

Viele Ingenieure stehen bei der Festlegung der Oberflächenbehandlung für Präzisionsteile vor einer schwierigen Entscheidung: Verchromung oder Vernickelung? Die falsche Wahl kann zu vorzeitigem Versagen der Teile, kostspieligen Nacharbeiten und Produktionsverzögerungen führen, die sich auf den gesamten Projektzeitplan auswirken.
Verchromung bietet überlegene Härte und Verschleißfestigkeit mit einer spiegelglatten Oberfläche, während Vernickelung einen besseren Korrosionsschutz und eine einfachere Anwendung auf verschiedenen Untergründen bietet. Die Wahl hängt von Ihren spezifischen Anwendungsanforderungen, den Umgebungsbedingungen und den Kostenvorgaben ab.
Ich habe bei PTSMAKE intensiv mit beiden Beschichtungsoptionen gearbeitet und Kunden dabei unterstützt, ihre Oberflächenbehandlung für alles von Luft- und Raumfahrtkomponenten bis hin zu Unterhaltungselektronik zu optimieren. Dieser Leitfaden erläutert die wichtigsten Unterschiede zwischen Chrom- und Nickelbeschichtung und behandelt Korrosionsbeständigkeit, Kostenfaktoren, ästhetische Eigenschaften und praktische Anwendungsaspekte, die Ihnen helfen, die richtige Entscheidung für Ihr nächstes Projekt zu treffen.
Chrom- oder Nickelbeschichtung – welche Beschichtung bietet eine bessere Korrosionsbeständigkeit?
Bei der Wahl der Oberflächenbeschichtung kommt es oft zu einem Konflikt zwischen Chrom- und Nickelbeschichtung. Welche bietet den besseren Schutz? Die Antwort ist nicht einfach. Sie hängt vollständig von der endgültigen Anwendung und Umgebung des Teils ab.
Grundlagen verstehen
Chrom bietet eine harte, widerstandsfähige Oberfläche mit einer klassischen glänzenden Optik. Nickel bietet hervorragenden Schutz und ist in verschiedenen Glanzgraden erhältlich. Beide sind großartig, aber aus unterschiedlichen Gründen.
Die wichtigsten Unterschiede auf einen Blick
Ein kurzer Vergleich zeigt ihre deutlichen Vorteile.
| Merkmal | Verchromen | Vernickeln |
|---|---|---|
| Härte | Sehr hoch | Mäßig bis hoch |
| Erscheinungsbild | Hell, bläulich | Variiert (hell bis matt) |
| Primäre Zielsetzung | Verschleiß und Korrosion | Korrosionsbeständigkeit |
Diese Entscheidung ist entscheidend für die langfristige Produktleistung.
Um den Unterschied zwischen Chrom- und Nickelbeschichtung wirklich zu verstehen, müssen wir uns die Leistungsfähigkeit unter bestimmten Bedingungen ansehen. Die Umgebung spielt eine große Rolle dabei, welche Beschichtung länger hält.
Leistung in rauen Umgebungen
Marine- und Industrieumgebungen setzen Metallteilen stark zu. Salznebel, Chemikalien und ständige Feuchtigkeit beschleunigen die Korrosion. Hier ist das Beschichtungssystem wichtiger als nur die letzte Schicht.
Häufig wird unter dem Chrom eine Nickelunterlage verwendet. Diese Kombination nutzt die hervorragende Haftung und den Korrosionsschutz von Nickel. Die Chromoberfläche sorgt für zusätzliche Härte und bildet eine letzte Barriere.
Nach unseren Erfahrungen bei PTSMAKE sorgt dieser mehrschichtige Ansatz für eine überragende Haltbarkeit der Verchromung.
Standardisierte Testergebnisse
Industriestandards wie die Salzsprühnebeltests nach ASTM B117 liefern uns objektive Daten. Diese Tests simulieren beschleunigte Korrosion in einer kontrollierten Umgebung.
Die Ergebnisse zeigen durchweg, dass ein geeignetes Nickel-Chrom-System eine einzelne Schicht übertrifft. Die Dicke und Art der Vernickelung sind entscheidende Faktoren. Beispielsweise bieten Duplex-Nickelsysteme eine viel bessere Beständigkeit gegen Lochfraß als eine einzelne Schicht aus glänzendem Nickel. Das liegt daran, dass durch die Schichtung verschiedener Nickelarten verhindert werden kann, dass die Korrosion das Grundmetall erreicht, wodurch Probleme wie galvanische Korrosion1 zwischen den Schichten.
| Umwelt | Empfohlenes Beschichtungssystem | Begründung |
|---|---|---|
| Marine (hoher Salzgehalt) | Duplex Nickel + Chrom | Hervorragende Lochfraßbeständigkeit |
| Industrie (Chemikalien) | Chemisch Nickel | Gleichmäßige Dicke, hohe Reinheit |
| Verbraucher (Innenbereich) | Glänzendes Nickel oder Chrom | Ästhetik und moderater Schutz |
Diese Daten helfen uns dabei, unseren Kunden die kostengünstigste und zuverlässigste Lösung anzubieten.
