

Es kann schwierig sein, einen Pulverbeschichtungsdienstleister zu finden, der gleichbleibende Qualität liefert und strenge technische Spezifikationen erfüllt. Viele Anbieter versprechen perfekte Oberflächen, liefern jedoch Teile mit Mängeln, schlechter Haftung oder Farbabweichungen, was kostspielige Nacharbeiten und Projektverzögerungen zur Folge hat.
Im Vergleich zu herkömmlichen Nasslackiersystemen bietet die Pulverbeschichtung eine überlegene Haltbarkeit, Umweltverträglichkeit und Kosteneffizienz. Daher ist sie die bevorzugte Veredelungsmethode für präzisionsgefertigte Teile in der Luft- und Raumfahrt, Medizin, Automobilindustrie und Unterhaltungselektronik.

Die langjährige Zusammenarbeit mit verschiedenen Beschichtungslieferanten hat mich gelehrt, dass Erfolg vom Verständnis der technischen Details abhängt. Dieser Leitfaden behandelt alles von der Fehlervermeidung und Toleranzkontrolle bis hin zu materialspezifischen Vorbehandlungen und Industriestandards, die sicherstellen, dass Ihre Teile stets den Spezifikationen entsprechen.
Warum intelligente Ingenieure Pulverbeschichtung gegenüber Nasslack bevorzugen
Ingenieure legen Wert auf Leistung und Zuverlässigkeit. Die Wahl einer Oberfläche ist nicht nur eine Frage der Ästhetik. Es handelt sich um eine wichtige technische Entscheidung.
Die Debatte um Pulverbeschichtung versus Nasslackierung ist weit verbreitet. Bei anspruchsvollen Anwendungen ist die Wahl jedoch klar.
Der Vorteil der Langlebigkeit
Die Pulverbeschichtung sorgt für eine dickere, gleichmäßigere Schicht. Dadurch entsteht eine harte Oberfläche, die widerstandsfähiger ist als herkömmlicher Lack. Sie ist wesentlich widerstandsfähiger gegen Abplatzen, Kratzer und Ausbleichen.
Effizienz in der Anwendung
Der Anwendungsprozess ist ebenfalls schneller. Oftmals ist nur eine einzige Schicht erforderlich. Dies beschleunigt die Produktionslinien und senkt die Arbeitskosten. Viele technische Teile profitieren von dieser Effizienz.
| Merkmal | Pulverbeschichtung | Frisch gestrichen |
|---|---|---|
| Typische Dicke | 1–6 mil (25–150 μm) | 0,5–1 mil (12–25 μm) |
| Härte (ASTM D3363) | H bis 2H | HB zu F |
| Methode der Anwendung | Elektrostatisches Sprühen | Sprühen, Streichen, Tauchen |
Für robuste und langlebige Komponenten sind die Vorteile der Pulverbeschichtung unbestreitbar.

Bei der Bewertung eines Veredelungsprozesses schaue ich über die Oberfläche hinaus. Der gesamte Lebenszyklus ist entscheidend, von der Anwendung über die langfristige Leistungsfähigkeit bis hin zu den Auswirkungen auf die Umwelt. Die Wahl wirkt sich direkt auf die Qualität der von uns hergestellten technischen Teile aus.
Überragende Oberflächenqualität und Konsistenz
Die Pulverbeschichtung wird als trockenes Pulver elektrostatisch aufgetragen. Anschließend wird sie unter Hitze ausgehärtet. Durch diesen Prozess fließt sie und bildet eine Haut. Das Ergebnis ist eine glatte, gleichmäßige Oberfläche ohne Tropfen oder Läufer. Dies unterscheidet sich von Flüssigfarbe, die ungleichmäßig sein kann. Das verwendete Material ist ein duroplastisches Polymer1 das während des Aushärtens vernetzt und eine starke molekulare Bindung bildet. Bei PTSMAKE gewährleisten unsere Pulverbeschichtungsdienstleistungen diese gleichbleibende Qualität für jedes Teil.
Vorteile für Umwelt und Sicherheit
Ein wesentlicher Vorteil der Pulverbeschichtung ist ihre minimale Umweltbelastung. Sie enthält keine Lösungsmittel und setzt nur vernachlässigbare Mengen flüchtiger organischer Verbindungen (VOC) frei. Dadurch ist sie für Bediener und Umwelt sicherer.
| Aspekt | Pulverbeschichtung | Frisch gestrichen |
|---|---|---|
| VOC-Emissionen | Nahe Null | Hoch |
| Abfallmaterial | Overspray ist recycelbar | Overspray ist gefährlicher Abfall. |
| Brandgefahr | Niedrig | Hoch (aufgrund von Lösungsmitteln) |
Langfristige Kosteneffizienz
Die Anschaffungskosten für die Ausrüstung mögen zwar höher sein, doch auf lange Sicht erweist sich die Pulverbeschichtung oft als wirtschaftlicher. Eine höhere Materialausnutzung, ein geringerer Energieverbrauch für die Aushärtung und reduzierte Entsorgungskosten tragen zu erheblichen langfristigen Einsparungen bei. Die Langlebigkeit reduziert zudem Gewährleistungsansprüche und Nacharbeiten.
Pulverbeschichtung bietet eine dauerhafte, effiziente und umweltfreundliche Oberfläche. Für technische Anwendungen, die eine hohe Leistungsfähigkeit erfordern, ist sie aufgrund ihrer überlegenen Konsistenz und langfristigen Kosteneinsparungen die intelligentere Wahl gegenüber herkömmlichen Nasslackierungen.
Die 10 häufigsten Fehler bei der Pulverbeschichtung und wie man sie verhindert
Das Verständnis häufiger Probleme bei der Pulverbeschichtung ist für jeden Ingenieur oder Einkäufer unerlässlich. Eine makellose Oberfläche ist nicht nur eine Frage der Ästhetik, sondern auch der Leistungsfähigkeit und Haltbarkeit. Mängel deuten oft auf tiefere Probleme im Prozess hin.
Lassen Sie uns einige häufige Oberflächenfehler bei Pulverbeschichtungen. Diese können die Integrität und den Schutz Ihrer Teile beeinträchtigen. Wenn Sie deren Ursachen kennen, können Sie effektivere Gespräche mit Ihren Fertigungspartnern führen.
Häufige visuelle Mängel
| Defekt | Erscheinungsbild |
|---|---|
| Orangenschalen | Eine unebene Textur, die der Schale einer Orange ähnelt. |
| Nadellöcher | Winzige, tiefe Löcher, die die Beschichtung durchdringen. |
| Blasen | Kleine Blasen oder Erhebungen auf der Oberfläche. |
Eine frühzeitige Erkennung kann kostspielige Nacharbeiten verhindern.

