

Er du træt af at handle med leverandører af CNC-drejebænke, som lover præcision, men leverer dele, der ikke opfylder dine specifikationer? Du er ikke alene - dårlig kvalitetskontrol og fejlkommunikation plager mange indkøbsprocesser, hvilket fører til dyre forsinkelser og omarbejde.
CNC-drejebænksbearbejdning er en præcisionsfremstillingsproces, der bruger computerstyrede drejebænke til at skabe cylindriske og komplekse roterende dele med snævre tolerancer, der giver ensartet kvalitet og gentagelsesnøjagtighed til krævende industrielle anvendelser.
Jeg har arbejdet med CNC-drejebænkprojekter hos PTSMAKE i over 15 år, og jeg har set, hvordan den rette viden kan ændre din indkøbsoplevelse. Denne guide gennemgår alt, hvad du har brug for at vide - fra evaluering af leverandører og håndtering af kvalitetsfaktorer til optimering af design med henblik på omkostningseffektivitet. Du vil opdage praktiske strategier til at undgå almindelige faldgruber, reducere leveringstider og opbygge pålidelige partnerskaber, der konsekvent leverer resultater. Uanset om du indkøber til rumfart, bilindustrien eller medicinske applikationer, vil denne indsigt hjælpe dig med at træffe smartere beslutninger og opnå bedre resultater.
Forståelse af CNC-drejebænkens bearbejdningsmuligheder?
Kæmper du med at finde cylindriske dele, der opfylder de nøjagtige specifikationer hver eneste gang? Er der små uoverensstemmelser i produktionskørsler, der forårsager problemer med downstream-samling og projektforsinkelser?
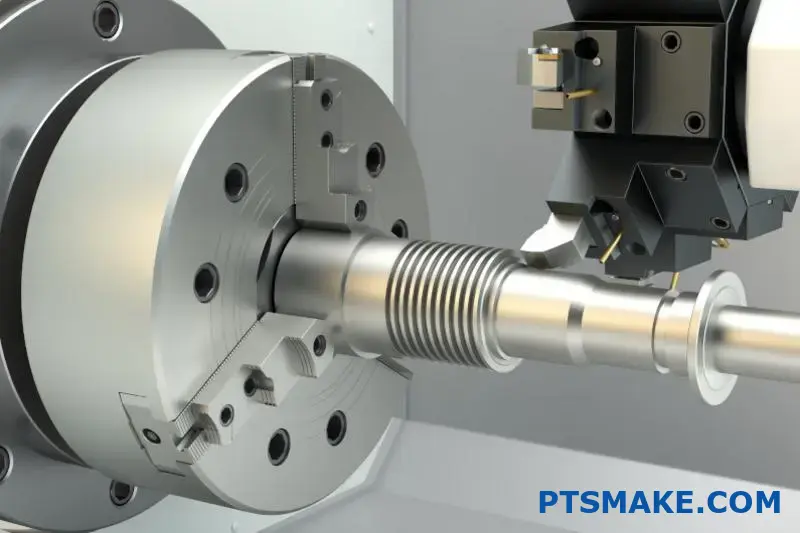
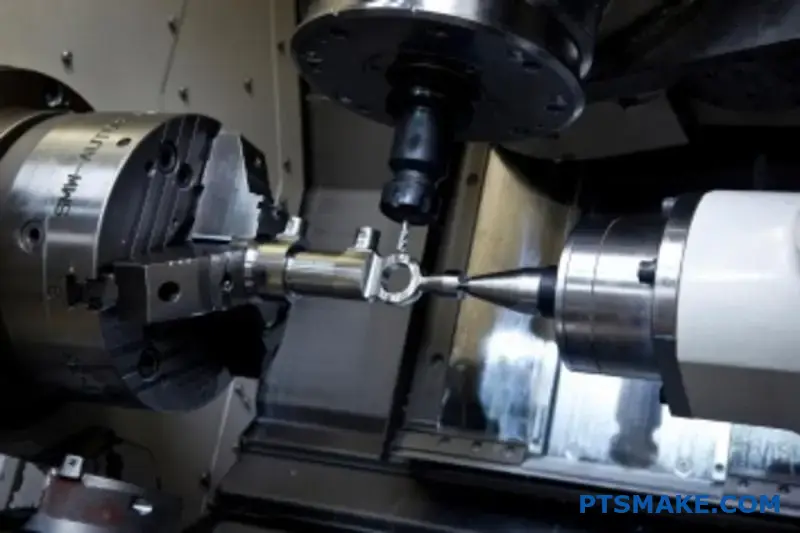
CNC-drejebænksbearbejdning er en computerstyret subtraktiv proces, hvor et emne roterer mod et skærende værktøj. Den udmærker sig ved at producere cylindriske eller komplekse roterende dele med usædvanlig høj præcision og gentagelsesnøjagtighed, hvilket gør den til den foretrukne metode for industrier, der kræver ensartet kvalitet og snævre tolerancer.
Kernefunktionerne i CNC-drejebænksbearbejdning
I bund og grund handler CNC-drejebænksbearbejdning om præcision gennem rotation. I modsætning til en fræsemaskine, hvor værktøjet drejer, drejer en drejebænk selve materialet. En computer styrer et stationært skæreværktøj langs det roterende emne og fjerner præcist materiale for at skabe den ønskede form. Denne grundlæggende forskel gør den utrolig effektiv til at skabe enhver del med en central rotationsakse. I tidligere projekter hos PTSMAKE har vi brugt denne proces til alt fra simple aksler og stifter til komplekse komponenter til luft- og rumfart og medicinsk udstyr. Kontrolniveauet er det, der adskiller den fra andre. G-kode-instruktionerne, der sendes til maskinen, dikterer alle bevægelser, hastigheder og fremføringshastigheder, hvilket eliminerer den variation, der følger med manuel betjening. Det sikrer, at den første del, der produceres, er identisk med den tusindste.
Grundlæggende operationer
At forstå de grundlæggende operationer er nøglen til at forstå de fulde muligheder ved CNC-drejning. Hver af dem tjener et specifikt formål med at forme den endelige komponent.
- Drejning: Dette er den primære operation, hvor et enkeltpunktsværktøj bevæger sig parallelt med rotationsaksen og reducerer arbejdsemnets diameter. Dette kan bruges til at skabe lige, koniske eller konturerede profiler.
- Ansigt til ansigt: Værktøjet bevæger sig vinkelret hen over enden af arbejdsemnet for at skabe en flad, glat overflade. Dette er ofte det første skridt til at sikre, at emnet har den rigtige længde.
- Boring og udboring: Et bor kan bruges til at skabe et hul langs den centrale akse. Boringen forstørrer og forfiner derefter hullet til en præcis indvendig diameter.
- Trådning: Denne operation skærer udvendige eller indvendige gevind på emnet, hvilket er vigtigt for at skabe skruer, bolte og andre fastgørelseselementer.
Præcisionen af disse operationer påvirkes direkte af faktorer som maskinens stivhed, værktøjets skarphed og kontrol af termisk udvidelse. En kritisk faktor, vi altid overvåger, er udløb1da for store afvigelser kan føre til, at dele ikke består kvalitetskontrollen.
