

Vindt u het moeilijk om te begrijpen wat Zwitserse bewerking eigenlijk is en hoe het verschilt van conventionele CNC-bewerking? Veel ingenieurs en inkoopmanagers raken verward over deze gespecialiseerde techniek, wat er vaak toe leidt dat ze de verkeerde soort bewerking bestellen voor precisieonderdelen. De gevolgen kunnen kostbaar zijn, met verspilde materialen, gemiste deadlines en onderdelen die simpelweg niet aan uw specificaties voldoen.
Zwitserse bewerking is een gespecialiseerd draaiproces waarbij een glijdende kop gebruikt wordt om materiaal door een geleidebus te voeren, wat een uitzonderlijke precisie mogelijk maakt bij kleine, complexe onderdelen. Deze techniek blinkt uit in het produceren van lange, slanke onderdelen met nauwe toleranties van slechts 0,0001 inch.
Ik heb met veel klanten gewerkt die in eerste instantie zwitsers draaien verwarden met conventionele bewerkingen en ik kan u vertellen dat het voor het succes van uw project van cruciaal belang is om het verschil te begrijpen. Of u nu medische apparatuur, onderdelen voor de ruimtevaart of precisie-elektronica ontwerpt, de juiste bewerkingskeuze kan van grote invloed zijn op de kwaliteit van uw product, de tijdlijn en het budget. Laat me de belangrijkste aspecten van Zwitserse bewerking uitleggen, zodat u weloverwogen productiebeslissingen kunt nemen.
Waarom heet het een Zwitserse machine?
Heb je je ooit afgevraagd of de "Swiss Machine" echt uit Zwitserland komt, of dat het gewoon een naam is? Deze vraag duikt vaak op, waardoor ingenieurs en inkoopmanagers nieuwsgierig worden naar de werkelijke oorsprong en unieke mogelijkheden.
De term "Zwitserse machine" is een eerbetoon aan het land van herkomst. De machine werd eind 19e eeuw in Zwitserland uitgevonden, specifiek om de ongelooflijk kleine en precieze schroeven en onderdelen te maken die nodig waren voor de legendarische Zwitserse horloge-industrie.

Het dilemma van de horlogemaker: een noodzaak voor innovatie
Om de naam echt te begrijpen, moeten we terugkijken naar het probleem dat het oploste. Horlogemakers aan het einde van de 19e eeuw stonden voor een grote uitdaging: het produceren van lange, slanke onderdelen met een ongelooflijke nauwkeurigheid. Traditionele draaibanken hadden hier moeite mee, omdat het werkstuk ging trillen of doorbuigen onder de druk van het snijgereedschap, waardoor de precisie verloren ging. De Zwitserse draaibank werd uit deze noodzaak geboren. Het revolutionaire ontwerp ondersteunde het werkstuk met een geleidebus1 extreem dicht bij het snijgereedschap. Dit elimineerde doorbuiging en maakte massaproductie mogelijk van kleine, perfecte onderdelen die de basis vormden voor de wereldwijde dominantie van de Zwitserse horloge-industrie. Dit kernprincipe staat nog steeds centraal bij het moderne Zwitserse cnc bewerken.
| Uitdaging | Traditionele draaibank | Zwitserse machine-oplossing |
|---|---|---|
| Onderdeel Doorbuiging | Lange, dunne delen buigen weg van het gereedschap. | Het werkstuk wordt precies op het snijpunt ondersteund. |
| Tolerantiecontrole | Moeilijk om consistentie te behouden over de lengte. | Over het hele onderdeel wordt een hoge precisie gehandhaafd. |
| Trilling | Veroorzaakt slechte oppervlakteafwerking en onnauwkeurigheid. | Geminimaliseerd dankzij robuuste werkstukondersteuning. |

