

Jernbanesystemer står over for en voksende udfordring med pålideligheden af transparente manifold. Disse kritiske komponenter styrer væskestrømmen i smøring, kølevæske og pneumatiske systemer, men mange fejler på grund af dårlig bearbejdningspræcision og materialenedbrydning.
CNC-bearbejdning leverer den dimensionelle nøjagtighed og optiske klarhed, der kræves til transparente manifold i jernbaneapplikationer. Korrekt værktøjsvalg, overfladefinish og materialekendskab sikrer, at disse komponenter opfylder de krævende standarder i jernbaneindustrien, samtidig med at de visuelle overvågningsmuligheder bevares.

Denne guide dækker alt fra materialevalg til kvalitetskontrolprocesser, der forhindrer dyre fejl. Jeg vil dele praktiske indsigter i at opnå optiske finish og designprincipper, der forlænger manifoldens levetid i barske jernbanemiljøer.
Hvorfor transparente manifold er vigtige i moderne jernbanesystemer
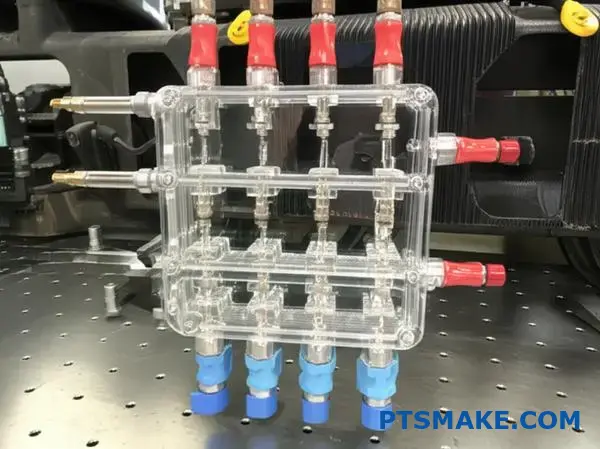
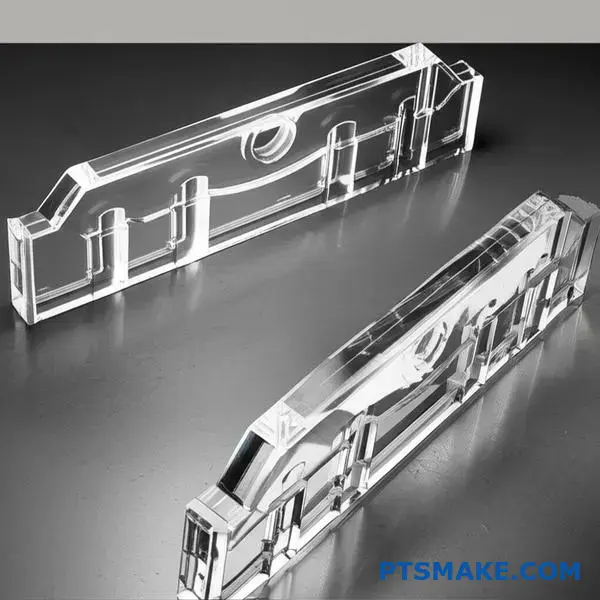
I moderne jernbanesystemer er effektivitet og sikkerhed altafgørende. Derfor ser vi flere gennemsigtige jernbanemanifolder i kritiske operationer.
Disse komponenter giver et klart overblik over væskedynamikken. Dette muliggør øjeblikkelig visuel inspektion og proaktiv vedligeholdelse.
Vigtige anvendelser
Væskemanifolder til tog er afgørende for flere systemer. De styrer alt fra smøring til pneumatik og sikrer en problemfri drift. Muligheden for at se ind i disse systemer er en game-changer.
| System | Funktion | Fordele ved gennemsigtighed |
|---|---|---|
| Smøring | Fordeler olie/fedt | Verificer flow, opdag blokeringer |
| Kølevæskeflow | Regulerer motortemperatur | Kontroller for luftbobler, lækager |
| Pneumatik | Driver bremser, døre | Overvåg for kontaminering |
Gennemsigtige manifolder i jernbanesystemer er ikke længere en nyhed. De er ved at blive et essentielt diagnostisk værktøj på moderne lokomotiver og rullende materiel.
Udfordringen i produktionen
Selvom fordelene er klare, er produktionen af disse dele kompleks. Skiftet mod gennemsigtige materialer introducerer betydelige forhindringer, som ikke var til stede med traditionelle metalmanifolder. Præcision er alt.
Materialets integritet og klarhed
Den primære udfordring er at bevare optisk klarhed under og efter fremstillingen. Standardbearbejdning kan introducere mikrobrud og indre spændinger. Denne uklarhed eller tåge underminerer formålet med en gennemsigtig del. Efter en vis analyse fandt vi, at forkert værktøjshastighed eller varmeopbygning er almindelige årsager.
Disse spændinger påvirker ikke kun synligheden, men også strukturel integritet. Det kan føre til for tidlig svigt under de høje vibrationsforhold, der er typiske for jernbanedrift. Materialet kan se fint ud i starten, men indre dobbeltbrydning1 kan afsløre skjulte spændingspunkter, der kompromitterer langsigtet holdbarhed.
Krav til præcision og holdbarhed
Jernbaneanvendelser kræver ekstrem holdbarhed og snævre tolerancer. De indre kanaler skal være perfekt glatte for at sikre uhindret væskestrøm. Enhver overfladefejl kan skabe turbulens eller fange forurenende stoffer.
