

Les systèmes ferroviaires sont confrontés à un défi croissant en matière de fiabilité des collecteurs transparents. Ces composants critiques contrôlent le débit de fluide dans les systèmes de lubrification, de refroidissement et pneumatiques, pourtant beaucoup échouent en raison d'une faible précision d'usinage et d'une dégradation des matériaux.
L'usinage CNC offre la précision dimensionnelle et la clarté optique requises pour les collecteurs transparents dans les applications ferroviaires. Une sélection appropriée des outils, une finition de surface et une expertise des matériaux garantissent que ces composants répondent aux normes exigeantes de l'industrie ferroviaire tout en conservant les capacités de surveillance visuelle.

Ce guide couvre tout, de la sélection des matériaux aux processus de contrôle qualité qui préviennent les défaillances coûteuses. Je partagerai des aperçus pratiques sur l'obtention de finitions de qualité optique et des principes de conception qui prolongent la durée de vie des collecteurs dans les environnements ferroviaires difficiles.
Pourquoi les collecteurs transparents sont importants dans les systèmes ferroviaires modernes
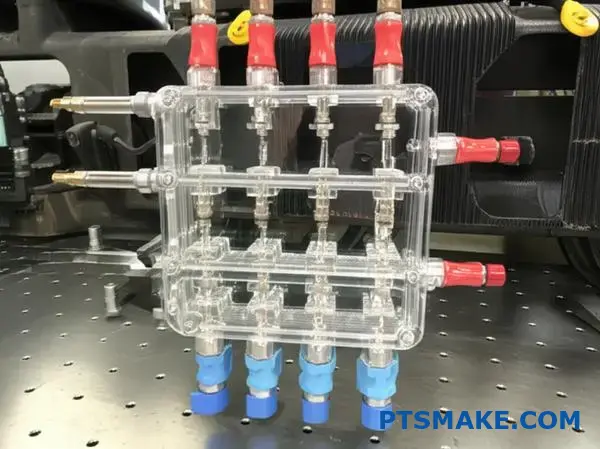
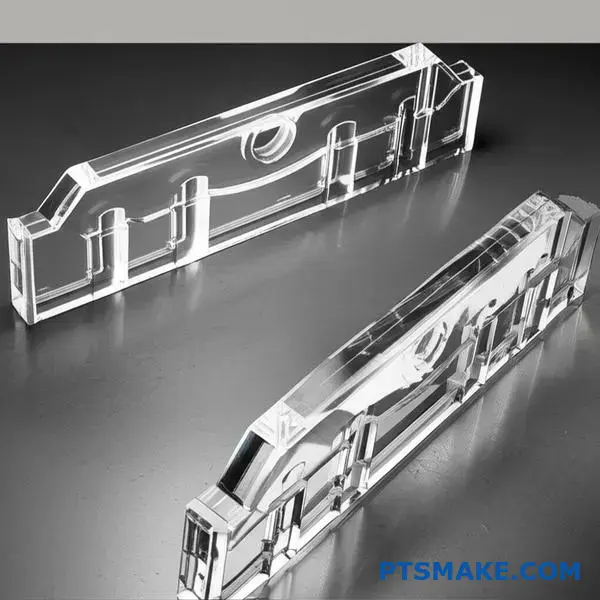
Dans les systèmes ferroviaires modernes, l'efficacité et la sécurité sont primordiales. C'est pourquoi nous voyons de plus en plus de collecteurs transparents dans les opérations critiques.
Ces composants offrent une vue claire de la dynamique des fluides. Cela permet une inspection visuelle instantanée et une maintenance proactive.
Applications clés
Les collecteurs de fluides pour trains sont cruciaux pour plusieurs systèmes. Ils gèrent tout, de la lubrification aux systèmes pneumatiques, assurant un fonctionnement fluide. La capacité de voir à l'intérieur de ces systèmes change la donne.
| Système | Fonction | Avantages de la transparence |
|---|---|---|
| Lubrification | Distribue l'huile/la graisse | Vérifie le débit, repère les blocages |
| Débit du liquide de refroidissement | Régule la température du moteur | Vérifie les bulles d'air, les fuites |
| Pneumatiques | Alimente les freins, les portes | Surveille la contamination |
Les collecteurs transparents pour les systèmes ferroviaires ne sont plus une nouveauté. Ils deviennent un outil de diagnostic essentiel sur les locomotives et le matériel roulant modernes.
Le défi de la fabrication
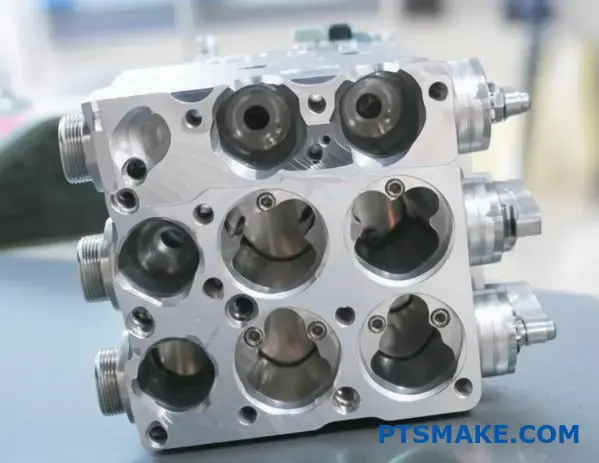
Bien que les avantages soient clairs, la production de ces pièces est complexe. Le passage à des matériaux transparents introduit des obstacles importants qui n'existaient pas avec les collecteurs métalliques traditionnels. La précision est primordiale.
Intégrité et clarté des matériaux
Le principal défi est de maintenir la clarté optique pendant et après la fabrication. L'usinage standard peut introduire des micro-fissures et des contraintes internes. Ce voile, ou cette opacification, va à l'encontre de l'objectif d'une pièce transparente. Après analyse, nous avons constaté que des vitesses d'outil inappropriées ou une accumulation de chaleur sont des causes fréquentes.
Cette contrainte n'affecte pas seulement la visibilité, mais aussi l'intégrité structurelle. Elle peut entraîner une défaillance prématurée dans les conditions de fortes vibrations typiques des opérations ferroviaires. Le matériau peut sembler correct initialement, mais la biréfringence interne biréfringence1 peut révéler des points de contrainte cachés qui compromettent la durabilité à long terme.
