, ce qui peut entraîner des variations des propriétés mécaniques dans une extrusion complexe. Pour les applications critiques, nous recommandons parfois de concevoir des extrusions avec des épaisseurs de paroi plus uniformes ou d'envisager un post-usinage à partir de plaques pour les pièces nécessitant des propriétés extrêmement constantes.

Compromis de résistance à la corrosion
Si le traitement thermique améliore la résistance, il peut parfois réduire la résistance à la corrosion, en particulier dans les environnements marins. Pour les applications où la solidité et la résistance à la corrosion sont essentielles, le choix de l'alliage devient particulièrement important. Parfois, un alliage légèrement moins résistant mais présentant de meilleures propriétés de corrosion peut s'avérer le meilleur choix pour une fiabilité à long terme.
Traitements thermiques courants pour les dissipateurs thermiques en aluminium extrudé
Pour les applications de gestion thermique telles que les dissipateurs de chaleur, plusieurs désignations de température sont couramment utilisées :
- T4: Traitement thermique et vieillissement naturel
- T5: Refroidis par extrusion et vieillis artificiellement
- T6: Traitement thermique de mise en solution et vieillissement artificiel (pour une résistance maximale)
La nuance T6 est souvent préférée pour les dissipateurs thermiques qui doivent résister aux contraintes mécaniques tout en conservant une stabilité dimensionnelle à des températures de fonctionnement élevées. La trempe T5 offre un bon compromis entre la résistance améliorée et le coût de fabrication lorsque la résistance ultime n'est pas requise.
Optimisation des dissipateurs thermiques en aluminium extrudé par traitement thermique
D'après mon expérience dans le développement de solutions de refroidissement pour diverses industries, la décision de traiter thermiquement les dissipateurs thermiques en aluminium extrudé dépend de plusieurs facteurs spécifiques à l'application :
- Plage de température de fonctionnement
- Contraintes mécaniques (forces de montage, vibrations)
- Contraintes de poids et d'espace
- Sensibilité aux coûts
- Volume de production
Pour les applications informatiques à haute performance où les dissipateurs thermiques peuvent être soumis à des contraintes mécaniques importantes dues à la pression de montage ou aux chocs et vibrations, les extrusions 6061-T6 traitées thermiquement offrent souvent le meilleur équilibre entre performances thermiques et fiabilité mécanique.
De quoi sont faits les dissipateurs extrudés ?
Vous est-il déjà arrivé de fixer un appareil fonctionnant à chaud et de vous demander ce qui l'empêchait de fondre ? Ou peut-être avez-vous déjà tenu un dissipateur thermique et vous êtes-vous demandé ce qui donnait à ce composant métallique léger son impressionnante capacité de refroidissement ? Le choix du bon matériau peut faire la différence entre des performances optimales et une défaillance thermique catastrophique.
Les dissipateurs extrudés sont principalement constitués d'alliages d'aluminium, les plus courants étant les alliages 6063 et 6061. Ces alliages offrent un excellent équilibre entre la conductivité thermique, la résistance mécanique et l'extrudabilité. L'aluminium est poussé sous pression à travers une filière pour créer la structure d'ailettes caractéristique du dissipateur, qui maximise la surface de dissipation de la chaleur.
Les principaux matériaux utilisés dans les dissipateurs extrudés
Ayant travaillé sur des solutions de gestion thermique pour diverses industries, j'ai pu constater de première main l'impact du choix des matériaux sur les performances des dissipateurs thermiques. Le choix du bon matériau est crucial pour équilibrer les besoins de dissipation de la chaleur et les contraintes de fabrication.
L'aluminium : Le porte-étendard
L'aluminium domine le marché des dissipateurs extrudés pour plusieurs raisons convaincantes. Avec une conductivité thermique d'environ 205-237 W/m-K (en fonction de l'alliage spécifique), l'aluminium transfère efficacement la chaleur loin des composants critiques. Ce qui rend l'aluminium particulièrement adapté à l'extrusion, c'est son excellente formabilité à des températures élevées.
Les alliages d'aluminium les plus couramment utilisés pour les dissipateurs extrudés sont les suivants :
| Alliage | Conductivité thermique (W/m-K) | Caractéristiques principales | Applications typiques |
|---|---|---|---|
| 6063 | 201-218 | Excellente extrudabilité, bonne finition de surface | Electronique grand public, éclairage LED |
| 6061 | 167-173 | Meilleure résistance, bonne usinabilité | Télécommunications, alimentation électrique |
| 6005 | 170-180 | Résistance accrue, extrudabilité modérée | Électronique industrielle, applications militaires |
Pourquoi l'aluminium 6063 domine les extrusions de dissipateurs thermiques
Au cours de mes années de travail sur les solutions thermiques chez PTSMAKE, j'ai constaté que l'aluminium 6063 est particulièrement populaire pour les dissipateurs thermiques extrudés. Sa teneur en magnésium et en silicium crée un équilibre parfait des propriétés :
- Extrusion supérieure: Se prête exceptionnellement bien à l'utilisation de matrices complexes.
- Excellente performance thermique: Conductivité thermique parmi les plus élevées de la série 6xxx
- Aspect attrayant: Bonne tenue aux traitements d'anodisation
- Résistance adéquate: Suffisant pour la plupart des applications thermiques
- Rapport coût-efficacité: Plus économique que les alliages plus performants
Cette combinaison fait du 6063 le choix par excellence pour environ 70% des dissipateurs extrudés que nous fabriquons.
Matériaux alternatifs pour applications spécialisées
Si l'aluminium domine, d'autres matériaux sont parfois utilisés pour des applications de dissipation thermique extrudées spécialisées :
Alliages de cuivre
Le cuivre offre une conductivité thermique supérieure (385-400 W/m-K) à celle de l'aluminium. Cependant, les extrusions de cuivre sont moins courantes en raison de :
- Coût des matériaux plus élevé (3 à 4 fois plus cher que l'aluminium)
- Poids plus élevé (le cuivre est environ 3 fois plus dense que l'aluminium)
- Processus d'extrusion plus difficile nécessitant des températures et des pressions plus élevées
Chez PTSMAKE, nous recommandons généralement les solutions à base de cuivre uniquement pour les applications thermiques les plus exigeantes, où l'avantage en termes de performances justifie le surcoût.

Composites aluminium-carbure de silicium (AlSiC)
Pour les applications spécialisées nécessitant coefficient de dilatation thermique2 Les composites à matrice métallique tels que l'AlSiC peuvent être utilisés pour les composants électroniques (en particulier dans l'électronique de puissance). Ces matériaux associent l'aluminium à des particules de carbure de silicium pour créer des composites aux propriétés adaptées. Toutefois, ils sont rarement extrudés et sont généralement produits par moulage ou par métallurgie des poudres.
Influence du processus de fabrication sur les propriétés des matériaux
Le processus d'extrusion lui-même affecte les propriétés finales des matériaux des dissipateurs thermiques. La compréhension de ces effets aide les ingénieurs à concevoir des solutions thermiques plus efficaces.
Structure et directionnalité des grains
Pendant l'extrusion, les grains d'aluminium s'allongent dans le sens de l'écoulement du matériau, ce qui crée une conductivité thermique anisotrope. D'après mon expérience, cela peut se traduire par des valeurs de conductivité thermique supérieures de 5-10% dans le sens de l'extrusion par rapport au sens transversal.
Pour les applications critiques, nous tenons compte de cette directionnalité lors de l'orientation des dissipateurs par rapport aux sources de chaleur et au flux d'air.
Possibilités de traitement thermique
La plupart des dissipateurs en aluminium subissent une forme de traitement thermique après l'extrusion afin d'améliorer leur résistance et leur stabilité :
- Tempérament T5: Vieillissement artificiel après extrusion pour une amélioration modérée de la résistance.
- Tempérament T6: Traitement thermique de mise en solution et vieillissement artificiel pour une résistance maximale
La différence de conductivité thermique entre ces traitements est minime (typiquement moins d'une réduction de 5% avec le traitement T6), tandis que les propriétés mécaniques peuvent être améliorées de manière significative.

Traitements de surface pour une meilleure performance
Les dissipateurs thermiques en aluminium brut subissent souvent des traitements de surface qui affectent à la fois les performances et l'apparence :
Anodisation
L'anodisation crée une couche d'oxyde contrôlée sur la surface de l'aluminium :
- Améliore la résistance à la corrosion
- Assure l'isolation électrique
- Permet la teinture en couleur
- Réduit légèrement la conductivité thermique (typiquement 1-3%)
Pour la plupart des applications, les avantages de l'anodisation en termes de protection l'emportent sur la réduction mineure des performances thermiques. Chez PTSMAKE, nous recommandons généralement l'anodisation noire pour les dissipateurs thermiques dans les applications visibles, car elle améliore également le transfert de chaleur par rayonnement grâce à une émissivité accrue.
Nickelage
Dans les environnements où la résistance à la corrosion est primordiale, on peut appliquer un placage de nickel. Cela crée une barrière qui protège le substrat d'aluminium mais s'accompagne d'une légère pénalité en termes de performances thermiques en raison de la conductivité thermique plus faible du placage.