Hvorfor CNC-drejebænke er afgørende for kvaliteten
Hovedårsagen til, at ingeniører og indkøbschefer vælger CNC-drejebænkbearbejdning, er dens uovertrufne repeterbarhed. Når et program er perfektioneret, kan maskinen udføre det i det uendelige med minimale afvigelser. Det er afgørende i industrier, hvor fejl på dele ikke er en mulighed.
| Betjening | Primært mål | Fælles ansøgning |
|---|---|---|
| Drejning | Reducer arbejdsemnets diameter | Aksler, stifter, konturerede overflader |
| Ansigt til ansigt | Skab en flad endeflade | Afretning af lager, indstilling af længde |
| Boring | Lav et centralt hul | Pilothuller, frigangshuller |
| Gevindskæring | Skær spiralformede riller | Skruer, møtrikker, gevindbeslag |
Denne automatiserede præcision garanterer ikke kun kvalitet, men optimerer også produktionstiden og reducerer spild, hvilket gør det til en omkostningseffektiv løsning til både prototyper og store produktionsserier.
Opnå konsekvens og præcision i krævende brancher
Den sande værdi af CNC-drejebænksbearbejdning bliver tydelig, når man tænker på dens anvendelse i industrier, hvor der står meget på spil. I sektorer som luftfart, bilindustrien og medicinalindustrien er ensartethed fra del til del ikke bare en præference; det er et ufravigeligt krav til sikkerhed og ydeevne. En lille afvigelse i en enkelt komponent kan have betydelige konsekvenser. CNC-drejning imødekommer dette behov direkte ved at fjerne elementet af menneskelige fejl fra produktionsprocessen. Styringens digitale præcision sikrer, at hver eneste detalje, fra diameter og længde til gevindstigning og overfladefinish, overholder designspecifikationerne til punkt og prikke. Dette niveau af pålidelighed er simpelthen uopnåeligt med manuel drejning, især ved produktion af store mængder.
Repeterbarhed: Hjørnestenen i moderne produktion
Repeterbarhed betyder, at uanset om vi producerer et parti på 100 eller 10.000 dele, vil det sidste, der kommer ud af linjen, være funktionelt identisk med det første. Dette opnås gennem en kombination af faktorer, der er iboende i CNC-processen.
- Programmeret kontrol: G-kodeprogrammet er et fast sæt instruktioner. Det bliver ikke træt eller distraheret.
- Stiv maskinkonstruktion: CNC-drejebænke er bygget til at være utroligt stive for at absorbere skærekræfter og minimere vibrationer, som er en primær årsag til unøjagtighed.
- Automatiseret værktøjsskift: På mere avancerede drejebænke kan en automatisk værktøjsrevolver skifte mellem dreje-, bore- og gevindværktøj på få sekunder og opretholde proceskontinuitet og præcision uden manuel indgriben.
I vores arbejde med kunder i f.eks. robotindustrien er den præcise tilpasning af aksler og lejer afgørende for en problemfri drift. Baseret på vores tests er de snævre tolerancer, der opnås med CNC-drejning, afgørende for at sikre levetiden og pålideligheden af deres komplekse samlinger.
Indvirkningen på kvalitet og omkostninger
Konsistens har en direkte indvirkning på både kvaliteten og de samlede projektomkostninger. Når dele konsekvent er inden for specifikationerne, reducerer det antallet af afvisninger og omarbejde betydeligt. Det sparer ikke kun materiale og maskintid, men forhindrer også dyre forsinkelser i den endelige montage- og testfase.
| Industri | Kritisk krav | Eksempel på CNC-drejet emne |
|---|---|---|
| Luft- og rumfart | Højt styrke-til-vægt-forhold, ekstreme tolerancer | Aksler til turbinemotorer, hydrauliske fittings |
| Medicinsk | Biokompatibilitet, fejlfri overfladefinish | Kirurgiske instrumenter, knogleskruer, tandimplantater |
| Biler | Holdbarhed, konsistens i store mængder | Transmissionsaksler, ventilkomponenter, stempelstænger |
| Elektronik | Miniaturisering, elektrisk ledningsevne | Forbindelsesstifter, brugerdefinerede fastgørelseselementer, huskomponenter |
I sidste ende er det en strategisk beslutning at investere i en fremstillingsproces, der garanterer repeterbarhed. Det giver ro i sindet, strømliner forsyningskæden og sikrer, at det endelige produkt fungerer nøjagtigt som designet. Derfor er CNC-drejebænkbearbejdning hos PTSMAKE en af grundpillerne i vores præcisionsfremstillingstjenester.