Van nokken naar code: De evolutie van "Zwitsers"
Hoewel de naam historisch is, is de betekenis geëvolueerd. De oorspronkelijke machines werden mechanisch bestuurd door ingewikkelde nokkensystemen, wonderen van hun tijd. Tegenwoordig verwijst de term "Zwitserse machine" of "Zwitserse CNC" naar een machine die gebruik maakt van hetzelfde schuifkopprincipe, maar wordt aangestuurd door geavanceerde numerieke computerbesturing (CNC). Als we bij PTSMAKE praten over een project waarbij Zwitserse CNC-bewerking nodig is, maken we gebruik van een erfenis van precisie die is verbeterd door moderne technologie. De naam is een classificatie geworden - een synoniem voor een specifiek, uiterst nauwkeurig productieproces in plaats van een geografische aanduiding.
| Functie | Originele kampeermachine | Moderne Zwitserse CNC machine |
|---|---|---|
| Besturingssysteem | Mechanische nokken | Computergestuurde numerieke besturing (CNC) |
| Installatietijd | Zeer lang en complex | Sneller, softwaregestuurd programmeren |
| Toepassingsgebied | Voornamelijk horloge-onderdelen | Ruimtevaart, Medisch, Elektronica |

De Zwitserse machine dankt haar naam aan haar Zwitserse oorsprong in de horlogerie, waar ze het kritieke probleem oploste om kleine, slanke onderdelen met hoge precisie te bewerken. Deze erfenis gaat vandaag de dag nog steeds door, waarbij "Zwitsers" staat voor een specifiek, zeer nauwkeurig productieproces dat in veel geavanceerde industrieën wordt gebruikt.
Wat is standaard CNC verspanen?
Heeft u wel eens het gevoel dat de term "CNC machinale bewerking" zo breed wordt gebruikt dat hij zijn betekenis verliest? Dit kan leiden tot verwarring bij het specificeren van een project, wat kan resulteren in niet op elkaar afgestemde verwachtingen over kosten en mogelijkheden.
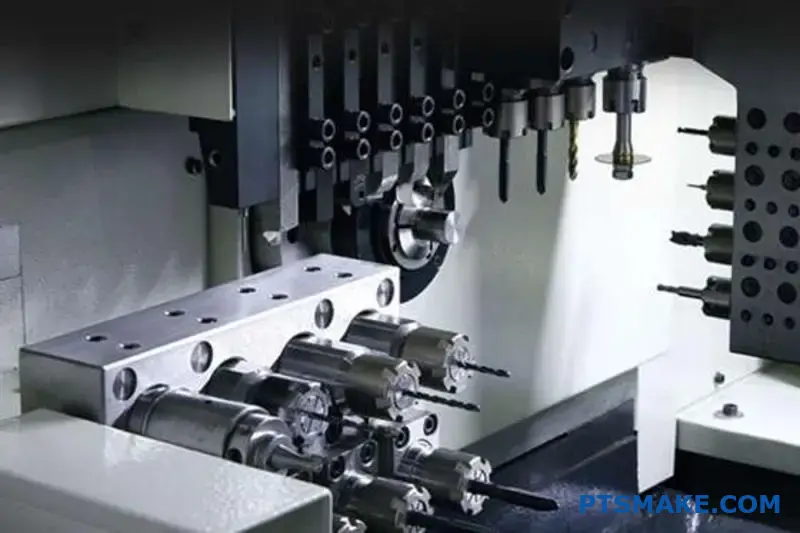
Standaard CNC verspanen is een subtractief productieproces waarbij computergestuurd gereedschap materiaal uit een stilstaand werkstuk snijdt. Het snijgereedschap beweegt langs meerdere assen om het onderdeel nauwkeurig vorm te geven, waardoor het zeer veelzijdig is voor een groot aantal componenten.