Her er de centrale udfordringer, vi fokuserer på hos PTSMAKE, når vi håndterer projekter med CNC-bearbejdning af gennemsigtige manifoldere til jernbaner:
| Udfordring | Indvirkning på performance | Fremstillingsløsning |
|---|---|---|
| Materialestress | Reduceret klarhed og holdbarhed | Specialværktøj, klimakontrol |
| Komplekse geometrier | Ineffektiv væskestrøm | Avanceret 5-akset CNC-bearbejdning |
| Overfladefinish | Ophobning af forurenende stoffer, lækager | Damp-polering, optimeret skæring |
| Dimensionel stabilitet | Dårlig tætning, systemfejl | Spændingsaflastende glødningsprocesser |
At opnå dette kvalitetsniveau kræver en dyb forståelse af polymervidenskab og avancerede CNC-bearbejdningsteknikker. Det er en balance mellem præcisionsteknik og ekspertise inden for materialehåndtering.
Gennemsigtige manifold giver vigtig operationel indsigt for jernbaner. Deres produktion kræver dog at overvinde betydelige udfordringer inden for materialeklarhed, præcisionsbearbejdning og langsigtet holdbarhed for at sikre, at de fungerer pålideligt under barske forhold.
De skjulte omkostninger ved unøjagtige manifold i jernbanetransport
Dårlig dimensionsnøjagtighed i manifold skaber langsigtede operationelle fejl. Det handler ikke om øjeblikkeligt nedbrud. Det er en langsom nedbrydning.
Små ufuldkommenheder fører til kroniske lækager og trykfald. Disse problemer belaster hele systemet over tid.
Indvirkningen af fejlbehæftede tolerancer
Komponenter slides hurtigere. Tætninger nedbrydes. Resultatet er uventet og dyrt vedligehold. Denne nedetid påvirker direkte serviceplaner og rentabilitet.
CNC-bearbejdning som en løsning
CNC-nøjagtighed for jernbanedele er svaret. Højpræcisionsmanifold med strenge tolerancestyringer sikrer perfekte pasformer. Denne præcision forhindrer lækager og opretholder systemintegriteten. Det reducerer vedligeholdelsesnedetiden betydeligt.
| Kilde til unøjagtighed | Konsekvenser |
|---|---|
| Dårlig tolerancestyring | Gradvis væske- eller luftlækage |
| Ujævnheder i overfladen | For tidlig forseglingssvigt |
| Forskudte kanaler | Ineffektiv systemtryk |

Et dybere kig på operationelle fejl
En unøjagtig manifold i et jernbanebremse- eller hydrauliksystem er et tikkende ur. Fejlen er ikke pludselig, men gradvis, hvilket gør den sværere at diagnosticere, indtil den er kritisk.
En mindre fejltilpasning i en port kan begrænse flowet. Dette tvinger pumper og aktuatorer til at arbejde hårdere. Over måneder fører denne ekstra belastning til for tidlig komponentfejl, langt før den planlagte levetid. Dette er en skjult omkostning, der løber op.
Sådan forhindrer præcision nedetid
Her er værdien af højpræcisionsmanifold tydelig. CNC-bearbejdning giver det krævede niveau af tolerancestyring. Det handler ikke kun om at lave én god del. Det handler om at lave hver del identisk inden for mikron.
Denne konsistens eliminerer de variabler, der forårsager gradvis slitage. Når hver manifold fungerer præcis som designet, fungerer hele systemet mere effektivt. Problemet koger ofte ned til styring af stabling af tolerancer2. Hos PTSMAKE bruger vi avanceret CNC-programmering til at afbøde disse kumulative fejl.
| Manifoldkvalitet | Vedligeholdelsescyklus | Systempålidelighed |
|---|---|---|
| Lav nøjagtighed | Uplanlagte, hyppige reparationer | Uforudsigelig, lav |
| Høj præcision (CNC) | Planlagt, forudsigelig service | Konsistent, høj |
Unøjagtige manifold fører til en kaskade af langsigtede driftsfejl, hvilket øger nedetid og vedligeholdelsesomkostninger. Højpræcisions CNC-bearbejdning giver den nødvendige tolerancestyring, hvilket sikrer systempålidelighed og dramatisk reducerer behovet for uplanlagte reparationer i jernbanetransport.
Komplet materialegennemgang for CNC-bearbejdede transparente manifold
Valg af det rigtige materiale er den mest kritiske beslutning i manifolddesign. Det påvirker direkte ydeevne, levetid og omkostninger. Dit valg bestemmer, hvordan delen modstår tryk, kemikalier og stød.
Nøgle gennemsigtige polymerer
We primarily work with three types of transparent polymers. Each has distinct advantages for specific applications. Proper manifold material selection is key.
Comparing Your Main Options
Here’s a quick overview we’ve developed from our testing results. This helps clients make initial decisions.
| Materiale | Nøglefunktion | Bedst til |
|---|---|---|
| Polykarbonat (PC) | Høj slagstyrke | Demanding, high-pressure environments |
| Akryl (PMMA) | Superior Optical Clarity | Visual inspection, aesthetic parts |
| Copolymers (e.g., PETG) | Excellent Chemical Resistance | Medical or chemical processing |
This initial comparison simplifies the first step.

Et dybere dyk ned i materialeegenskaber
Selecting the best material goes beyond a simple chart. Each polymer presents unique challenges and benefits in transparent polymer machining. The specifics of your application, like those for railroads’ transparent manifolds requiring CNC machining, demand careful thought.