CNC-drejebænksbearbejdning giver uovertruffen præcision ved at dreje et emne mod et skærende værktøj. Dens kerneoperationer - drejning, vending og gevindskæring - er automatiserede for at levere enestående ensartethed og gentagelsesnøjagtighed, hvilket gør den afgørende for industrier, hvor emnets kvalitet og pålidelighed er afgørende for ydeevne og sikkerhed.
Kritiske kvalitetsfaktorer i dele til CNC-drejebænke?
Har du nogensinde modtaget et parti drejede dele, som opfylder tegningsspecifikationerne, men som alligevel ikke fungerer i praksis? Det er en frustrerende oplevelse, som kan ødelægge et helt projekt.
De mest kritiske kvalitetsfaktorer for dele til CNC-drejebænke er dimensionsnøjagtighed, overfladefinish og materialeintegritet. Disse tre søjler bestemmer direkte en dels ydeevne, levetid og pålidelighed i den endelige samling. Det er afgørende for ethvert vellykket projekt, at de er rigtige.

Når vi taler om kvalitet i CNC-drejebænksbearbejdning, går vi langt videre end bare at se på en færdig del og sige: "Det ser godt ud." Ægte kvalitet er målbar, og den starter med dimensionsnøjagtighed. Det handler ikke kun om længden eller diameteren; det handler om at sikre, at hver eneste detalje er inden for det specificerede toleranceområde, hver eneste gang.
Fundamentet: Dimensionel tolerance
Tolerance er det acceptable variationsområde for en given dimension. En del, der er ude af tolerance, selv med en brøkdel af en millimeter, kan forårsage monteringsfejl, for tidlig slitage eller en fuldstændig nedbrydning af det endelige produkt. I vores projekter hos PTSMAKE har vi set, hvordan en forkert tolerance kan være forskellen mellem et velfungerende leje og et fastkørt leje.
Ud over de grundlæggende dimensioner
Det er vigtigt at se ud over simple plus/minus-tolerancer. Vi fokuserer også på geometrisk dimensionering og tolerance (GD&T), som kontrollerer form, orientering og placering af elementer. Det sikrer, at ikke bare størrelsen, men også forholdet mellem elementerne er korrekt. Koncentricitet er f.eks. afgørende for roterende aksler for at forhindre vibrationer og slitage, mens vinkelrethed er nøglen til monteringsflader for at sikre korrekt justering. En fejl i disse geometriske kontroller kan føre til subtile problemer med ydeevnen, som er svære at diagnosticere senere.
Følelsen af kvalitet: Overfladefinish
En del kan være dimensionelt perfekt, men stadig fejle, hvis overfladefinishen er forkert. Overfladefinish eller overfladeruhed henviser til en overflades fine struktur. Den består af små toppe og dale, ofte kaldet Mikro-asperiteter2som det skærende værktøj efterlader. Denne tekstur måles typisk i mikrometer (µm) eller mikrotommer (µin) som et ruhedsgennemsnit (Ra). En lavere Ra-værdi indikerer en glattere overflade. Hvorfor er det vigtigt?
- Friktion og slid: Glatte overflader har mindre friktion og er mere modstandsdygtige over for slid, hvilket er afgørende for bevægelige dele.
- Forsegling: For dele, der kræver tætninger, som f.eks. O-ringe, er der brug for en specifik overfladefinish, så tætningen kan fungere korrekt uden at lække eller blive beskadiget.
- Modstandsdygtighed over for korrosion: Ru overflader har et større overfladeareal og kan fange forurenende stoffer, hvilket gør dem mere modtagelige for korrosion.
Her er en hurtig guide, som vi ofte deler med vores kunder for at hjælpe dem med at specificere den rigtige finish til deres anvendelse.
| Ra-værdi (µm) | Ra-værdi (µin) | Tekstur | Typisk anvendelse af CNC-drejebænk |
|---|---|---|---|
| >6.3 | >250 | Groft bearbejdet | Frie overflader, ikke-funktionelle områder |
| 3.2 | 125 | Standard bearbejdet | Dele til generelle formål, ikke-passende overflader |
| 1.6 | 63 | Glat bearbejdet | Passende overflader, dele med moderate belastninger |
| 0.8 | 32 | Finbearbejdet/slebet | Lejer med lav friktion, præcis pasform |
| 0.4 | 16 | Jord/Lapped | Højt belastede lejer, kritiske tætningsflader |

Mens dimensioner og finish er specificeret på tegningen, kan de ikke opnås uden det rigtige materiale. Materialevalg er den tredje kritiske faktor, som har direkte indflydelse på både bearbejdningsprocessen og den færdige dels ydeevne. Råmaterialets egenskaber dikterer alt fra skærehastigheder og værktøjslevetid til komponentens endelige styrke og stabilitet.
Kernen: Materialevalg og integritet
At vælge det rigtige materiale er en balancegang mellem krav til ydeevne, omkostninger og bearbejdelighed. Et materiale, der er perfekt til slutanvendelsen, kan være utroligt vanskeligt og derfor dyrt at bearbejde.
Vigtige materialeegenskaber til bearbejdning
Når du planlægger en cnc-drejebænk-bearbejdning projekt analyserer vi flere materialeegenskaber:
- Bearbejdelighed: Dette er en vurdering af, hvor let et materiale kan skæres. Materialer som Brass C360 betragtes som "fribearbejdende" og kan drejes meget hurtigt, hvilket reducerer cyklustider og omkostninger. I modsætning hertil er materialer som Inconel eller Titanium hårde og kræver lavere hastigheder, specialværktøj og mere robuste processer.
- Hårdhed: Hårdere materialer er mere modstandsdygtige over for slid, men er også mere udfordrende at bearbejde. De medfører, at skæreværktøjer slides hurtigere, hvilket kan påvirke både omkostninger og evnen til at opretholde en ensartet overfladefinish i løbet af en produktion.
- Termisk stabilitet: Under bearbejdningen udvikler både emnet og værktøjet varme. Materialer, der udvider sig betydeligt med varmen, kan være udfordrende at holde til snævre tolerancer, da de vil måle anderledes, når de er varme, end når de er afkølet til stuetemperatur. Det kræver omhyggelig styring af kølemidler og skæreparametre.
Kommuniker dine behov for materialer
For at sikre, at du får den ydelse, du forventer, er det ikke nok bare at angive "aluminium" eller "stål". Du skal være specifik. Vi har tidligere oplevet, at projekter blev forsinket, fordi en generisk materialeangivelse førte til brug af en kvalitet, der ikke kunne opfylde kravene til ydeevne. Angiv altid den nøjagtige kvalitet og hårdhed. For eksempel:
| Specificeret materiale | Nøgleegenskaber og almindelig brug |
|---|---|
| Aluminium 6061-T6 | Fremragende bearbejdelighed, god styrke. Anvendes til konstruktionsdele og prototyper. |
| Rustfrit stål 304 | Stor korrosionsbestandighed, god til fødevarekvalitet og medicinske anvendelser. Sværere at bearbejde. |
| PEEK | Høj temperatur og kemisk resistens. Bruges til rumfart, medicinske implantater. Det er dyrt. |
| Messing C360 | Standarden for bearbejdelighed. Ideel til fittings, ventiler og elektriske komponenter. |
Ved klart at definere materiale, tolerancer og overfladefinish på dine tegninger og RFQ'er giver du din produktionspartner mulighed for at levere dele, der ikke kun fungerer på papiret, men også i den virkelige verden.

For at opnå førsteklasses CNC-drejebænksdele skal man mestre samspillet mellem dimensionstolerancer, overfladefinish og materialevalg. Disse faktorer er ikke uafhængige; de er dybt forbundne, og en klar specifikation af alle tre er afgørende for at sikre pålidelig komponentydelse i den endelige anvendelse.
Hvad er de vigtigste kriterier for at vælge en pålidelig CNC-bearbejdningspartner?
Har du nogensinde oplevet produktionsforsinkelser, fordi en leverandør ikke kunne håndtere din volumen eller modtog dele, der ikke bestod inspektionen? Disse problemer skyldes ofte en ufuldstændig evalueringsproces, før den første ordre overhovedet er afgivet.
For at vurdere en leverandør af CNC-drejebænksbearbejdning korrekt skal du vurdere fire kerneområder: deres kvalitetscertificeringer, dybdegående inspektionsprocesser, faktiske produktionskapacitet og deres standarder for kommunikation. Disse søjler bestemmer pålidelighed, kvalitetskonsistens og levering til tiden.