Exigences de précision et de durabilité
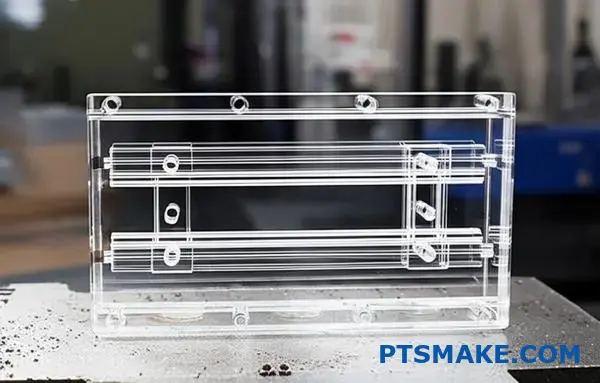
Les applications ferroviaires exigent une durabilité extrême et des tolérances serrées. Les canaux internes doivent être parfaitement lisses pour assurer un flux de fluide sans restriction. Toute imperfection de surface peut créer de la turbulence ou piéger des contaminants.
Voici les principaux défis sur lesquels nous nous concentrons chez PTSMAKE lors de projets d'usinage CNC de collecteurs transparents pour chemins de fer :
| Défi | Impact sur les performances | Solution de fabrication |
|---|---|---|
| Contrainte des matériaux | Clarté et durabilité réduites | Outillage spécialisé, contrôle climatique |
| Géométries complexes | Flux de fluide inefficace | Usinage CNC avancé à 5 axes |
| Finition de la surface | Accumulation de contaminants, fuites | Polissage vapeur, coupe optimisée |
| Stabilité dimensionnelle | Mauvaise étanchéité, défaillance du système | Procédés de recuit de détente |
Atteindre ce niveau de qualité nécessite une compréhension approfondie de la science des polymères et des techniques d'usinage CNC avancées. C'est un équilibre entre l'ingénierie de précision et l'expertise en manipulation des matériaux.
Les collecteurs transparents offrent des informations opérationnelles vitales pour les chemins de fer. Cependant, leur production exige de surmonter des défis importants en matière de clarté des matériaux, d'usinage de précision et de durabilité à long terme pour garantir qu'ils fonctionnent de manière fiable dans des conditions difficiles.
Le coût caché des collecteurs inexacts dans le transport ferroviaire
Une mauvaise précision dimensionnelle des collecteurs entraîne des défaillances opérationnelles à long terme. Il ne s'agit pas d'une panne immédiate. C'est une lente dégradation.
De petites imperfections entraînent des fuites chroniques et des chutes de pression. Ces problèmes sollicitent l'ensemble du système au fil du temps.
L'impact des tolérances défectueuses
Les composants s'usent plus rapidement. Les joints se dégradent. Le résultat est une maintenance imprévue et coûteuse. Ces temps d'arrêt ont un impact direct sur les calendriers de service et la rentabilité.
L'usinage CNC comme solution
La précision CNC pour les pièces ferroviaires est la réponse. Les collecteurs de haute précision avec des contrôles de tolérance stricts garantissent des ajustements parfaits. Cette précision empêche les fuites et maintient l'intégrité du système. Elle réduit considérablement les temps d'arrêt de maintenance.
| Source d'inexactitude | Conséquence |
|---|---|
| Mauvais contrôle des tolérances | Fuites graduelles de fluide ou d'air |
| Imperfections de surface | Défaillance prématurée du joint |
| Canaux mal alignés | Pression système inefficace |

Un regard plus approfondi sur les défaillances opérationnelles
Un collecteur inexact dans un système de freinage ou hydraulique ferroviaire est une bombe à retardement. La défaillance n'est pas soudaine mais progressive, ce qui la rend plus difficile à diagnostiquer jusqu'à ce qu'elle soit critique.
Un léger désalignement dans un port peut restreindre le débit. Cela oblige les pompes et les actionneurs à travailler plus dur. Au fil des mois, cette contrainte supplémentaire entraîne une défaillance prématurée des composants, bien avant la durée de vie prévue. C'est un coût caché qui s'accumule.
Comment la précision prévient les temps d'arrêt
C'est là que la valeur des collecteurs de haute précision est évidente. L'usinage CNC offre le niveau de contrôle des tolérances requis. Il ne s'agit pas seulement de fabriquer une bonne pièce. Il s'agit de fabriquer chaque pièce de manière identique à quelques microns près.
Cette cohérence élimine les variables qui causent l'usure progressive. Lorsque chaque collecteur fonctionne exactement comme prévu, l'ensemble du système fonctionne plus efficacement. Le problème se résume souvent à la gestion empilage de tolérances2. Chez PTSMAKE, nous utilisons une programmation CNC avancée pour atténuer ces erreurs cumulatives.
| Qualité du collecteur | Cycle de maintenance | Fiabilité du système |
|---|---|---|
| Faible précision | Réparations fréquentes et imprévues | Imprévisible, faible |
| Haute précision (CNC) | Service programmé et prévisible | Cohérent, élevé |
Des collecteurs imprécis entraînent une cascade de défaillances opérationnelles à long terme, augmentant les temps d'arrêt et les coûts de maintenance. L'usinage CNC de haute précision offre les contrôles de tolérance nécessaires, garantissant la fiabilité du système et réduisant considérablement le besoin de réparations imprévues dans le transport ferroviaire.
Répartition complète des matériaux pour les collecteurs transparents usinés par CNC
Le choix du bon matériau est la décision la plus critique dans la conception d'un collecteur. Il a un impact direct sur les performances, la durée de vie et le coût. Votre choix dicte la façon dont la pièce résiste à la pression, aux produits chimiques et aux chocs.
Polymères transparents clés
Nous travaillons principalement avec trois types de polymères transparents. Chacun a des avantages distincts pour des applications spécifiques. Une sélection appropriée du matériau du collecteur est essentielle.