Polykarbonat (PC)
Polycarbonate is my go-to for toughness. Its impact resistance is exceptional, making it perfect for industrial settings. For instance, polycarbonate manifolds for rail applications must endure constant vibration and potential impact. This makes PC an obvious choice there. However, it can be susceptible to stress-corrosion cracking3 with certain chemicals.
Akryl (PMMA)
When absolute clarity is non-negotiable, I recommend Acrylic. It offers glass-like transparency, which is ideal for fluid monitoring. Machining it requires specific techniques to avoid crazing. It’s less impact-resistant than PC but more cost-effective.
Copolymere
Copolymere som PETG eller specialiseret klar PVC tilbyder en afbalanceret profil. De giver ofte bedre kemisk resistens end PC eller akryl. Dette gør dem velegnede til manifold, der håndterer en række forskellige væsker. Vores erfaring hos PTSMAKE viser, at de bearbejdes rent med det rette værktøj.
| Ejendom | Polykarbonat (PC) | Akryl (PMMA) | Copolymere (PETG) |
|---|---|---|---|
| Slagstyrke | Fremragende | Fair | God |
| Klarhed | Meget god | Fremragende | God |
| Kemisk modstandsdygtighed | Fair | God | Fremragende |
| Maks. driftstemperatur | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Det endelige valg afhænger altid af en detaljeret projektgennemgang.
Materialevalg er en balancegang. Din applikations behov for styrke (polycarbonat), klarhed (akryl) eller kemisk resistens (copolymere) vil guide det bedste valg. Hvert materiale præsenterer unikke bearbejdningsudfordringer og fordele for gennemsigtige polymerer, der skal overvejes nøje for optimal ydeevne.
Hemmeligheder til at opnå optisk klarhed i CNC-bearbejdede manifold
At opnå en glaslignende finish på en CNC-bearbejdet manifold handler ikke kun om polering. Rejsen mod optisk klarhed begynder i det øjeblik, skæret rører materialet. Det er en præcis videnskab.
Succes afhænger af at kontrollere enhver variabel. Dette inkluderer valg af værktøj, fremføringshastigheder og skæredybde. Hvert valg påvirker direkte den endelige gennemsigtighed.
Beherskelse af bearbejdningsparametrene
Korrekt valg af værktøj er afgørende. Til materialer som polycarbonat eller akryl bruger vi ekstremt skarpe, enkeltfløjtede eller V-notfræsere designet til plast. Dette minimerer varme og forhindrer smeltning. En god CNC-overfladefinish til polycarbonat starter her.
| Parameter | Anbefaling til polycarbonat | Indvirkning på klarhed |
|---|---|---|
| Værktøjstype | Enkeltfløjtet, opadgående | Reducerer varme, ren skæring |
| Spindelhastighed | 18.000 – 24.000 RPM | Forhindrer smeltning, glat snit |
| Tilførselshastighed | 100 – 300 tommer/min | Undgår værktøjsmærker, ensartet finish |
| Kølevæske | Trykluft / Isopropylalkohol | Fjerner spåner, reducerer friktion |
Styring af disse parametre er nøglen til ethvert optisk bearbejdningsprojekt.

Den indledende bearbejdningspassage sætter scenen for den endelige polering. Enhver ufuldkommenhed, uanset hvor lille, vil være synlig. Vi sigter efter en overflade, der allerede er glat og fri for chatter-mærker, før poleringen overhovedet begynder.
Fra bearbejdning til polering
En almindelig fejl er at stole for meget på polering for at rette en dårlig overfladefinish. Hos PTSMAKE ser vi polering som et forfinelsestrin, ikke et korrigerende trin. Det virkelige arbejde udføres på CNC-maskinen. Denne tilgang er afgørende for komplekse komponenter som gennemsigtige manifolds, hvor ensartet klarhed er uundværlig.
Dette involverer en flertrins proces. Vi starter med meget fint kornede slibemidler for at fjerne de subtile værktøjsmærker, der efterlades af selv den mest præcise bearbejdning. Dette trin skal udføres omhyggeligt for at bevare delens geometriske nøjagtighed. Målet er et ensartet, matteret udseende. Dette bliver grundlaget for polering af klare dele via CNC eller manuelle metoder.
| Poleringsfasen | Metode/Materiale | Formål |
|---|---|---|
| Trin 1: Slibning | 400-800 korn vådslibepapir | Fjern bearbejdningslinjer |
| Trin 2: Finpudsning | 1000-2000 korn vådslibepapir | Skab en ensartet matteret finish |
| Trin 3: Polering | Polerskive med polermiddel | Opnå indledende gennemsigtighed |
| Trin 4: Afslutning | Damp-polering / Manuel polering | Opnå endelig optisk klarhed |
Efter slibning går vi videre til polering med specialiserede polermidler. Processen fjerner de fine ridser fra slibningen og fremhæver materialets iboende gennemsigtighed. Interne spændinger kan forårsage problemer som dobbeltbrydning4, så kontrollerede teknikker med lav varme er essentielle. Det er en delikat balance mellem tryk og hastighed.
Opnåelse af optisk klarhed afhænger af præcise CNC-parametre og en systematisk poleringsproces i flere trin. Den indledende overfladefinish fra maskinen er den mest kritiske faktor, der bestemmer kvaliteten af den endelige gennemsigtige del.