Über optische Mängel hinaus beeinträchtigen einige Defekte den grundlegenden Zweck der Beschichtung. Abplatzungen und schlechte Haftung sind zwei der schwerwiegendsten Mängel. Probleme mit Pulverbeschichtungen. Sie weisen in der Regel auf Fehler in der entscheidenden Vorbereitungsphase hin, lange bevor überhaupt Pulver versprüht wird.
Der wichtigste Faktor für eine dauerhafte Beschichtung ist die Vorbereitung der Oberfläche. Wenn der Untergrund nicht vollkommen sauber und behandelt ist, haftet das Pulver einfach nicht richtig. Dies ist meiner Erfahrung nach die häufigste Ursache für Beschichtungsfehler.
Haftungs- und Haltbarkeitsfehler
Eine schlechte Haftung bedeutet, dass sich die Beschichtung in ganzen Schichten ablösen kann. Abplatzen bedeutet, dass die Oberfläche bei einem Aufprall abbricht. Beide Probleme verkürzen die Lebensdauer eines Teils erheblich. Das Problem beginnt oft mit unsichtbaren Substratkontamination2 oder ein falsches Aushärtungsprofil.
Diese Fehler treten möglicherweise nicht sofort auf. Sie können während der Montage oder, schlimmer noch, erst nach der Inbetriebnahme des Produkts zutage treten. Aus diesem Grund ist ein sorgfältiger Prozess unverzichtbar.
| Defekt | Primäre Ursache | Prävention Methode |
|---|---|---|
| Chipping | Mangelhafte Vorbehandlung oder unzureichende Aushärtung. | Reinigungsprozess überprüfen; Aushärtungsplan befolgen. |
| Schlechte Adhäsion | Oberflächenverunreinigungen (Öle, Fette). | Führen Sie eine gründliche mehrstufige Reinigung durch. |
Bei PTSMAKE ist unser Pulverbeschichtungsdienstleistungen umfassen einen strengen mehrstufigen Vorbehandlungsprozess. Dadurch wird sichergestellt, dass die Oberfläche makellos ist, um maximale Haftung und langfristige Haltbarkeit zu gewährleisten.
Das Erkennen von Oberflächenfehlern bei Pulverbeschichtungen wie Orangenhaut und schlechter Haftung ist von entscheidender Bedeutung. Diese Probleme sind oft auf Anwendungsfehler oder eine unzureichende Oberflächenvorbereitung zurückzuführen. Wenn Sie dies verstehen, können Sie eine hochwertige Beschichtung besser beurteilen und auswählen. Pulverbeschichtungsdienstleistungen Anbieter für Ihre Projekte.
Anforderungen der Luft- und Raumfahrt an pulverbeschichtete Teile
Die Einhaltung der Luft- und Raumfahrtstandards ist keine Option, sondern eine zwingende Voraussetzung. Jedes beschichtete Teil muss präzise Spezifikationen hinsichtlich Sicherheit und Leistung erfüllen. Hier zeichnet sich die professionelle ‘Luft- und Raumfahrt-Pulverbeschichtung’ besonders aus.
Konformität mit militärischen Spezifikationen
Normen wie MIL-PRF-24712 schreiben alles vor. Sie umfassen die Materialzusammensetzung, die Anwendung und die endgültige Leistung. Die Konformität gewährleistet, dass die Teile extremen Betriebsbedingungen standhalten können. Sie ist eine Garantie für Zuverlässigkeit.
Kritische Vorbehandlungsschritte
Die richtige Vorbereitung der Oberfläche ist von grundlegender Bedeutung. Ohne sie versagt selbst die beste Beschichtung. Eine saubere, korrekt vorbereitete Oberfläche gewährleistet maximale Haftung und Korrosionsbeständigkeit.
| Bühne | Zweck |
|---|---|
| Entfettung | Entfernt Öle und Verunreinigungen. |
| Spülung | Entfernt chemische Rückstände. |
| Konversionsbeschichtung | Verbessert die Haftung und den Korrosionsschutz. |
| Letzte Spülung | Sorgt für eine reine Oberfläche für die Beschichtung. |
Dieser detaillierte Prozess ist ein Markenzeichen für hochwertige ‘Pulverbeschichtungsdienstleistungen’.

Über die Erstanwendung hinaus müssen die Teile einer strengen Validierung unterzogen werden. Dieser Prozess beweist, dass die Beschichtung den harten Realitäten des Flugbetriebs standhält. Diese ‘flugtauglichen Pulverbeschichtungsstandards’ unterscheiden Standardarbeit von Qualität in Luft- und Raumfahrtqualität.
Umwelt- und Leistungsprüfungen
Wir unterziehen beschichtete Teile einer Reihe von Tests. Diese simulieren reale Umweltbelastungen. Das Ziel ist es, die Haltbarkeit lange vor dem Einbau des Teils zu überprüfen. Diese Tests sind für alle ‘Mil-Spec-Beschichtungsdienstleistungen’ unerlässlich.
Hier sind einige der wichtigsten Validierungstests, die wir durchführen.
| Test Typ | Zielsetzung |
|---|---|
| Salznebel (ASTM B117) | Misst die Korrosionsbeständigkeit im Laufe der Zeit. |
| Haftung (ASTM D3359) | Überprüft die Haftung zwischen der Beschichtung und dem Substrat. |
| Schlagzähigkeit | Beurteilt die Widerstandsfähigkeit gegen physische Stöße. |
| Dickenmessung | Stellt sicher, dass die Beschichtung innerhalb der festgelegten Toleranz liegt. |
Die Bedeutung vollständiger Rückverfolgbarkeit
Die Dokumentation ist genauso wichtig wie die Beschichtung selbst. Eine lückenlose Rückverfolgbarkeit ist erforderlich. Jeder Schritt, von der Pulverchargennummer über die Aushärtungstemperatur bis hin zu den Prüfergebnissen, wird aufgezeichnet.
Dadurch wird für jedes Teil eine vollständige Historie erstellt. Dies sorgt für Transparenz und ist für die Qualitätskontrolle unerlässlich. Es ist ein unverzichtbarer Bestandteil unseres Prozesses bei PTSMAKE.
Die Einhaltung von Luft- und Raumfahrtspezifikationen wie MIL-PRF-24712 ist obligatorisch. Dies umfasst eine sorgfältige Vorbehandlung, gefolgt von umfangreichen Umwelt- und Leistungstests. Eine vollständige Dokumentation für lückenlose Rückverfolgbarkeit gewährleistet, dass jedes Teil den höchsten Standards für Sicherheit und Zuverlässigkeit entspricht.
Geheimnisse für das Erreichen enger Toleranzen nach der Pulverbeschichtung
Die Pulverbeschichtung bildet eine Schutzschicht, erhöht jedoch auch die Dicke. Dies wirkt sich direkt auf die endgültigen Abmessungen Ihres Teils aus. Wenn Sie diese Aufbauschicht ignorieren, kann dies zu Montagefehlern führen.
Erfolgreiche Projekte hängen von einer präzisen Dickenkontrolle ab. Dies ist ein entscheidender Faktor für Teile mit engen Toleranzen.
Die Herausforderung der Beschichtungsablagerungen
Jede Oberfläche erhält eine Pulverschicht. Diese kann zwischen 0,002 und 0,005 Zoll oder mehr betragen. Dies muss bei der Konstruktion berücksichtigt werden, um kritische Abmessungen einzuhalten.
Die anfängliche Planung ist entscheidend
Wir arbeiten mit unseren Kunden zusammen, um kritische Bereiche zu definieren. Dies hilft uns, vor dem Auftragen des Pulvers eine Strategie zu entwickeln, um nach der Pulverbeschichtung eine perfekte Passform zu gewährleisten.