Comparaison de vos principales options
Voici un aperçu rapide que nous avons développé à partir de nos résultats de tests. Cela aide les clients à prendre des décisions initiales.
| Matériau | Caractéristiques principales | Meilleur pour |
|---|---|---|
| Polycarbonate (PC) | Haute résistance aux chocs | Environnements exigeants et à haute pression |
| Acrylique (PMMA) | Clarté optique supérieure | Inspection visuelle, pièces esthétiques |
| Copolymères (par exemple, PETG) | Excellente résistance chimique | Traitement médical ou chimique |
Cette comparaison initiale simplifie la première étape.

Une plongée plus profonde dans les propriétés des matériaux
Choisir le meilleur matériau va au-delà d'un simple tableau. Chaque polymère présente des défis et des avantages uniques dans l'usinage de polymères transparents. Les spécificités de votre application, comme celles des collecteurs transparents pour les chemins de fer nécessitant un usinage CNC, exigent une réflexion approfondie.
Polycarbonate (PC)
Le polycarbonate est mon choix pour sa robustesse. Sa résistance aux chocs est exceptionnelle, ce qui le rend parfait pour les environnements industriels. Par exemple, les collecteurs en polycarbonate pour les applications ferroviaires doivent supporter des vibrations constantes et des impacts potentiels. Cela en fait un choix évident dans ce cas. Cependant, il peut être sensible à la fissuration par corrosion sous contrainte3 avec certains produits chimiques.
Acrylique (PMMA)
Lorsque la clarté absolue est non négociable, je recommande l'acrylique. Il offre une transparence semblable au verre, idéale pour la surveillance des fluides. Son usinage nécessite des techniques spécifiques pour éviter le craquellement. Il est moins résistant aux chocs que le PC mais plus rentable.
Copolymères
Les copolymères comme le PETG ou le PVC transparent spécialisé offrent un profil équilibré. Ils offrent souvent une meilleure résistance chimique que le PC ou l'acrylique. Cela les rend adaptés aux collecteurs manipulant une variété de fluides. Notre expérience chez PTSMAKE montre qu'ils se usinent proprement avec les bons outils.
| Propriété | Polycarbonate (PC) | Acrylique (PMMA) | Copolymères (PETG) |
|---|---|---|---|
| Résistance aux chocs | Excellent | Juste | Bon |
| Clarté | Très bon | Excellent | Bon |
| Résistance chimique | Juste | Bon | Excellent |
| Temp. de service max. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Le choix final dépend toujours d'un examen détaillé du projet.
La sélection des matériaux est un exercice d'équilibre. Le besoin de votre application en matière de résistance (polycarbonate), de clarté (acrylique) ou de résistance chimique (copolymères) guidera le meilleur choix. Chaque matériau présente des défis et des avantages uniques en matière d'usinage de polymères transparents qui doivent être soigneusement pris en compte pour des performances optimales.
Secrets pour obtenir la clarté optique dans les collecteurs usinés par CNC
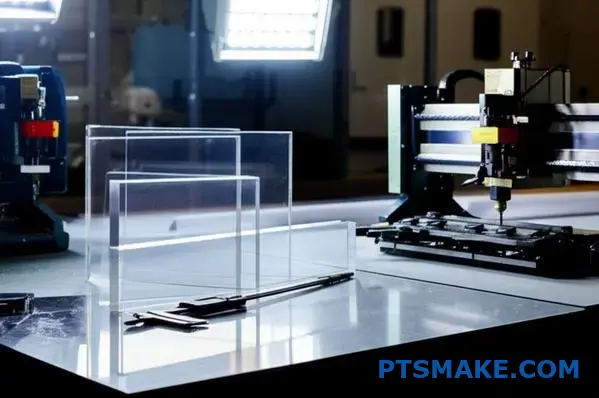
Obtenir une finition semblable à du verre sur un collecteur usiné par CNC n'est pas seulement une question de polissage. Le chemin vers la clarté optique commence dès que la fraise touche le matériau. C'est une science précise.
Le succès dépend du contrôle de chaque variable. Cela inclut la sélection de l'outil, les vitesses d'avance et la profondeur de coupe. Chaque choix a un impact direct sur la transparence finale.
Maîtriser les paramètres d'usinage
Une sélection appropriée de l'outil est essentielle. Pour des matériaux comme le polycarbonate ou l'acrylique, nous utilisons des fraises à une seule dent ou des fraises en V extrêmement tranchantes, conçues pour les plastiques. Cela minimise la chaleur et évite la fusion. Une excellente finition de surface CNC pour le polycarbonate commence ici.
| Paramètres | Recommandation pour le polycarbonate | Impact sur la clarté |
|---|---|---|
| Type d'outil | Une seule dent, remontante | Réduit la chaleur, coupe nette |
| Vitesse de la broche | 18 000 – 24 000 tr/min | Empêche la fusion, coupe lisse |
| Vitesse d'alimentation | 100 – 300 pouces/min | Évite les marques d'outil, finition uniforme |
| Liquide de refroidissement | Air comprimé / Alcool isopropylique | Évacue les copeaux, réduit la friction |
Le contrôle de ces paramètres est essentiel pour tout projet d'usinage de qualité optique.

Le premier passage d'usinage prépare le terrain pour le polissage final. Toute imperfection, aussi petite soit-elle, sera visible. Nous visons une surface déjà lisse et sans marques de bavardage avant même que le polissage ne commence.
De l'usinage au polissage
Une erreur courante consiste à trop compter sur le polissage pour corriger une mauvaise finition de surface. Chez PTSMAKE, nous considérons le polissage comme une étape de raffinement, pas une étape corrective. Le vrai travail est effectué sur la machine CNC. Cette approche est essentielle pour les composants complexes tels que les collecteurs transparents où une clarté constante est non négociable.