For at undgå partnerskaber, der fører til dyre fejl og forsinkelser, har du brug for en systematisk tilgang til at undersøge potentielle leverandører. Det handler ikke kun om, hvad de lover på deres hjemmeside; det handler om at verificere deres evner gennem håndgribelige beviser. Den rigtige partner bliver en forlængelse af dit team, mens den forkerte bliver en konstant kilde til problemer.
Bekræft certificeringer af kvalitetssystemer
Certificeringer er mere end bare badges på en hjemmeside; de er bevis på en forpligtelse til standardiserede, gentagelige processer. En leverandør uden dem kan stadig producere en god del, men der er ingen garanti for ensartethed.
- ISO 9001: Dette er den grundlæggende certificering for kvalitetsstyring. Den sikrer, at leverandøren har dokumenterede processer for alt fra tilbudsgivning til forsendelse. Det er et minimumskrav for enhver seriøs produktionspartner. Hos PTSMAKE er vores ISO 9001-system rygraden i hvert projekt og sikrer, at hvert trin er sporbart og kontrolleret.
- Branchespecifikke certificeringer: Hvis du er i en stærkt reguleret branche, skal du kigge efter specialiserede certificeringer. For eksempel er AS9100 afgørende for rumfart, mens IATF 16949 er standarden for bilindustrien. De viser, at leverandøren forstår de strenge krav og krav til sporbarhed i din sektor.
Gennemgå processen for kvalitetsinspektion
En leverandørs inspektionsmuligheder er en direkte indikator for den kvalitet, du vil modtage. Du skal ikke bare forstå hvis de inspicerer dele, men hvordan og når. Bed potentielle leverandører om en kopi af deres kvalitetsmanual.
Inspektion undervejs vs. endelig inspektion
En pålidelig leverandør udfører begge dele. Kvalitetskontrol i processen (IPQC) fanger afvigelser under bearbejdningsprocessen på cnc-drejebænken og forhindrer, at et helt parti bliver kasseret. Slutinspektion er den sidste port, men den bør ikke være den eneste. Det er risikabelt og ineffektivt kun at stole på slutinspektionen. Vi udfører også en Første artikelinspektion (FAI)3 for at bekræfte, at vores produktionsopsætning opfylder alle specifikationer, før masseproduktionen begynder.
Inspektionsudstyr og rapportering
De rigtige værktøjer er afgørende for at kunne verificere snævre tolerancer. En leverandørs udstyrsliste bør stemme overens med din delkompleksitet.
| Inspektionsværktøj | Bedst til | Hvad det fortæller dig |
|---|---|---|
| Skydelærer/mikrometre | Grundlæggende dimensioner | Måler længde, bredde og diameter. God til generelle tolerancer. |
| CMM | Komplekse geometrier | Giver meget nøjagtige 3D-målinger af komplekse overflader og funktioner. |
| Optisk komparator | 2D-profiler | Projicerer en forstørret silhuet af en del for at kontrollere profiler og konturer. |
| Målere (Go/No-Go) | Gentagne funktioner | Kontrollerer hurtigt, om en funktion som et hul eller et gevind er inden for tolerancen. |
Bed altid om eksempler på inspektionsrapporter. En detaljeret rapport viser deres omhyggelige tilgang til kvalitet.
Ud over papirarbejdet og maskinerne er det menneskelige element afgørende. Hvordan en leverandør forvalter sine ressourcer, kommunikerer med kunderne og planlægger for uforudsete hændelser, afslører dens sande styrke som partner. Disse faktorer bliver ofte overset under de første evalueringer, men er afgørende for et vellykket langsigtet forhold.
Mål realistisk produktionskapacitet
En leverandørs kapacitet er ikke bare antallet af CNC-drejebænke, de ejer. Ægte kapacitet er en kombination af maskiner, kvalificeret arbejdskraft og effektiv workflow-styring.
Maskiner og teknologi
Bed om en detaljeret liste over udstyr. Er deres maskiner nye eller gamle? Har de fleraksede drejebænke, der kan lave komplekse dele i en enkelt opstilling? Moderne udstyr, som de fleraksede CNC-maskiner, vi bruger hos PTSMAKE, reducerer cyklustiderne og forbedrer nøjagtigheden. Spørg også om deres vedligeholdelsesplan. En velholdt maskine er en pålidelig maskine.
Arbejdsstyrke og planlægning
Et værksted fyldt med avancerede maskiner er ubrugeligt uden dygtige operatører og programmører til at køre dem. Spørg om teamets erfaringsniveau, og om de kører flere skift. En leverandør, der kører to eller tre skift, har betydeligt mere effektiv kapacitet og fleksibilitet end en, der kører et enkelt skift. I vores tidligere projekter har vi fundet ud af, at et robust produktionsplanlægningssystem er nøglen til at give kunderne præcise leveringstider og imødekomme hasteanmodninger uden at forstyrre eksisterende ordrer.
Evaluer kommunikationsstandarder og lydhørhed
Dårlig kommunikation kan afspore et projekt hurtigere end et maskinnedbrud. Din leverandør skal være proaktiv, gennemsigtig og let at få fat i.
| Kommunikationsaspektet | Grønt flag (god leverandør) | Rødt flag (dårlig leverandør) |
|---|---|---|
| Svartid | Svarer på e-mails/opkald inden for 24 timer. | Det tager dage at svare; svarene er vage. |
| Teknisk feedback | Foreslår proaktivt forbedringer af DFM (design for manufacturability). | Accepterer ethvert design uden feedback, hvilket fører til produktionsproblemer senere. |
| Problemløsning | Informerer dig straks om eventuelle problemer og præsenterer løsninger. | Skjuler problemer, indtil deadlinen er overskredet. |
| Projektopdateringer | Giver regelmæssige, uopfordrede opdateringer om projektets status. | Man skal hele tiden jage dem for at få information. |
Etabler et enkelt kontaktpunkt. At have en dedikeret projektleder, der forstår dine krav, sikrer, at intet går tabt i oversættelsen. Det er en standardpraksis hos PTSMAKE for at sikre klarhed og ansvarlighed for alle vores kunder.
Evaluering af en leverandør af CNC-drejebænksbearbejdning kræver en metodisk gennemgang af deres certificeringer, inspektionsprocesser, reelle produktionskapacitet og kommunikationsprotokoller. Disse fire søjler er afgørende for at sikre, at du samarbejder med en pålidelig producent, der kan levere dele af høj kvalitet til tiden, hver gang.
Designtips til omkostningseffektiv fremstilling af CNC-drejebænke.
Har du nogensinde sendt en del til tilbudsgivning og været chokeret over prisen, selv om designet virkede ligetil? Den geometri og de funktioner, du definerer, er ofte de skjulte drivkræfter bag høje produktionsomkostninger.
For at opnå en omkostningseffektiv fremstilling af CNC-drejebænke skal designerne optimere emnegeometrien baseret på DFM-principperne (Design for Manufacturability). Det indebærer forenkling af funktioner, undgåelse af tynde vægge, standardisering af elementer som radier og angivelse af tolerancer, der kun er så snævre som funktionelt nødvendigt for at reducere maskintid og værktøjsomkostninger.