Die Wahl zwischen Verchromung und Vernickelung hinsichtlich der Korrosionsbeständigkeit hängt von der Umgebung ab. Beide Verfahren sind zwar wirksam, doch bieten mehrschichtige Systeme, wie beispielsweise eine Nickelgrundierung mit einer Chromdeckbeschichtung, oft die beste Haltbarkeit in rauen maritimen oder industriellen Anwendungen.
Kostenvergleich: Chrom vs. Vernickelung
Wenn Kunden fragen: "Ist Verchromen teuer?", ist die Antwort nicht einfach. Der ursprüngliche Preis ist nur der Anfang der Geschichte.
Die Vorabinvestition
Um einen echten Vergleich der Beschichtungskosten anzustellen, müssen wir mehrere Schlüsselfaktoren betrachten. Beide Verfahren haben einzigartige Anforderungen, die sich auf das ursprüngliche Angebot auswirken.
Material- und Prozesskomplexität
Die Verchromung erfordert in der Regel teurere Materialien. Der Prozess selbst ist ebenfalls komplexer und erfordert eine sehr strenge Kontrolle.
| Kostenfaktor | Verchromen | Vernickeln |
|---|---|---|
| Materialkosten | Höher | Unter |
| Arbeitsintensität | Höher | Mäßig |
| Nacharbeitsquote | Potenziell höher | Im Allgemeinen niedriger |
Diese Tabelle gibt einen schnellen Überblick. Die Komplexität der Verchromung führt oft zu höheren Arbeitskosten und einem Bedarf an Spezialausrüstung.

Über das ursprüngliche Angebot hinaus: Lebenszykluskosten
Niedrigere Anschaffungskosten bedeuten nicht immer einen besseren langfristigen Wert. Ich rate meinen Kunden immer, die Gesamtbetriebskosten über den gesamten Lebenszyklus des Teils zu berücksichtigen. Hier wird die Debatte um Chrom- und Nickelbeschichtung interessant.
Langlebigkeit und Wartung
Chrom ist außergewöhnlich hart und korrosionsbeständig. Diese überragende Haltbarkeit kann zu weniger Austauschvorgängen führen. Außerdem werden dadurch die langfristigen Wartungskosten gesenkt, was für viele industrielle Anwendungen ein entscheidender Faktor ist. Nickel ist weicher und erfordert mit der Zeit möglicherweise mehr Pflege.
Die versteckten Kosten von Nacharbeiten
Die Komplexität des Prozesses wirkt sich direkt auf die Nacharbeitsquote aus. Die Verchromung ist weniger fehlerverzeihend als die Vernickelung. Fehler erfordern oft das Abbeizen und erneute Beschichten des Teils, was erhebliche Kosten und Zeitaufwand verursacht. Die Vernickelung, insbesondere Verfahren wie chemische Metallisierung2, kann eine gleichmäßigere Abdeckung gewährleisten. Diese Konsistenz führt oft zu einer geringeren Nacharbeitsrate von Anfang an.
Bei PTSMAKE helfen wir unseren Kunden, diese Variablen zu analysieren. Wir vergleichen nicht nur das ursprüngliche Angebot, sondern auch die potenziellen langfristigen Kosten.
| Lebenszyklus-Faktor | Verchromen | Vernickeln |
|---|---|---|
| Dauerhaftigkeit | Sehr hoch | Hoch |
| Wartungsbedarf | Niedrig | Mäßig |
| Ersatzfrequenz. | Unter | Potenziell höher |
| Nacharbeitsrisiko | Höher | Unter |
Die Wahl der richtigen Oberfläche bedeutet, diese anfänglichen und langfristigen finanziellen Faktoren sorgfältig abzuwägen.
Die anfänglichen Kosten für die Vernickelung sind oft geringer. Die überlegene Haltbarkeit von Chrom kann jedoch zu geringeren Lebenszykluskosten führen. Bei einem gründlichen Vergleich der Beschichtungskosten müssen sowohl die Vorabinvestitionen als auch die langfristige Leistung berücksichtigt werden, um den tatsächlichen Wert zu ermitteln.
Chrom vs. Nickel: Ein direkter Vergleich
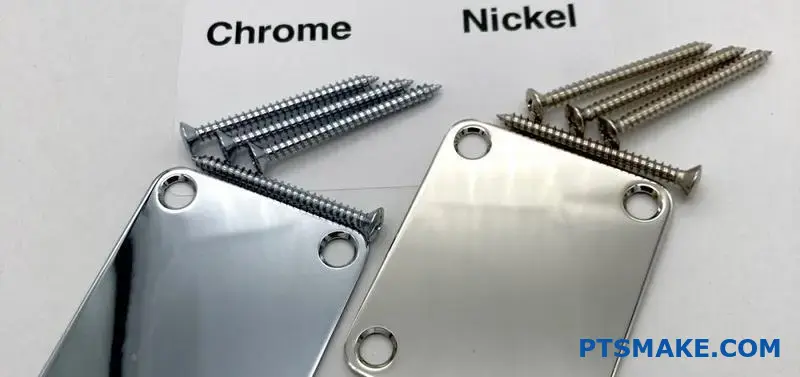
Die Wahl zwischen Chrom und Nickel ist eine häufige Entscheidung bei der dekorativen Beschichtung. Die Unterschiede sind subtil, aber bedeutend. Sie betreffen in erster Linie die Farbe und die Reflektivität.