Om echt inzicht te krijgen in de mogelijkheden, is het het beste om de basismechanica uit te splitsen. In tegenstelling tot Zwitserse machines is het belangrijkste kenmerk van standaard CNC-bewerking dat het werkstuk stevig op zijn plaats wordt gehouden terwijl de snijgereedschappen alle bewegingen uitvoeren. Deze fundamentele benadering maakt het een veelgebruikt proces voor zo veel toepassingen. Bij eerdere projecten bij PTSMAKE hebben we gemerkt dat deze methode ongelooflijk effectief is voor het maken van robuuste onderdelen uit massieve blokken materiaal. Het proces vertrouwt op veilige werkhouding2 om beweging of trilling te voorkomen, wat cruciaal is voor het behouden van de nauwkeurigheid. Zie het als een beeldhouwer die voorzichtig een stilstaand blok marmer uitsnijdt, maar dan met een ongelooflijke robotachtige precisie.
Belangrijkste operationele verschillen
| Aspect | CNC Frezen | CNC Draaien (draaibank) |
|---|---|---|
| Werkstukbeweging | Stationair | Roterend |
| Gereedschap Beweging | Roteren en verplaatsen op X,Y,Z-assen | Stationair en beweegt in het stuk |
| Beste voor | Blokken, platte oppervlakken, complexe vormen | Cilindrische of conische onderdelen |

De veelzijdigheid van standaard CNC machinale bewerking is zijn grootste kracht. Het blinkt uit in het produceren van alles van eenmalige prototypes tot grote productieruns. Omdat het werkstuk gefixeerd is, is het ideaal voor grotere, omvangrijkere onderdelen die veel materiaal moeten verwijderen, zoals motoronderdelen, behuizingen of structurele beugels. Deze methode heeft echter zijn beperkingen. Bij het bewerken van zeer lange en slanke onderdelen kan de afstand tussen de klauwplaat en het snijpunt ervoor zorgen dat het materiaal doorbuigt of trilt. Hierdoor wordt het een uitdaging om over de gehele lengte van het onderdeel strakke toleranties aan te houden, een probleem waar de Zwitserse CNC bewerking speciaal voor ontworpen is. Dit onderscheid is cruciaal voor elke ingenieur of inkoopmanager om te begrijpen voordat hij aan een project begint.
Typische gebruikssituaties
| Toepassing | Algemene materialen | Belangrijkste voordeel |
|---|---|---|
| Prototyping | Aluminium, ABS, Nylon | Snelheid en kosteneffectiviteit |
| Behuizingen | Aluminium, roestvrij staal | Mogelijkheid om grote onderdelen te bewerken |
| Jigs & armaturen | Gereedschapsstaal, Delrin (POM) | Hoge nauwkeurigheid en duurzaamheid |

Standaard CNC-bewerking maakt gebruik van computergestuurde gereedschappen op een stationair werkstuk, waardoor het ideaal is voor een groot aantal onderdelen, vooral grotere. Hoewel het zeer veelzijdig is, is de belangrijkste beperking het handhaven van de precisie op lange, slanke onderdelen vanwege mogelijke materiaaldoorbuiging.
Hoe bereikt Zwitserse CNC-bewerking een hogere nauwkeurigheid?
Hebt u ooit een onderdeel met krappe toleranties gespecificeerd om het vervolgens niet te laten inspecteren? Het subtiele mechanische verschil tussen standaard en Zwitsers CNC bewerken kan de kritieke factor zijn die u over het hoofd hebt gezien.
Zwitserse CNC bewerking bereikt een superieure precisie door gebruik te maken van een geleidebus die het werkstuk direct bij het snijpunt ondersteunt. Dit ontwerp elimineert materiaaldoorbuiging en trillingen, veelvoorkomende problemen bij standaard draaien, en zorgt voor consistente, krappe toleranties, vooral bij lange, slanke componenten.
Het voordeel van de geleidebus en de verschuifbare kop
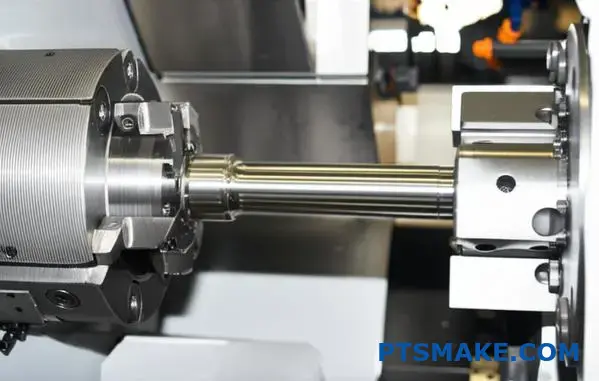
Het geheim van Zwitserse precisie ligt in de unieke architectuur. In tegenstelling tot standaard draaibanken waar het werkstuk ver uit de klauwplaat steekt, voert een Zwitserse machine het materiaal door een geleidebus. Deze bus fungeert als een solide steunpunt, waarbij de gereedschappen het materiaal snijden op het moment dat het eruit komt. Dit ontwerp biedt een ongelooflijke stijfheid3 en elimineert vrijwel doorbuiging, de hoofdoorzaak van onnauwkeurigheden bij lange, slanke onderdelen.
De verschuifbare kop werkt samen met de bus. In plaats van dat de gereedschappen langs het werkstuk bewegen voor de Z-as snede, duwt de kop zelf de gehele barstock naar voren.
| Functie | Zwitserse CNC-bewerking | Standaard CNC Draaien |
|---|---|---|
| Werkstukondersteuning | Op het snijpunt | Ver van de klauwplaat |
| Risico op afbuiging | Minimaal | Hoog op lange/dunne delen |
| Z-as beweging | Kop beweegt het materiaal | Gereedschapshouder beweegt langs het bed |
Deze combinatie is de reden waarom Zwitserse CNC-bewerking consequent toleranties op microniveau kan aanhouden.