Um Präzision zu gewährleisten, konzentrieren wir uns auf zwei Kernbereiche: sorgfältige Maskierung und intelligente Designanpassung. Diese Schritte sind für Komponenten mit hoher Toleranz nicht optional. Sie sind für den Erfolg unerlässlich.
Präzise Maskierungstechniken
Das Abdecken schützt Bereiche, die unbeschichtet bleiben müssen. Dazu gehören häufig Gewinde, Passflächen oder Erdungspunkte. Die Wahl des Abdeckmaterials ist entscheidend für saubere, scharfe Linien.
| Maskierungsmethode | Am besten für | Temperaturbeständigkeit |
|---|---|---|
| Hochtemperaturbänder | Flache Oberflächen, scharfe Kanten | Hoch |
| Silikonstopfen/-kappen | Löcher, Gewinde, Bolzen | Sehr hoch |
| Flüssiges Maskierungsmittel | Komplexe oder unregelmäßige Formen | Variiert |
Die Wahl der richtigen Methode stellt sicher, dass nur die vorgesehenen Oberflächen beschichtet werden. Dadurch werden Ablagerungen verhindert, die die Funktion beeinträchtigen würden. Effektive ‘Präzisionsmaskierungstechniken’ sind ein Grundpfeiler der Qualität.
Entwurf für Oberflächenaufbau
Die beste Strategie ist es, die Beschichtung von Anfang an einzuplanen. Das bedeutet, dass die ursprünglichen CNC-Bearbeitungsmaße angepasst werden müssen, um die zusätzliche Dicke zu berücksichtigen. Beispielsweise könnte ein Loch etwas überdimensioniert bearbeitet werden. So wird sichergestellt, dass es nach der Beschichtung die richtige Größe hat. Diese Vorausschau verhindert Nachbearbeitungen nach der Beschichtung. Außerdem werden Probleme wie die folgenden vermieden: Faradayscher Käfig-Effekt3 in engen Ecken, was zu einer ungleichmäßigen Beschichtung führen kann. Bei PTSMAKE integrieren wir diese Überlegungen in unseren DFM-Prozess.
Um nach der Beschichtung enge Toleranzen zu erreichen, ist ein proaktiver Ansatz erforderlich. Dieser umfasst eine präzise Dickenkontrolle, strategisches Abdecken und die Konstruktion von Teilen, die den Materialaufbau berücksichtigen. So wird sichergestellt, dass das Endprodukt alle Spezifikationen erfüllt, ohne dass kostspielige Nacharbeiten erforderlich sind.
Vorteile der Pulverbeschichtung für Gehäuse von medizinischen Geräten
Im medizinischen Bereich dient die Oberfläche eines Geräts nicht nur der Optik. Sie ist ein entscheidender Faktor für Sicherheit und Funktion. Die Oberfläche muss strapazierfähig und für den Kontakt mit Patienten unbedenklich sein.
Pulverbeschichtung bietet eine hervorragende Lösung. Sie erfüllt die strengen Anforderungen im Gesundheitswesen auf effektive Weise.
Biokompatibilität und Sicherheit
Eine wichtige Anforderung ist, dass die Beschichtung ungiftig sein muss. Sie darf nicht mit menschlichem Gewebe reagieren. Unsere Pulverbeschichtungsoptionen für medizinische Geräte sind genau für diesen Zweck entwickelt worden. Sie bieten für Krankenhäuser unbedenkliche Oberflächen.
Funktionale Leistung
Diese Beschichtungen vereinfachen auch die Reinigung. Eine glatte, porenfreie Oberfläche verhindert das Wachstum von Mikroorganismen. Dies ist für die Infektionskontrolle in jeder klinischen Umgebung von entscheidender Bedeutung.
| Merkmal | Pulverbeschichtung | Flüssige Farbe |
|---|---|---|
| Biokompatibilität | Ausgezeichnet | Variiert |
| Dauerhaftigkeit | Hoch | Mäßig |
| Chemische Beständigkeit | Hoch | Mäßig-niedrig |
| Leichte Reinigung | Einfach | Kann porös sein |

Bei der Auswahl einer Oberflächenbeschichtung müssen wir den gesamten Lebenszyklus eines Medizinprodukts berücksichtigen. Dazu gehören wiederholte Sterilisationen und die Einwirkung aggressiver Reinigungsmittel. Eine sich zersetzende Beschichtung kann die Patientensicherheit und die Integrität des Produkts beeinträchtigen. Hier macht die richtige Beschichtung den Unterschied.
Verbesserte Haltbarkeit für Krankenhausumgebungen
Die Pulverbeschichtung erzeugt eine robuste, vernetzte Oberfläche. Diese ist härter und widerstandsfähiger als herkömmliche Lacke. Die Oberfläche ist widerstandsfähig gegen Absplitterungen, Kratzer und Abrieb, die durch den täglichen Gebrauch in einem stark frequentierten Krankenhaus entstehen.
Wir arbeiten mit Beschichtungen aus strapazierfähigem Material. duroplastische Polymere4. Diese Struktur sorgt dafür, dass die Beschichtung auch nach Einwirkung starker Chemikalien intakt bleibt.
Beständigkeit gegen Reinigungsmittel
Medizinische Geräte werden mit starken Desinfektionsmitteln gereinigt. Wir haben gesehen, dass Oberflächen unter diesem chemischen Angriff versagen. Pulverbeschichtungen hingegen halten außergewöhnlich gut stand. Unsere Pulverbeschichtungsdienstleistungen speziell darauf testen.
Die porenfreie Oberfläche verhindert das Eindringen von Chemikalien. Dadurch wird das darunterliegende Metallgehäuse vor Korrosion geschützt. Außerdem bleibt das Gerät während seiner gesamten Lebensdauer leicht zu sterilisieren. Biokompatible Beschichtungen müssen ihre Integrität bewahren.
| Desinfektionsmitteltyp | Pulverbeschichtungsbeständigkeit |
|---|---|
| auf Alkoholbasis | Hoch |
| Bleichlösungen | Hoch |
| Quaternäres Ammonium | Hoch |
| Peressigsäure | Hoch |
Pulverbeschichtung bietet eine hervorragende Oberfläche für medizinische Geräte und gewährleistet Biokompatibilität, chemische Beständigkeit und einfache Reinigung. Die strapazierfähige Oberfläche erfüllt die strengen Anforderungen im Gesundheitswesen und ist somit eine zuverlässige Wahl für krankenhaussichere Oberflächen und die allgemeine Integrität der Geräte.
Schutz von bearbeiteten Gewinden und Merkmalen während der Pulverbeschichtung
Der Schutz kritischer Merkmale während der Pulverbeschichtung ist unverzichtbar. Ein kleiner Fehler kann ein hochpräzises Teil unbrauchbar machen. Dies erfordert eine sorgfältige Vorgehensweise.
Durch effektives Maskieren wird sichergestellt, dass Gewinde, Bohrungen und Dichtflächen frei von Beschichtungen bleiben. Dadurch bleiben ihre Funktion und Maßhaltigkeit erhalten.
Gängige Maskierungsmethoden
Zum Schutz der OEM-Funktionen während der Beschichtung verwenden wir in erster Linie zwei Methoden. Dabei handelt es sich um Hochtemperaturklebebänder und Spezialstopfen.
Technikvergleich
Jede Methode hat ihren idealen Anwendungsbereich. Die Wahl der richtigen Methode ist entscheidend.
| Methode | Am besten für | Hauptvorteil |
|---|---|---|
| Bänder | Außenflächen, ebene Flächen | Flexibilität |
| Dübel | Innengewinde, Bohrungen | Wiederverwendbarkeit |
Die richtige Gewindeabdeckung vor dem Pulverbeschichten ist ein wichtiger Schritt in unserem Veredelungsprozess.