Cela implique un processus en plusieurs étapes. Nous commençons par un ponçage à grain très fin pour éliminer les subtiles marques d'outil laissées même par l'usinage le plus précis. Cette étape doit être effectuée avec soin pour maintenir la précision géométrique de la pièce. L'objectif est une apparence uniforme et givrée. Cela devient la base du polissage de pièces transparentes par CNC ou par des méthodes manuelles.
| Étape de polissage | Méthode/Matériau | Objectif |
|---|---|---|
| Étape 1 : Ponçage | Papier de verre humide grain 400-800 | Supprimer les lignes d'usinage |
| Étape 2 : Finition | Papier de verre humide de 1000-2000 grains | Créer une finition givrée uniforme |
| Étape 3 : Polissage | Roue de polissage avec composé | Obtenir la transparence initiale |
| Étape 4 : Finition | Polissage à la vapeur / Manuel | Atteindre la clarté optique finale |
Après le ponçage, nous passons au polissage avec des composés spécialisés. Le processus élimine les fines rayures du ponçage, révélant la transparence inhérente du matériau. Les contraintes internes peuvent causer des problèmes tels que biréfringence4, donc des techniques contrôlées à basse température sont essentielles. C'est un équilibre délicat entre pression et vitesse.
L'obtention de la clarté optique dépend de paramètres CNC précis et d'un processus de polissage systématique en plusieurs étapes. La finition de surface initiale de la machine est le facteur le plus critique, dictant la qualité de la pièce transparente finale.
Principaux défauts de conception qui entraînent des défaillances de collecteurs dans les applications ferroviaires
Dans la conception de collecteurs pour rail, des négligences mineures conduisent souvent à des défaillances majeures. L'intégrité du système dépend fréquemment de détails manqués lors de la phase initiale de CAO. Ces erreurs apparemment petites peuvent avoir des conséquences importantes par la suite.
Trois défauts de conception courants apparaissent constamment. Il s'agit d'une épaisseur de paroi incohérente, de canaux internes mal routés et de surfaces d'étanchéité mal finies. Chaque défaut introduit un mode de défaillance unique et évitable.
La correction précoce de ces défauts de conception CNC est essentielle. Elle garantit la sécurité et la fiabilité requises dans les applications ferroviaires exigeantes.
| Défaut de conception | Conséquence première |
|---|---|
| Épaisseur de paroi incohérente | Concentration de contraintes, fissures potentielles |
| Canaux bloqués/pointus | Chutes de pression, flux inefficace |
| Surfaces d'étanchéité médiocres | Fuites de fluide critiques, défaillance du système |
La criticité de l'épaisseur de paroi
Une épaisseur de paroi uniforme est fondamentale. Lorsque les parois varient brusquement en épaisseur, elles créent des points de concentration de contraintes. Sous les vibrations constantes des opérations ferroviaires, ces points peuvent facilement devenir l'origine de fissures et de défaillances.
Une bonne pratique de CAO implique l'utilisation d'outils d'analyse. Ceux-ci peuvent simuler la pression et les contraintes, mettant en évidence les zones faibles avant que tout matériau ne soit coupé. Cette étape préventive fait partie intégrante de notre processus de revue de conception chez PTSMAKE, empêchant de tels défauts de conception CNC.
Optimisation des canaux internes
Les passages à l'intérieur du collecteur sont ses artères. Les virages brusques à 90 degrés créent de la turbulence. Cela perturbe le flux et provoque des chutes de pression importantes, réduisant l'efficacité du système. C'est là qu'une compréhension de base de Dynamique des fluides5 devient inestimable pour les concepteurs créant des collecteurs transparents.
La visualisation du chemin d'écoulement aide à concevoir des courbes douces. L'un des meilleurs conseils de CAO pour les collecteurs transparents est de privilégier les courbes douces plutôt que les angles vifs. Des canaux optimisés assurent un flux plus régulier et maintiennent la pression du système. Nos recherches internes confirment que cela améliore considérablement les performances globales.
Perfectionnement des surfaces d'étanchéité
Un collecteur n'est aussi bon que ses joints. Les surfaces pour les joints toriques ou les joints d'étanchéité nécessitent une finition spécifique. Si la surface issue du processus d'usinage CNC est trop rugueuse, elle crée des chemins de fuite microscopiques, conduisant à une défaillance éventuelle.
| Exemple de défaut | Meilleure approche de conception | Bénéfice |
|---|---|---|
| Épaisseur de la paroi | Changements brusques d'épaisseur | Transitions graduelles, parois uniformes |
| Canaux | Angles internes aigus | Coins arrondis, courbes douces |
| Surface d'étanchéité | Finition rugueuse ou inégale | Valeur Ra spécifique, finition lisse |
L'attention portée aux détails au stade de la CAO évite des défaillances physiques coûteuses. Des parois uniformes, des canaux lisses et des surfaces d'étanchéité précises sont non négociables pour des collecteurs ferroviaires fiables. Une conception appropriée pour la fabrication (DFM) est le fondement d'une pièce réussie et durable.
Le guide de l'ingénieur sur l'usinabilité des plastiques transparents
L'usinage de plastiques transparents est un exercice d'équilibre. Vous avez besoin de précision sans provoquer de contraintes, de fissures ou de fusion. Le succès dépend de la maîtrise des détails.
Comprendre les forces de coupe
Des forces de coupe plus faibles sont essentielles. Elles évitent la déflexion et les contraintes internes. Ceci est vital pour maintenir la clarté optique de la pièce finie.
Gérer l'usure des outils
Les plastiques transparents peuvent être abrasifs. L'usure des outils entraîne de mauvaises finitions. Des outils tranchants et spécialisés ne sont pas optionnels ; ils sont une exigence pour la qualité.
| Paramètres | Acrylique (PMMA) | Polycarbonate (PC) |
|---|---|---|
| Sensibilité à la chaleur | Haut | Très élevé |
| Taux d'usure de l'outil | Modéré | Haut |
Le contrôle de la chaleur et de l'évacuation des copeaux est essentiel. Sans refroidissement adéquat, le matériau peut fondre sur l'outil. Cela ruine à la fois la pièce et la fraise.
Stratégies d'évacuation des copeaux et de refroidissement
Une évacuation efficace des copeaux est non négociable. Les copeaux collants de matériaux comme le polycarbonate peuvent obstruer les goujures. Cela génère instantanément un excès de chaleur, risquant la défaillance de la pièce.
Nous recommandons l'air comprimé pour l'acrylique. Il refroidit et élimine les copeaux sans interaction chimique. Pour le polycarbonate, un système de lubrification à quantité minimale (MQL) fonctionne souvent le mieux. Il empêche la fusion sans provoquer de choc thermique.