Anvendelse af DFM på drejedele
Design for Manufacturability (DFM) er ikke bare et buzzword; det er en praktisk tilgang til at designe dele, der er lettere og derfor billigere at producere. Ved CNC-drejebænksbearbejdning, hvor arbejdsemnet roterer mod et skæreværktøj, påvirker ethvert designvalg cyklustiden og værktøjskravene. Målet er at fjerne materiale effektivt. Alt for komplekse designs modarbejder dette grundlæggende princip. Min erfaring med at samarbejde med kunder hos PTSMAKE viser, at de enkleste designs ofte er de mest elegante og omkostningseffektive løsninger.
Forenkle delgeometri
Jo mere kompleks en emnes profil er, jo mere maskintid kræver den. Flere diametre, koner og konturer kræver flere værktøjsbevægelser og potentielt flere værktøjsskift. Hvert værktøjsskift tilføjer tid uden bearbejdning til processen, hvilket øger de samlede omkostninger. Før du færdiggør et design, skal du spørge dig selv, om alle funktioner er afgørende for emnets funktion. Kan to forskellige diametre slås sammen til én? Er den komplekse kurve virkelig nødvendig, eller ville en simpel affasning eller radius være tilstrækkelig? Forenkling af den overordnede profil er den mest direkte måde at reducere den tid, din del bruger på maskinen.
Design til standardværktøj
CNC-drejebænke bruger en række standardskæreværktøjer. At designe funktioner, der kan skabes med disse standardværktøjer, er en stor omkostningsbesparelse. Et almindeligt problem, vi ser, er ikke-standardiserede indvendige hjørneradier. Hvis du specificerer en indvendig radius på 0,2 mm, men standardværktøjet producerer en radius på 0,5 mm, skal der bruges et specielt, mindre værktøj. Det øger ikke kun omkostningerne til selve værktøjet, men øger også risikoen for værktøjsbrud og kræver lavere skærehastigheder.
| Funktionstype | Omkostningseffektiv tilgang | Tilgang med høje omkostninger |
|---|---|---|
| Indvendige hjørneradier | Brug standard værktøjsnæseradier (f.eks. 0,4 mm, 0,8 mm). | Angiv et ikke-standardiseret eller skarpt indvendigt hjørne. |
| Riller | Design rillerne, så de passer til standard rilleværktøjsbredder. | Kræver riller med tilpasset bredde eller komplekse profiler. |
| Tråde | Angiv standardgevind (f.eks. UNC, UNF, metrisk). | Design brugerdefinerede eller ikke-standardiserede gevindprofiler. |
Optimer til arbejdsopbevaring
Det er afgørende, hvordan en del fastholdes i drejebænkens borepatron eller spændetang. Designet skal give en stabil, sikker overflade til fastspænding, som ikke deformerer emnet. Hvis de eneste tilgængelige fastspændingsflader er tyndvæggede eller på en færdig, kritisk diameter, komplicerer det processen enormt. Det kan føre til behov for specialtilpasninger eller en ekstra arbejdsgang, som begge er meget dyre. Dårlig opspænding kan også medføre problemer med vibrationer og rundløb, hvilket fører til problemer med faktorer som udløb4 der kan føre til, at et helt parti af dele bliver skrottet.
Den kritiske rolle af tolerancer og funktioner
Mens geometrien udgør grundlaget, er det de specifikke tolerancer og funktioner, der gør, at omkostningerne hurtigt kan eskalere. Mange ingeniører, især dem, der er nye inden for produktion, har en tendens til at over-tolere dele af forsigtighed. Men hver strammere tolerance tilføjer et lag af kompleksitet og omkostninger til bearbejdningsprocessen på cnc-drejebænken, ofte uden at give nogen reel funktionel fordel. Det er en balance mellem at sikre ydeevne og opretholde et rimeligt budget.
Angiv tolerancer strategisk
En generel toleranceblok på en tegning er en af de mest almindelige fejl, der øger produktionsomkostningerne. Ikke alle funktioner på en del kræver samme grad af præcision. Passende overflader, lejeboringer og justeringsstifter har brug for snævre tolerancer, men ikke-kritiske overflader har ikke. Hvis man anvender en snæver tolerance på ±0,01 mm på en overflade, der ikke har nogen funktionel grænseflade, kan det fordoble eller tredoble omkostningerne for den pågældende funktion. Det tvinger maskinarbejderen til at bruge langsommere skærehastigheder, tage flere efterbehandlinger og udføre hyppigere inspektioner undervejs i processen.
| Toleranceniveau | Relativ omkostningspåvirkning | Typisk anvendelse |
|---|---|---|
| Standard (f.eks. ±0,1 mm) | 1x (baseline) | Ikke-kritiske overflader, generelle dimensioner. |
| Stramt (f.eks. ±0,025 mm) | 2x - 4x | Passende dele, press-fit grænseflader. |
| Meget tæt (f.eks. <±0,01 mm) | 5x - 10x+ | Lejer med høj præcision, kritiske justeringer. |
Undgå unødigt dybe og små huller
Dybe huller, især dem med en lille diameter (et højt forhold mellem dybde og diameter), er en udfordring for enhver bearbejdningsproces. På en drejebænk kræver det særlige borecykler for at fjerne spåner og forhindre værktøjsbrud. Jo dybere hullet er, jo langsommere er processen, og jo større er risikoen. Før du specificerer et dybt hul med lille diameter, skal du overveje, om dybden virkelig er nødvendig, eller om hullets diameter kan øges.
Revurder komplekse funktioner som underskæringer
Underskæringer og indvendige aflastningsriller kræver specialværktøj, f.eks. rille- eller borestænger med specifikke geometrier. Disse værktøjer er ofte mere skrøbelige og kræver langsommere og mere forsigtig betjening end standarddrejeværktøjer. Selvom det nogle gange er uundgåeligt, er det altid værd at spørge, om underskæringen er vigtig. Kan man i stedet modificere modparten med en affasning, der giver den nødvendige frigang? I tidligere projekter hos PTSMAKE har vi hjulpet kunder med at redesigne sammenhørende komponenter for at eliminere behovet for dyre underskæringer, hvilket har sparet dem en betydelig procentdel af produktionsomkostningerne. Denne samarbejdstilgang tidligt i designfasen er nøglen til at opnå besparelser.

For omkostningseffektiv cnc-drejebænksbearbejdning skal du fokusere på DFM-principper. Forenkle emnegeometrien, brug standardværktøjer og design til sikker opspænding. Vær strategisk med tolerancer, og anvend dem kun, hvor det er funktionelt nødvendigt, og evaluer kritisk komplekse funktioner som dybe huller og underskæringer for at minimere maskintid og omkostninger.
Håndtering af gennemløbstider og leveringsrisici?
Har du nogensinde oplevet, at et vigtigt projekt er blevet afsporet af en uventet forsinkelse? En simpel materialemangel eller en kommunikationsbrist kan kaste hele din produktionsplan ud i kaos og koste dig tid og penge.
For effektivt at styre gennemløbstiderne inden for CNC-drejebænksbearbejdning skal du anlægge en proaktiv strategi. Det indebærer, at du opstiller krystalklare projekttidslinjer, opretholder konstant kommunikation med din leverandør og udvikler robuste beredskabsplaner for potentielle afbrydelser. Denne tilgang er dit bedste forsvar mod dyre forsinkelser.