Die Auswahl des richtigen Maskierungsmaterials ist genauso wichtig wie die Technik selbst. Das Material muss sowohl der elektrostatischen Anwendung als auch dem Hochtemperatur-Aushärtungsprozess standhalten, ohne zu versagen.
Auswahl von Hochtemperaturklebebändern
Beim Maskieren von Präzisionsteilen ist nicht jedes Klebeband geeignet. Polyester- und Polyimid-Klebebänder sind der Industriestandard. Sie lassen sich rückstandsfrei entfernen, ohne Kleberückstände zu hinterlassen.
Wir müssen die Dicke und die Klebeeigenschaften des Klebebands berücksichtigen. Ein dünnes Klebeband könnte reißen, während ein dickes Klebeband unerwünschte Farbränder hinterlassen könnte. Dank unserer Erfahrung können wir für jede Aufgabe das perfekte Klebeband auswählen.
Abnehmbare Stopfen und Kappen
Für interne Merkmale wie Gewindebohrungen sind Silikonstopfen unsere bevorzugte Lösung. Sie sind flexibel, wiederverwendbar und für einen festen Sitz ausgelegt. Dadurch wird verhindert, dass Pulver eindringen kann.
Das Material ist Durometer5 ist ein entscheidender Faktor. Er bestimmt die Härte und Dichtungsfähigkeit des Stopfens. Ein weicherer Stopfen passt sich möglicherweise besser an unregelmäßige Formen an, während ein härterer Stopfen eine höhere Haltbarkeit bietet. Für unsere Pulverbeschichtungsdienstleistungen führen wir ein breites Sortiment, um jede Geometrie abdecken zu können.
Leitfaden zu Klebebandmaterialien
Unsere Tests mit Kunden zeigen, dass die Materialauswahl einen direkten Einfluss auf die Endqualität hat.
| Bandtyp | Maximale Temperatur | Haftung | Beste Verwendung |
|---|---|---|---|
| Polyester | 400 °F (204 °C) | Silikon | Allgemeiner Zweck, saubere Kanten |
| Polyimid | 500°F (260°C) | Silikon | Hochtemperatur, Elektronik |
| Glasfasertuch | 500°F (260°C) | Silikon | Unebene Oberflächen, Sandstrahlen |
Bei PTSMAKE passen wir die Maskierungsmethode genau an die Geometrie des Teils und die Beschichtungsanforderungen an, um sicherzustellen, dass jedes Merkmal geschützt ist.
Eine effektive Abdeckung ist für hochwertige Pulverbeschichtungsdienstleistungen unerlässlich. Die Auswahl der richtigen Hochtemperaturklebebänder und Silikonstopfen schützt kritische Gewinde und Oberflächen und stellt sicher, dass das Endprodukt alle Spezifikationen erfüllt, ohne dass kostspielige Nacharbeiten oder Teilausfälle erforderlich sind.
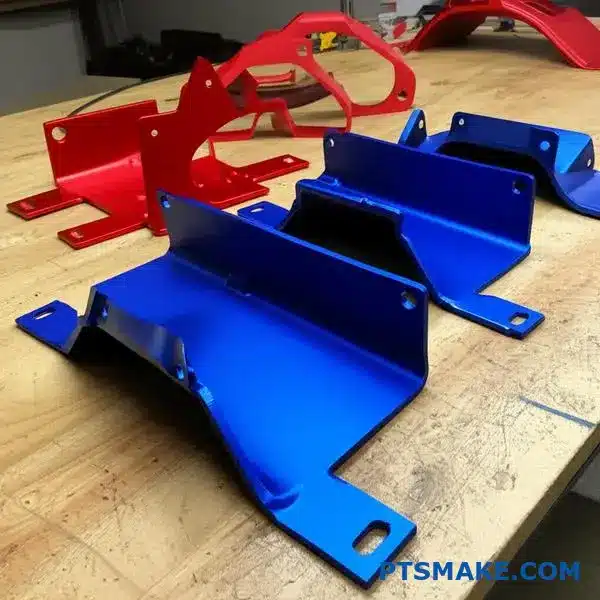
Auswahl beeindruckender Pulverbeschichtungen für Konsumgüter
Die richtige Oberfläche verändert ein Produkt. Es geht nicht nur um die Farbe, sondern auch um die Beschaffenheit und Haptik. Die Oberfläche eines Produkts ist der erste Kontaktpunkt mit dem Nutzer.
Diese Interaktion prägt ihren ersten Eindruck. Eine hochwertige Produktoberfläche kann ein Gerät von einem funktionalen zu einem begehrten Produkt machen. Sie ist ein wichtiger Bestandteil der Markenidentität.
Matte und Glanz-Anwendungen
Matte Oberflächen sind bei hochwertigen Elektronikgeräten sehr beliebt. Sie minimieren Fingerabdrücke und reduzieren Blendeffekte, wodurch ein elegantes, modernes Aussehen entsteht. Denken Sie beispielsweise an hochwertige Kopfhörer oder Robotergehäuse.
Glänzende Oberflächen sorgen jedoch für einen lebendigen, auffälligen Effekt. Das macht sie ideal für Sportgeräte oder Produkte, die im Regal hervorstechen sollen.
Taktile und visuelle Anziehungskraft
Die Textur einer Oberfläche vermittelt Qualität. Eine glatte, matte Oberfläche wirkt edel. Eine hochglänzende Oberfläche wirkt dynamisch und sauber. Metallische Texturen suggerieren Langlebigkeit und Präzision.
Hier ist ein schneller Vergleich:
| Ausführung Typ | Visuelle Attraktivität | Taktile Wahrnehmung | Am besten für |
|---|---|---|---|
| Matt | Zurückhaltend, modern | Weich, geschmeidig | Elektronik, Robotik |
| Glanz | Lebhaft, reflektierend | Glatt, hart | Sportausrüstung, Haushaltsgeräte |
| Metallisch | Hochwertig, langlebig | Variiert | Automobilindustrie, Hightech |
Diese ästhetische Pulverbeschichtung hat einen direkten Einfluss auf die Wahrnehmung der Nutzer.

Die Wahl zwischen verschiedenen Oberflächen geht über die reine Ästhetik hinaus. Sie wirkt sich auch auf die Konsistenz der Fertigung und den wahrgenommenen Wert aus. Unsere Arbeit mit Robotik-Kunden zeigt, dass eine strukturierte, matte Oberfläche kleinere Oberflächenfehler kaschieren kann, was den Produktionsprozess vereinfacht. Dies ist ein praktischer Vorteil einer gut ausgewählten Pulverbeschichtung für Verbraucherprodukte.
Oberflächen für bestimmte Branchen
Bei Unterhaltungselektronik sorgt eine matte Soft-Touch-Oberfläche für ein hochwertiges Gefühl. Außerdem bietet sie einen besseren Halt und verbessert so das Benutzererlebnis. Wir empfehlen dies häufig für Handheld-Geräte.
Im Gegensatz dazu muss Sportausrüstung strapazierfähig sein. Eine hochglänzende Pulverbeschichtung sieht nicht nur dynamisch aus, sondern bietet auch eine robuste, leicht zu reinigende Oberfläche. Sie muss Kratzern und Stößen wirksam standhalten.
Metallische Oberflächen vermitteln einen Eindruck von Hightech-Präzision. Wir wenden diese auf Drohnenkomponenten und Automatisierungshardware an. Die Oberfläche steht für fortschrittliche Technologie und robuste Konstruktion, was in diesen Bereichen von entscheidender Bedeutung ist. Die Art und Weise, wie Licht mit der Oberfläche interagiert, unter Einbeziehung von Prinzipien wie Spiegelreflexion6, ist für diesen Effekt entscheidend.
Bei PTSMAKE konzentrieren sich unsere Pulverbeschichtungsdienstleistungen darauf, die Oberfläche an die Funktion und Marktposition des Produkts anzupassen.
| Industrie | Empfohlenes Finish | Hauptvorteil |
|---|---|---|
| Robotik | Strukturiert matt | Verbirgt Unvollkommenheiten, moderner Look |
| Elektronik | Soft-Touch-Matt | Hochwertige Haptik, reduziert Fingerabdrücke |
| Sportausrüstung | Hochglanz | Langlebigkeit, lebendiges Erscheinungsbild |
Die Wahl der richtigen Oberflächenstruktur für ein Premiumprodukt ist eine strategische Entscheidung, die Kunst und Technik miteinander verbindet.
Die Wahl der richtigen Oberfläche ist entscheidend. Matte, glänzende oder metallische Texturen prägen die optische Identität und Haptik eines Produkts. Diese Wahl hat direkten Einfluss darauf, wie Verbraucher dessen Qualität und Wert in wettbewerbsintensiven Märkten wie Robotik, Elektronik und Sportausrüstung wahrnehmen.
Das Verständnis der Aushärtung: Der Schlüssel zum Erfolg bei der Pulverbeschichtung
In der Aushärtungsphase verwandelt sich die Pulverbeschichtung. Dabei geht es nicht nur um Hitze. Es handelt sich um eine präzise chemische Reaktion. Dies ist ein entscheidender Schritt in der Aushärtungsprozess für Pulverbeschichtungen.
Wir konzentrieren uns darauf, die Ofendynamik zu beherrschen. Die perfekten Backzyklen sind dabei entscheidend.
Warum Timing und Temperatur wichtig sind
Selbst kleine Abweichungen können sich auf das Endergebnis auswirken. Eine konstante Ofentemperaturregelung für die Beschichtung ist für die Haltbarkeit und das Aussehen unverzichtbar. Sie verhindert Mängel und gewährleistet ein hochwertiges Produkt.
| Aushärtungszustand | Haftung | Dauerhaftigkeit |
|---|---|---|
| Unterhärtet | Schlecht | Spröde |
| Richtig ausgehärtet | Ausgezeichnet | Stark und flexibel |
| Überhärtet | Gut | Spröde und verfärbt |