Confrontation des matériaux : Usinabilité CNC Acrylique vs. Polycarbonate
Ces deux matériaux sont courants mais s'usinent très différemment. L'acrylique est dur et cassant. Il se taille proprement avec les bons paramètres. Le polycarbonate est plus résistant et plus mou. Il a tendance à se déformer et à créer de longs copeaux filandreux. Son structure amorphe6 contribue à ce comportement.
| Fonctionnalité | Acrylique (PMMA) | Polycarbonate (PC) |
|---|---|---|
| Formation des copeaux | Copeaux cassants et petits | Copeaux filandreux et longs |
| Géométrie de l'outil | Fort angle de coupe positif | Angle de coupe neutre à faible |
| Besoins en liquide de refroidissement | Air, liquide minime | MQL, arrosage abondant |
| Meilleur pour | Clarté optique, écrans | Haute résistance aux chocs, boîtiers |
Usinage spécifique à l'application
Pour des applications telles que l'usinage de plastiques transparents pour les rails composants, la résistance aux chocs est primordiale. Cela fait du polycarbonate un choix fréquent, malgré ses défis. Pour les systèmes fluidiques, la sélection du meilleur plastique pour les collecteurs conduit souvent à l'acrylique en raison de sa stabilité et de sa clarté. Les exigences uniques des usinage cnc de collecteurs transparents pour chemins de fer exigent une compréhension approfondie de ces compromis matériels pour des performances fiables.
La maîtrise de l'usinage de plastiques transparents nécessite de contrôler la chaleur, d'utiliser des outils tranchants et de gérer l'évacuation des copeaux. Comprendre les propriétés distinctes de l'acrylique par rapport au polycarbonate est crucial pour obtenir des pièces transparentes de haute qualité pour toute application, des collecteurs aux composants ferroviaires.
Réduction des délais de livraison des collecteurs ferroviaires personnalisés grâce à l'efficacité du CNC
Dans le secteur ferroviaire, le temps, c'est de l'argent. Les longs délais de livraison pour les pièces sur mesure constituent un obstacle majeur. L'usinage CNC répond directement à ce défi.
Il permet des prototypes CNC rapides pour les tests et la validation. Ceci est vital pour les composants complexes tels que les collecteurs sur mesure.
Du fichier numérique à la pièce physique
Notre processus commence par votre fichier de conception numérique. Cela accélère tout, du devis à la production. Cette efficacité est cruciale pour les collecteurs transparents en petites séries et leur usinage CNC.
| Stade | Méthode traditionnelle | Usinage CNC |
|---|---|---|
| Citation | 3-5 Jours | < 24 Heures |
| Prototypage | 4-6 Semaines | 5-7 Jours |
| Production | 8-12 Semaines | 2-4 semaines |

Le flux de travail numérique est au cœur de notre rapidité. Un seul modèle CAO 3D est la seule source de vérité. Il pilote le devis, la programmation et la machine CNC elle-même. Cela élimine les erreurs de communication et la saisie manuelle des données, ce qui est un problème courant que j'ai constaté.
La puissance du prototypage rapide
Les prototypes CNC rapides permettent à vos ingénieurs de tester la forme, l'ajustement et la fonction. Ils peuvent tenir une pièce physique en quelques jours, pas en quelques semaines. Ceci est essentiel pour perfectionner les collecteurs transparents sur mesure pour chemins de fer avant le début de la production à grande échelle.
1. Cette vitesse permet une conception itérative rapide 2. , où les ingénieurs peuvent affiner leurs concepts rapidement sur la base de retours du monde réel. Cela permet d'éviter des changements coûteux plus tard.7, 3. Production en petites séries sans pénalités.
4. Les délais de fabrication CNC sont également courts pour la production en faible volume. Nous n'avons pas besoin de créer des moules ou des outils coûteux. Cela rend la production de quelques dizaines de collecteurs transparents personnalisés économiquement viable et rapide.
5. Avantage du flux de travail numérique.
| 6. Devis automatisé à partir de CAO | Impact sur le délai d'exécution |
|---|---|
| 7. Réduit le temps de devis de jours à heures. | 8. Programmation FAO directe. |
| 9. Élimine les erreurs de programmation manuelle. | 10. Simulation numérique. |
| 11. Empêche les retouches physiques coûteuses. | 12. Fichier de conception centralisé. |
| 13. Assure le contrôle de version et la précision. | 14. L'usinage CNC transforme le calendrier de fabrication. Son flux de travail numérique permet des prototypes CNC rapides et une production efficace en petites séries. Cela réduit considérablement les délais de fabrication CNC pour les collecteurs transparents personnalisés pour chemins de fer, vous livrant les pièces critiques plus rapidement. |
15. Trouver le bon partenaire CNC est crucial. C'est particulièrement vrai pour les projets de collecteurs transparents. La qualité de la pièce finale dépend entièrement de leur compétence.
Choisir le bon partenaire CNC pour les projets de collecteurs transparents
Finding the right CNC partner is crucial. This is especially true for transparent manifold projects. The quality of the final part depends entirely on their skill.
Un mauvais choix peut entraîner l'échec de projets. Vous devez vérifier minutieusement leurs capacités. Cela garantit le succès de votre projet.
Critères de sélection clés
Voici les domaines que vous devez examiner. Chacun est essentiel pour l'usinage de plastiques transparents.
| Capacité | Importance | Ce qu'il faut rechercher |
|---|---|---|
| Finition de la surface | Haut | Valeurs Ra constantes, compétence en polissage |
| Expérience des polymères | Critique | Connaissance des matériaux spécifiques (PC, Acrylique) |
| Assurance qualité | Essentiel | Procédés documentés, rapports d'inspection |
Choisir votre rail de sélection de fournisseur CNC demande de la diligence. Ne sautez pas ces vérifications essentielles.

La sélection d'un potentiel partenaire de fabrication de collecteurs à rail va au-delà de leur liste de machines. Vous avez besoin de preuves de leur expertise, en particulier avec les plastiques transparents. Je commence toujours par demander des échantillons de leur travail précédent sur des polymères similaires.