Considérations relatives à la sélection des matériaux pour des applications spécifiques
Le choix du matériau optimal pour le dissipateur thermique dépend fortement des exigences de l'application. Dans le cadre de mes activités de conseil auprès des clients, je prends généralement en compte les éléments suivants :
Électronique grand public
Pour les appareils grand public dont le coût et le poids sont critiques, l'aluminium standard 6063 est généralement le meilleur choix. Le processus d'extrusion permet de produire à moindre coût des structures d'ailettes complexes qui maximisent le refroidissement dans des espaces compacts.
Éclairage LED
Les applications LED bénéficient souvent de l'aluminium 6063 avec anodisation noire. L'émissivité améliorée facilite le refroidissement par rayonnement, tandis que la formabilité du matériau permet de réaliser des extrusions circulaires ou de forme personnalisée qui s'intègrent directement dans la conception des appareils.
Électronique de puissance
Les applications à haute puissance peuvent justifier des matériaux plus coûteux comme le 6061-T6 ou même des solutions à base de cuivre. Le coût supplémentaire est compensé par une fiabilité accrue et la capacité de gérer des densités de puissance plus élevées dans les applications de convertisseurs et d'onduleurs.
Électronique automobile
Les environnements automobiles exigent une excellente résistance aux vibrations et aux cycles thermiques. Pour ces applications, nous recommandons souvent l'utilisation de l'aluminium 6061 avec des considérations de montage appropriées pour faire face aux conditions difficiles que l'on trouve sous le capot.
Analyse coûts-avantages des choix de matériaux
Lorsque je conseille mes clients sur le choix du matériau des dissipateurs, j'insiste toujours sur l'importance de prendre en compte le coût total du système plutôt que le seul prix du matériau. Un alliage d'aluminium légèrement plus cher qui permet d'obtenir de meilleures performances thermiques pourrait permettre de réduire les coûts :
- Taille réduite du dissipateur thermique
- Réduction des besoins en ventilateurs, voire refroidissement passif
- Prolongation de la durée de vie des composants grâce à des températures de fonctionnement plus basses
- Amélioration de la fiabilité des produits
Cette approche holistique garantit la solution la plus rentable pour l'application spécifique, plutôt que d'opter pour le matériau disponible le moins cher.
Comment traiter thermiquement les extrusions d'aluminium ?
Avez-vous déjà été confronté à des extrusions d'aluminium qui n'étaient pas assez résistantes pour votre application ? Ou vous êtes-vous demandé pourquoi certains composants en aluminium peuvent résister à de fortes contraintes alors que d'autres se déforment ou se cassent ? La différence réside souvent dans une étape de fabrication critique qui transforme l'aluminium ordinaire en quelque chose d'extraordinaire.
Le traitement thermique des extrusions d'aluminium comporte trois étapes : le traitement thermique par mise en solution (chauffage à environ 980°F), la trempe (refroidissement rapide dans l'eau) et le vieillissement (soit naturellement à température ambiante, soit artificiellement à 320-400°F). Ce processus améliore considérablement la résistance et la dureté des alliages d'aluminium pouvant être traités thermiquement, tels que les alliages 6061 et 6063, tout en conservant leurs formes extrudées.

La science du traitement thermique des extrusions d'aluminium
Le traitement thermique modifie fondamentalement l'aluminium au niveau microstructurel, transformant des profils extrudés relativement souples en composants aux propriétés mécaniques considérablement améliorées. J'ai supervisé d'innombrables opérations de traitement thermique et la transformation ne cesse de m'impressionner.
Comprendre le durcissement par précipitation
Le traitement thermique le plus courant pour les extrusions d'aluminium est la trempe par précipitation (également appelée trempe par vieillissement). Ce processus fonctionne parce que certains alliages d'aluminium contiennent des éléments comme le cuivre, le magnésium et le silicium qui ont une solubilité variable dans l'aluminium à différentes températures.
Pendant le traitement thermique en solution, ces éléments d'alliage se dissolvent dans la matrice d'aluminium. La trempe "bloque" ces éléments en place, créant une solution sursaturée instable. Au cours du vieillissement, ces éléments forment des précipités microscopiques qui bloquent le mouvement des dislocations dans la structure cristalline, ce qui renforce considérablement le matériau.

Alliages d'aluminium traitables à chaud et non traitables à chaud
Tous les alliages d'aluminium ne répondent pas au traitement thermique. Leur capacité dépend entièrement de leur composition chimique :
| Série alliage | Traitée thermiquement ? | Applications courantes de l'extrusion |
|---|---|---|
| 1xxx (Pure) | Non | Conducteurs électriques, garnitures décoratives |
| 2xxx | Oui | Composants aérospatiaux, applications à haute résistance |
| 3xxx | Non | Echangeurs de chaleur, applications architecturales |
| 4xxx | Partiellement | Baguettes de soudure (rarement extrudées) |
| 5xxx | Non | Applications marines, produits architecturaux |
| 6xxx | Oui | Composants structurels, dissipateurs de chaleur, profilés architecturaux |
| 7xxx | Oui | Structures aérospatiales, applications à haute performance |
Les alliages de la série 6xxx, en particulier les alliages 6061 et 6063, sont les piliers de l'industrie de l'extrusion de l'aluminium. Ces alliages contiennent du magnésium et du silicium, qui forment des précipités Mg₂Si renforçants lors du traitement thermique.
Le processus de traitement thermique étape par étape
Chez PTSMAKE, nous suivons un processus de traitement thermique soigneusement contrôlé pour les extrusions d'aluminium qui consiste en trois étapes critiques :
1. Traitement thermique de la solution
Cette première étape consiste à chauffer les extrusions d'aluminium à environ 525°C (980°F) et à les maintenir à cette température pendant une durée suffisante (généralement 1 à 2 heures, en fonction de l'épaisseur de la section). Cela permet de dissoudre les éléments d'alliage en solution solide dans la matrice d'aluminium.
Le contrôle de la température doit être précis : si elle est trop basse, tous les précipités ne se dissolvent pas ; si elle est trop élevée, l'aluminium peut fondre partiellement, ce qui entraîne des dommages irréversibles. C'est pourquoi les installations de traitement thermique professionnelles utilisent des fours contrôlés par ordinateur avec plusieurs points de contrôle de la température.
2. La trempe
Après le traitement thermique de mise en solution, les extrusions doivent être rapidement refroidies à température ambiante, généralement dans de l'eau. Cela permet de "geler" les éléments d'alliage en place, créant ainsi une solution solide sursaturée.
La trempe est peut-être l'étape la plus critique, car elle doit être suffisamment rapide pour empêcher les éléments d'alliage de former des précipités grossiers, ce qui réduirait le potentiel de renforcement. Pour les extrusions complexes, le processus de trempe doit être géré avec soin afin de minimiser les déformations.
D'après mon expérience, le problème le plus courant lors de la trempe est le gauchissement, en particulier pour les extrusions longues et à parois minces. Pour y remédier, nous utilisons parfois des montages pour maintenir la rectitude pendant la trempe ou effectuer des opérations de redressage après la trempe.
3. Vieillissement
L'étape finale est le vieillissement, qui se décline en deux variétés :
- Vieillissement naturel: Se produit à température ambiante pendant des jours ou des semaines
- Vieillissement artificiel: se déroule à des températures élevées (généralement 320-400°F ou 160-205°C) pendant plusieurs heures.
Le vieillissement artificiel accélère la formation de précipités de renforcement et produit généralement une résistance plus élevée que le vieillissement naturel. La durée et la température du vieillissement artificiel déterminent les propriétés finales - des températures plus élevées entraînent généralement un vieillissement plus rapide mais une résistance maximale potentiellement plus faible.
Pour les extrusions 6061, un cycle de vieillissement artificiel typique peut être de 8 heures à 177°C (350°F) pour atteindre la température T6. Cependant, les paramètres exacts varient en fonction de l'épaisseur de la section et des propriétés souhaitées.
Désignations des températures courantes pour les extrusions d'aluminium
Le processus de traitement thermique donne lieu à différentes désignations d'état qui indiquent l'état du matériau :
| Tempérer | Description | Propriétés typiques comparées à celles du produit tel qu'il est extrudé |
|---|---|---|
| F | Tel que fabriqué | Base (pas de propriétés contrôlées) |
| T1 | Refroidie par extrusion et vieillie naturellement | Augmentation modeste de la force |
| T4 | Traitement thermique et vieillissement naturel | Augmentation significative de la résistance, bonne formabilité |
| T5 | Refroidis par extrusion et vieillis artificiellement | Bonne résistance, procédé économique |
| T6 | Traitement thermique de mise en solution et vieillissement artificiel | Résistance et dureté maximales |
| T651 | T6 + soulagement du stress par l'étirement | Amélioration de la rectitude, réduction des contraintes internes |
T6 est l'état le plus courant pour les applications structurelles et de haute performance, car il offre la résistance la plus élevée. Pour l'aluminium 6061, le traitement thermique peut augmenter la limite d'élasticité d'environ 8 ksi (55 MPa) à l'état brut d'extrusion à environ 35 ksi (240 MPa) à l'état T6 - une amélioration remarquable.