Meer dan draaien: De kracht van levend gereedschap
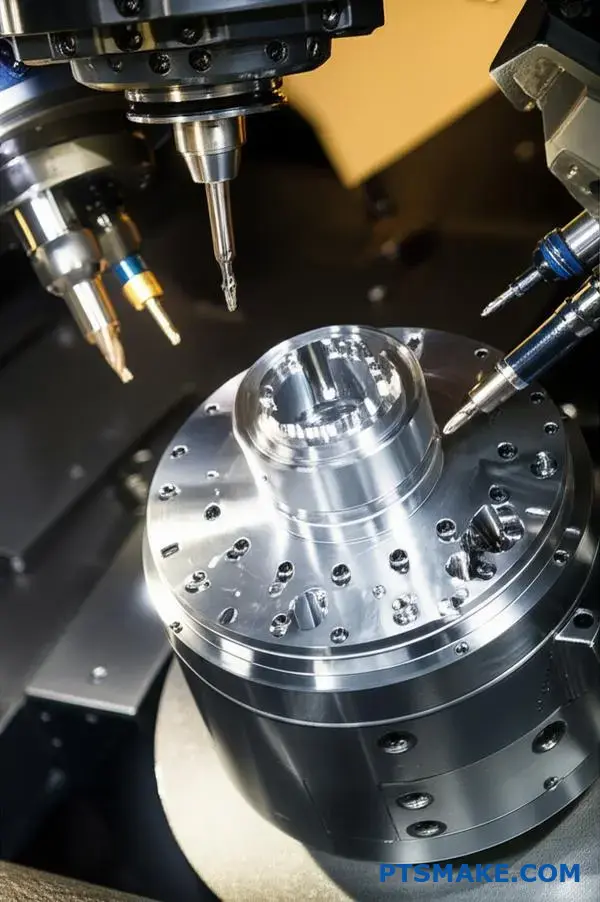
Moderne Zwitserse machines zijn geen eenvoudige draaibanken, maar meerassige bewerkingscentra. Ze zijn uitgerust met live tooling, waarmee frees-, boor- en tapbewerkingen op het onderdeel kunnen worden uitgevoerd zonder het van de machine te halen. Deze "alles-in-één" mogelijkheid is nog een hoeksteen van hun precisie.
Fouten bij het instellen verminderen
Bij standaardbewerking kan een complex onderdeel van een draaibank naar een frees gaan voor secundaire bewerkingen. Elke keer dat het onderdeel opnieuw wordt opgespannen, ontstaan er kleine onnauwkeurigheden. Door alle bewerkingen in één keer uit te voeren, elimineert de Zwitserse CNC bewerking deze cumulatieve fouten.
| Aspect | Multi-opstartproces | Zwitserse "Done-in-One" |
|---|---|---|
| Deel Behandeling | Opnieuw bevestigen vereist | Geen handmatige tussenkomst |
| Tolerantie stapelen | Fouten stapelen zich op bij elke instelling | Geminimaliseerd tot een enkel referentiepunt |
| Productie-efficiëntie | Lager; inclusief installatietijd | Hoger; continue bewerking |
Deze geïntegreerde aanpak, die we bij PTSMAKE gebruiken voor complexe componenten, zorgt ervoor dat alle kenmerken op een onderdeel perfect op elkaar zijn uitgelijnd.
De precisie van Zwitserse CNC bewerkingen komt voort uit het ontwerp van de geleidebus, die materiaaldoorbuiging voorkomt. In combinatie met de 'alles-in-één' mogelijkheden van live tooling, worden complexe producten in één keer gemaakt, waardoor de cumulatieve fouten die optreden bij meerstapsprocessen worden geëlimineerd en een uitzonderlijke nauwkeurigheid wordt gegarandeerd.
Hoe bereikt Zwitserse CNC-bewerking lange onderdelen?
Ooit een lange, slanke pin ontworpen en er vervolgens achter gekomen dat de productie ervan met een consistente diameter een enorme uitdaging is? Dit veelvoorkomende probleem leidt vaak tot uitval van onderdelen en vertragingen bij projecten.
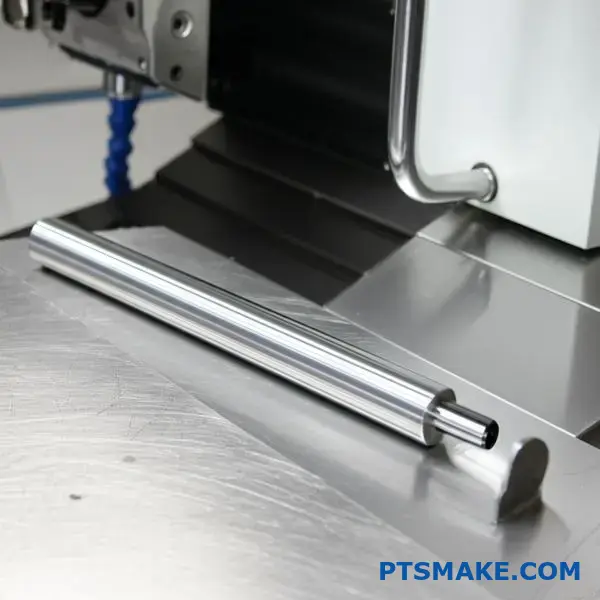
De uitzonderlijke precisie komt van een uniek glijdend kop- en geleidebussysteem. Dit biedt constante ondersteuning aan het materiaal precies waar het wordt gesneden, waardoor buigen en trillingen die de nauwkeurigheid van lange componenten ruïneren, effectief worden voorkomen.
Stabiliteit op het snijpunt
Het kernprincipe achter Zwitserse CNC bewerkingen is het elimineren van instabiliteit. In een standaard draaibank zal een lang werkstuk dat maar aan één kant wordt vastgehouden onvermijdelijk doorbuigen of trillen als er in het midden druk op het gereedschap wordt uitgeoefend. De Zwitserse methode lost dit op door de stafvoorraad door een geleidebus te voeren. Het snijgereedschap grijpt het materiaal op slechts millimeters van dit steunpunt. Deze opstelling creëert een ongelooflijk stabiele snijzone, die voorkomt dat het gereedschap het materiaal wegduwt. Deze stabiliteit is de belangrijkste reden dat Zwitsers draaien onderdelen kan produceren met een uitzonderlijke rechtheid en een uniforme diameter over de gehele lengte. Dit proces elimineert bijna het risico op kletsen4wat cruciaal is voor het bereiken van een fijne oppervlakteafwerking.
| Factor | Standaard draaibank | Zwitserse CNC machine |
|---|---|---|
| Werkstukondersteuning | Bij de klauwplaat, ver van de snede | Bij de geleidebus, naast de snede |
| Risico op afbuiging | Hoog op slanke delen | Vrijwel geëlimineerd |
| Drukeffect gereedschap | Kan taps toelopen of buigen veroorzaken | Minimale invloed op onderdeelgeometrie |