Top designfejl, der fører til manifoldfejl i jernbaneapplikationer
I manifolddesign til jernbaner fører mindre oversete detaljer ofte til store fejl. Systemets integritet afhænger ofte af detaljer, der er overset under den indledende CAD-fase. Disse tilsyneladende små fejl kan have betydelige konsekvenser senere hen.
Tre almindelige designfejl optræder konsekvent. Disse er ujævn vægtykkelse, dårligt designede interne kanaler og forkert afsluttede tætningsflader. Hver fejl introducerer en unik og forebyggelig fejltilstand.
Det er kritisk at adressere disse CNC-designfejl tidligt. Det sikrer den sikkerhed og pålidelighed, der kræves i krævende jernbaneapplikationer.
| Designfejl | Primær konsekvens |
|---|---|
| Ujævn vægtykkelse | Spændingskoncentration, potentielle revner |
| Blocked/Sharp Channels | Pressure drops, inefficient flow |
| Poor Sealing Surfaces | Critical fluid leaks, system failure |
The Criticality of Wall Thickness
Uniform wall thickness is fundamental. When walls vary abruptly in thickness, they create stress concentration points. Under the constant vibration of railroad operations, these points can easily become the origin of cracks and failures.
Good CAD practice involves using analysis tools. These can simulate pressure and stress, highlighting weak areas before any material is cut. This preemptive step is a core part of our design review process at PTSMAKE, preventing such CNC design flaws.
Optimizing Internal Channels
The pathways inside the manifold are its arteries. Sharp, 90-degree turns create turbulence. This disrupts flow and causes significant pressure drops, reducing system efficiency. This is where a basic grasp of Væskedynamik5 becomes invaluable for designers creating transparent manifolds.
Visualizing the flow path helps in designing smooth bends. One of the best transparent manifold CAD tips is to prioritize gentle curves over sharp angles. Optimized channels ensure smoother flow and maintain system pressure. Our internal research confirms this greatly improves overall performance.
Perfecting Sealing Surfaces
A manifold is only as good as its seals. Surfaces for O-rings or gaskets require a specific finish. If the surface from the CNC machining process is too rough, it creates microscopic leak paths, leading to eventual failure.
| Flaw Example | Better Design Approach | Fordel |
|---|---|---|
| Væggens tykkelse | Pludselige ændringer i tykkelsen | Gradvise overgange, ensartede vægge |
| Kanaler | Skarpe indvendige hjørner | Afrundede hjørner, glatte bøjninger |
| Tætningsflade | Ru eller ujævn finish | Specifik Ra-værdi, glat finish |
Opmærksomhed på detaljer i CAD-fasen forhindrer dyre fysiske fejl. Ensartede vægge, glatte kanaler og præcise tætningsflader er uundværlige for pålidelige jernbanemanifolder. Korrekt design for fremstilling (DFM) er grundlaget for en succesfuld, holdbar del.
Ingeniørens guide til bearbejdelighed af transparente plastmaterialer
Bearbejdning af klare plastmaterialer er en balancegang. Du har brug for præcision uden at forårsage spændinger, revner eller smeltning. Succes afhænger af at mestre detaljerne.
Forståelse af skærekræfter
Lavere skærekræfter er nøglen. De forhindrer afbøjning og indre spændinger. Dette er afgørende for at bevare den optiske klarhed i den endelige del.
Styring af værktøjsslid
Gennemsigtige plastmaterialer kan være slibende. Værktøjsslid fører til dårlige overflader. Værktøjer, der er skarpe og specialiserede, er ikke en mulighed; de er et krav for kvalitet.
| Parameter | Akryl (PMMA) | Polykarbonat (PC) |
|---|---|---|
| Varmefølsomhed | Høj | Meget høj |
| Værktøjsslidhastighed | Moderat | Høj |
Styring af varme og spåntransport er kritisk. Uden korrekt køling kan materialet smelte på værktøjet. Dette ødelægger både delen og skæret.
Strategier for spåntransport og køling
Effektiv spåntransport er uundværlig. Klistrede spåner fra materialer som polycarbonat kan tilstoppe spor. Dette genererer øjeblikkeligt overskydende varme, hvilket risikerer fejl på delen.
Vi anbefaler trykluft til akryl. Det køler og fjerner spåner uden kemisk interaktion. Til polycarbonat fungerer et minimalt smøresystem (MQL) ofte bedst. Det forhindrer smeltning uden at forårsage termisk chok.
Materialeopgør: CNC-bearbejdning Akryl vs. Polycarbonat
Disse to er almindelige, men bearbejdes meget forskelligt. Akryl er hårdt og skørt. Det spåner rent med de rette parametre. Polycarbonat er sejere og blødere. Det har tendens til at deformere og skabe lange, trådede spåner. Dets amorf struktur6 bidrager til denne adfærd.
| Funktion | Akryl (PMMA) | Polykarbonat (PC) |
|---|---|---|
| Dannelse af spåner | Skøre, små spåner | Seje, lange spåner |
| Værktøjsgeometri | Høj positiv spånvinkel | Neutral til lav spånvinkel |
| Kølemiddelsbehov | Luft, minimal væske | MQL, oversvømmelseskøling |
| Bedst til | Optisk klarhed, displays | Høj slagfasthed, kabinetter |
Applikationsspecifik bearbejdning
Til applikationer som bearbejdning af klare plastmaterialer til skinne komponenter, slagfasthed er altafgørende. Dette gør polycarbonat til et hyppigt valg, på trods af dets udfordringer. Til fluidiske systemer, valg af den bedste plast til manifolds fører ofte til akryl på grund af dets stabilitet og klarhed. De unikke krav til jernbaner transparente manifolds cnc bearbejdning kræver en dyb forståelse af disse materialeafvejninger for pålidelig ydeevne.