Der Erfolg eines jeden Pulverbeschichtungsservice hängt vom Aushärtungsofen ab. Die Wahl des Ofentyps hat einen erheblichen Einfluss auf das Ergebnis. Diese Entscheidung hängt von der Geometrie und dem Material des Bauteils ab.
Ofentechnologien: Konvektion vs. Infrarot
Konvektionsöfen zirkulieren heiße Luft. Sie eignen sich hervorragend für komplexe Formen und sorgen für eine gleichmäßige Wärmeverteilung. Diese Methode ermöglicht eine gleichmäßige Aushärtung auf allen Oberflächen.
Infrarotöfen (IR-Öfen) nutzen elektromagnetische Wellen. Sie übertragen die Wärme direkt auf die Oberfläche des Bauteils. Dies ist wesentlich schneller, funktioniert jedoch am besten bei flachen Bauteilen, die in Sichtlinie liegen. Das Bauteil Thermische Masse7 spielt eine große Rolle dabei, wie schnell es sich erwärmt.
| Ofentyp | Heizmethode | Am besten für | Geschwindigkeit |
|---|---|---|---|
| Konvektion | Heißluftzirkulation | Komplexe Geometrien | Langsamer |
| Infrarot (IR) | Direkte Strahlung | Ebenerdige Oberflächen | Schneller |
Die Risiken einer unsachgemäßen Aushärtung
Ein falscher Backzyklus führt zum Versagen. Eine unzureichende Aushärtung führt zu einer weichen, spröden Oberfläche mit schlechter Haftung. Diese kann leicht abplatzen oder sich ablösen.
Überhärten ist genauso schlecht. Es kann zu Verfärbungen führen, insbesondere bei helleren Farben. Die Beschichtung wird außerdem spröde und verliert ihre Flexibilität, was unter Belastung zu Rissen führen kann. Eine perfekte Temperaturregelung des Ofens für die Beschichtung ist unerlässlich.
Die richtige Aushärtung ist eine präzise Wissenschaft. Die Wahl zwischen Konvektions- und Infrarotöfen in Kombination mit sorgfältig gesteuerten Backzyklen bestimmt die Haltbarkeit und das Finish der endgültigen Beschichtung. Eine zu kurze oder zu lange Aushärtung beeinträchtigt die Leistung und das Aussehen des Produkts.
Beschichtung verzinkt, Aluminium, Edelstahl? Das sollten Sie zuerst wissen
Eine hervorragende Pulverbeschichtung hängt nicht nur vom Pulver ab. Es kommt auch darauf an, was vorher geschieht. Die richtige Vorbehandlung ist der Schlüssel zur Langlebigkeit.
Man kann nicht für jedes Metall denselben Prozess anwenden. Verzinkter Stahl, Aluminium und Edelstahl haben alle ihre eigenen Anforderungen.
Grundlagen der Vorbehandlung
Es ist entscheidend, die richtige Methode zu kennen. Dieser Schritt stellt sicher, dass das Pulver richtig haftet. Außerdem verhindert er zukünftige Korrosion und Ausfälle. Wir werden uns drei gängige Methoden ansehen.
| Metall Typ | Übliche Vorbehandlung |
|---|---|
| Verzinkter Stahl | Zinkphosphatierung |
| Aluminium | Chromat-Konvertierung |
| Rostfreier Stahl | Strahlverfahren |
Der Erfolg jeder unserer Pulverbeschichtungsdienstleistungen hängt von der Oberflächenvorbereitung ab. Das Überspringen dieses Schritts oder die Wahl der falschen Methode führt unweigerlich zum Scheitern. Die Beschichtung wird abblättern, abplatzen oder darunter rosten.
Chemische Vorbehandlungen
Bei verzinktem Stahl verwenden wir häufig Zinkphosphatierung. Bei diesem Verfahren entsteht eine mikrokristalline Schicht auf der Oberfläche. Diese Schicht wirkt wie eine perfekte Grundierung und bietet dem Pulver eine starke Haftgrundlage. Dadurch wird die Korrosionsbeständigkeit erheblich verbessert.
Bei Aluminium ist eine Chromat-Konversionsbeschichtung Standard. Aluminium bildet von Natur aus eine passive Oxidschicht. Durch eine Chromatbehandlung wird diese entfernt und durch eine neue Schutzschicht ersetzt, die zudem eine hervorragende Haftung gewährleistet.
Mechanische Vorbehandlung
Das Strahlen mit abrasiven Mitteln ist wie das Sandstrahlen ein mechanisches Verfahren. Wir verwenden es zur Reinigung und Profilierung von Oberflächen, insbesondere bei Edelstahl. Es entfernt Verunreinigungen und erzeugt eine gleichmäßige Rauheit oder Oberflächenprofil8. Diese Textur verleiht der Pulverbeschichtung eine deutlich bessere mechanische Haftung auf dem Bauteil.
Hier ist ein schneller Vergleich:
| Vorbehandlung | Prozess-Typ | Primäre Verwendung | Hauptvorteil |
|---|---|---|---|
| Zinkphosphatierung | Chemisch | Stahl, verzinkt | Hervorragende Haftung, Korrosionsbeständigkeit |
| Chromat-Konvertierung | Chemisch | Aluminium | Verhindert Oxidation, fördert die Haftung |
| Strahlverfahren | Mechanisch | Edelstahl, Nacharbeit | Erstellt Anker-Muster für Griffigkeit |
Die Wahl der richtigen Vorbehandlung für die Pulverbeschichtung ist entscheidend. Die Zinkphosphatierung für Stahl, die Chromatierung für Aluminium und das Strahlen für Edelstahl sind unverzichtbare Schritte. Diese ordnungsgemäße Oberflächenvorbereitung vor der Beschichtung gewährleistet eine strapazierfähige, langlebige Oberfläche für Ihre Bauteile.
Sollten Sie pulverbeschichtete Teile vor oder nach der Bearbeitung behandeln?
Die Festlegung Ihrer Bearbeitungsreihenfolge ist ein entscheidender Schritt. Bearbeiten Sie das Teil vor oder nach dem Auftragen der Pulverbeschichtung? Diese Entscheidung wirkt sich auf Kosten, Präzision und Vorlaufzeit aus.
Jede Methode hat spezifische Vorteile. Das Verständnis dieser Vor- und Nachteile gewährleistet den Erfolg Ihres Projekts. Dieser Leitfaden vergleicht die Vor- und Nachteile, damit Sie eine fundierte Entscheidung treffen können.
| Faktor | Bearbeitung vor der Beschichtung | Bearbeitung nach der Beschichtung |
|---|---|---|
| Integrität des Finishs | Die Beschichtung kann beschädigt werden. | Makelloses Finish an kritischen Stellen |
| Maskierung | Einfach oder nicht erforderlich | Komplex und oft kostspielig |
| Toleranzen | Schwieriger, präzise zu halten | Hervorragende Maßhaltigkeit |