Chrom bietet eine sehr helle, kühle Oberfläche. Es hat einen deutlichen, leicht bläulichen Farbton. Dies sorgt für ein modernes, markantes Erscheinungsbild.
Nickel hingegen hat einen wärmeren Farbton. Es kann einen gelblichen oder silbrigen Farbton haben, was ihm ein klassisches, weicheres Aussehen verleiht. Ihr endgültiges ästhetisches Ziel bestimmt die beste Wahl.
| Merkmal | Verchromen | Vernickeln |
|---|---|---|
| Farbton | Kühl, leicht bläulich | Warm, leicht gelb/silber |
| Reflexionsvermögen | Hoch, spiegelartig | Weicher, diffuser |
| Helligkeit | Sehr hell | Dezent hell |

Neben dem ersten Eindruck spielen auch haptische Eigenschaften eine Rolle. Die Haptik der Oberfläche trägt zur allgemeinen Wahrnehmung der Qualität bei.
Taktile Haptik und Oberflächenvarianten
Chrom fühlt sich im Allgemeinen sehr hart und glatt an. Dies liegt an seiner natürlichen Härte, die auch zu seiner Langlebigkeit beiträgt.
Nickel kann sich etwas weicher anfühlen. Insbesondere poliertes Nickel hat eine glatte, fast butterartige Haptik, die viele mit hochwertigen, traditionellen Beschlägen assoziieren.
Der Vergleich zwischen poliertem Nickel und Chrom ist besonders wichtig. Poliertes Chrom hat einen starken, brillanten Glanz. Sein hoher Grad an Spiegelreflexion3 erzeugt einen echten Spiegeleffekt. Poliertes Nickel sorgt für einen tieferen, satteren Glanz, der weniger intensiv ist. Die endgültige Glätte beider Oberflächen hängt jedoch stark von der Vorbereitung des Untergrundmaterials ab. Eine schlecht vorbereitete Oberfläche führt unabhängig von der Beschichtung zu einem fehlerhaften Finish.
| Charakteristisch | Poliertes Chrom | Poliertes Nickel |
|---|---|---|
| Visuelles Erscheinungsbild | Helle, kühle, scharfe Reflexion | Tiefes, warmes, sattes Leuchten |
| Taktile Wahrnehmung | Hart, glatt | Glatt, etwas weicher |
| Gemeinsame Nutzung | Moderne Einrichtungsgegenstände, Automobilindustrie | Klassische oder Vintage-Designs |
Chrom sorgt für eine coole, helle und moderne Ästhetik mit einer harten Anmutung. Nickel bietet ein warmes, dezentes und klassisches Erscheinungsbild, das sich etwas weicher anfühlt. Der Unterschied in der Reflektivität und im Farbton ist der entscheidende Faktor für Ihre Designentscheidung.
Ultimative Verschleißfestigkeit: Welche Beschichtung hält unter Reibung länger?
Bei der Wahl einer verschleißfesten Beschichtung dreht sich die Debatte oft um die Frage: Chrom oder Nickel? Beide sind eine ausgezeichnete Wahl, zeichnen sich jedoch in unterschiedlichen Bereichen aus.
Hartchrom ist für seine extreme Härte bekannt. Das macht es zur ersten Wahl für Teile mit hoher Reibung.
Chemisch Nickel hingegen bietet eine hohe Gleichmäßigkeit. Es bietet außerdem einen starken Korrosionsschutz.
Welches Material hat also eine bessere Abriebfestigkeit der Beschichtung? Die Antwort hängt ganz von den spezifischen Anforderungen Ihrer Anwendung ab. Vergleichen wir sie direkt miteinander.

Härte: Eine Geschichte von zwei Metallen
Die Härte ist ein entscheidender Faktor für die Verschleißfestigkeit. Beim Vergleich der Härte von Chrom und Nickel schneidet Chrom in der Regel besser ab. Eine Hartverchromung ist außergewöhnlich hart.
Basierend auf den von uns verwendeten Branchendaten ist der Unterschied deutlich.
| Art der Beschichtung | Vickers-Härte (HV) | Rockwell C (HRC) |
|---|---|---|
| Hartchrom | 800 – 1100 | 65 – 70 |
| Chemisch Nickel (High-Phos) | 450 – 600 | 45 – 55 |
| Chemisch Nickel (wärmebehandelt) | 800 – 1000 | 65 – 68 |
Wie Sie sehen können, kann wärmebehandeltes chemisches Nickel mit der Härte von Hartchrom mithalten. Standard-Hartchrom ist jedoch ohne zusätzliche Maßnahmen von Natur aus härter.
Anwendungen in Bewegung
Für gleitende und schwenkende Teile sind diese Härteangaben von entscheidender Bedeutung. Bei PTSMAKE spezifizieren wir häufig Hartchrom für Hydraulikzylinder und Kolbenstangen. Diese Teile sind ständigem abrasivem Verschleiß ausgesetzt.