Vlekkeloze Handoffs met een Sub-Spindle
Moderne Zwitserse machines gaan nog een stap verder in precisie door het gebruik van een subspil. Nadat de voorbewerking aan de voorkant van het werkstuk is voltooid, beweegt de subspil naar binnen om het bewerkte deel vast te pakken. De hoofdspil snijdt dan het werkstuk van de staf. De subspindel trekt zich dan terug en houdt het werkstuk stevig vast om de achterkant te presenteren aan een andere set gereedschappen voor secundaire bewerkingen. Deze geautomatiseerde overdracht is perfect concentrisch en gebeurt binnen dezelfde machinecyclus. In mijn ervaring bij PTSMAKE elimineert dit het risico op menselijke fouten en tolerantiestapeling dat optreedt wanneer een onderdeel handmatig wordt verplaatst en opnieuw wordt vastgeklemd in een andere machine of opspanning voor nabewerking.
De nauwkeurigheid van een enkele klemming
| Processtap | Handmatige tweede bediening | Zwitserse subspindelbediening |
|---|---|---|
| Deel Overdracht | Operator verplaatst onderdeel naar een andere opspanning | Sub-spindel grijpt en brengt onderdeel over |
| Uitlijning | Vertrouwt op handmatige instelling en inrichting | Perfect concentrisch met hoofdspil |
| Potentiële fout | Hoog risico op verkeerde uitlijning | Minimaal; geregeld door de machine |