Argumente für die Bearbeitung vor der Beschichtung
Die Bearbeitung von Teilen vor dem Auftragen einer Oberflächenbeschichtung ist in der Regel der Standard-Arbeitsablauf. Dabei werden alle Schneidvorgänge in einer einzigen Phase zusammengefasst. Dies rationalisiert die Produktion und kann die Gesamtfertigungszeit verkürzen.
Dieser Ansatz bringt jedoch Herausforderungen mit sich. Die Dicke der Pulverbeschichtung (in der Regel 0,002" bis 0,006") trägt zu den endgültigen Abmessungen bei. Dies kann sich auf Merkmale mit engen Toleranzen auswirken. Außerdem besteht die Gefahr, dass die Oberfläche bei der Endbearbeitung oder Montage beschädigt wird.
Die Vorteile der Bearbeitung nach der Beschichtung
Die Beschichtung von Teilen nach der Bearbeitung gewährleistet höchste Maßgenauigkeit. So können Sie nach dem Aufbringen der Beschichtung präzise Merkmale wie Gewindebohrungen, Bohrungen oder Passflächen erstellen. Dadurch wird sichergestellt, dass das Endprodukt die genauen Spezifikationen erfüllt, ohne dass sich Beschichtungsmaterial ansammelt.
Bei PTSMAKE empfehlen wir dies häufig für Teile aus der Luft- und Raumfahrt oder der Medizintechnik, bei denen Präzision unverzichtbar ist. Dieser Prozess erfordert eine sorgfältige Planung. Maskierungen und zusätzliche Einstellungen können die Kosten erhöhen, aber der Qualitätsgewinn ist erheblich. Ein gutes Design für die Endbearbeitung berücksichtigt die Eigenschaften des Materials. Formbeständigkeit9 während dieser thermischen und mechanischen Prozesse. Unsere Pulverbeschichtungsdienstleistungen sind auf beide Abläufe zugeschnitten.
| Aspekt | Bearbeitung vor der Beschichtung | Bearbeitung nach der Beschichtung |
|---|---|---|
| Kosten | Im Allgemeinen wirtschaftlicher | Höher aufgrund zusätzlicher Einstellungen/Maskierungen |
| Genauigkeit | Niedriger für Merkmale mit engen Toleranzen | Höchstmögliche Präzision |
| Vorlaufzeit | Oft kürzer und einfacher | Kann aufgrund zusätzlicher Schritte länger dauern |
| Qualität der Ausführung | Risiko von Transportschäden | Geschützte Oberfläche an nicht bearbeiteten Bereichen |
Die Entscheidung berücksichtigt Kosten, Genauigkeit und Oberflächenqualität. Die Nachbearbeitung bietet eine höhere Präzision für kritische Merkmale, während die Vorbearbeitung für Teile mit weniger strengen Toleranzanforderungen effizienter ist. Beide sind je nach Anwendung gültige Fertigungsstrategien.
Schutz von Kanten und Ecken in Anwendungen mit hoher Beanspruchung
Scharfe Kanten stellen eine große Herausforderung für dauerhafte Beschichtungen dar. Pulverbeschichtungen haften nur schwer auf ihnen. Das liegt daran, dass die Beschichtung beim Fließen über eine scharfe Kante dünner wird.
Dadurch bleibt die Kante ungeschützt und anfällig. Eine schlechte Pulverbeschichtung der Kanten ist ein häufiger Grund für Defekte. Dies beeinträchtigt direkt die Lebensdauer des Teils, insbesondere in Umgebungen mit hoher Beanspruchung. Die folgende Tabelle zeigt den Unterschied.
| Kantentyp | Dicke der Beschichtung | Schutzniveau |
|---|---|---|
| Scharfe Kante (<0,5 mm) | Sehr dünn | Schlecht |
| Abgerundete Kante (>1 mm) | Einheitlich | Ausgezeichnet |

Behebung unzureichender Abdeckung im Design
Die effektivste Lösung beginnt bereits in der Entwurfsphase. Ich empfehle meinen Kunden immer, einen Mindestradius für alle Außen- und Innenkanten festzulegen. Diese einfache Anpassung verbessert die Haltbarkeit der Beschichtung erheblich.
Für einen zuverlässigen Schutz vor Belastungen ist ein Radius von nur 1 mm einer scharfen Kante weit überlegen. Dadurch kann das Pulver gleichmäßig fließen und aushärten. Dies gewährleistet eine gleichmäßige Dicke und maximalen Schutz vor Korrosion und Verschleiß.
Verbesserung des Bewerbungsverfahrens
In der Anwendungsphase ist die Auswahl des richtigen Pulvers entscheidend. Bestimmte Formulierungen bieten bessere Fließeigenschaften, wodurch das Zurückziehen an den Kanten minimiert wird. Wir empfehlen oft bestimmte Materialien basierend auf der Geometrie des Teils.
Auch die Technik ist entscheidend, insbesondere beim Beschichten von Ecken und Ausschnitten. Der elektrostatische Prozess kann eine Faradayscher Käfig-Effekt10, wodurch es für Pulver schwierig ist, tief in Ecken einzudringen.
Unsere Techniker bei PTSMAKE passen die Spannung und den Pulverfluss sorgfältig an, um dem entgegenzuwirken. Dieses Fachwissen gewährleistet eine gleichmäßige Abdeckung überall. Unsere professionellen Pulverbeschichtungsdienstleistungen konzentrieren sich auf diese Details, um zuverlässige Ergebnisse zu liefern.
| Lösungsphase | Schlüsselaktion | Erwartetes Ergebnis |
|---|---|---|
| Gestaltung | Mindestkantenradius angeben | Verbesserte Pulverfließfähigkeit und Haftung |
| Anmeldung | Geeignetes Pulver auswählen | Reduzierter Rückzugseffekt |
| Anmeldung | Sprühgeräteeinstellungen anpassen | Elektrostatische Herausforderungen bewältigen |
Scharfe Kanten führen aufgrund der Oberflächenspannung zu dünnen, schwachen Beschichtungen. Die beste Lösung besteht darin, die Kanten während der Konstruktion abzurunden und die Anwendungstechniken zu verfeinern – ein Schwerpunkt unserer professionellen Pulverbeschichtungsdienstleistungen, um eine gleichmäßige, schützende Abdeckung zu gewährleisten.
Farbabstimmung Ihrer pulverbeschichteten Teile nach globalen Standards
Das Erreichen der perfekten Farbe ist entscheidend. Sie definiert Ihre Marke und gewährleistet die Produktqualität. Deshalb sind globale Standards in unserer Arbeit so wichtig.
Verwendung von Standardfarbsystemen
Wir verlassen uns auf etablierte Farbkarten. Diese Systeme bieten eine gemeinsame Sprache für Farben. Dadurch werden Spekulationen vermieden und die Konsistenz aller Ihrer Teile gewährleistet.
Die beiden gängigsten Systeme sind RAL und Pantone. Jedes dient einem anderen Hauptzweck, aber beide sind in der Fertigung nützlich.
| System | Primäre Verwendung | Farbpalette |
|---|---|---|
| RAL | Industrielacke und Kunststoffe | Über 2.500 Farben |
| Pantone | Druck & Grafikdesign | Über 3.000 Farben |
Die Verwendung dieser Standards gewährleistet, dass Sie genau die Farbe erhalten, die Sie angegeben haben. Unsere Pulverbeschichtungsdienstleistungen basieren auf diesem Prinzip der Präzision.
Standards wie RAL und Pantone sind zwar unverzichtbar, aber sie sind nur der Ausgangspunkt für eine wirklich farbbeständige Oberflächenbeschaffenheit. Mehrere Faktoren aus der Praxis können dennoch zu Abweichungen führen. Es ist wichtig, diese Herausforderungen zu verstehen.
Umgang mit Losabweichungen
Pulverbeschichtungsmaterialien werden in Chargen oder Losen hergestellt. Geringfügige Abweichungen bei den Pigmenten oder Grundstoffen zwischen den Losen können zu leichten Farbabweichungen führen. Wir verlangen stets Analysezertifikate für jedes Los.
Die Auswirkungen der Beleuchtung
Wie wir Farben wahrnehmen, hängt stark von der Lichtquelle ab. Ein Teil kann unter Werksbeleuchtung perfekt aussehen, im Freien jedoch anders. Dieses Phänomen, bekannt als Metamerie11, kann ein großes Problem darstellen.
Wir verwenden kontrollierte Lichtkabinen, um Teile zu prüfen. Diese Kabinen können verschiedene Lichtverhältnisse simulieren, wie Tageslicht oder die Beleuchtung in Einzelhandelsgeschäften. So wird sichergestellt, dass die Farbe Ihres Teils in seiner Endanwendungsumgebung erhalten bleibt.
So gehen wir diese häufigen Herausforderungen an:
| Herausforderung | Unsere Lösung bei PTSMAKE |
|---|---|
| Los-zu-Los-Verschiebungen | Überprüfen Sie jede neue Charge anhand einer Referenzprobe. |
| Uneinheitliche Beleuchtung | Verwenden Sie eine Lichtkabine für Qualitätskontrollen. |
| Lieferantenabweichung | Behalten Sie einen einzigen, vertrauenswürdigen Pulverlieferanten bei. |
Die Steuerung dieser Faktoren ist ein zentraler Bestandteil unserer Pulverbeschichtungsdienstleistungen. Auf diese Weise erzielen wir jedes Mal gleichbleibende Ergebnisse.
Um eine perfekte Farbkonsistenz zu erreichen, müssen globale Standards wie RAL und Pantone verwendet werden. Das bedeutet auch, dass Herausforderungen wie Chargenschwankungen und Beleuchtungsunterschiede aktiv bewältigt werden müssen, um sicherzustellen, dass die endgültige Oberfläche Ihrer Teile genau Ihren Vorgaben entspricht.
Wie man mit einem Komplettanbieter zusammenarbeitet, der Beschichtung + CNC anbietet
Die Zusammenarbeit mit einem All-in-One-Fertigungspartner vereinfacht alles. Wenn Ihr CNC- und Endbearbeitungslieferant dasselbe Unternehmen ist, ersparen Sie sich große Kopfschmerzen.
Dieser integrierte Ansatz bedeutet einen einzigen Ansprechpartner. Ein Team ist für das Endprodukt verantwortlich. Das vereinfacht die Kommunikation und gewährleistet die Verantwortlichkeit.
Integrierte vs. separate Lieferanten
| Merkmal | Integrierter Lieferant | Getrennte Lieferanten |
|---|---|---|
| Rechenschaftspflicht | Einzelpunkt | Mehrfache, potenzielle Schuld |
| Kommunikation | Optimiert & Direkt | Komplex & verzögert |
| Logistik | Vereinfacht (intern) | Komplex (Versand) |
| Vorlaufzeit | Kürzere | Länger |
Die Wahl eines Full-Service-Anbieters für Pulverbeschichtungen, der auch die Bearbeitung übernimmt, ist ein strategischer Schachzug. Das spart Ihnen Zeit und reduziert die Projektrisiken erheblich.