Chemisch Nickel eignet sich besser für komplexe Formen. Seine gleichmäßige Beschichtung verhindert Schwachstellen. Es eignet sich hervorragend für Zahnräder und Formen, bei denen sowohl Verschleiß als auch Korrosion eine Rolle spielen. Es ist wichtig, alle Faktoren zu berücksichtigen. tribologische Eigenschaften4 der Oberfläche, nicht nur der Härte.
Hartchrom bietet eine hervorragende Härte und eignet sich daher ideal für Anwendungen mit hoher Reibung. Chemisch Nickel bietet eine vielseitige Balance zwischen Verschleiß- und Korrosionsbeständigkeit, wobei seine Härte durch Wärmebehandlung deutlich erhöht wird. Die beste Wahl hängt von der Funktion des Teils und der Betriebsumgebung ab.
Chrom vs. Vernickelung: Eine präzise Perspektive
Die Wahl zwischen Verchromung und Vernickelung für CNC-Teile ist eine häufige Herausforderung. Dabei geht es um mehr als nur das Aussehen. Es hat direkten Einfluss auf die Leistung und Haltbarkeit. Chrom bietet eine überlegene Härte und eine glänzende Oberfläche.
Nickel bietet eine hervorragende Korrosionsbeständigkeit. Bei hochpräzisen Teilen müssen wir berücksichtigen, wie durch die Beschichtung Material hinzugefügt wird. Dies wirkt sich auf die endgültigen Abmessungen und Toleranzen aus. Eine sorgfältige Planung ist vor der Bearbeitung unerlässlich.
| Merkmal | Hartverchromung | Chemische Vernickelung |
|---|---|---|
| Härte | Sehr hoch (68–72 HRC) | Mittel (45-55 HRC) |
| Korrosionsbeständigkeit | Gut | Ausgezeichnet |
| Gleichmäßigkeit der Beschichtung | Weniger einheitlich | Sehr gleichmäßig |
| Primäre Verwendung | Abnutzungswiderstand | Korrosionsschutz |
Diese Wahl bestimmt die endgültigen Eigenschaften des Teils. Wir planen die Bearbeitung immer unter Berücksichtigung der Beschichtungsdicke.

Wichtige Überlegungen zu CNC-Teilen
Die Entscheidung zwischen Chrom und Nickel hängt oft vom Grundmaterial und der endgültigen Anwendung des Teils ab. Jede Kombination hat einzigartige Vorteile und Herausforderungen, die wir sorgfältig abwägen müssen. Dies gilt insbesondere bei der Arbeit mit engen Toleranzen.
Substrat und Anwendungspaarung
Für Stahl-CNC-Teile, die eine extreme Oberflächenhärte und Verschleißfestigkeit erfordern, ist Hartchrom die Standardwahl. Denken Sie beispielsweise an Hydraulikzylinder oder Formen. Chrom über Stahl-CNC-Komponenten sorgt für eine langlebige, reibungsarme Oberfläche.
Im Gegensatz dazu ist Nickel auf Aluminium eine gängige Kombination. Aluminium ist leicht, aber anfällig für Korrosion. Die chemische Vernickelung bildet eine gleichmäßige Schutzschicht. Sie eignet sich ideal für Elektronikgehäuse oder Luft- und Raumfahrtkomponenten, bei denen Korrosion ein großes Problem darstellt.
Toleranzen und Formstabilität
Durch die Beschichtung wird eine zusätzliche Dicke von typischerweise einigen Mikrometern bis zu über 100 Mikrometern erzielt. Bei Präzisionsteilen ist dies eine erhebliche Veränderung. Wir bearbeiten das Teil mit einer Untermaß, um die durch die Beschichtung erzielte Dicke auszugleichen. Eine erfolgreiche Beschichtung hängt von einer starken Haftung5 zwischen der Beschichtung und dem Substrat. Basierend auf unseren internen Tests ist eine präzise Steuerung entscheidend.
| Bühne | Erforderliche Maßnahmen | Beispiel (Ziel Ø10,00 mm) |
|---|---|---|
| Vorbearbeitung | Berechnen Sie die erforderliche Untergröße | Maschinenteil bis Ø9,95 mm |
| Beschichtung | Eine kontrollierte Beschichtung auftragen | Platte mit einer Dicke von 0,025 mm |
| Letzter Teil | Teil entspricht Endmaß | Die endgültige Abmessung beträgt Ø10,00 mm. |
Dieser sorgfältige Prozess stellt sicher, dass das endgültige plattierte Teil genau den vom Design geforderten Spezifikationen entspricht.
Die Wahl zwischen Verchromung und Vernickelung für CNC-Teile hängt von den Anforderungen an Härte und Korrosionsbeständigkeit ab. Eine sorgfältige Vorbearbeitung ist unerlässlich, um die Beschichtungsdicke anzupassen und die Maßgenauigkeit zu gewährleisten, insbesondere bei bestimmten Kombinationen wie Chrom auf Stahl oder Nickel auf Aluminium.
Wie sich die Beschichtung auf Toleranzen und Maßgenauigkeit auswirkt
Bei der Wahl der Oberflächenbehandlung kommt es häufig zu einer Debatte zwischen Verchromung und Vernickelung. Beide sind ausgezeichnete Optionen. Sie haben jedoch direkten Einfluss auf die endgültigen Abmessungen Ihres Teils.