Beherskelse af bearbejdning af klar plast kræver kontrol af varme, brug af skarpe værktøjer og styring af spånfjernelse. Forståelse af de distinkte egenskaber af akryl versus polycarbonat er afgørende for at opnå højkvalitets, transparente dele til enhver applikation, fra manifolds til jernbane-komponenter.
Reduktion af leveringstid på brugerdefinerede jernbanemanifold med CNC-effektivitet
I jernbanesektoren er tid penge. Lange leveringstider for specialfremstillede dele er en stor flaskehals. CNC-bearbejdning adresserer direkte denne udfordring.
Det muliggør hurtige CNC-prototyper til test og validering. Dette er afgørende for komplekse komponenter som specialfremstillede manifolds.
Fra digital fil til fysisk del
Vores proces starter med din digitale designfil. Dette fremskynder alt fra tilbudsgivning til produktion. Denne effektivitet er afgørende for korte serier af transparente manifolds og deres CNC-bearbejdning.
| Scene | Traditionel metode | CNC-bearbejdning |
|---|---|---|
| Citat | 3-5 Dage | < 24 Timer |
| Udvikling af prototyper | 4-6 Uger | 5-7 Dage |
| Produktion | 8-12 Uger | 2-4 uger |

Den digitale arbejdsgang er kernen i vores hastighed. En enkelt 3D CAD-model er den eneste sandhedskilde. Den styrer tilbudsgivning, programmering og selve CNC-maskinen. Dette eliminerer kommunikationsfejl og manuel dataindtastning, hvilket er et almindeligt problem, jeg har set.
Styrken ved hurtig prototyping
Hurtig CNC-prototyper lader dine ingeniører teste form, pasform og funktion. De kan holde en fysisk del i hænderne på få dage, ikke uger. Dette er essentielt for at perfektionere specialfremstillede gennemsigtige manifold til jernbaner, før fuldskala produktion påbegyndes.
Denne hastighed muliggør hurtig iterativ design7, hvor ingeniører hurtigt kan forfine deres koncepter baseret på feedback fra den virkelige verden. Det hjælper med at undgå dyre ændringer senere hen.
Kortserieproduktion uden straf
CNC-leveringstider er også korte for produktion i små mængder. Vi behøver ikke at fremstille dyre forme eller værktøjer. Dette gør produktionen af selv et par dusin specialfremstillede gennemsigtige manifold økonomisk rentabel og hurtig.
| Digital arbejdsgangsfordel | Indvirkning på gennemløbstiden |
|---|---|
| Automatiseret tilbud fra CAD | Reducerer tilbudsgivning fra dage til timer. |
| Direkte CAM-programmering | Eliminerer manuelle programmeringsfejl. |
| Digital simulering | Forhindrer dyrt fysisk omarbejde. |
| Centraliseret designfil | Sikrer versionsstyring og nøjagtighed. |
CNC-bearbejdning transformerer produktionslinjen. Dens digitale arbejdsgang muliggør hurtige CNC-prototyper og effektiv kortserieproduktion. Dette reducerer drastisk CNC-leveringstider for specialfremstillede gennemsigtige manifold til jernbaner, og får kritiske dele til dig hurtigere.
Valg af den rigtige CNC-partner til transparente manifoldprojekter
At finde den rette CNC-partner er afgørende. Dette gælder især for gennemsigtige manifoldprojekter. Kvaliteten af den endelige del afhænger helt af deres dygtighed.
Et dårligt valg kan føre til mislykkede projekter. Du skal grundigt vurdere deres evner. Dette sikrer dit projekts succes.
Nøglekriterier for vurdering
Her er de områder, du skal undersøge. Hver enkelt er vital for bearbejdning af klar plast.
| Kapacitet | Vigtighed | Hvad skal man kigge efter? |
|---|---|---|
| Overfladefinish | Høj | Konsistente Ra-værdier, poleringsevner |
| Polymererfaring | Kritisk | Specifik materialekendskab (PC, akryl) |
| Kvalitetssikring | Væsentligt | Dokumenterede processer, inspektionsrapporter |
Valg af din CNC-leverandørvalgsskinne kræver omhu. Spring ikke disse essentielle kontroller over.

Vurdering af en potentiel skinne manifoldfremstillingspartner går ud over deres maskinliste. Du har brug for bevis for deres ekspertise, især med klar plast. Jeg starter altid med at bede om prøver af deres tidligere arbejde på lignende polymerer.
Evaluering af overfladefinishkonsistens
En sand ekspert i bearbejdning af klar plast forstår overfladefinish. Bed om rapporter om overfladeruhed (Ra) fra tidligere projekter. Inkonsekvente finish kan forårsage optisk forvrængning. Dette er et stort fejlpunkt i gennemsigtige manifoldere. En pålidelig partner vil have en klar, gentagelig proces til at opnå optisk klarhed.
Vurdering af polymererfaring
Bearbejdning af polycarbonat er anderledes end akryl. Hvert materiale har unikke egenskaber. Din partner skal forstå, hvordan man undgår spændingsrevner og krakelering. Vi har fundet ud af, at specifikke skæreværktøjer og kølemiddelstrategier er essentielle. Spørg dem om deres tilgang til jernbaner transparente manifolds cnc bearbejdning. Deres svar afslører deres dybde af viden.