Défis et considérations concernant le traitement thermique des extrusions d'aluminium
Si le traitement thermique offre des avantages considérables, il présente également plusieurs défis qui nécessitent une gestion minutieuse :
Contrôle de la distorsion
Les changements rapides de température pendant le traitement thermique peuvent provoquer des déformations, en particulier dans le cas de profils complexes ou asymétriques. Chez PTSMAKE, nous avons développé plusieurs stratégies pour minimiser les déformations :
- Utilisation de supports pendant le traitement thermique
- Concevoir des extrusions avec des épaisseurs de paroi uniformes dans la mesure du possible
- Incorporation d'opérations de redressage après le traitement thermique
- Application de la trempe T651 (étirement après traitement thermique) pour les exigences de rectitude critiques
Changements dimensionnels
Le traitement thermique peut entraîner de légères modifications dimensionnelles dans les extrusions d'aluminium. En général, les extrusions 6061 et 6063 augmentent d'environ 0,1-0,3% pendant le traitement thermique. Pour les applications de précision, nous tenons compte de cette croissance dans la conception ou nous effectuons les opérations d'usinage finales après le traitement thermique.
Considérations relatives à l'état de surface
Le traitement thermique de mise en solution et la trempe peuvent affecter l'aspect de la surface des extrusions d'aluminium. Un bon nettoyage avant le traitement thermique est essentiel pour éviter les taches. En outre, la température et la qualité de l'eau pendant la trempe peuvent avoir un impact significatif sur l'aspect final de la surface.
Pour les applications architecturales où l'aspect est essentiel, nous recommandons souvent l'anodisation après le traitement thermique afin d'obtenir une finition homogène et attrayante qui offre également une protection contre la corrosion.
Optimisation du traitement thermique pour des applications spécifiques
Des applications différentes nécessitent des approches différentes en matière de traitement thermique :
Composants structurels
Pour les applications structurelles, la priorité est généralement de maximiser la résistance. Le traitement thermique T6 complet offre la résistance la plus élevée et vaut généralement le coût de traitement supplémentaire pour les composants critiques en termes de sécurité.
Applications de gestion thermique
Pour dissipateur thermique en aluminium extrudé le choix du traitement thermique implique de trouver un équilibre entre les exigences mécaniques et la conductivité thermique. Bien que le traitement thermique réduise légèrement la conductivité thermique (d'environ 5-10%), les propriétés mécaniques améliorées l'emportent souvent sur cet inconvénient pour les applications nécessitant une résistance au montage ou un fonctionnement dans des environnements à fortes vibrations.
Applications sensibles aux coûts
Lorsque le coût est une préoccupation majeure, la trempe T5 (refroidissement à partir de l'extrusion suivi d'un vieillissement artificiel) offre un bon compromis. Il permet d'éviter les étapes de traitement thermique de mise en solution et de trempe tout en offrant une amélioration significative de la résistance par rapport à l'état tel qu'il est extrudé.
Contrôle de la qualité du traitement thermique de l'extrusion d'aluminium
La qualité constante du traitement thermique exige un contrôle et des essais rigoureux :
- Essai de dureté permet de vérifier rapidement l'efficacité du traitement thermique
- Essai de traction confirme que les propriétés mécaniques sont conformes aux spécifications
- Mesures de la conductivité électrique peut indirectement vérifier le traitement thermique approprié
- Examen métallographique révèle des caractéristiques microstructurales
Chez PTSMAKE, nous réalisons des audits réguliers de nos processus de traitement thermique afin de garantir la cohérence et la conformité avec des normes telles que AMS-H-6088 et ASTM B597.
L'avenir du traitement thermique de l'extrusion d'aluminium
La technologie du traitement thermique continue d'évoluer, avec plusieurs développements prometteurs :
- Modélisation informatique pour prédire les distorsions et optimiser la conception des fixations
- Fours à atmosphère contrôlée pour une meilleure qualité de surface
- Les désaltérants au-delà de l'eau avec des vitesses de refroidissement adaptées pour réduire les distorsions
- Techniques de vieillissement de précision pour des profils immobiliers personnalisés
Ces progrès permettent de traiter thermiquement des extrusions de plus en plus complexes avec un meilleur contrôle dimensionnel et des propriétés plus constantes.
Quel est le meilleur matériau pour un dissipateur thermique ?
Avez-vous déjà vu votre appareil ralentir ou s'éteindre à cause d'une surchauffe ? La frustration liée à l'étranglement thermique peut ruiner la productivité et les expériences de jeu. Choisir le mauvais matériau de dissipation thermique pour votre application, c'est comme apporter un couteau dans une fusillade - il ne supportera tout simplement pas la charge thermique lorsque vous en aurez le plus besoin.
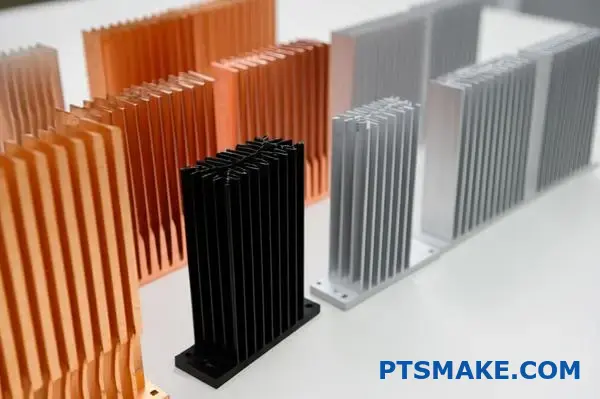
L'aluminium est généralement le meilleur matériau pour la plupart des dissipateurs thermiques, en particulier les dissipateurs thermiques en aluminium extrudé utilisant des alliages comme le 6063 et le 6061. Bien que le cuivre offre une conductivité thermique supérieure (environ 1,7 fois supérieure à celle de l'aluminium), l'aluminium offre un équilibre optimal entre les performances thermiques, le poids, la rentabilité et la polyvalence de fabrication pour la plupart des applications de refroidissement.
Comparaison des matériaux des dissipateurs thermiques : Faire le bon choix
Lors de l'évaluation des matériaux de dissipation thermique, plusieurs propriétés déterminent leur efficacité dans les applications de gestion thermique. J'ai travaillé avec d'innombrables solutions thermiques au fil des ans, et il est essentiel de comprendre ces propriétés fondamentales pour prendre des décisions éclairées.
Conductivité thermique : La base du transfert de chaleur
La conductivité thermique mesure la capacité d'un matériau à conduire la chaleur, exprimée en watts par mètre-Kelvin (W/m-K). Cette propriété est peut-être la plus importante pour la performance d'un dissipateur thermique :
| Matériau | Conductivité thermique (W/m-K) | Performance relative |
|---|---|---|
| Cuivre | 385-400 | Excellent (référence) |
| Aluminium | 167-237 (varie selon l'alliage) | Bon (40-60% de cuivre) |
| Alliage d'aluminium 6063 | 201-218 | Très bon pour l'aluminium |
| Alliage d'aluminium 6061 | 167-173 | Bon pour l'aluminium |
| Composites à base de fibres de carbone | 20-500 (en fonction de la direction) | Variable |
| Acier inoxydable | 12-45 | Pauvre |
Si le cuivre est clairement en tête pour la conductivité thermique brute, ce n'est qu'un facteur parmi d'autres dans l'équation complexe du choix du matériau des dissipateurs de chaleur.
Considérations relatives à la densité et au poids
La densité du matériau d'un dissipateur thermique a un impact direct sur le poids du produit final, ce qui peut être critique pour des applications telles que les ordinateurs portables, les appareils mobiles ou les composants aérospatiaux :
- Cuivre : ~8,96 g/cm³
- Aluminium : ~2,70 g/cm³
- Composites de carbone : ~1,5-2,0 g/cm³
À PTSMAKE, j'ai vu des projets où le passage du cuivre à l'aluminium a permis de réduire le poids du dissipateur thermique de plus de 65% tout en répondant aux exigences thermiques après optimisation de la conception. Cette réduction de poids peut être cruciale pour l'électronique portable et les applications où le poids total du système est important.
Considérations relatives au rapport coût-efficacité et à la fabrication
Le coût des matériaux a un impact significatif sur le prix du produit final. Le cuivre coûte généralement 3 à 4 fois plus cher que l'aluminium, ce qui le rend prohibitif pour de nombreuses applications de masse. Au-delà des coûts des matières premières, les processus de fabrication varient également en complexité et en coût en fonction du matériau :
- Aluminium: Excellente extrudabilité, facilité d'usinage et bonnes propriétés de moulage sous pression
- Cuivre: Plus difficile à extruder, nécessite plus d'énergie pour la fabrication et requiert souvent un traitement supplémentaire.
- Composites: Requièrent généralement des techniques de fabrication spécialisées

L'aluminium : Le support standard des dissipateurs thermiques extrudés
L'aluminium s'est imposé comme le matériau prédominant pour les dissipateurs thermiques extrudés, et ce pour plusieurs raisons convaincantes.
L'avantage de l'aluminium
Les alliages d'aluminium de la série 6000 (en particulier 6063 et 6061) offrent un excellent équilibre de propriétés qui les rendent idéaux pour les applications de dissipation thermique :
- Excellente extrudabilité: Crée des géométries d'ailerons complexes qui augmentent la surface de contact.