Plattieren ist nicht nur eine Beschichtung. Es handelt sich um eine zusätzliche Materialschicht. Diese Schicht verändert die Größe und Passform von Bauteilen.
Dimensionsänderung von Chrom
Hartchrom wird oft dicker als Nickel aufgetragen. Dies führt zu einer stärkeren Maßänderung des Chroms. Dies muss bei der ersten Bearbeitung berücksichtigt werden.
Nickelbeschichtung Aufbau
Chemisch Nickel sorgt für eine sehr gleichmäßige Beschichtung. Allerdings trägt die Nickelbeschichtung dennoch zu jeder Oberfläche bei. Dies zu berücksichtigen ist entscheidend.
Hier ein kurzer Überblick über gängige Stärken.
| Art der Beschichtung | Typische Dicke (Mikrometer) |
|---|---|
| Dekoratives Chrom | 0,25 – 0,5 |
| Hartchrom | 25 – 250 |
| Chemisch Nickel | 5 – 75 |
Diese Tabelle zeigt, warum DFM für Präzisionsteile so wichtig ist.

Berücksichtigung der Beschichtung bei der DFM
Die Plattierungsdicke ist ein zentraler Faktor bei der DFM-Betrachtung. Bei PTSMAKE arbeiten wir immer mit den endgültigen Abmessungen nach der Plattierung. Anschließend bearbeiten wir das Teil untermaßig, um dies auszugleichen.
Dieser Ansatz verhindert spätere Probleme mit Toleranzsummierung. Bei Teilen in eng passenden Baugruppen ist dieser Schritt unverzichtbar. Er vermeidet kostspielige Nacharbeiten oder Ausschuss. Eine klare Kommunikation auf Zeichnungen ist dabei entscheidend.
Chrom vs. Nickel: Ein genauerer Blick
Die Wahl zwischen Chrom und Nickel hängt oft von der Anwendung ab. Hartchrom bietet eine überlegene Härte und Verschleißfestigkeit. Dadurch eignet es sich ideal für Komponenten wie Hydraulikzylinder oder Kolbenringe.
Chemisch Nickel zeichnet sich durch hervorragende Korrosionsbeständigkeit aus und sorgt für eine gleichmäßigere Schichtbildung. Der Prozess Wurfkraft6 beeinflusst, wie gleichmäßig sich das Metall auf der Oberfläche des Bauteils ablagert. Dies ist ein entscheidender Vorteil bei komplexen Innengeometrien.
Diese Tabelle zeigt die Unterschiede genauer.
| Merkmal | Hartchrom | Chemisch Nickel |
|---|---|---|
| Härte | 66–70 HRC | 45-55 HRC (beschichtet) |
| Korrosionsbeständigkeit | Gut | Ausgezeichnet |
| Einheitlichkeit | Weniger einheitlich | Hochgradig einheitlich |
| Anmeldung | Abnutzungswiderstand | Korrosionsschutz |
Es ist wichtig, diese Kompromisse zu verstehen. So können Sie die richtige Oberfläche für die Funktion Ihrer Komponente auswählen und die Leistung und Zuverlässigkeit in der vorgesehenen Umgebung sicherstellen.
Sowohl Chrom- als auch Nickelbeschichtungen fügen Material hinzu und verändern die endgültigen Abmessungen des Teils. Eine ordnungsgemäße DFM-Planung ist unerlässlich. Dazu müssen die Abmessungen vor der Beschichtung angepasst werden, um die endgültigen Toleranzen einzuhalten. Ihre Wahl hängt von den spezifischen Anforderungen an Verschleiß- und Korrosionsbeständigkeit ab.
Feuerbeständig? Hitzebeständig? Was Sie über die thermische Leistung wissen müssen
Bei der Auswahl einer Oberflächenbehandlung für Teile, die in Umgebungen mit hohen Temperaturen eingesetzt werden, dreht sich die Debatte oft um die Frage: Verchromung oder Vernickelung? Beide bieten Schutz, unterscheiden sich jedoch erheblich in ihrem thermischen Verhalten. Es ist wichtig, diese Unterschiede zu verstehen.
Chrom hat im Allgemeinen eine bessere Hitzebeständigkeit. Nickel hat einen niedrigeren Schmelzpunkt und kann leichter verfärben. Ihre Wahl wirkt sich sowohl auf die Leistung als auch auf die Ästhetik aus.
Chrom vs. Nickel: Ein kurzer Blick auf die thermischen Eigenschaften
Beginnen wir mit der grundlegendsten thermischen Grenze: dem Schmelzpunkt. Dies ist ein kritischer Faktor für Komponenten, die extremen Temperaturen ausgesetzt sein können.
| Art der Beschichtung | Schmelzpunkt (ca.) |
|---|---|
| Chrom | 1907 °C (3465 °F) |
| Nickel | 1455 °C (2651 °F) |
Diese ersten Daten zeigen den deutlichen Vorteil von Chrom bei extremen Temperaturen.

Schmelzpunkte sind zwar wichtig, aber Teile erreichen sie selten. Der eigentliche Test ist die Leistung in Umgebungen mit anhaltend hohen Temperaturen. Hier betrachten wir Faktoren, die über das einfache Schmelzen hinausgehen.