Dekonstruktion af almindelige produktionsforsinkelser
Forståelse Hvorfor Forsinkelser er det første skridt til at forebygge dem. Inden for CNC-drejebænksbearbejdning kommer afbrydelser sjældent ud af det blå. De er ofte resultatet af underliggende problemer, som kan forudses og håndteres. Hvis man overser disse faktorer, kan et ukompliceret projekt blive til et logistisk mareridt. Det handler om at se ud over den endelige leveringsdato og undersøge hele produktionskæden for potentielle svage punkter.
Puslespillet om materialeindkøb
En af de hyppigste årsager til forsinkelser er materialernes tilgængelighed. Det handler ikke kun om, hvorvidt et materiale er på lager; det handler om dets kvalitet, certificering
Sikring af konsekvent kommunikation og projektgennemsigtighed.
Har du nogensinde set et projekt blive afsporet på grund af en simpel kommunikationsfejl? En uklar specifikation eller en glemt e-mail kan hurtigt udvikle sig til dyre forsinkelser og frustrerende omarbejde og bringe hele din tidslinje i fare.
Konsekvent kommunikation opnås ved at etablere klare protokoller, bruge centraliserede platforme til opdateringer, holde regelmæssige check-ins og give adgang til projektet i realtid. Denne proaktive tilgang minimerer misforståelser og holder alle interessenter på linje fra indkøb til produktion, især i forbindelse med komplekse CNC-drejebænksbearbejdningsprojekter.

Effektiv kommunikation er mere end bare at sende e-mails; det handler om at skabe et system, der forebygger problemer, før de opstår. Min erfaring er, at de mest succesfulde projekter er bygget på et fundament af klar, dokumenteret og konsekvent dialog. Uden det navigerer du i produktionsprocessen med bind for øjnene.
Proaktive strategier til at forebygge kommunikationssammenbrud
Den bedste måde at løse et problem på er at forhindre, at det nogensinde opstår. I stedet for at vente på, at en misforståelse forårsager en forsinkelse, implementerer vi systemer, der er designet til at sikre klarhed fra første dag. Det er især vigtigt, når man har at gøre med de præcise krav til CNC-drejebænksbearbejdning. En proaktiv tilgang forvandler potentielle kriser til enkle afklaringer.
Etablering af en eskalationsmatrix for kommunikation
Et af de mest effektive værktøjer, vi bruger hos PTSMAKE, er en eskalationsmatrix for kommunikation. Det er et enkelt, men effektivt dokument, som man bliver enige om ved projektets kickoff. Det beskriver tydeligt, hvem der skal kontaktes i forbindelse med specifikke problemer, og hvad den forventede responstid er. Det fjerner tvetydighed og forhindrer, at beskeder går tabt. For eksempel kan et mindre spørgsmål om materialefinish gå til projektlederen, mens en advarsel om en kritisk designfejl straks eskaleres til den ledende ingeniør. Denne struktur forhindrer små problemer i at vokse sig store.
Det fælles kontaktpunkts (SPOC) rolle
For at strømline kommunikationen yderligere er det vigtigt at udpege et Single Point of Contact (SPOC) på både kunde- og leverandørsiden. Denne person fungerer som det centrale knudepunkt for alle projektrelaterede oplysninger. For vores kunder betyder det, at de altid ved, hvem de skal ringe til, når de har en dedikeret projektleder hos PTSMAKE at tale med. De behøver ikke at lede efter forskellige personer inden for teknik, kvalitet eller logistik. Denne model reducerer dramatisk risikoen for Asymmetri i information5Det sikrer, at begge parter arbejder med de samme data og forventninger.
En veldefineret kommunikationsplan bør se nogenlunde sådan ud:
| Problemets sværhedsgrad | Første kontaktpunkt | Tidsramme for svar | Kontakt til eskalering |
|---|---|---|---|
| Lav | Projektleder (SPOC) | Inden for 24 timer | N/A |
| Medium | Projektleder (SPOC) | Inden for 8 timer | Ledende ingeniør |
| Høj | Projektleder (SPOC) | Inden for 1 time | Afdelingsleder |
| Kritisk | Direkte opkald til SPOC | Umiddelbart | Vicepræsident for drift |
Denne strukturerede tilgang sikrer, at intet falder mellem to stole, lige fra en simpel forespørgsel til en nødsituation, der stopper produktionen.

Ud over proaktive planer spiller de værktøjer, du bruger til daglig kommunikation og sporing, en stor rolle for at bevare projektets gennemsigtighed. At forlade sig på forældede metoder i et hurtigt produktionsmiljø er en opskrift på fiasko. Moderne projekter kræver moderne løsninger, der giver øjeblikkelig klarhed og en enkelt kilde til sandhed.
Udnyttelse af teknologi til projektgennemsigtighed i realtid
Teknologien har forandret den måde, vi styrer projekter på. Tiden med endeløse e-mail-kæder og usikkerhed om projektstatus er forbi. I dag kan vi give kunderne et klart vindue i realtid til deres projekts livscyklus, fra indkøb af råmaterialer til den endelige inspektion af deres CNC-bearbejdede dele.
Fra e-mail-kæder til centraliserede projekt-dashboards
E-mail er et forfærdeligt værktøj til projektledelse. Vigtige filer bliver begravet, feedback bliver fragmenteret, og det er næsten umuligt at spore den seneste version af et dokument. I vores tidligere projekter med kunder har vi fundet ud af, at det er en game-changer at flytte al kommunikation og dokumentation til et centralt projektdashboard. Disse platforme giver alle mulighed for at se de nyeste CAD-filer, se produktionsplanen, tjekke kvalitetsrapporter og stille spørgsmål på ét organiseret sted. Denne gennemsigtighed opbygger en enorm tillid.
Dokumentkontrol og revisionsstyring
For enhver cnc-drejebænk-bearbejdning projekt er præcise specifikationer altafgørende. Et projekt kan blive fuldstændig afsporet, hvis værkstedet arbejder ud fra en forældet tegning. Korrekt dokumentkontrol er ikke til forhandling. En god leverandør vil have et robust system til revisionsstyring. Hos PTSMAKE sikrer vores system, at kun den seneste, godkendte version af ethvert dokument er tilgængelig for produktion. Når en kunde indsender en revision, arkiveres den gamle version automatisk, og den nye markeres til gennemgang, hvilket sikrer, at vores maskinarbejdere altid arbejder med de korrekte specifikationer. Denne enkle kontrol forhindrer dyre fejl og materialespild.
Her er en hurtig sammenligning af gamle og nye metoder:
| Funktion | Traditionel metode (e-mail/telefon) | Moderne metode (projekt-dashboard) |
|---|---|---|
| Statusopdateringer | Reaktiv; kræver et opkald/en e-mail | Proaktiv; adgang i realtid, 24/7 |
| Deling af dokumenter | Forvirring om vedhæftningsversion | Centraliseret; én kilde til sandhed |
| Sporing af problemer | Fortabt i e-mail-tråde | Organiserede billetter med klart ejerskab |
| Godkendelsesproces | Langsom, svær at spore | Strømlinet med digitale underskrifter |
At indføre moderne værktøjer handler ikke om at øge kompleksiteten, men om at skabe enkelhed og klarhed for alle involverede.
Vellykkede CNC-drejebænksbearbejdningsprojekter afhænger af klar og konsekvent kommunikation. Ved at bruge proaktive strategier som eskaleringsmatricer og udnytte moderne projektdashboards til gennemsigtighed i realtid kan du eliminere misforståelser, sikre teknisk nøjagtighed og opbygge et stærkt, tillidsfuldt partnerskab med din producent.
Integration af CNC-drejebænksbearbejdning i globale forsyningskæder?
Føler du dig overvældet af de logistiske, toldmæssige og kvalitetskontrolmæssige udfordringer ved at købe CNC-dele globalt? Er du bekymret for, hvordan disse kompleksiteter vil påvirke din produktionstidslinje og dit budget?
En vellykket integration af CNC-drejebænksbearbejdning i globale forsyningskæder kræver et strategisk partnerskab. Det indebærer, at man vælger en leverandør med dokumenteret logistikekspertise, gennemsigtige toldprocedurer og et strengt kvalitetssikringssystem for at sikre problemfri levering og ensartethed i delene.