Zwitserse CNC bewerkingen bereiken hun superieure precisie door een geleidebus die het snijpunt robuust ondersteunt en doorbuiging voorkomt. Dit wordt versterkt door een subspindel die naadloze nabewerkingen mogelijk maakt binnen een enkele opstelling, waardoor opspanfouten geëlimineerd worden en een perfecte rondloop gegarandeerd wordt.
Welke materialen kunnen worden gebruikt bij Zwitsers CNC bewerken?
Vindt u het moeilijk om de materiaaleigenschappen in balans te brengen met de unieke eisen van Zwitserse bewerking? Een verkeerde keuze kan leiden tot slechte oppervlaktekwaliteiten, verhoogde gereedschapsslijtage en onverwachte kosten voor uw project.
Zwitserse CNC bewerking is compatibel met een groot aantal materialen, waaronder metalen als aluminium, roestvast staal, titanium en messing, maar ook technische kunststoffen als PEEK en Delrin (POM). De beste keuze hangt af van de specifieke mechanische en kostenvereisten van uw toepassing.

Bij het kiezen van een materiaal voor Zwitserse cnc-bewerking is bewerkbaarheid de meest kritische factor. Metalen zijn niet voor niets de meest gebruikte keuze. Ze bieden een goede balans tussen sterkte, duurzaamheid en prestaties. Onze ervaring bij PTSMAKE is dat we klanten begeleiden naar materialen die schoon en efficiënt snijden in een Zwitserse draaibank.
Gangbare metalen voor Zwitserse bewerking
Aluminiumlegeringen, met name 6061 en 7075, zijn populair vanwege hun uitstekende verhouding tussen sterkte en gewicht en de eenvoudige bewerking. Roestvast staalsoorten zoals 303 en 304 zijn ook favoriet vanwege hun corrosiebestendigheid, hoewel ze moeilijker te bewerken zijn. Messing is een andere uitstekende optie, die vaak wordt gekozen vanwege de uitstekende bewerkbaarheid, wat leidt tot snellere cyclustijden en lagere kosten voor grote series. Het materiaal treksterkte5 is een belangrijke overweging, omdat het de snijkrachten en de uiteindelijke integriteit van het onderdeel beïnvloedt.
| Metaal | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|
| Aluminium (6061) | Lichtgewicht, kosteneffectief | Luchtvaart fittingen, elektronische behuizingen |
| Roestvrij staal (303) | Corrosiebestendigheid, machinaal bewerkbaar | Onderdelen voor medische hulpmiddelen, assen |
| Messing (C360) | Uitstekende bewerkbaarheid, geleidend | Connectoren, bevestigingsmiddelen, kleppen |
| Titanium | Sterk, biocompatibel | Medische implantaten, ruimtevaartonderdelen |