Leistung bei hohen Temperaturen – Ein tiefer Einblick
Sowohl Chrom- als auch Nickelbeschichtungen werden für wärmebehandelte Teile verwendet. Ihre Reaktionen auf längere Hitzeeinwirkung variieren jedoch. Die beste Wahl hängt von den spezifischen Betriebsbedingungen ab.
Verfärbung und Oxidation
Verchromungen, insbesondere Hartverchromungen, sind für ihre hervorragende Stabilität bekannt. Sie sind oxidationsbeständig und behalten ihr Aussehen auch bei höheren Temperaturen.
Nickel, insbesondere chemisch Nickel, kann bei Temperaturen über 400 °C (750 °F) vergilben oder anlaufen. Dies ist ein wichtiger Aspekt für kosmetische Teile. Die Oberfläche Emissionsgrad7 spielt auch eine Rolle dabei, wie es Wärme abstrahlt.
Beschichtung für wärmebehandelte Teile
Bei Bauteilen, die einer Wärmebehandlung unterzogen werden, muss die Beschichtung gut haften und darf das Substrat nicht beeinträchtigen.
| Merkmal | Hartchrom | Chemisch Nickel |
|---|---|---|
| Max. Betriebstemp. | Bis zu 650 °C (1200 °F) | Bis zu 400 °C (750 °F) vor Verfärbung |
| Wärmestabilität | Ausgezeichnet, behält Härte und Farbe. | Gut, kann aber weich werden und sich verfärben. |
| Haftung | Starke mechanische Verbindung. | Ausgezeichnete molekulare Bindung. |
Bei PTSMAKE empfehlen wir aufgrund seiner überlegenen Chrom-Hitzebeständigkeit häufig Hartchrom für Auspuffkomponenten und Industriemaschinenteile. Nickel ist eine gute Wahl für weniger extreme thermische Belastungen.
Chrom eignet sich hervorragend für Anwendungen mit hohen Temperaturen, da es seine Integrität und sein Aussehen beibehält. Nickel ist eine vielseitige, kostengünstige Option für moderate Temperaturen, kann jedoch Verfärbungen aufweisen. Die richtige Wahl hängt ganz von den spezifischen Anforderungen der Betriebsumgebung Ihres Teils ab.
Können Chrom- oder Nickelbeschichtungen repariert oder erneuert werden?
Ja, Sie können sowohl Chrom als auch Nickel neu beschichten. Aber das ist keine einfache Lackierarbeit. Die alte Beschichtung muss zuerst vollständig entfernt werden.
Dieser Entlackungsprozess ist der heikelste Teil. Wenn er nicht korrekt durchgeführt wird, kann er das Bauteil irreparabel beschädigen.
Übersicht über den Nachbeschichtungsprozess
Der gesamte Prozess der Neubeschichtung umfasst mehrere Schritte. Jeder Schritt muss sorgfältig ausgeführt werden, um ein perfektes Endergebnis zu erzielen.
| Schritt | Schlüsselaktion |
|---|---|
| 1. Abisolieren | Entfernen Sie alle alten Beschichtungsschichten chemisch. |
| 2. Oberflächenvorbereitung | Das Rohmaterial polieren und reinigen. |
| 3. Neuplattieren | Frische Schichten Nickel und Chrom auftragen. |
Dieser Reparaturprozess zum Ausbau von Chromteilen birgt gewisse Risiken.

Die kritische Abisolierphase
Der Erfolg einer Neuplattierung beginnt mit einer perfekten Entlackung. Bei diesem Schritt wird die beschädigte Beschichtung entfernt. Außerdem wird das Substrat für die neue Beschichtung vorbereitet. Für diese Arbeit setzen wir spezielle chemische Bäder ein.
Zum Entfernen von Nickel wird in der Regel eine Lösung auf Säurebasis verwendet. Der Reparaturprozess zum Entfernen von Chrom ist komplexer. Dabei muss zunächst die dünne Chromschicht und anschließend die darunter liegende dickere Nickelschicht entfernt werden.
Einschränkungen bei Nacharbeiten verstehen
Das größte Risiko ist der Maßverlust. Abbeizchemikalien können eine geringe Menge des Grundmetalls entfernen. Dies ist ein großes Problem bei hochpräzisen Bauteilen. Bei PTSMAKE messen wir immer die kritischen Maße, bevor wir uns für einen Neuplattierungsprozess entscheiden.
Die chemische Badmethode ist weit verbreitet. Ein Verfahren wie Elektrolytisches Abbeizen8 kann manchmal eine bessere Kontrolle über den Materialabtrag ermöglichen.
| Risikofaktor | Mögliche Folgen | Minderung bei PTSMAKE |
|---|---|---|
| Änderung der Dimensionen | Das Teil entspricht nicht mehr den Spezifikationen. | Inspektion vor und nach dem Abisolieren. |
| Oberflächenkorrosion | Unebenes oder raues Grundmaterial. | Kontrollierte Eintauchzeit und Chemie. |
| Wesentliche Schwäche | Risiko der Wasserstoffversprödung. | Wärmebehandlung nach dem Entlacken (Einbrennen). |
Bei der Entscheidung zwischen Verchromung und Vernickelung für Nacharbeiten ist Nickel oft die einfachere Wahl. Seine einzelne Schicht lässt sich leichter entfernen. Die Mehrschichtigkeit von Chrom macht den Prozess der Neubeschichtung riskanter.