- Bonne conductivité thermique: Suffisant pour la plupart des applications
- Faible densité: Environ un tiers du poids du cuivre
- Résistance à la corrosion: Forme naturellement une couche d'oxyde protectrice
- Rapport coût-efficacité: Tant pour les matières premières que pour les coûts de transformation
- Options de finition de surface: Facilement anodisable pour améliorer l'apparence et la durabilité
Le processus d'extrusion permet de créer des sections transversales complexes dont le coût de production serait prohibitif par simple usinage. Cela confère aux dissipateurs thermiques en aluminium un avantage significatif dans le rapport crucial surface/volume qui détermine l'efficacité du refroidissement.
Sélection d'alliages d'aluminium pour les dissipateurs thermiques
Tous les alliages d'aluminium ne sont pas égaux en ce qui concerne les performances des dissipateurs thermiques :
| Alliage | Caractéristiques principales | Meilleures applications |
|---|---|---|
| 6063 | Conductivité thermique plus élevée, excellente extrudabilité, meilleure finition de surface | Electronique grand public, éclairage LED, refroidissement à usage général |
| 6061 | Plus grande résistance, bonne usinabilité, conductivité thermique légèrement inférieure | Dissipateurs thermiques structurels, environnements à fortes vibrations, automobile |
| 1050 | Très grande pureté (99,5% Al), excellente conductivité thermique, résistance moindre | Applications thermiques pures où la résistance n'est pas essentielle |
Le choix optimal dépend des exigences et des contraintes spécifiques de votre application.
Cuivre : Des performances supérieures à un prix élevé
Malgré la domination de l'aluminium, le cuivre reste le matériau de choix pour les applications de gestion thermique à haute performance où le coût et le poids sont des préoccupations secondaires.
Quand le cuivre prend tout son sens
Les dissipateurs thermiques en cuivre offrent des performances thermiques supérieures dans plusieurs cas de figure :
- Applications à flux thermique élevé: Lorsqu'il s'agit de sources de chaleur concentrées générant une énergie thermique importante dans une petite zone
- Conceptions à contraintes spatiales: Lorsque le volume disponible pour le dissipateur thermique est fortement limité
- Systèmes critiques en termes de performances: Lorsque la performance thermique est une priorité absolue par rapport au coût et au poids
- Chambres à vapeur et caloducs: La conductivité thermique supérieure du cuivre permet une diffusion efficace de la chaleur.

Les limites du cuivre
Malgré ses avantages thermiques, le cuivre présente des inconvénients importants qui limitent son adoption à grande échelle :
- Pénalité de poids: Les dissipateurs thermiques en cuivre sont environ trois fois plus lourds que les modèles équivalents en aluminium.
- Défis en matière de fabrication: Plus difficile à extruder et à usiner que l'aluminium
- Problèmes d'oxydation: Développe une patine au fil du temps qui peut avoir un impact sur les performances thermiques.
- Prime de coût: Nettement plus cher, tant pour les matières premières que pour la transformation.
D'après mon expérience chez PTSMAKE, nous réservons généralement les dissipateurs thermiques en cuivre à des applications spécialisées où les exigences de performance justifient le coût et le poids supplémentaires.
Matériaux hybrides et avancés : Le meilleur des deux mondes
La gestion thermique moderne utilise souvent des approches hybrides qui combinent différents matériaux afin d'optimiser les performances, le coût et le poids.
Hybrides aluminium-cuivre
Une approche efficace consiste à utiliser une base en aluminium pour la structure principale avec des inserts en cuivre aux points critiques de transfert de chaleur. Cela permet d'obtenir
- Des performances thermiques accrues là où c'est le plus important
- Poids total inférieur à celui d'une solution entièrement en cuivre
- Meilleur rapport coût-efficacité que le cuivre pur
- Optimisation ciblée des performances
Solutions avancées en matière de matériaux
Au-delà des métaux traditionnels, plusieurs matériaux avancés sont prometteurs pour les applications spécialisées de dissipation thermique :
- Carbure d'aluminium et de silicium (AlSiC): Composites à matrice métallique offrant des coefficients de dilatation thermique personnalisables pour une meilleure adéquation avec les semi-conducteurs
- Composites à base de fibres de carbone: Léger avec une conductivité thermique directionnelle potentiellement élevée
- Matériaux à base de graphite: Excellente conductivité thermique planaire pour la diffusion de la chaleur sur les surfaces
- Composites diamant-cuivre: Conductivité thermique extrêmement élevée pour les applications à très hautes performances
Ces matériaux ont généralement un prix élevé et sont réservés à des applications spécialisées ayant des exigences uniques.
Sélection des matériaux en fonction de l'application
Le matériau optimal pour le dissipateur thermique varie considérablement en fonction de l'application :
Électronique grand public
Pour les ordinateurs portables, les ordinateurs de bureau et les appareils grand public, l'aluminium extrudé (généralement 6063) domine en raison de son excellent équilibre :
- Performance thermique adéquate
- Caractéristiques de légèreté
- Rapport coût-efficacité
- Évolutivité de la production
Calcul à haute performance
Les systèmes de jeu, les stations de travail et les serveurs utilisent souvent :
- Aluminium pour les grands dissipateurs thermiques et les réseaux d'ailettes
- Socles en cuivre ou chambres à vapeur pour un contact direct entre le CPU et le GPU
- Conceptions hybrides qui optimisent l'utilisation des matériaux en fonction des exigences thermiques
Électronique industrielle
L'électronique de puissance, les onduleurs et les entraînements de moteur utilisent généralement :
- Aluminium extrudé (6061 ou 6063) pour la plupart des applications
- Cuivre pour les applications à haute densité de puissance
- AlSiC pour les applications nécessitant une adaptation de la dilatation thermique
Éclairage LED
L'industrie des diodes électroluminescentes (LED), en plein essor, s'appuie fortement sur les dissipateurs thermiques en aluminium :
- Les besoins thermiques sont modérés par rapport à l'informatique
- Le poids a un impact sur la conception et l'installation des appareils
- La sensibilité aux coûts est élevée sur les marchés concurrentiels de l'éclairage
- L'extrusion permet d'intégrer les caractéristiques optiques et de montage dans la conception.
Faire le bon choix de matériau
Lorsque je conseille mes clients sur le choix des matériaux des dissipateurs thermiques, je recommande une approche systématique :
- Définir les exigences thermiques: Température maximale des composants, conditions ambiantes et charge thermique
- Identifier les contraintes: Limitations d'espace, restrictions de poids et paramètres budgétaires
- Tenir compte des méthodes de fabrication: Extrusion, usinage, moulage sous pression ou fabrication additive
- Évaluer la performance totale du système: Pas seulement la conductivité thermique, mais l'efficacité globale de la solution thermique
- Prendre en compte les considérations relatives au cycle de vie: Exigences de fiabilité, environnement d'exploitation et durée de vie prévue
Cette approche structurée permet de s'assurer que le matériau sélectionné répond non seulement aux exigences thermiques, mais aussi aux contraintes pratiques de fabrication, de coût et d'application.
En fin de compte, si le cuivre offre une conductivité thermique supérieure sur le papier, les propriétés équilibrées de l'aluminium en font le meilleur matériau de dissipation thermique pour la grande majorité des applications. L'essentiel est de comprendre vos exigences et contraintes spécifiques afin de prendre une décision éclairée qui optimise les performances dans le cadre de vos limites pratiques.
Comment les performances des dissipateurs thermiques en aluminium extrudé se comparent-elles à celles des versions avec revêtement ?
Avez-vous déjà eu du mal à choisir entre des dissipateurs de chaleur extrudés et des dissipateurs de chaleur profilés pour vos besoins de gestion thermique ? Un mauvais choix peut entraîner une surchauffe des composants, une réduction de la durée de vie des produits ou des coûts inutiles dans vos conceptions. De nombreux ingénieurs sont confrontés à ce dilemme sans vraiment comprendre les différences de performances entre ces deux méthodes de fabrication.
Les dissipateurs thermiques en aluminium extrudé offrent généralement de bonnes performances thermiques à des coûts moindres, tandis que les versions profilées offrent une efficacité de refroidissement supérieure dans les applications à haute densité. Les dissipateurs extrudés sont limités par la densité des ailettes et les contraintes d'épaisseur (épaisseur minimale d'environ 1,5 mm, rapport hauteur/largeur de 10:1), alors que les dissipateurs à revêtement peuvent avoir des ailettes beaucoup plus fines (jusqu'à 0,2 mm) et une densité d'ailettes plus élevée pour une meilleure dissipation de la chaleur.
La différence de fabrication : Extrusion et écrémage
La compréhension des processus de fabrication de ces types de dissipateurs thermiques permet de mieux comprendre les différences de performances. Ayant travaillé avec les deux technologies pour diverses applications de refroidissement, je peux attester que la méthode de production a un impact significatif sur les performances thermiques finales.
Principes de base du procédé d'extrusion
L'extrusion de l'aluminium consiste à pousser des billettes d'aluminium chauffées (généralement en alliage 6063 ou 6061) à travers une filière pour créer un profil continu. Ce processus, réalisé à des températures d'environ 427-496°C, force l'aluminium à prendre la forme de l'ouverture de la filière.