Verificering af kvalitetssikring
Kvalitetssikring er ikke kun en afsluttende inspektion. Det bør være en del af hele processen. Et nøgleaspekt er sporbarhed af materialer8. Du skal kende oprindelsen og batchen af råmaterialet.
Her er en hurtig sammenligning baseret på, hvad jeg leder efter:
| Kvalitetskontrol | En stærk partner leverer | En svag partner leverer |
|---|---|---|
| Materialecertifikater | Fuld certifikater for hver batch | Vage eller ingen dokumentation |
| Kontroller undervejs | Dokumenterede dimensionelle kontroller | Kun en afsluttende "visuel" kontrol |
| Slutrapporter | CMM-rapporter, optiske klarhedstests | En simpel bestået/ikke bestået note |
Bed om at se deres QA-dokumentation. Dette er et ufravigeligt trin i min udvælgelsesproces hos PTSMAKE.
Det er essentielt at vurdere en leverandørs kapacitet. Fokuser på deres ensartethed i overfladefinish, specifik erfaring med polymerer og dokumenterede kvalitetssikringstrin. Denne omhu sikrer, at du finder en pålidelig partner til dine kritiske projekter med gennemsigtige manifoldere.
Hvordan dårlig kvalitetskontrol i manifold påvirker sikkerheden på sporene
Defekter i jernbanemanifoldere er ikke mindre fejl. De er direkte trusler mod driftssikkerheden. En skjult revne eller en lille blokering kan føre til katastrofal systemfejl på sporet.
Dårlig kvalitetskontrol under CNC-bearbejdning kan introducere disse usynlige farer. Disse problemer kompromitterer integriteten af hele systemet.
Almindelige fejlmodes
Intern revnedannelse kan forårsage pludselige trykfald. Kanalblokeringer forstyrrer væskestrømmen, og optisk forvrængning i gennemsigtige dele kan forhindre nøjagtige visuelle kontroller.
| Fejltype | Potentiel indvirkning på jernbanesystemer |
|---|---|
| Intern revnedannelse | Fejl i hydrauliske eller pneumatiske systemer |
| Kanalblokering | Inkonsekvent bremse- eller signalrespons |
| Optisk forvrængning | Unøjagtige væskeniveau- eller sensor aflæsninger |
Dette gør stringent kvalitetskontrol essentiel.
Vi kan ikke vente på, at en manifold fejler i felten. Proaktiv forebyggelse gennem avanceret inspektion er den eneste ansvarlige tilgang i jernbaneanvendelser. Dette gælder især for jernbaner transparente manifolds cnc bearbejdning, hvor både strukturel og visuel integritet er afgørende.
Kritiske inspektionsteknikker
Hos PTSMAKE, vi stoler på en fler-trins inspektionsproces for at eliminere risici, før en del nogensinde forlader vores facilitet. Dette er centralt for vores kvalitetskontrol af manifolds.
CMM for kanalintegritet
En koordinatmålemaskine (CMM) verificerer, at interne kanaler er bearbejdet til nøjagtige specifikationer. Dette forhindrer flowrestriktioner eller fuldstændige blokeringer, der kunne deaktivere kritiske funktioner. Det sikrer, at enhver vej er fri og korrekt dimensioneret.
Lækagetest for strukturel soliditet
Lækage- og tryktest kan detektere mikrosprækker, der er fuldstændig usynlige. Disse små brud kan udvide sig under driftsbelastning, hvilket fører til lækager. Et gradvist tryktab er måske ikke umiddelbart tydeligt, men kan resultere i systemfejl.
Forebyggelse af optiske fejl
For gennemsigtige manifolds kan dårlig bearbejdning skabe interne spændinger. Dette kan forårsage en optisk effekt kendt som dobbeltbrydning9, som forvrænger lys og hindrer visuel inspektion. Vi udfører detaljeret inspektion af gennemsigtige dele for at sikre perfekt klarhed.
| Inspektionsmetode | Fejl forhindret |
|---|---|
| CMM-inspektion | Kanalblokering, dimensionsfejl |
| Lækage- & trykprøvning | Mikrosprækker, tætningsfejl |
| Visuel & optisk kontrol | Optisk forvrængning, overfladefejl |
Fejlfrie manifold kræver mere end blot præcis bearbejdning; de kræver kompromisløs inspektion. Små interne defekter kan føre til store sikkerhedsrisici på sporet. Teknikker som CMM, lækagetest og optisk kontrol er essentielle for at garantere pålideligheden og sikkerheden af enhver komponent.
Opnåelse af omkostningsbesparelser med design til CNC-bearbejdning (DFM)
DFM for klare manifold
Ved bearbejdning af klare manifold driver kompleksitet omkostningerne. Hvert ekstra opsæt eller kompleks værktøjsbane tilføjer tid og udgifter. Smart CNC-design til klare dele er essentielt.
Dette betyder at forenkle geometrien hvor muligt. Det betyder også at tænke over, hvordan en del holdes og bearbejdes fra starten.
Anvendelse af disse manifold DFM-principper kan drastisk reducere omkostningerne. Målet er færre maskinoperationer og hurtigere cyklustider, især for projekter der kræver høj klarhed.