Das Neuplattieren ist eine praktikable Reparaturmethode, aber keine einfache Aufgabe. Dabei muss die alte Beschichtung entfernt werden, was Risiken wie Maßverlust und Beschädigungen des Untergrunds mit sich bringt. Vor der Durchführung ist eine gründliche Bewertung unerlässlich, insbesondere bei hochpräzisen Teilen.
Beherrschen Sie die Kunst der Auswahl der Beschichtung basierend auf dem Substratmaterial
Die Wahl zwischen Verchromung und Vernickelung ist eine häufige Herausforderung. Beide bieten einen hervorragenden Schutz und eine dekorative Oberfläche. Die endgültige Entscheidung hängt oft vom Grundmaterial ab.
Verchromung: Die Grundlagen
Chrom ist bekannt für seine extreme Härte und seinen spiegelartigen Glanz. Es bietet eine hervorragende Verschleißfestigkeit. Dadurch eignet es sich ideal für Teile mit hoher Reibung.
Vernickeln: Die Grundlagen
Nickel hat einen etwas wärmeren, gelblichen Farbton. Es bietet eine ausgezeichnete Korrosionsbeständigkeit und ist duktiler als Chrom. Es wird häufig als Unterlage für andere Beschichtungen verwendet.
Schneller Vergleich
| Merkmal | Verchromen | Vernickeln |
|---|---|---|
| Erscheinungsbild | Hell, bläulich-weiß | Leicht gelblich |
| Härte | Sehr hoch (65–70 HRC) | Mäßig (40–60 HRC) |
| Korrosion | Ausgezeichnet | Sehr gut |
| Kosten | Im Allgemeinen höher | Im Allgemeinen niedriger |

Bei der Debatte um Chrom- oder Nickelbeschichtung geht es nicht nur um die Oberfläche. Die Kompatibilität des Untergrunds ist der wichtigste Faktor für den Erfolg. Eine Fehlkompatibilität kann zu Abblättern, Blasenbildung oder schlechter Leistung führen.
Substratkompatibilitätsmatrix
Hier bei PTSMAKE haben wir unsere Verfahren für verschiedene Kombinationen verfeinert. Die richtige Vorbereitung ist der Schlüssel zu einer dauerhaften Verbindung. Gut Haftung9 ist entscheidend für die Lebensdauer des beschichteten Teils.
| Substrat | Vernickeln | Verchromen | Empfehlung |
|---|---|---|---|
| Stahl | Ausgezeichnet | Gut (erfordert Nickel-Grundierung) | Für eine lange Lebensdauer ist vernickelter Stahl die beste Beschichtungskombination. |
| Aluminium | Gut (Zinkat erforderlich) | Anspruchsvoll (Unterbodenschutz erforderlich) | Das Verchromen von Aluminium erfordert eine sorgfältige Vorbehandlung. |
| Messing | Ausgezeichnet | Ausgezeichnet | Beide sind ausgezeichnete Wahlmöglichkeiten, je nach gewünschter Farbe. |
| Kupfer | Ausgezeichnet | Ausgezeichnet | Ähnlich wie bei Messing ist die Wahl oft ästhetischer Natur. |
| Rostfreier Stahl | Gut (Aktivierung erforderlich) | Gut (Aktivierung erforderlich) | Beide erfordern einen speziellen Aktivierungsschritt, um eine ordnungsgemäße Verbindung sicherzustellen. |
Für Stahlteile, die Verschleißfestigkeit und Korrosionsschutz erfordern, ist eine Schicht aus Nickel gefolgt von Chrom eine robuste Lösung. Diese Schichtung vereint das Beste aus beiden Welten.
Die beste Beschichtungskombination ist nicht universell. Es handelt sich um eine spezifische Lösung, die auf das Substratmaterial und die Anforderungen der Anwendung zugeschnitten ist. Die Berücksichtigung beider Faktoren ist entscheidend für eine erfolgreiche und dauerhafte Beschichtung.
Lebensdauer-Vergleich: TCO-Analyse von Chrom- und Nickelbeschichtung
Es ist ein häufiger Fehler, nur den Anschaffungspreis zu berücksichtigen. Die tatsächliche Kosteneffizienz einer Beschichtung ergibt sich aus einer umfassenden Analyse. Dazu ist ein Modell zur Ermittlung der Gesamtbetriebskosten (TCO) erforderlich.
Dieses Modell geht über den Kostenvoranschlag hinaus. Es umfasst Verschleiß, Arbeitsaufwand, Nacharbeit und sogar Umweltkosten. Lassen Sie uns ein TCO-Modell für die Beschichtung erstellen.
| Kostenfaktor | Anfänglicher Preis Fokus | TCO-Fokus |
|---|---|---|
| Entscheidungsgrundlage | Niedrigstes Angebot pro Teil | Niedrigste Kosten über die Lebensdauer des Teils |
| Wichtige Metriken | Beschichtungspreis | Haltbarkeit, Arbeitsaufwand, Konformität |
| Ergebnis | Mögliche versteckte Kosten | Vorhersehbarer langfristiger Wert |
Dieser Ansatz hilft Ihnen, die vollständigen finanziellen Auswirkungen zu verstehen.