Les principales limitations de l'extrusion ont une incidence directe sur les performances thermiques :
- Contraintes d'épaisseur des ailettes: Les limitations pratiques empêchent généralement les ailettes d'avoir une épaisseur inférieure à 1,5 mm.
- Limites du rapport d'aspect: Le rapport hauteur/largeur des ailettes ne peut généralement pas dépasser 10:1.
- Restrictions sur l'espacement des nageoires: L'espacement minimum entre les ailettes est limité par la résistance de la matrice et l'écoulement du métal.
Ces contraintes ont un impact direct sur la surface disponible pour la dissipation de la chaleur, qui est un facteur essentiel de l'efficacité du refroidissement.

La technologie du skiving expliquée
Le skiving adopte une approche fondamentalement différente. Ce processus utilise des outils de coupe de précision pour raser de fines ailettes d'un bloc de métal solide. Imaginez que vous épluchez une pomme en une seule spirale continue - l'écroûtage fonctionne de la même manière, mais avec une précision bien plus grande.
Le procédé d'écrémage présente plusieurs avantages :
- Palmes ultra-minces: Permet de réaliser des épaisseurs d'ailettes jusqu'à 0,2 mm
- Densité d'ailettes plus élevée: Possibilité de mettre beaucoup plus d'ailettes dans le même espace
- Meilleures options de matériaux: Fonctionne bien avec le cuivre et l'aluminium
- Plus grande surface: Crée beaucoup plus de surface par unité de volume
Le résultat est un dissipateur thermique avec une surface de refroidissement nettement plus importante, ce qui se traduit directement par une amélioration des performances thermiques.
Comparaison des performances thermiques
Lors de l'évaluation de l'efficacité des dissipateurs thermiques, plusieurs paramètres permettent de quantifier la différence entre les versions extrudées et dérivées :
| Facteur de performance | Aluminium extrudé | Aluminium écorcé | Avantage |
|---|---|---|---|
| Résistance thermique | 0,5-2,0°C/W (typique) | 0,2-0,8°C/W (typique) | Skived (40-60% inférieur) |
| Rapport de surface | Niveau de base | 2 à 3 fois plus élevé | Écrasé |
| Densité des ailerons | 5-10 ailettes par pouce | Jusqu'à plus de 30 ailettes par pouce | Écrasé |
| Utilisation des matériaux | Bon | Excellent | Écrasé |
La différence de résistance thermique est particulièrement importante : une résistance thermique plus faible signifie un transfert de chaleur plus efficace du composant vers l'air ambiant. Cela peut se traduire par des températures de composants plus froides ou par la capacité de dissiper plus de chaleur dans le même espace.
Tests de performance en conditions réelles
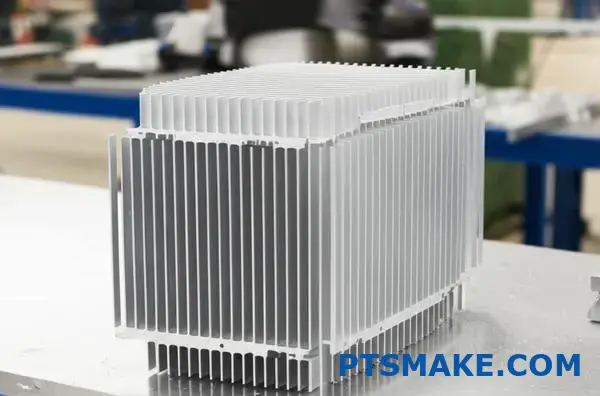
Dans les tests contrôlés que nous avons menés à PTSMAKE, un dissipateur thermique en aluminium profilé est généralement plus performant qu'une version extrudée de taille similaire de 30-50% dans les scénarios de convection naturelle. L'écart de performance se réduit quelque peu en cas de convection forcée (à l'aide de ventilateurs), mais les dissipateurs de chaleur écorcés conservent un avantage significatif.
Par exemple, lors d'un test avec une source de chaleur de 50W :
- Dissipateur thermique extrudé : Le composant a atteint 85°C
- Dissipateur thermique réduit (même encombrement) : Composant maintenu à 65°C
Cette différence de 20°C peut être critique pour la fiabilité et la performance des composants électroniques.
Analyse coûts-avantages
Malgré les avantages évidents des performances thermiques des dissipateurs de chaleur à patins, les considérations de coût sont souvent à l'origine des décisions prises dans le monde réel. Voici comment les deux options se comparent d'un point de vue économique :
Facteurs de coût de fabrication
Les dissipateurs thermiques en aluminium extrudé bénéficient des avantages suivants
- Coûts d'outillage réduits (les coûts des matrices varient de $1 000 à 10 000 en fonction de la complexité)
- Des vitesses de production plus élevées
- Réduction des déchets de matériaux
- Technologie de fabrication plus mature et plus largement disponible
Les dissipateurs de chaleur en forme d'écailles sont impliqués :
- Des équipements plus spécialisés
- Des taux de production plus faibles
- Exigences plus élevées en matière de précision
- Processus de fabrication plus complexe
En général, les dissipateurs extrudés peuvent coûter 40-60% moins cher que les versions skived comparables lorsqu'elles sont produites en volume. Cette différence de coût doit être mise en balance avec les avantages en termes de performances.

Quand chaque technologie a du sens
D'après l'expérience que j'ai acquise en aidant les clients à choisir la solution de refroidissement appropriée, je recommande :
Choisissez les dissipateurs thermiques en aluminium extrudé quand :
- Les contraintes budgétaires sont importantes
- Les exigences thermiques sont modérées
- Les volumes de production sont élevés
- L'application permet des dimensions de dissipateur thermique plus importantes
- La convection naturelle est suffisante
Choisissez les dissipateurs de chaleur Skived Quand :
- La performance thermique est essentielle
- Les contraintes d'espace sont étroites
- Les températures des composants doivent être réduites au minimum
- Les applications à haute densité de puissance nécessitent un refroidissement maximal
- Le poids doit être optimisé par rapport aux performances thermiques
Considérations spécifiques à l'application
Les différentes industries et applications ont des exigences uniques qui peuvent favoriser une technologie plutôt qu'une autre :
Électronique grand public
Pour les ordinateurs portables, les tablettes et les appareils mobiles, les contraintes d'espace font souvent des dissipateurs thermiques à encoche le meilleur choix, malgré des coûts plus élevés. Le profil fin et l'efficacité élevée du refroidissement permettent aux concepteurs de créer des appareils plus minces sans compromettre les performances.
Électronique de puissance
Pour les alimentations, les entraînements de moteur et l'électronique industrielle, les dissipateurs thermiques extrudés fournissent souvent un refroidissement suffisant à moindre coût. La possibilité de créer des profils d'extrusion personnalisés avec des caractéristiques de montage et des points d'intégration ajoute de la valeur au-delà de la performance thermique pure.
Éclairage LED
Les applications LED bénéficient généralement de dissipateurs thermiques en aluminium extrudé. Les charges thermiques modérées, combinées à la nécessité d'un refroidissement rentable sur des surfaces relativement grandes, sont autant d'atouts de l'extrusion. En outre, les extrusions peuvent incorporer des caractéristiques pour le montage de composants optiques et la fixation mécanique.
Télécommunications
Dans les équipements de télécommunications, où la fiabilité est primordiale et l'espace souvent limité, les dissipateurs de chaleur à patins fournissent la densité de refroidissement nécessaire. Le coût initial plus élevé est compensé par l'amélioration de la fiabilité et de la densité de l'équipement.
Approches hybrides et optimisation
Dans certains cas, la meilleure solution combine des éléments des deux technologies :
Optimisation de la base et des ailettes
Une approche courante consiste à utiliser une base extrudée avec des ailerons en forme d'écailles dans les zones critiques. Cette approche hybride :
- Réduction du coût global par rapport à des solutions entièrement dérivées
- Améliore le refroidissement là où il est le plus nécessaire
- Maintien de l'efficacité de la fabrication pour les caractéristiques moins critiques
Traitements de surface et améliorations
Les dissipateurs de chaleur extrudés et profilés peuvent tous deux bénéficier de cette technologie :
- Anodisation (améliore l'émissivité et la résistance à la corrosion)
- Usinage de la surface (améliore la planéité pour une meilleure interface thermique)
- Revêtements avancés (solutions spécialisées pour les environnements extrêmes)
Ces traitements peuvent réduire l'écart de performance entre les technologies dans des applications spécifiques.
Prendre la bonne décision pour votre demande
Lorsque j'aide mes clients à choisir entre un dissipateur thermique extrudé et un dissipateur thermique skived, je leur recommande de tenir compte de ces facteurs :
- Exigences thermiques: Calculer la charge thermique et l'élévation de température maximale admissible
- Contraintes spatiales: Déterminer le volume disponible pour la solution thermique
- Paramètres budgétaires: Comprendre les considérations relatives au coût initial et au coût du cycle de vie
- Volume de production: Examiner comment la quantité affecte l'économie de la fabrication
- Besoins de fiabilité: Évaluer les conséquences d'une défaillance de la gestion thermique
En évaluant méthodiquement ces facteurs, vous pouvez déterminer si les performances thermiques supérieures des dissipateurs thermiques à patins justifient leur coût plus élevé pour votre application spécifique.