At integrere en udenlandsk leverandør i din eksisterende forsyningskæde kan virke skræmmende, men det behøver ikke at være en kilde til konstant stress. Nøglen er at bryde processen ned i håndterbare komponenter: logistik, told og kvalitet. Når du samarbejder med en producent, der har en dyb forståelse af disse områder, bliver integrationen en strategisk fordel snarere end et logistisk mareridt.
At navigere i den logistiske labyrint
Den fysiske transport af dele fra fabriksgulvet til samlebåndet er den første store forhindring. Valget mellem luft- og søfragt er en grundlæggende beslutning, som påvirker både omkostninger og hastighed. Vores erfaring hos PTSMAKE er, at vi guider kunderne gennem dette valg baseret på deres specifikke projektbehov - hastværk kontra budget.
| Forsendelsesmetode | Typisk transittid | Omkostningsfaktor | Bedst til |
|---|---|---|---|
| Luftfragt | 3-7 dage | Høj | Hurtige prototyper, tidsfølsomme produktionskørsler |
| Søfragt | 25-40 dage | Lav | Produktion af store mængder, ikke-hastende lageropfyldning |
Ud over forsendelsesmetoden er det afgørende at forstå handelsbetingelserne. Disse vilkår definerer, hvem der er ansvarlig for forsendelsen i alle faser af dens rejse. Klare aftaler om Incoterms6 som FOB (Free On Board) eller DDP (Delivered Duty Paid) forhindrer misforståelser og uventede omkostninger i sidste ende. En pålidelig partner vil være åben om disse vilkår og hjælpe dig med at vælge det, der passer bedst til din indkøbsstrategi, så du ikke behøver at gætte dig til international forsendelse.
Afmystificering af told og tariffer
Toldklarering kan være en betydelig flaskehals, hvis den ikke håndteres korrekt. Forsinkelser her kan forstyrre selv de mest omhyggeligt planlagte produktionsplaner. Grundlaget for en smidig toldproces er nøjagtig og komplet dokumentation. Dette omfatter handelsfakturaen, en detaljeret pakkeliste og nogle gange et oprindelsescertifikat.
Et almindeligt fejlpunkt er forkert klassificering af varer ved hjælp af HS-koder (Harmonized System). En forkert kode kan føre til toldtilbageholdelse, inspektioner og endda økonomiske sanktioner. En erfaren oversøisk leverandør med speciale i cnc-drejebænk-bearbejdning vil have et dedikeret team, der forstår de specifikke HS-koder for bearbejdede dele og sikrer, at alt papirarbejde arkiveres korrekt første gang. Denne proaktive tilgang minimerer kompleksiteten for dig som indkøbschef, så du kan fokusere på dine kerneopgaver i stedet for at jagte toldmæglere.

Når logistik og told er kortlagt, skifter fokus til det mest kritiske element: at sikre, at de dele, du modtager, er præcis, hvad du har bestilt. Kvalitetssikring og kommunikation er de søjler, der understøtter et vellykket langdistanceproduktionsforhold.
Opretholdelse af kvalitet på tværs af kontinenter
Tillid til kvalitet kan ikke overlades til tilfældighederne. Når du køber ind fra en udenlandsk partner, har du brug for et verificerbart system, der garanterer ensartethed. Se efter leverandører med et robust kvalitetsstyringssystem (QMS), som ofte er valideret af certificeringer som ISO 9001. Det er ikke bare et stykke papir; det er et bevis på en forpligtelse til standardiserede processer, der leverer gentagelige resultater.
Hos PTSMAKE leverer vi omfattende inspektionsrapporter på alle nøgletrin.
- Første artikelinspektion (FAI): Bekræfter, at den første del fra linjen opfylder alle specifikationer, før masseproduktionen begynder.
- Kvalitetskontrol undervejs i processen (IPQC): Regelmæssige kontroller i løbet af cnc-drejebænk-bearbejdning proces for at fange eventuelle afvigelser tidligt.
- Endelig kvalitetskontrol (FQC): En sidste, grundig inspektion af hele partiet, før det pakkes til forsendelse.
Denne inspektionsproces i flere lag kombineret med fuld materialesporbarhed giver den gennemsigtighed, der er nødvendig for at opbygge tillid. Du får dokumenteret bevis for, at dine dele opfylder specifikationerne, hvilket giver dig tillid til at integrere dem direkte i dit samlebånd uden dyre indgående inspektioner fra din side.
Søjlen for integration: Proaktiv kommunikation
Dårlig kommunikation er et af de største irritationsmomenter i global sourcing. At vente i dagevis på et svar på et simpelt spørgsmål er ikke acceptabelt, når der er produktionsfrister på spil. Effektiv integration afhænger af klar, konsekvent og proaktiv kommunikation.
En ideel produktionspartner udpeger en dedikeret projektleder eller ingeniør som dit eneste kontaktpunkt. Denne person bør tale dit sprog flydende og være tilgængelig i din åbningstid. I tidligere projekter med vores kunder har vi fundet ud af, at et simpelt system med ugentlige statusrapporter, komplet med fotos og produktionsopdateringer, kan eliminere næsten al kommunikationsfriktion. Moderne værktøjer som sikre kundeportaler og videokonferencer gør det nemt at holde forbindelsen, gennemgå fremskridt og træffe beslutninger i realtid. Dette niveau af gennemsigtighed gør, at det at arbejde med en leverandør tusindvis af kilometer væk føles lige så problemfrit som at arbejde med en ved siden af.

Det er muligt at integrere globale CNC-drejebænksbearbejdningsydelser med den rette strategi. Ved at fokusere på en partner, der udmærker sig inden for logistik, fortoldning, robust kvalitetssikring og proaktiv kommunikation, kan du forenkle kompleksiteten og gøre global sourcing til en stærk konkurrencefordel for din forsyningskæde.
Fremtidige tendenser inden for CNC-drejebænksbearbejdning for industrielle købere.
Har du svært ved at forudse, hvordan de nyeste produktionsteknologier vil påvirke din forsyningskæde og produktkvalitet? Er du bekymret for at komme bagud?
Fremtiden for CNC-drejebænksbearbejdning formes af automatisering, kvalitetsovervågning i realtid og integration af digitale tvillinger. For industrielle indkøbere betyder disse tendenser højere effektivitet, bedre sporbarhed og større potentiale for innovation inden for emneproduktion.