Évaluation de la constance de la finition de surface
Un vrai expert en usinage de plastique transparent comprend l'état de surface. Demandez des rapports de rugosité de surface (Ra) de projets passés. Des finitions incohérentes peuvent provoquer des distorsions optiques. C'est un point de défaillance majeur dans les collecteurs transparents. Un partenaire fiable aura un processus clair et répétable pour obtenir la clarté optique.
Évaluation de l'expérience en polymères
L'usinage du polycarbonate est différent de celui de l'acrylique. Chaque matériau a des propriétés uniques. Votre partenaire doit savoir comment éviter la fissuration sous contrainte et le microfissurage. Nous avons constaté que des outils de coupe et des stratégies de liquide de refroidissement spécifiques sont essentiels. Demandez-leur leur approche pour usinage cnc de collecteurs transparents pour chemins de fer. Leur réponse révèle leur profondeur de connaissances.
Vérification de l'assurance qualité
L'assurance qualité n'est pas seulement une inspection finale. Elle doit faire partie de l'ensemble du processus. Un aspect clé est la traçabilité des matériaux8. Vous devez connaître l'origine et le lot de la matière première.
Voici une comparaison rapide basée sur ce que je recherche :
| Contrôle de qualité | Un partenaire solide fournit | Un partenaire faible fournit |
|---|---|---|
| Certificats de matériaux | Certificats complets pour chaque lot | Documentation vague ou inexistante |
| Contrôles en cours | Contrôles dimensionnels documentés | Seulement une vérification "visuelle" finale |
| Rapports finaux | Rapports CMM, tests de clarté optique | Une simple note de réussite/échec |
Demandez à voir leur documentation QA. C'est une étape non négociable dans mon processus de sélection chez PTSMAKE.
L'évaluation des capacités d'un fournisseur est essentielle. Concentrez-vous sur la cohérence de leur finition de surface, leur expérience spécifique des polymères et les étapes d'assurance qualité documentées. Cette diligence vous garantit de trouver un partenaire fiable pour vos projets critiques de collecteurs transparents.
Comment le contrôle qualité médiocre des collecteurs affecte la sécurité sur les voies
Les défauts dans les collecteurs ferroviaires ne sont pas des défauts mineurs. Ils constituent des menaces directes pour la sécurité opérationnelle. Une fissure cachée ou un petit blocage peut entraîner une défaillance catastrophique du système sur les voies.
Un contrôle qualité médiocre lors de l'usinage CNC peut introduire ces dangers invisibles. Ces problèmes compromettent l'intégrité de l'ensemble du système.
Modes de défaillance courants
Les fissures internes peuvent provoquer des chutes de pression soudaines. Les blocages de canaux perturbent le flux de fluide et la distorsion optique des pièces transparentes peut empêcher des vérifications visuelles précises.
| Type de défaut | Impact potentiel sur les systèmes ferroviaires |
|---|---|
| Fissuration interne | Défaillance du système hydraulique ou pneumatique |
| Blocage de canal | Réponse de freinage ou de signalisation incohérente |
| Distorsion optique | Lectures inexactes du niveau de fluide ou des capteurs |
Cela rend un contrôle qualité rigoureux essentiel.
Nous ne pouvons pas attendre qu'un collecteur tombe en panne sur le terrain. La prévention proactive par inspection avancée est la seule approche responsable dans les applications ferroviaires. C'est particulièrement vrai pour usinage cnc de collecteurs transparents pour chemins de fer, où l'intégrité structurelle et visuelle sont cruciales.
Techniques d'inspection critiques
Chez PTSMAKE, nous nous appuyons sur un processus d'inspection en plusieurs étapes pour éliminer les risques avant qu'une pièce ne quitte notre usine. Ceci est essentiel à notre contrôle qualité pour les collecteurs.
Machine à mesurer tridimensionnelle (MMT) pour l'intégrité des canaux
Une machine à mesurer tridimensionnelle (MMT) vérifie que les canaux internes sont usinés selon les spécifications exactes. Cela évite les restrictions de débit ou les blocages complets qui pourraient désactiver des fonctions critiques. Elle garantit que chaque passage est dégagé et correctement dimensionné.
Test d'étanchéité pour la solidité structurelle
Les tests d'étanchéité et de pression peuvent détecter des micro-fissures totalement invisibles. Ces minuscules fractures peuvent s'étendre sous la contrainte opérationnelle, entraînant des fuites. Une perte de pression progressive peut ne pas être immédiatement évidente mais peut entraîner une défaillance du système.
Prévention des défauts optiques
Pour les collecteurs transparents, un usinage médiocre peut créer des contraintes internes. Cela peut provoquer un effet optique connu sous le nom de biréfringence9, qui déforme la lumière et gêne l'inspection visuelle. Nous effectuons une inspection détaillée des pièces transparentes inspection des pièces transparentes pour garantir une clarté parfaite.
| Méthode d'inspection | Défaut évité |
|---|---|
| Inspection CMM | Blocage de canal, erreur dimensionnelle |
| Test d'étanchéité et de pression | Micro-fissures, défaillance d'étanchéité |
| Contrôles visuels et optiques | Distorsion optique, défauts de surface |
Les collecteurs sans défauts exigent plus qu'une simple usinage de précision ; ils demandent une inspection sans compromis. De minuscules défauts internes peuvent entraîner des risques majeurs pour la sécurité sur les voies. Des techniques telles que la MMT, les tests d'étanchéité et les contrôles optiques sont essentielles pour garantir la fiabilité et la sécurité de chaque composant.
Réaliser des économies grâce à la conception pour l'usinage CNC (DFM)
DFM pour collecteurs transparents
Lors de l'usinage de collecteurs transparents, la complexité entraîne des coûts. Chaque montage supplémentaire ou parcours d'outil complexe ajoute du temps et des dépenses. Une conception intelligente de CNC pour pièces transparentes est essentielle.
Cela signifie simplifier la géométrie autant que possible. Cela signifie également réfléchir à la manière dont une pièce est maintenue et usinée dès le départ.
L'application de ces principes DFM pour collecteurs peut réduire considérablement les coûts. L'objectif est de réduire le nombre d'opérations machine et les temps de cycle, en particulier pour les projets exigeant une grande clarté.