Dans de nombreux cas, les dissipateurs thermiques en aluminium extrudé offrent la meilleure valeur pour des besoins de refroidissement modérés, tandis que les versions avec revêtement offrent des performances supérieures pour les défis de gestion thermique exigeants où l'espace et le poids sont des considérations primordiales.
Quels sont les avantages financiers des dissipateurs thermiques en aluminium extrudé ?
Avez-vous du mal à équilibrer votre budget avec des solutions de gestion thermique efficaces ? Lorsqu'il s'agit de refroidir des composants critiques, le choix entre différentes technologies de dissipation thermique peut faire la différence entre dépenser inutilement pour des solutions surdimensionnées ou risquer une défaillance thermique en raison d'un refroidissement inadéquat. La bonne décision peut avoir un impact significatif sur les coûts de votre projet et sur la fiabilité à long terme.
Les dissipateurs thermiques en aluminium extrudé offrent des avantages substantiels en termes de coûts grâce à un investissement initial en outillage plus faible, à une complexité de fabrication réduite et à un excellent rapport prix/performance. Le processus d'extrusion permet la production rentable de profils de refroidissement complexes en une seule opération, éliminant ainsi l'usinage secondaire coûteux tout en maintenant de bonnes performances thermiques grâce à l'excellent rapport poids/conductivité thermique de l'aluminium.

L'économie de la fabrication de dissipateurs thermiques en aluminium extrudé
Le processus d'extrusion représente l'une des méthodes les plus économiques pour produire des solutions de gestion thermique efficaces. Ayant travaillé avec diverses technologies de refroidissement tout au long de ma carrière, j'ai toujours constaté que les dissipateurs thermiques en aluminium extrudé offraient une valeur exceptionnelle dans diverses applications.
Processus de production rentable
L'extrusion de l'aluminium consiste à pousser des billettes d'aluminium chauffées à travers une filière pour créer le profil du dissipateur thermique. Cette méthode de fabrication simple offre plusieurs avantages économiques :
| Facteur de coût | Avantage de l'aluminium extrudé | Comparaison avec d'autres méthodes |
|---|---|---|
| Investissement dans l'outillage | Coûts initiaux des matrices moins élevés | 30-50% inférieur aux moules de coulée sous pression |
| Vitesse de production | Débits élevés | 2 à 3 fois plus rapide que les dissipateurs thermiques usinés |
| Utilisation des matériaux | Un minimum de déchets | Efficacité matérielle 80-90% vs. 30-50% pour l'usinage |
| Opérations secondaires | Souvent éliminés | Réduction significative des coûts de main-d'œuvre et d'usinage |
| Consommation d'énergie | Réduction de l'énergie de transformation | Requiert moins d'énergie que le moulage ou l'usinage |
Concrètement, cela se traduit par des économies significatives. Par exemple, lors du développement de solutions de refroidissement pour une application d'électronique de puissance d'un client, le passage de dissipateurs thermiques usinés à des dissipateurs extrudés a permis de réduire les coûts unitaires d'environ 40% tout en maintenant les performances thermiques dans les limites des paramètres de conception.
Optimisation du coût des matériaux
Les propriétés intrinsèques de l'aluminium contribuent de manière significative à la rentabilité des dissipateurs thermiques extrudés :
- Coût des matières premières: L'aluminium est nettement plus abordable que le cuivre (le deuxième matériau de dissipation thermique le plus courant).
- Poids Efficacité: La faible densité de l'aluminium (environ un tiers de celle du cuivre) réduit les coûts d'expédition et de manutention.
- Recyclabilité: La valeur élevée du recyclage permet de compenser l'investissement initial en matériaux
- Flexibilité de l'alliage: Les différents alliages d'aluminium (en particulier 6063 et 6061) offrent des rapports coût/performance différents.
Le choix du matériau peut à lui seul représenter une réduction de coût de 50-70% par rapport aux alternatives en cuivre, avant même de prendre en compte les avantages liés à la fabrication.
Analyse comparative des coûts : Extrusion vs. autres méthodes de fabrication
Pour apprécier pleinement les avantages en termes de coûts des dissipateurs thermiques en aluminium extrudé, il est utile de les comparer directement à d'autres méthodes de fabrication courantes.
Extrusion ou usinage
| Élément de coût | Dissipateurs thermiques extrudés | Dissipateurs thermiques usinés |
|---|---|---|
| Matières premières | Plus bas (utilise le formage en forme de filet) | Plus élevé (gaspillage important de matériaux) |
| Coûts de main-d'œuvre | Plus bas (processus automatisé) | Plus élevé (opérations d'usinage multiples) |
| Taux de production | Plus élevé (processus continu) | Inférieur (opérations discrètes) |
| Coûts d'outillage | Coût unique modéré de la matrice | Coûts d'outillage moins élevés au départ, mais plus élevés en cours d'utilisation |
| Quantité minimale de commande | Plus élevé (typiquement 100+ unités) | Plus faible (peut être économique pour les petites quantités) |
Pour les volumes moyens à élevés, l'extrusion permet généralement de réaliser des économies de 30-60% par rapport à l'usinage, en fonction de la complexité de la conception et de la quantité produite.
Extrusion et moulage sous pression
| Facteur | Aluminium extrudé | Aluminium moulé sous pression |
|---|---|---|
| Investissement initial | Coût inférieur de la matrice | Augmentation des coûts des moules et de l'équipement |
| Vitesse de production | Très élevé pour les profils simples | Modéré (limité par les cycles de refroidissement) |
| Complexité de la conception | Limité à des coupes transversales cohérentes | Supérieure pour les géométries 3D complexes |
| Finition de la surface | Excellent | Nécessite un post-traitement |
| Propriétés des matériaux | Meilleure conductivité thermique | Souvent inférieur en raison de la porosité |
Si le moulage sous pression présente des avantages pour les géométries complexes, le processus d'extrusion permet généralement de réaliser des économies pour les conceptions appropriées, en particulier celles qui présentent des sections transversales cohérentes.
Dissipateurs thermiques extrudés ou profilés
Les dissipateurs thermiques à ailettes, qui sont créés en découpant avec précision des ailettes dans des blocs de métal massif, offrent des performances thermiques supérieures grâce à une plus grande densité d'ailettes, mais à un coût nettement plus élevé :
| Aspect | Dissipateurs thermiques extrudés | Dissipateurs de chaleur à écailles |
|---|---|---|
| Coût de fabrication | Plus bas (processus simple) | Plus élevé (équipement spécialisé) |
| Efficacité des matériaux | Bon | Excellent |
| Performance thermique | Bon | Supérieure (densité d'ailettes plus élevée) |
| Vitesse de production | Plus élevé | Plus faible (processus plus complexe) |
| Épaisseur minimale des ailettes | Limité (typiquement ≥1,5mm) | Peut être beaucoup plus fin (≥0,2 mm) |
D'après mon expérience à PTSMAKE, les dissipateurs extrudés coûtent généralement 40-60% de moins que les versions skived comparables, ce qui en fait le choix préféré pour les applications ne nécessitant pas de performances thermiques extrêmes.
Économie d'échelle et avantages de la production en volume
L'un des avantages les plus convaincants en termes de coûts des dissipateurs thermiques en aluminium extrudé apparaît à grande échelle. L'économie s'améliore considérablement à mesure que les volumes de production augmentent.
Amortissement du coût de l'outillage
L'investissement initial dans la filière d'extrusion (généralement compris entre $1 000 et 20 000 selon la complexité) peut être amorti sur de grandes séries de production. A titre d'exemple :
- À 1 000 unités : Le coût de la matrice pourrait représenter $10-20 par unité.
- À 10 000 unités : Le coût de la matrice tombe à $1-2 par unité.
- À partir de 100 000 unités : Le coût de la matrice devient presque négligeable par unité
Cette situation contraste fortement avec celle des dissipateurs thermiques usinés, pour lesquels le coût d'usinage par unité reste relativement constant, quel que soit le volume.
Possibilités de normalisation
La standardisation constitue un autre avantage en termes de coûts. De nombreuses applications peuvent utiliser des profils d'extrusion standard, ce qui permet d'éliminer totalement les coûts d'outillage personnalisés. Chez PTSMAKE, nous disposons d'une bibliothèque de profils de dissipateurs thermiques standard que les clients peuvent utiliser pour éviter les frais d'outillage personnalisés tout en obtenant d'excellentes performances thermiques.
Flexibilité de conception dans le respect des contraintes de coût
Les dissipateurs thermiques en aluminium extrudé offrent un équilibre remarquable entre la flexibilité de la conception et le contrôle des coûts :
Caractéristiques intégrées
Le processus d'extrusion permet d'incorporer des caractéristiques fonctionnelles qui nécessiteraient des opérations secondaires coûteuses avec d'autres méthodes de fabrication :
- Dispositions de montage (rainures en T, queues d'aronde, caractéristiques d'encliquetage)
- Surfaces d'interface (planéité de précision là où c'est nécessaire)
- Éléments structurels (nervures de raidissement, caractéristiques d'emboîtement)
- Zones thermiques multiples (densité de nageoires variable selon les régions)
Ces caractéristiques intégrées éliminent les opérations d'usinage secondaires, ce qui réduit encore les coûts globaux. Pour un client du secteur des télécommunications, nous avons conçu une extrusion qui intégrait les caractéristiques de montage directement dans le profilé, ce qui a permis d'éliminer quatre opérations de perçage et de réduire les coûts d'assemblage d'environ 15%.