Produktionslandskabet er i konstant bevægelse, og CNC-drejebænkbearbejdning er i spidsen for denne udvikling. Som industriel indkøber er det afgørende at forstå disse skift for at bevare en konkurrencefordel. Det handler ikke kun om at få fremstillet dele; det handler om at få dem fremstillet smartere, hurtigere og med større gennemsigtighed end nogensinde før. To af de mest betydningsfulde tendenser lige nu er automatisering og kvalitetsovervågning i realtid.
Skubbet mod fuld automatisering
Automatisering inden for CNC-drejning bevæger sig ud over simple stangmagasiner. Vi ser en kraftig stigning i brugen af sofistikerede robotsystemer.
Robotteknologi til pleje og materialehåndtering
Robotarme, der læsser rå emner og aflæser færdige dele, er ved at blive et almindeligt syn. I de projekter, vi håndterer hos PTSMAKE, kan integration af robotteknologi øge maskinens oppetid med over 30%, da maskinen kan køre kontinuerligt, selv i pauser eller om natten. Det fører til mere forudsigelige leveringstider og stabile omkostninger for vores kunder. Det eliminerer også den variation, der kan komme fra manuel ilægning, og sikrer, at hver del sidder i borepatronen med perfekt konsistens.
Måling og justering undervejs i processen
Moderne CNC-drejebænke kan udstyres med målesystemer, der måler en del mens det er stadig i maskinen. Hvis en dimension afviger fra specifikationen, kan maskinens controller automatisk justere værktøjsforskydningerne for at korrigere den på den næste del. Denne proaktive tilgang til kvalitetskontrol er en game-changer. Den reducerer drastisk kassationsraten og behovet for omfattende inspektion efter produktionen, hvilket direkte betyder omkostningsbesparelser og hurtigere levering for dig. Denne integration af maskiner og datanetværk udgør rygraden i moderne intelligente fabrikker, der ofte omtales som cyber-fysiske systemer7.
| Funktion | Traditionel bearbejdning | Automatiseret bearbejdning |
|---|---|---|
| Maskinens oppetid | Afhængig af operatørens tilgængelighed | Mulighed for drift op til 24/7 |
| Indlæsning af dele | Manuel, mulighed for inkonsekvens | Robotisk, meget konsekvent |
| Kvalitetskontrol | Inspektion efter processen | Justeringer i realtid undervejs |
| Ideel batch-størrelse | Medium til høj volumen | Effektiv til både lav og høj volumen |
Denne grad af automatisering sikrer, at cnc-drejebænk-bearbejdning processen er ikke kun effektiv, men også utrolig pålidelig, hvilket giver et stabilt fundament for din forsyningskæde.

Ud over automatisering og øjeblikkelig kvalitetskontrol handler den næste grænse om at skabe en komplet digital fortælling om hver eneste komponent, der produceres. Det er her, teknologier som digitale tvillinger og avanceret dataanalyse kommer ind i billedet og tilbyder hidtil usete niveauer af sporbarhed og procesoptimering.
Digital Twin-integration for fuld sporbarhed
Konceptet med en digital tvilling er en af de mest spændende udviklinger inden for industriel produktion. Det er mere end bare en 3D-model; det er en dynamisk, virtuel kopi af hele bearbejdningsprocessen.
Hvad er en digital tvilling?
Forestil dig et virtuelt instrumentbræt, der afspejler en specifik CNC-drejebænk på vores værksted i realtid. Denne digitale tvilling viser ikke kun maskinens aktuelle status, men simulerer også hele værktøjsbanen, sporer værktøjsslitage og overvåger temperaturer og vibrationer. For en indkøber betyder det, at vi kan køre en virtuel simulering af produktionen af din del, før der skæres et eneste stykke metal. Det giver os mulighed for at identificere potentielle udfordringer, optimere cyklustider og garantere, at processen er stabil fra den allerførste del.
Fordele for industrielle indkøbere
Fordelene er klare. For det første giver det fuld sporbarhed. Alle parametre fra produktionen af din del registreres og knyttes til den specifikke komponent eller batch. Hvis der opstår et kvalitetsproblem mange år senere, kan vi trække hele den digitale historik frem. For det andet muliggør det forebyggende vedligeholdelse. Den digitale tvilling kan forudsige, hvornår et værktøj vil svigte, eller en maskine har brug for service, hvilket forhindrer uventet nedetid, der kan forsinke din ordre.
| Aspekt | Konventionel proces | Digital Twin Enabled Process |
|---|---|---|
| Planlægning af processer | Baseret på erfaring og prøvekørsler | Optimeret via virtuel simulering |
| Vedligeholdelse | Reaktiv eller planlagt | Forudsigende og tilstandsbaseret |
| Sporbarhed | Papirbaserede eller fragmenterede data | Komplet, integreret digital journal |
| Problemløsning | Analyse efter døden | Diagnostik i realtid og historiske data |
I en af vores tidligere undersøgelser med en kunde i luftfartssektoren brugte vi en processimulering til at forfine værktøjsbanerne til en kompleks komponent lavet af en hårdfør legering. Denne digitale workshopping sparede anslået 40 timers forsøg og fejl på maskinen og fik deres kritiske dele hurtigere i produktion. Integrationen af disse digitale værktøjer i cnc-drejebænk-bearbejdning ændrer fundamentalt forholdet mellem leverandør og kunde og bevæger det i retning af et mere gennemsigtigt og samarbejdende partnerskab.

Fremtiden for CNC-drejebænksbearbejdning er defineret af smartere, mere forbundne processer. Automatisering og overvågning i realtid giver øjeblikkelige effektivitets- og kvalitetsgevinster, mens digitale tvillinger giver et nyt niveau af sporbarhed og forudsigelseskraft, hvilket sikrer et mere pålideligt og innovativt produktionspartnerskab for industrielle købere.
Opnå fejlfri CNC-drejebænksbearbejdning med PTSMAKE
Er du klar til CNC-drejedele med nul fejl og problemfri indkøb? Samarbejd med PTSMAKE om at løse dine sværeste udfordringer inden for præcisionsfremstilling. Send os din forespørgsel nu - oplev lydhør service, levering til tiden og ensartet kvalitet fra prototype til produktion, start dit projekt i dag!

Lær, hvordan minimering af runout er afgørende for dine præcisionskomponenters ydeevne og levetid. ↩
Forstå, hvordan disse mikroskopiske toppe og dale på en overflade påvirker delens funktion, friktion og slid i vores guide. ↩
Lær, hvad en First Article Inspection-rapport indeholder for at garantere, at din første produktionskørsel opfylder hver eneste specifikation. ↩
Forstå, hvordan denne kritiske geometriske tolerance påvirker rotationsnøjagtigheden, og lær designstrategier til at kontrollere den effektivt. ↩
Lær, hvordan du bygger bro over denne videnskløft med din leverandør og opnår bedre resultater og færre produktionsfejl. ↩
Forstå disse handelsbetingelser for at afklare ansvar og undgå uventede omkostninger i dine internationale forsendelser. ↩
Lær, hvordan disse integrerede beregnings- og fysiske komponenter omdefinerer effektivitet og kontrol i moderne intelligente fabrikker. ↩