Die Wahl eines integrierten CNC- und Endbearbeitungsanbieters hat klare Vorteile, die über die reine Bequemlichkeit hinausgehen. Es entsteht ein nahtloser Arbeitsablauf, der sich direkt auf Qualität und Geschwindigkeit auswirkt.
Verbesserte Qualitätskontrolle
Wenn ein Team sowohl die Bearbeitung als auch die Beschichtung übernimmt, versteht es den gesamten Prozess. Es weiß, wie sich die Oberflächenbeschaffenheit der bearbeiteten Teile auf die Pulverhaftung auswirkt. Dieses Fachwissen verhindert häufige Fehler bei der Endbearbeitung. Bei PTSMAKE arbeiten unsere Teams zusammen, um sicherzustellen, dass jedes Teil perfekt ist. Dieser interne Kreislauf ist der Schlüssel für erstklassige Pulverbeschichtungsdienstleistungen.
Substratvorbereitung12 wird von Experten durchgeführt, die die endgültige Anwendung des Teils verstehen. Dies gewährleistet eine dauerhafte und optisch makellose Oberfläche.
Optimierter Projektzeitplan
Ein All-in-One-Partner eliminiert den Zeitverlust beim Versand von Teilen zwischen verschiedenen Standorten. Außerdem werden administrative Verzögerungen reduziert. Diese Integration kann Ihre Gesamtdurchlaufzeit erheblich verkürzen, sodass Ihr Produkt schneller auf den Markt kommt.
| Vorteil | Auswirkungen auf Ihr Projekt |
|---|---|
| Einheitliche Qualitätsprüfungen | Weniger Ausschuss und Fehler. |
| Keine Verspätungen im Nahverkehr | Schnellere Durchlaufzeit vom Rohmaterial zum fertigen Teil. |
| Reduzierte Verwaltung | Weniger Zeitaufwand für die Verwaltung mehrerer Bestellungen. |
| Kosteneffizienz | Geringere Versand- und Bearbeitungskosten. |
Letztendlich bietet ein Lieferant aus einer Hand eine zuverlässigere und effizientere Fertigungserfahrung. Er verwandelt einen komplexen Prozess in einen einfachen, überschaubaren.
Die Wahl eines All-in-One-Fertigungspartners für CNC-Bearbeitung und Pulverbeschichtung mit Komplettservice vereinfacht die Logistik. Diese Integration verbessert die Qualitätskontrolle, verkürzt die Vorlaufzeiten und optimiert Ihre gesamte Lieferkette, sodass Sie mit weniger Verwaltungsaufwand ein hochwertiges Endprodukt erhalten.
Umweltfreundliche Pulverbeschichtung: Was Käufer wissen müssen
Die Wahl einer nachhaltigen Pulverbeschichtung ist ein wichtiger Schritt. Sie trägt zur Einhaltung von Umweltvorschriften bei. Diese Oberflächenbehandlung bietet erhebliche ökologische Vorteile für die moderne Fertigung.
Keine VOCs für sauberere Luft
Pulverbeschichtungen enthalten keine Lösungsmittel. Sie setzen praktisch keine flüchtigen organischen Verbindungen (VOC) frei. Dies verbessert die Luftqualität erheblich.
Hohe Materialeffizienz
Ein wesentlicher Vorteil ist die Rückgewinnung von Overspray. Dadurch wird im Vergleich zu Flüssiglack die Abfallmenge minimiert. Unsere Pulverbeschichtungsdienstleistungen konzentrieren sich darauf, diese Effizienz zu maximieren.
| Merkmal | Nutzen für die Umwelt |
|---|---|
| VOC-frei | Keine schädlichen Luftemissionen |
| Recycelbarer Overspray | Reduziert Materialabfälle um bis zu 98% |
| Niedrigenergie-Aushärtung | Geringerer Kohlenstoff-Fußabdruck |