Nøglefokusområder for manifold DFM
| Princip | Indvirkning på omkostninger |
|---|---|
| Reducer opsæt | Sænker arbejds- og maskinernes inaktivitetstid |
| Forenkle værktøjsbaner | Reducerer programmerings- og bearbejdningstid |
| Standardiser funktioner | Tillader brug af almindelige, hurtigere værktøjer |

Minimering af opsætningskompleksitet
En væsentlig omkostning ved CNC-bearbejdning er opsætningstid. Hver gang vi genorienterer en del, koster det penge. For gennemsigtige manifold er dette kritisk. Flere opsætninger risikerer fejlinj alignment og beskadigelse af de klare overflader.
Ved at designe dele, der kan bearbejdes fra færre sider, reducerer vi disse risici. For eksempel er gruppering af funktioner på en enkelt flade en enkel, men effektiv strategi. Denne tilgang er afgørende for gennemsigtige manifold, fra medicinsk fluidik til komplekse overvågningssystemer, herunder dem, der anvendes i industrier som jernbaner.
Strømlining af værktøjsbanekompleksitet
Lange, indviklede værktøjsbaner betyder længere maskinkørselstider. Dette øger direkte den endelige delpris. Design af interne kanaler med glatte kurver i stedet for skarpe vinkler er et godt eksempel på smart DFM.
Dette fremskynder ikke kun bearbejdningen, men forbedrer også væskedynamikken i manifolden. Effektiv værktøjsbaneoptimering10 kan føre til betydelige besparelser. Efter gennemgang af designs med vores kunder har vi set denne tilgang reducere bearbejdningstiden med op til 30%.
Omkostningsreduktion gennem forenklet design
| Ændring af design | Potentielle tidsbesparelser |
|---|---|
| Konsolider funktioner til én side | 15-25% reduktion i opsætning |
| Brug standard hjørneradier | 10-20% hurtigere værktøjsbaner |
| Lige borede huller vs. vinklede | 20-30% reduktion i kompleksitet |
Smart DFM for klare manifold handler om at reducere opsætninger og forenkle værktøjsbaner. Disse ændringer sænker direkte bearbejdningstiden og arbejdskraftomkostningerne, hvilket fører til betydelige besparelser uden at kompromittere delens funktion eller klarhed. Dette er CNC-omkostningsreduktion i praksis.
Afbalancering af styrke og gennemsigtighed i jernbanemanifold-teknik
I jernbanemanifold-teknik er en nøgleudfordring at balancere holdbarhed med visuel adgang. Du har brug for dele, der kan modstå barske forhold. Alligevel skal du også kunne se indeni til inspektion.
Dette skaber en direkte afvejning. Stærkere materialer eller tykkere vægge reducerer ofte optisk klarhed. At finde den rette balance er afgørende.
Materialevalget
Valget mellem klare vs. stærke manifold-plastmaterialer er grundlæggende. Hvert materiale tilbyder en forskellig blanding af egenskaber. Denne beslutning påvirker både ydeevne og levetid.
| Materiale | Slagstyrke | Optisk klarhed |
|---|---|---|
| Polykarbonat | Meget høj | God til meget god |
| Akryl (PMMA) | Medium | Fremragende |
| PETG | Høj | Fremragende |
Til krævende jernbaneapplikationer er polycarbonatstyrke ofte udgangspunktet. Det giver den nødvendige slagfasthed for sikkerhed og pålidelighed.
Vægtykkelse og klarhed
Tykkere vægge øger styrken, men kan mindske gennemsigtigheden. Dette er en kritisk CNC-afvejning. Mere materiale kan forvrænge lys, der passerer gennem manifolden.
Ved design af gennemsigtige jernbanemanifolder er målet at finde det optimale punkt. Materialet og dets tykkelse skal opfylde både mekaniske og visuelle krav. Dette handler ikke kun om at vælge et materiale; det handler om at konstruere en komplet løsning. Hos PTSMAKE guider vi kunder gennem disse kritiske beslutninger.
Indvirkning af CNC-bearbejdning på klarhed
Præcisionen af CNC-bearbejdning er essentiel. Processen kan dog påvirke overfladefinishen og interne materialespændinger. Dette påvirker direkte den optiske klarhed. Værktøjsbaner, fremføringshastigheder og skærevæsker spiller alle en rolle. En dårligt bearbejdet overflade, selv på et klart materiale som akryl, vil fremstå uklar.
Desuden kan bearbejdning introducere interne spændinger. Disse spændinger kan skabe subtile optiske forvrængninger. Dette fænomen er kendt som Dobbeltbrydning11, hvilket kan være en bekymring i højpræcisions optiske applikationer.
Design- og materialemæssige afvejninger
Vi rådgiver ofte om en afbalanceret tilgang. Det starter med at analysere de specifikke operationelle belastninger, manifolden vil blive udsat for.
| Væggens tykkelse | Modstandsdygtighed over for slag | Lysgennemgang | CNC-bearbejdningstid |
|---|---|---|---|
| Tynd (f.eks. 3 mm) | Lavere | Højere | Kortere |
| Medium (f.eks. 6 mm) | Afbalanceret | God | Moderat |
| Tyk (f.eks. 12 mm) | Højere | Lavere | Længere |
Baseret på vores tests kan et velvalgt polycarbonat ofte give fremragende styrke uden større kompromis med klarheden, især når det bearbejdes korrekt. CNC-afvejningen for klarhed er håndterbar med den rette ekspertise og udstyr.
Valget af det rigtige materiale og vægtykkelse er en balancegang. Det kræver en dyb forståelse af materialevidenskab og fremstillingsprocesser for at opnå både slagfasthed og den nødvendige optiske klarhed til jernbaneanvendelser.