Personnalisation et coût
Si les filières d'extrusion sur mesure ont un coût initial, elles permettent des conceptions hautement optimisées qui peuvent offrir un meilleur rapport performance/coût que les solutions génériques. La clé est de trouver le bon équilibre :
- Pour les produits à fort volume, les extrusions sur mesure offrent presque toujours la meilleure rentabilité à long terme.
- Pour les volumes moyens, les profils standard modifiés (extrusions standard avec un minimum d'usinage) représentent souvent l'équilibre optimal
- Pour les faibles volumes ou les prototypes, les profils standard avec des méthodes de fixation mécanique peuvent être les plus économiques.
Considérations sur les coûts du cycle de vie
Au-delà des coûts de fabrication initiaux, les dissipateurs thermiques en aluminium extrudé offrent plusieurs avantages économiques tout au long de leur cycle de vie :
- Durabilité: La résistance à la corrosion de l'aluminium prolonge la durée de vie des produits dans de nombreux environnements.
- Fonctionnement sans entretien: Pas de pièces mobiles ni de dégradation au fil du temps
- Recyclabilité: Valeur élevée en fin de vie et avantages pour l'environnement
- Réduction du poids: Dans les applications de transport, la légèreté de l'aluminium permet de réaliser des économies de carburant ou d'énergie.
Lors de l'évaluation du coût total de possession, ces facteurs peuvent rendre les dissipateurs thermiques en aluminium extrudé encore plus intéressants d'un point de vue économique, en particulier pour les produits à long cycle de vie.
Avantages économiques spécifiques à l'application
Différentes industries et applications tirent des avantages économiques uniques des dissipateurs thermiques en aluminium extrudé :
Éclairage LED
Sur le marché concurrentiel de l'éclairage à LED, les dissipateurs thermiques extrudés offrent.. :
- Gestion thermique à faible coût pour les produits de consommation sensibles au prix
- Caractéristiques de montage intégrées pour les composants optiques
- Capacité à servir d'éléments thermiques et structurels
- Options esthétiques grâce à l'anodisation et aux traitements de surface
La rentabilité des dissipateurs thermiques extrudés a été un facteur clé de l'accessibilité de la technologie d'éclairage LED.
Électronique de puissance
Pour les alimentations, les onduleurs et l'électronique industrielle :
- Refroidissement rentable pour des densités de puissance modérées
- Modèles évolutifs pouvant être coupés à différentes longueurs à partir de la même extrusion
- Intégration avec les systèmes d'enceinte
- Bonne performance dans les applications à convection naturelle, ce qui permet d'éliminer les coûts de ventilation.
Électronique grand public
Dans le domaine de l'informatique et des appareils grand public :
- Des solutions thermiques abordables pour des marchés compétitifs
- Réduction du poids des produits portables
- Flexibilité de conception pour une intégration esthétique
- Bon équilibre entre coût et performance pour les charges thermiques modérées
Faire des choix de matériaux rentables
Le choix d'un alliage d'aluminium spécifique a une incidence sur le coût et les performances :
- Aluminium 6063: Offre une excellente extrudabilité, une bonne performance thermique et un coût réduit.
- Aluminium 6061: Offre une plus grande résistance avec une conductivité thermique légèrement inférieure et un coût modérément plus élevé.
- Aluminium 6005A: équilibre les propriétés mécaniques et la qualité d'extrusion à un prix compétitif
Pour la plupart des applications de dissipation thermique, l'alliage 6063 représente l'équilibre optimal entre le coût, les performances thermiques et les propriétés de fabrication. C'est pourquoi il s'agit de l'alliage le plus souvent recommandé par PTSMAKE pour les solutions de gestion thermique.
Conclusion : Équilibrer les coûts et les performances
La décision d'utiliser des dissipateurs thermiques en aluminium extrudé revient en fin de compte à trouver l'équilibre optimal entre les performances thermiques et le coût. En aidant mes clients à développer des solutions de gestion thermique, j'ai constaté que les dissipateurs thermiques en aluminium extrudé représentent la meilleure valeur pour environ 70-80% des applications.
Pour les demandes thermiques extrêmes ou les conceptions très limitées dans l'espace, des technologies plus coûteuses telles que les solutions à skived ou à chambre de vapeur peuvent être justifiées. Cependant, pour la grande majorité des besoins de refroidissement, les coûts des dissipateurs thermiques en aluminium extrudé en font un choix économiquement judicieux.
En comprenant à la fois les capacités et les limites des dissipateurs thermiques en aluminium extrudé, les ingénieurs peuvent prendre des décisions éclairées qui optimisent à la fois les performances thermiques et l'économie du projet - en fournissant des solutions qui maintiennent les composants au frais sans surchauffer les budgets.
Les dissipateurs thermiques en aluminium extrudé peuvent-ils être personnalisés pour des conceptions complexes ?
Avez-vous déjà eu du mal à trouver un dissipateur thermique qui s'adapte parfaitement à votre conception électronique unique ? Ou peut-être vous êtes-vous demandé si ces solutions de refroidissement standard, prêtes à l'emploi, ne limitaient pas le potentiel de votre produit ? De nombreux ingénieurs sont confrontés à ce dilemme lorsque les composants standard ne correspondent pas à leur vision de conceptions innovantes et peu encombrantes.
Oui, les dissipateurs thermiques en aluminium extrudé peuvent être largement personnalisés pour des conceptions complexes. Le processus d'extrusion permet d'obtenir des profils de section sophistiqués qui peuvent inclure diverses géométries d'ailettes, des caractéristiques de montage et des éléments structurels, le tout en une seule pièce. Bien qu'il existe certaines contraintes de fabrication concernant l'épaisseur des ailettes, les rapports d'aspect et les contre-dépouilles, la technologie d'extrusion moderne offre une flexibilité de conception remarquable.
Comprendre le potentiel de personnalisation des dissipateurs thermiques en aluminium extrudé
La possibilité de personnaliser les dissipateurs thermiques en aluminium extrudé offre des avantages considérables aux ingénieurs et aux concepteurs de produits. Ayant travaillé sur de nombreux projets de gestion thermique, j'ai vu de mes propres yeux comment le bon dissipateur thermique personnalisé peut transformer un problème de refroidissement difficile en une solution élégante.
Le procédé d'extrusion et sa souplesse de conception
L'extrusion de l'aluminium est un processus de fabrication dans lequel des billettes d'aluminium chauffées sont forcées à travers une filière de forme pour créer un profil continu avec une section transversale cohérente. Ce procédé permet une grande souplesse de conception dans le respect de certains paramètres :
| Aspect de la conception | Potentiel de personnalisation | Limites |
|---|---|---|
| Configuration des ailerons | Hauteur, épaisseur et espacement variables | Épaisseur minimale ~1,5 mm, limites du rapport d'aspect |
| Conception de la base | Épaisseur, largeur, caractéristiques de montage | Exigence d'une section transversale uniforme |
| Caractéristiques intégrées | Trous de montage, fentes, queues d'aronde | Pas de contre-dépouille perpendiculaire au sens d'extrusion |
| Surface | Optimisé pour des charges thermiques spécifiques | Limité par les contraintes d'extrusion |
| Longueur | Entièrement personnalisable | Limité par l'équipement d'extrusion (typiquement 20+ pieds) |

La filière d'extrusion elle-même représente le cœur du potentiel de personnalisation. Ces outils de précision peuvent être conçus pour créer des profils remarquablement complexes dont le coût d'usinage à partir de matériaux solides serait prohibitif. Chez PTSMAKE, nous avons développé des centaines de profils de dissipateurs thermiques personnalisés pour des applications allant de l'électronique de puissance aux systèmes d'éclairage à LED.
Personnalisation au-delà des exigences thermiques de base
Les dissipateurs thermiques extrudés modernes vont bien au-delà de la simple fonctionnalité thermique. Des profils personnalisés peuvent être intégrés :
- Systèmes de montage: Rainures en T, queues d'aronde, dispositifs d'encliquetage et préparations de trous filetés
- Éléments structurels: Nervures de renforcement, points de fixation et caractéristiques d'intégration du boîtier
- Dispositions relatives à l'interface: Surfaces de précision pour le montage de composants, canaux de matériaux d'interface thermique
- Conception multifonctionnelle: Combinaison de la gestion thermique et des fonctions structurelles ou d'enceinte
Cette capacité d'intégration élimine souvent le besoin de composants secondaires, réduisant ainsi le coût global du système et sa complexité. Par exemple, j'ai récemment travaillé avec un client pour développer une solution d'éclairage LED dans laquelle le dissipateur thermique extrudé servait également d'élément structurel principal pour l'ensemble du luminaire, éliminant ainsi de multiples supports et fixations.
Contraintes de fabrication et solutions créatives
Si l'extrusion offre un vaste potentiel de personnalisation, la compréhension de ses limites inhérentes est cruciale pour une conception réussie.