Die Realität "grüner Fertigungsverfahren"
Öko-Pulverlack ist mehr als nur ein Marketingbegriff. Er steht für einen grundlegenden Wandel in der Oberflächentechnologie. Das Fehlen von Lösungsmitteln ist das herausragendste Merkmal. Dies wirkt sich direkt auf die Einhaltung von Umweltgesetzen aus.
Die ökologischen Vorteile gehen jedoch noch weiter. Betrachten wir einmal den Aushärtungsprozess. Herkömmliche Verfahren erforderten hohe Temperaturen. Heute sind Niedrigtemperatur-Aushärtungspulver erhältlich. Dadurch wird der Energieverbrauch erheblich reduziert. Dies senkt den CO2-Fußabdruck jedes einzelnen Teils.
Maximierung der Nachhaltigkeit
Das Recycling von Overspray ist eine bahnbrechende Neuerung. Ein effizientes Rückgewinnungssystem kann eine Materialausnutzung von über 95% erreichen. Mit Flüssiglacken ist dies nahezu unmöglich. Bei PTSMAKE arbeiten wir mit unseren Kunden zusammen, um diesen Prozess zu optimieren. Das senkt Kosten und reduziert Abfall.
Auch die Wahl des Pulvers ist wichtig. Einige Pulver werden aus nachhaltigeren Rohstoffen hergestellt. Fragen Sie bei der Auswahl eines Anbieters für Pulverbeschichtungsdienstleistungen nach dessen Materialbeschaffung. So stellen Sie echte End-to-End-Nachhaltigkeit sicher. Das Fehlen von Flüchtige organische Verbindungen13 ist ein wesentlicher Vorteil für die Gesundheit und die Umwelt.
| Aushärtungsmethode | Energieauswirkungen | Geeignet für |
|---|---|---|
| Standard-Thermodurchtrocknung | Hoch | Die meisten Metalle |
| Niedrigtemperatur-Thermosicherung | Mittel | Wärmeempfindliche Metalle, MDF |
| UV-Härtung | Niedrig | Wärmeempfindliche Substrate |
Pulverbeschichtung ist eine wirklich umweltfreundliche Lösung. Da sie keine flüchtigen organischen Verbindungen enthält, eine hohe Materialrückgewinnungsrate aufweist und energieeffiziente Aushärtungsoptionen bietet, ist sie die erste Wahl für eine nachhaltige Fertigung. Diese Oberflächenbehandlung kommt sowohl Ihrem Produkt als auch unserem Planeten zugute.
Pulverbeschichtung auf 3D-gedruckten Teilen: Ja, das ist möglich
Nicht alle 3D-gedruckten Teile sind gleich. Ihr Material und ihr Druckverfahren bestimmen die Vorbereitungsarbeiten.
Polyamidteile, die häufig aus SLS-Druckern stammen, erfordern besondere Aufmerksamkeit. Aufgrund ihrer porösen Beschaffenheit müssen sie vor der Beschichtung versiegelt werden.
Dies gewährleistet eine glatte, dauerhafte Oberfläche. Das Ignorieren dieses Schritts führt zu schlechter Haftung und einer fehlerhaften Oberfläche. Die richtige Vorbereitung ist der Schlüssel zu einem professionellen Ergebnis bei jeder Oberflächenbehandlung für additive Komponenten.
| Drucktechnologie | Material Beispiel | Wichtiger Vorbereitungsschritt |
|---|---|---|
| SLS | Polyamid (Nylon) | Oberflächenversiegelung |
| SLA | Epoxidharze | Leitfähige Grundierung |
| FDM | ABS, PLA | Ebenenglättung |
Dieser maßgeschneiderte Ansatz ist entscheidend für hochwertige 3D-Drucke mit Pulverbeschichtung.

Lassen Sie uns näher auf die spezifischen Anforderungen bei der Vorbereitung eingehen. Bei der Beschichtung von SLS-Teilen, die in der Regel aus Polyamid (Nylon) bestehen, besteht die größte Herausforderung in ihrer inhärenten Porosität14. Diese mikroskopisch kleinen Hohlräume können Luft einschließen. Diese eingeschlossene Luft kann während des Aushärtungsprozesses Blasen in der Oberfläche verursachen.
Bei PTSMAKE verwenden wir ein spezielles Versiegelungsverfahren. Dabei werden die Poren der Oberfläche gefüllt, wodurch eine glatte, nicht saugfähige Grundierung entsteht. Dies ist ein wichtiger Schritt vor dem Auftragen von Pulver. So wird sichergestellt, dass die Pulverbeschichtung gleichmäßig haftet und ohne Mängel aushärtet.
SLA-Drucke hingegen haben eine sehr glatte, porenfreie Oberfläche. Sie sind jedoch von Natur aus nicht leitfähig. Damit der elektrostatische Prozess der Pulverbeschichtung funktioniert, muss das Teil leitfähig sein. Wir tragen zunächst eine dünne, leitfähige Grundierung auf das SLA-Teil auf. Dadurch können sich die Pulverpartikel anziehen und gleichmäßig an der Oberfläche haften.
Diese Vorbereitungsmethoden sind in anspruchsvollen Bereichen von entscheidender Bedeutung. In der Luft- und Raumfahrt müssen beschichtete Prototypen harten Tests standhalten. Im medizinischen Prototyping ist eine versiegelte, porenfreie Oberfläche für die Sterilisation und Biokompatibilität unerlässlich. Unsere umfassenden Pulverbeschichtungsdienstleistungen sind genau auf diese Anforderungen zugeschnitten.
| Anmeldung | Schlüsselanforderung | Unsere Lösung |
|---|---|---|
| Luft- und Raumfahrt | Haltbarkeit, Gleichmäßigkeit | Versiegelung und leitfähige Grundierung |
| Medizinische | Biokompatibilität, Sterilisierbarkeit | Porenverschluss & glattes Finish |
Die richtige Vorbereitung ist für die Pulverbeschichtung von 3D-Drucken unverzichtbar. Das Versiegeln poröser SLS-Teile und das Auftragen leitfähiger Grundierungen auf SLA-Teile sind wesentliche Schritte. Diese Techniken gewährleisten eine dauerhafte, hochwertige Oberfläche, die für Anwendungen in der Luft- und Raumfahrt sowie in der Medizin geeignet ist.
Fordern Sie noch heute Ihr Angebot für Pulverbeschichtung bei PTSMAKE an!
Sind Sie bereit, Ihre Teile mit präzisen Pulverbeschichtungsdienstleistungen zu verwandeln? Kontaktieren Sie PTSMAKE jetzt für ein individuelles Angebot! Unser technisches Know-how und unsere schlüsselfertigen Lösungen sorgen für Langlebigkeit, enge Toleranzen und makellose Oberflächen – keine Überraschungen, nur Ergebnisse. Senden Sie uns Ihre Anfrage und entdecken Sie, warum Fachleute auf PTSMAKE vertrauen!

Entdecken Sie, wie diese Polymerwissenschaft zu einer haltbareren und schützenderen Beschichtung führt. ↩
Erfahren Sie, wie unsichtbare Rückstände zu einem vollständigen Versagen der Beschichtung führen können, und sehen Sie, wie Sie dies verhindern können. ↩
Erfahren Sie, wie sich dieses elektrostatische Prinzip auf die Gleichmäßigkeit der Beschichtung in vertieften Bereichen und scharfen Ecken auswirkt. ↩
Verstehen Sie die chemischen Prozesse, die hinter der Haltbarkeit und Widerstandsfähigkeit moderner Industriebeschichtungen stehen. ↩
Erfahren Sie, wie sich die Materialhärte auf die Leistung und Wiederverwendbarkeit von Maskierstopfen in Hochtemperaturanwendungen auswirkt. ↩
Verstehen Sie, wie sich die Lichtreflexionseigenschaften auf die wahrgenommene Qualität und Farbe der Oberflächenbeschaffenheit Ihres Produkts auswirken. ↩
Erfahren Sie, wie die thermischen Eigenschaften eines Bauteils die erforderliche Aushärtungszeit und die endgültige Beschichtungsqualität beeinflussen. ↩
Entdecken Sie, wie die Oberflächenstruktur gemessen wird und warum sie für die Leistungsfähigkeit und Haltbarkeit von Beschichtungen so wichtig ist. ↩
Verstehen Sie, wie sich die Reaktion eines Materials auf Hitze und Belastung auf seine endgültigen Abmessungen und seine Leistungsfähigkeit auswirkt. ↩
Erfahren Sie, wie sich dieses elektrostatische Prinzip auf die Beschichtungsqualität auswirkt und wie Experten dieses Problem lösen. ↩
Verstehen Sie anhand dieser klaren Erklärung, warum zwei Farben unter einem Licht zusammenpassen, unter einem anderen jedoch nicht. ↩
Erfahren Sie, wie wichtig die richtige Oberflächenbehandlung für die Haftung der Beschichtung und ein makelloses Finish ist. ↩
Verstehen Sie, was VOCs sind und warum ihre Beseitigung für die Umwelt- und Arbeitssicherheit von entscheidender Bedeutung ist. ↩
Erfahren Sie, wie Oberflächeneigenschaften die Haftung von Beschichtungen beeinflussen und wie Sie diese richtig handhaben, um hervorragende Ergebnisse zu erzielen. ↩