Sådan skalerer du produktionen af transparente manifold uden at miste præcision
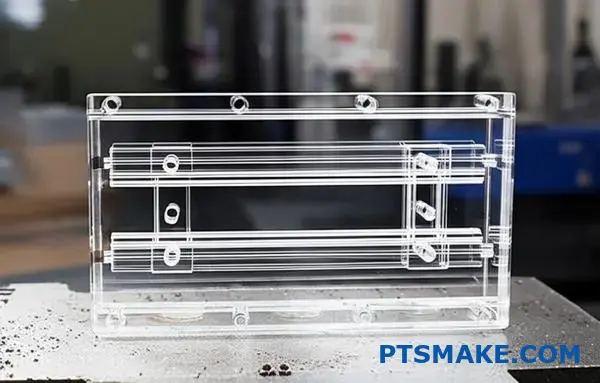
Overgangen fra en enkelt prototype til tusindvis af enheder af en gennemsigtig manifold er en stor udfordring. Den virkelige test er at bevare den samme præcision og klarhed i hver eneste del.
Det handler ikke kun om at lave flere; det handler om at lave flere, perfekt.
Skalering uden kompromis
Hos PTSMAKE fokuserer vi på ensartet kvalitet under CNC-skalering af klare dele. Vores arbejdsgange er designet til denne overgang. Vi sikrer, at den ti-tusindeste del er identisk med den første.
| Scene | Vigtigt fokus | Resultat |
|---|---|---|
| Prototype | Gennemførlighed | En enkelt, perfekt del |
| Mellemvolumen | Processtabilitet | Konsekvent kvalitet |
| Højt volumen | Effektivitet & Omkostninger | Skaleret præcision |
Denne struktur hjælper med at styre forventninger og kvalitet.
Opskalering af produktionen kræver en helt anden tankegang end prototyper. Du skal opbygge en gentagelig, valideret proces. Det er her, mange projekter fejler. De undlader at planlægge for konsistens fra starten.
Building Scalable CNC Workflows
At PTSMAKE, our process begins with designing for manufacturability. We then create dedicated fixtures and tooling for production runs. This investment upfront prevents downstream errors and ensures every manifold is identical. We rely on automation and robust quality checks at every stage.
For high-volume projects, we use advanced systems like mass production rail CNC machines. These setups provide the speed and rigidity needed for continuous, high-precision machining of clear plastics. It’s about creating a production railroad for your parts.
Konsistens er nøglen
Material consistency is also critical. We often implement a transparent manifold VMI system with our trusted material suppliers. This ensures the raw material for every batch has the exact same properties. We also use techniques like Parametric Programming12 to quickly adapt toolpaths for minor part variations without a full reprogramming effort, saving time and reducing errors.
| Faktor | Prototyping Approach | Mass Production Approach |
|---|---|---|
| Værktøj | General-purpose fixtures | Custom, high-throughput fixtures |
| Programmering | Manual G-code | Automated, parametric programs |
| Inspektion | 100% manuel kontrol | Automated CMM & optical scans |
| Materiale | Single sheet/block | VMI-managed batch-controlled stock |
This systematic approach is how we deliver precision at any scale.
Skalering af gennemsigtig manifoldproduktion kræver et skift fra engangsparathed til gentagelig præcision. Vores strukturerede CNC-arbejdsgange, materialestyring og brug af avanceret maskineri sikrer ensartet kvalitet fra prototype til masseproduktion.
Lås op for succes med jernbanemanifold med PTSMAKE ekspertise
Klar til at optimere dine jernbanegennemsigtige manifolds med CNC-præcision? Stol på PTSMAKE's dokumenterede erfaring til at levere komponenter med høj klarhed og høj nøjagtighed, der holder dine tog kørende sikkert og effektivt. Få et hurtigt, detaljeret tilbud nu – send din forespørgsel til PTSMAKE i dag!

Opdag, hvordan denne optiske egenskab indikerer intern stress i plast. ↩
Opdag, hvordan små afvigelser i dele kan akkumuleres og påvirke en samlings samlede ydeevne. ↩
Forstå, hvordan kemiske miljøer kan forårsage for tidlig svigt i stressede dele. ↩
Forstå, hvordan intern materialestress kan påvirke optisk ydeevne og delintegritet. ↩
Opdag, hvordan principper for væskeadfærd drastisk kan forbedre din manifolds ydeevne og effektivitet. ↩
Lær, hvordan et materials interne struktur bestemmer dets skæreadfærd og overfladefinish. ↩
Opdag, hvordan denne agile tilgang hjælper med at forfine designs og reducere udviklingsomkostninger før fuld produktion. ↩
Lær, hvorfor en komplet materialehistorik er afgørende for at sikre delenes ydeevne og sikkerhed. ↩
Lær, hvordan denne optiske egenskab kan afsløre skjult stress i gennemsigtige CNC-bearbejdede dele. ↩
Udforsk, hvordan avancerede CAM-softwarestrategier drastisk kan reducere cyklustider og forbedre din dels overfladekvalitet. ↩
Opdag, hvordan denne optiske egenskab påvirker integriteten og klarheden af præcisionsbearbejdede gennemsigtige komponenter. ↩
Opdag, hvordan denne programmeringsmetode strømliner CNC-bearbejdning for hurtigere, mere fleksible produktionskørsler. ↩