Domaines d'intervention clés pour le DFM de collecteurs
| Principe | Impact sur les coûts |
|---|---|
| Réduire les montages | Réduit le temps de main-d'œuvre et le temps d'inactivité de la machine |
| Simplifier les parcours d'outils | Diminue le temps de programmation et d'usinage |
| Normaliser les caractéristiques | Permet l'utilisation d'outils courants et plus rapides |

Minimiser la complexité des montages
1. Un coût majeur dans l'usinage CNC est le temps de configuration. Chaque fois que nous réorientons une pièce, cela coûte de l'argent. Pour les collecteurs transparents, c'est critique. Plusieurs configurations risquent un désalignement et des dommages aux surfaces claires.
2. En concevant des pièces qui peuvent être usinées à partir de moins de côtés, nous réduisons ces risques. Par exemple, regrouper des caractéristiques sur une seule face est une stratégie simple mais efficace. Cette approche est essentielle pour les collecteurs transparents, de la fluidique médicale aux systèmes de surveillance complexes, y compris ceux utilisés dans des industries comme les chemins de fer.
3. Simplification de la complexité du parcours d'outil
4. Les parcours d'outil longs et complexes signifient des temps d'exécution de machine plus longs. Cela augmente directement le coût final de la pièce. La conception de canaux internes avec des courbes lisses au lieu d'angles vifs est un excellent exemple de DFM intelligent.
5. Cela accélère non seulement l'usinage, mais améliore également la dynamique des fluides à l'intérieur du collecteur. Une optimisation efficace du parcours d'outil peut entraîner des économies significatives. Après avoir examiné les conceptions avec nos clients, nous avons constaté que cette approche réduisait le temps d'usinage jusqu'à 30 %. 6. Réduction des coûts grâce à une conception simplifiée10 7. Consolider les caractéristiques sur un côté.
8. Réduction de 15 à 25 % des configurations
| Changement de conception | Gain de temps potentiel |
|---|---|
| 9. Parcours d'outil 10 à 20 % plus rapides | 10. Trous percés droit par rapport aux trous inclinés |
| Utiliser des rayons d'angle standard | 11. Réduction de la complexité de 20 à 30 % |
| 12. Le DFM intelligent pour les collecteurs transparents consiste à réduire les configurations et à simplifier les parcours d'outil. Ces changements réduisent directement le temps d'usinage et les coûts de main-d'œuvre, entraînant des économies importantes sans compromettre la fonction ou la clarté de la pièce. C'est la réduction des coûts CNC en action. | 13. Dans l'ingénierie des collecteurs ferroviaires, un défi majeur est d'équilibrer la durabilité avec l'accès visuel. Vous avez besoin de pièces qui peuvent résister à des conditions difficiles. Pourtant, vous devez également voir à l'intérieur pour les inspections. |
14. Cela crée un compromis direct. Des matériaux plus solides ou des parois plus épaisses réduisent souvent la clarté optique. Trouver le bon équilibre est crucial.
Équilibrer résistance et transparence dans l'ingénierie des collecteurs ferroviaires
In railroad manifold engineering, a key challenge is balancing durability with visual access. You need parts that can withstand harsh conditions. Yet, you also need to see inside for inspections.
This creates a direct trade-off. Stronger materials or thicker walls often reduce optical clarity. Finding the right balance is crucial.
Le choix du matériau
Le choix entre des plastiques de collecteur transparents ou résistants est fondamental. Chaque matériau offre un mélange de propriétés différent. Cette décision a un impact sur les performances et la durée de vie.
| Matériau | Résistance aux chocs | Clarté optique |
|---|---|---|
| Polycarbonate | Très élevé | Bon à très bon |
| Acrylique (PMMA) | Moyen | Excellent |
| PETG | Haut | Excellent |
Pour les applications ferroviaires exigeantes, la résistance du polycarbonate est souvent la référence. Il offre la résistance aux chocs nécessaire pour la sécurité et la fiabilité.
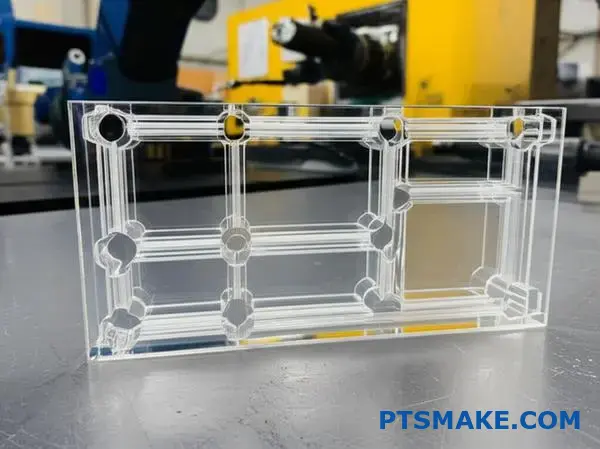
Épaisseur de paroi et clarté
Des parois plus épaisses augmentent la résistance mais peuvent diminuer la transparence. C'est un compromis critique pour l'usinage CNC. Plus de matière peut déformer la lumière traversant le collecteur.
Lors de la conception de collecteurs transparents pour chemins de fer, l'objectif est de trouver le point optimal. Le matériau et son épaisseur doivent répondre aux exigences mécaniques et visuelles. Il ne s'agit pas seulement de choisir un matériau ; il s'agit d'ingénierier une solution complète. Chez PTSMAKE, nous guidons nos clients à travers ces décisions critiques.
Impact de l'usinage CNC sur la clarté
La précision de l'usinage CNC est essentielle. Cependant, le processus lui-même peut affecter la finition de surface et les contraintes internes du matériau. Cela a un impact direct sur la clarté optique. Les trajectoires d'outils, les vitesses d'avance et les fluides de coupe jouent tous un rôle. Une surface mal usinée, même sur un matériau transparent comme l'acrylique, apparaîtra trouble.
De plus, l'usinage peut introduire des contraintes internes. Ces contraintes peuvent créer de subtiles distorsions optiques. Ce phénomène est connu sous le nom de Biréfringence11, ce qui peut être une préoccupation dans les applications optiques de haute précision.