Das Plating-TCO-Modell dekonstruieren
Eine fundierte Analyse der Gesamtbetriebskosten von Chrom und Nickel muss mehrere versteckte Kosten aufschlüsseln. Diese Faktoren haben oft größere finanzielle Auswirkungen als die anfänglichen Beschichtungskosten.
Verschleiß- und Austauschzyklen
Hartchrom ist extrem langlebig. Dies verlängert die Lebensdauer des Teils und reduziert die Häufigkeit des Austauschs. Chemisch Nickel bietet eine ausgezeichnete Korrosionsbeständigkeit, was sich ebenfalls auf die Lebensdauer auswirkt, jedoch in anderen Anwendungsbereichen. Die verbesserte tribologische Eigenschaften10 einer Beschichtung direkt die langfristigen Kosten senken.
Arbeit und Nacharbeit
Chemisch Nickel sorgt für eine sehr gleichmäßige Beschichtung. Dadurch kann eine Nachbearbeitung entfallen. An Kanten kann sich Chrom ansammeln, was manchmal zusätzlichen Arbeitsaufwand erfordert. Nacharbeiten verursachen erhebliche, oft nicht im Budget vorgesehene Kosten.
Umwelt- und Compliance-Kosten
Dies ist ein wichtiger Faktor. Bei Verfahren mit sechswertigem Chrom fallen hohe Kosten für die Einhaltung von Umweltvorschriften und die Abfallentsorgung an. Diese Kosten steigen. Die Vernickelung, insbesondere die chemische Vernickelung, ist in der Regel mit geringeren Umweltkosten verbunden.
Hier ist ein vereinfachter Vergleich dieser versteckten Kosten.
| TCO-Faktor | Hartchrom | Chemisch Nickel |
|---|---|---|
| Lebensdauer (Verschleiß) | Ausgezeichnet | Sehr gut |
| Nacharbeitsrisiko | Mäßig (Unebenheit) | Niedrig (Gleichmäßigkeit) |
| Umweltkosten | Hoch | Mäßig |
| Wiederverwendbarkeit | Komplexer zu entfernen | Leichter zu entfernen |
Die Berücksichtigung dieser Faktoren vermittelt ein viel klareres Bild vom Lifetime Value.
Ein echtes TCO-Modell für Beschichtungen geht über die Rechnung hinaus. Es berücksichtigt Verschleiß, Arbeitsaufwand, Umweltkonformität und Wiederverwendbarkeit. So erhalten Sie einen vollständigen Überblick darüber, welche Beschichtung für Ihre spezifische Anwendung langfristig den größten Nutzen bietet.
Entdecken Sie noch heute die überlegenen Oberflächenlösungen von PTSMAKE!
Haben Sie Fragen zu Chrom- oder Nickelbeschichtung für Ihr nächstes CNC- oder Spritzgussprojekt? Wenden Sie sich an die Experten von PTSMAKE, um schnelle, genaue Angebote und maßgeschneiderte Beschichtungslösungen zu erhalten, die Präzision, Langlebigkeit und langfristigen Wert garantieren. Senden Sie jetzt Ihre Anfrage und steigern Sie die Leistungsfähigkeit Ihres Projekts!

Entdecken Sie, wie verschiedene Metalle miteinander interagieren und zu einem beschleunigten Versagen Ihrer Komponenten führen können. ↩
Verstehen Sie diesen chemischen Prozess für eine gleichmäßige Beschichtung ohne elektrischen Strom. ↩
Erfahren Sie, wie diese Eigenschaft spiegelähnliche Oberflächen erzeugt und die wahrgenommene Helligkeit von Oberflächen beeinflusst. ↩
Erfahren Sie, wie Materialoberflächen in Bewegung interagieren und sich auf Reibung, Verschleiß und die Gesamtlebensdauer von Bauteilen auswirken. ↩
Erfahren Sie, wie sich die Vorbereitung des Untergrunds auf die Haftfestigkeit und Haltbarkeit Ihrer plattierten Teile auswirkt. ↩
Erfahren Sie, wie sich diese Eigenschaft auf die Gleichmäßigkeit der Beschichtung komplexer Teile und auf Ihre endgültigen Toleranzen auswirkt. ↩
Erfahren Sie, wie diese Eigenschaft die Wärmeabstrahlung einer Oberfläche und die Temperatur von Bauteilen beeinflusst. ↩
Erfahren Sie, wie dieser kontrollierte elektrochemische Prozess die Beschichtung mit minimalem Risiko für das Grundmaterial entfernt. ↩
Entdecken Sie, warum die richtige Oberflächenbehandlung für eine starke, langlebige Beschichtung unerlässlich ist. ↩
Verstehen Sie die Wissenschaft von Reibung und Verschleiß, um die Oberflächenleistung besser beurteilen zu können. ↩