Contraintes liées à la conception de l'extrusion
Les réalités physiques du passage forcé de l'aluminium dans une filière créent plusieurs limites de conception :
- Taille minimale de l'objet: En général, les ailettes ne peuvent pas être plus fines qu'environ 1,5 mm en raison des contraintes liées à l'écoulement du métal.
- Limites du rapport d'aspect: Généralement limité à un rapport hauteur/largeur de 10:1 pour les ailettes
- Section uniforme: Le profilé doit conserver la même section transversale sur toute sa longueur.
- Pas de contre-dépouilles: Les fonctions ne peuvent pas créer d'ombres ou de contre-dépouilles perpendiculaires à la direction d'extrusion.
Surmonter les limites grâce aux approches hybrides
Les ingénieurs créatifs trouvent des moyens de contourner ces contraintes grâce à des méthodes de fabrication hybrides :
- Usinage post-extrusion: Ajout de caractéristiques telles que des trous filetés, des découpes non uniformes ou des hauteurs variables
- Assemblages multi-pièces: Combinaison de plusieurs extrusions pour créer des géométries plus complexes
- Opérations secondaires: Ajout de composants pressés, d'inserts ou d'éléments soudés
- Alternative Fin Creation: Utilisation de technologies telles que le skiving ou les ailerons pliés dans les zones critiques
Par exemple, nous avons récemment développé une solution de refroidissement pour un client du secteur des télécommunications qui combinait une base extrudée avec des ailettes profilées dans les zones à forte chaleur, fournissant un refroidissement maximal exactement là où c'était nécessaire tout en conservant un bon rapport coût-efficacité dans le reste de la conception.
Personnalisation pour des applications spécifiques
Les différentes applications exigent des approches de personnalisation uniques pour équilibrer les performances thermiques, les exigences mécaniques et les contraintes économiques.
Optimisation des performances thermiques
Les extrusions personnalisées permettent aux ingénieurs thermiciens d'optimiser le refroidissement en fonction de la charge thermique et des conditions de circulation d'air de l'application :
- Espacement variable des ailettes: Création d'ailettes denses dans les zones à forte chaleur, espacement plus large ailleurs
- Pin Fin Designs: Pour les applications de flux d'air omnidirectionnel
- Ailerons angulaires: Optimisation pour des directions de flux d'air spécifiques
- Hauteurs décalées: Maximiser les turbulences pour un meilleur transfert de chaleur
Le dynamique des fluides numérique3 Les simulations que nous effectuons avant de finaliser les conceptions révèlent souvent que des profils personnalisés bien conçus peuvent surpasser les solutions génériques de 15-30% en termes d'efficacité thermique, même avec la même quantité d'aluminium.
Intégration mécanique Personnalisation
Au-delà des considérations thermiques, les dissipateurs de chaleur extrudés sur mesure excellent dans l'intégration mécanique :
- Montage direct des composants: Création de surfaces de précision et de dispositifs de montage pour une fixation directe
- Intégration des boîtiers: Conception de profilés qui servent à la fois de solution thermique et d'élément structurel
- Optimisation de l'assemblage: Incorporer des caractéristiques qui réduisent le temps et la complexité de l'assemblage
- Gestion de la dilatation thermique: Concevoir des systèmes de montage qui s'adaptent à la dilatation différentielle
Exemples de personnalisation spécifiques à l'industrie
Différentes industries utilisent la personnalisation de l'extrusion de manière unique :
Éclairage LED
- Profils circulaires ou polygonaux complexes adaptés à la conception des luminaires
- Montage intégré de composants optiques
- Éléments décoratifs extérieurs pour applications visibles
- Surface maximisée dans des conceptions compactes
Électronique de puissance
- Réseaux d'ailettes à haute densité dans les zones à haute température
- Dispositions pour le montage de plusieurs dispositifs d'alimentation
- Caractéristiques d'intégration des barres de bus et des connecteurs
- Montage d'isolation pour les applications haute tension
Électronique grand public
- Conceptions à profil bas pour les produits à encombrement réduit
- Considérations esthétiques pour les composants visibles
- Intégration dans les assemblages moulés par injection
- Optimisation du poids des appareils portables
L'économie des dissipateurs thermiques extrudés sur mesure
Comprendre les implications financières de la personnalisation aide les ingénieurs à prendre des décisions éclairées sur les cas où les conceptions personnalisées ont un sens économique.
Investissement dans l'outillage et considérations relatives au volume
Les filières d'extrusion sur mesure impliquent généralement un investissement initial :
- Profils simples : $1 000-5 000 pour l'outillage
- Profils complexes : $5 000-15 000 pour l'outillage
- Conceptions multiport de précision : $15 000-25 000 pour l'outillage
Cet investissement initial fait des extrusions sur mesure la solution la plus économique :
- Volumes de production moyens à élevés
- Produits à long cycle de vie
- Applications où les avantages en termes de performances justifient les coûts d'outillage
Pour les petits volumes, les profils standard modifiés constituent souvent une alternative économique aux conceptions entièrement personnalisées. Chez PTSMAKE, nous disposons d'une bibliothèque de centaines de profils standard qui peuvent souvent être adaptés avec un minimum d'opérations secondaires.
Analyse de la valeur des solutions personnalisées
Lors de l'évaluation de l'aspect économique des dissipateurs thermiques extrudés sur mesure, il convient de tenir compte des facteurs suivants :
- Consolidation des composantes: Élimination des supports de montage, des cadres ou des fixations séparés
- Réduction du temps d'assemblage: Les fonctions intégrées peuvent réduire considérablement le travail d'assemblage
- Amélioration des performances: Une meilleure efficacité thermique peut permettre de réduire la taille globale ou d'éliminer les ventilateurs.
- Optimisation des matériaux: Les conceptions personnalisées utilisent souvent l'aluminium de manière plus efficace
Dans un projet récent pour une application électronique automobile, l'investissement initial en outillage de $12 000 pour un profilé personnalisé a été récupéré en seulement quatre mois de production grâce à l'élimination des opérations d'usinage multiples et des composants de montage séparés.
Processus de collaboration en matière de conception pour les extrusions sur mesure
Le développement de dissipateurs thermiques extrudés sur mesure efficaces nécessite une étroite collaboration entre les ingénieurs thermiciens, les concepteurs mécaniques et les spécialistes de la fabrication.
Considérations initiales sur la conception
Lorsque l'on aborde la conception d'un dissipateur thermique personnalisé, plusieurs facteurs guident le concept initial :
- Exigences thermiques: Charge thermique, températures maximales des composants, conditions ambiantes
- Contraintes mécaniques: Espace disponible, interfaces de montage, limites de poids
- Considérations relatives à la fabrication: Limites de l'extrusion, opérations secondaires, méthodes d'assemblage
- Facteurs économiques: Volume de production, cycle de vie, contraintes budgétaires
Les conceptions les plus réussies équilibrent ces facteurs plutôt que d'optimiser un seul aspect.
Simulation et prototypage
Avant de s'engager dans l'achat d'un outil d'extrusion, il est essentiel de procéder à une validation approfondie :
- Simulation thermique: Analyse CFD pour prédire les performances et identifier les possibilités d'optimisation
- Analyse mécanique: Simulations structurelles pour les contraintes de montage, les effets de la dilatation thermique
- Développement de prototypes: Prototypes usinés CNC pour les essais de validation du concept
- Raffinement de la conception: Améliorations itératives basées sur la simulation et le retour d'information des essais
Ce processus de vérification permet de s'assurer que la conception finale de l'extrusion offre les performances attendues tout en restant fabricable.
Tendances futures en matière de conception de dissipateurs thermiques extrudés sur mesure
Le domaine des dissipateurs thermiques extrudés sur mesure continue d'évoluer avec plusieurs tendances émergentes :
- Extrusions multialliages: Combinaison de différents alliages d'aluminium dans un seul profil pour des propriétés optimisées
- Traitements de surface avancés: Surfaces microtexturées pour un meilleur transfert de chaleur
- Fabrication hybride: Combinaison de l'extrusion et de la fabrication additive pour des caractéristiques complexes
- Gestion thermique intégrée: Incorporation de caloducs ou de chambres à vapeur dans les bases extrudées
- Conception durable: Optimisation de l'utilisation des matériaux et sélection d'alliages à plus forte teneur en matières recyclées
Ces innovations élargissent le potentiel de personnalisation des dissipateurs thermiques extrudés, brouillant encore davantage les frontières entre les différentes technologies de refroidissement.
En fin de compte, la remarquable flexibilité de conception des dissipateurs thermiques en aluminium extrudé permet aux ingénieurs thermiciens de créer des solutions de refroidissement hautement optimisées et spécifiques à l'application, qui équilibrent les performances, la fabricabilité et la rentabilité. Avec une bonne compréhension des capacités et des contraintes, les dissipateurs thermiques extrudés sur mesure peuvent résoudre les problèmes de gestion thermique les plus exigeants.
Découvrez pourquoi le rapport d'aspect est important pour l'efficacité de votre solution de refroidissement. ↩
Découvrez comment l'adéquation des coefficients de dilatation thermique peut prévenir les défaillances liées à la contrainte dans vos conceptions électroniques. ↩
Découvrez comment la simulation numérique peut optimiser la conception de votre dissipateur thermique personnalisé pour une efficacité de refroidissement maximale. ↩