Conception et compromis sur les matériaux
Nous conseillons souvent une approche équilibrée. Elle commence par l'analyse des contraintes opérationnelles spécifiques auxquelles le collecteur sera soumis.
| Épaisseur de la paroi | Résistance aux chocs | Transmission de la lumière | Temps d'usinage CNC |
|---|---|---|---|
| Fin (par exemple, 3 mm) | Plus bas | Plus élevé | Plus court |
| Moyen (par exemple, 6 mm) | Équilibré | Bon | Modéré |
| Épais (par exemple, 12 mm) | Plus élevé | Plus bas | Plus long |
D'après nos tests, un polycarbonate bien choisi peut souvent offrir une excellente résistance sans sacrifier la clarté, surtout lorsqu'il est usiné correctement. Le compromis CNC pour la clarté est gérable avec l'expertise et l'équipement appropriés.
Choisir le bon matériau et la bonne épaisseur de paroi est un exercice d'équilibre. Cela nécessite une compréhension approfondie de la science des matériaux et des processus de fabrication pour obtenir à la fois une résistance aux chocs et la clarté optique nécessaire pour les applications ferroviaires.
Comment augmenter la production de collecteurs transparents sans perdre en précision
La transition d'un collecteur transparent d'un prototype unique à des milliers d'unités est un défi majeur. Le véritable test consiste à maintenir la même précision et la même clarté dans chaque pièce.
Il ne s'agit pas seulement de faire plus ; il s'agit de faire plus, parfaitement.
Mise à l'échelle sans compromis
Chez PTSMAKE, nous nous concentrons sur la qualité constante lors de la mise à l'échelle CNC pour les pièces transparentes. Nos flux de travail sont conçus pour cette transition. Nous garantissons que la dix-millième pièce est identique à la première.
| Stade | Principaux points d'attention | Résultats |
|---|---|---|
| Prototype | Faisabilité | Une pièce unique et parfaite |
| Volume moyen | Stabilité du processus | Qualité constante |
| Haut volume | Efficacité et coût | Précision mise à l'échelle |
Cette structure permet de gérer les attentes et la qualité.
La mise à l'échelle de la production nécessite un état d'esprit complètement différent de celui du prototypage. Vous devez construire un processus répétable et validé. C'est là que de nombreux projets échouent. Ils ne planifient pas la cohérence dès le départ.
Construction de flux de travail CNC évolutifs
Chez PTSMAKE, notre processus commence par la conception pour la fabricabilité. Nous créons ensuite des gabarits et des outils dédiés pour les séries de production. Cet investissement initial évite les erreurs en aval et garantit que chaque collecteur est identique. Nous nous appuyons sur l'automatisation et des contrôles de qualité robustes à chaque étape.
Pour les projets à grand volume, nous utilisons des systèmes avancés tels que des machines CNC de production de masse sur rail. Ces configurations fournissent la vitesse et la rigidité nécessaires à l'usinage continu de plastiques transparents de haute précision. Il s'agit de créer un chemin de production pour vos pièces.
La cohérence est essentielle
La cohérence des matériaux est également essentielle. Nous mettons souvent en œuvre un système VMI transparent à collecteur avec nos fournisseurs de matériaux de confiance. Cela garantit que la matière première de chaque lot possède exactement les mêmes propriétés. Nous utilisons également des techniques telles que Programmation paramétrique12 pour adapter rapidement les parcours d'outils aux variations mineures des pièces sans effort de reprogrammation complet, ce qui permet de gagner du temps et de réduire les erreurs.
| Facteur | Approche de prototypage | Approche de production de masse |
|---|---|---|
| Outillage | Gabarits à usage général | Gabarits personnalisés à haut débit |
| Programmation | G-code manuel | Programmes paramétriques automatisés |
| L'inspection | 100% vérification manuelle | Scans CMM et optiques automatisés |
| Matériau | Feuille/bloc unique | Stock géré par VMI et contrôlé par lots |
C'est par cette approche systématique que nous livrons la précision à n'importe quelle échelle.
La mise à l'échelle de la production de collecteurs transparents exige un passage de la perfection unique à la précision répétable. Nos flux de travail CNC structurés, notre gestion des matériaux et l'utilisation de machines avancées garantissent une qualité constante du prototype à la production de masse.
Débloquez le succès des collecteurs ferroviaires avec l'expertise de PTSMAKE
Prêt à optimiser vos collecteurs transparents de chemin de fer avec la précision CNC ? Faites confiance à l'expérience éprouvée de PTSMAKE pour livrer des composants de haute clarté et de haute précision qui maintiennent vos trains en marche en toute sécurité et efficacité. Obtenez un devis rapide et détaillé dès maintenant — envoyez votre demande à PTSMAKE dès aujourd'hui !

Découvrez comment cette propriété optique indique les contraintes internes dans les plastiques. ↩
Découvrez comment les écarts de petites pièces peuvent s'accumuler et affecter les performances globales d'un assemblage. ↩
Comprenez comment les environnements chimiques peuvent entraîner une défaillance prématurée des pièces sous contrainte. ↩
Comprenez comment les contraintes internes du matériau peuvent affecter les performances optiques et l'intégrité des pièces. ↩
Découvrez comment les principes du comportement des fluides peuvent améliorer considérablement les performances et l'efficacité de votre collecteur. ↩
Apprenez comment la structure interne d'un matériau dicte son comportement de coupe et sa finition de surface. ↩
Découvrez comment cette approche agile aide à affiner les conceptions et à réduire les coûts de développement avant la production complète. ↩
Apprenez pourquoi l'historique complet du matériau est essentiel pour garantir les performances et la sécurité des pièces. ↩
Apprenez comment cette propriété optique peut révéler les contraintes cachées dans les pièces transparentes usinées CNC. ↩
Explorez comment les stratégies avancées de logiciels FAO peuvent réduire considérablement les temps de cycle et améliorer la qualité de surface de vos pièces. ↩
Découvrez comment cette propriété optique affecte l'intégrité et la clarté des composants transparents usinés avec précision. ↩
Découvrez comment cette méthode de programmation rationalise l'usinage CNC pour des séries de production plus rapides et plus flexibles. ↩