Naast metalen worden ook technische kunststoffen steeds populairder bij Zwitserse cnc-verspaning, vooral voor toepassingen waar metaal niet geschikt is. Deze geavanceerde polymeren bieden unieke eigenschappen zoals chemische weerstand, elektrische isolatie en een laag gewicht, die essentieel zijn voor de medische, elektronische en auto-industrie. Het bewerken van kunststoffen vereist echter een andere aanpak. Warmtebeheersing is cruciaal, omdat overmatige wrijving het materiaal kan doen smelten in plaats van schoon te snijden.
Kunststoffen met hoge prestaties
Delrin (POM) is een fantastische allrounder die bekend staat om zijn lage wrijving, hoge stijfheid en maatvastheid. PEEK is een hoogwaardige thermoplast die bestand is tegen extreme temperaturen en agressieve chemicaliën, waardoor het geschikt is voor veeleisende medische en luchtvaartonderdelen. Hoewel het duurder is, rechtvaardigen de eigenschappen vaak de kosten.
| Kunststof | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|
| Delrin (POM) | Lage wrijving, hoge stijfheid | Lagers, tandwielen, isolatoren |
| PEEK | Bestand tegen hoge temperaturen en chemicaliën | Medische implantaten, elektronische connectoren |
| Nylon | Taaiheid, slijtvastheid | Bussen, afdichtingen, slijtagepads |
De juiste kunststof kiezen vereist inzicht in de wisselwerking tussen de eigenschappen en het bewerkingsproces.
Zwitserse CNC bewerking ondersteunt een gevarieerd materialenpalet, van gewone metalen als aluminium en roestvast staal tot geavanceerde kunststoffen als PEEK en Delrin. Een succesvolle materiaalselectie hangt af van het evenwicht tussen de toepassingseisen - zoals sterkte en corrosiebestendigheid - en de bewerkbaarheid van het materiaal om precisie en kosteneffectiviteit te garanderen.
Wanneer is Zwitserse CNC-bewerking de meest kosteneffectieve keuze?
Hebt u wel eens een offerte uitgebracht voor een complex, slank onderdeel en was u verbaasd over de kosten? Kiezen tussen Zwitsers CNC- of standaarddraaien kan aanvoelen als een gok voor uw budget.
Zwitserse CNC bewerking is het meest kosteneffectief voor de productie van grote aantallen kleine, complexe onderdelen. Hoewel het instellen meer tijd in beslag kan nemen, zorgen de ongelofelijke snelheid, de 'in één keer' bewerking en de verminderde materiaalverspilling voor aanzienlijk lagere kosten per onderdeel bij grotere productieruns.

De sleutel tot het begrijpen van de kosteneffectiviteit ligt in het afwegen van de instelkosten tegen het productievolume. Het instellen van een Zwitserse machine is vaak complexer dan bij een standaard draaibank, met ingewikkelde programmering voor meerdere assen en gesynchroniseerde bewerkingen. Deze initiële investering in tijd en expertise betekent dat het voor zeer kleine series of eenmalige prototypes misschien niet de goedkoopste optie is.
Het break-even punt voor volumes
Maar als de machine eenmaal draait, is de efficiëntie ongeëvenaard voor het juiste type onderdeel. De snelle cyclustijden en onbemande werking ("lights-out" productie) compenseren al snel de initiële setupkosten. De kosten Afschrijving6 Bij een grote oplage is de Zwitserse CNC-bewerking echt een uitblinker. Bij PTSMAKE zien we het break-even punt vaak ontstaan bij oplages van enkele duizenden stuks.
| Kostenfactor | Laag volume (bijv. 100 stuks) | Hoog volume (bijv. 10.000 stuks) |
|---|---|---|
| Setupkosten per onderdeel | Hoog | Zeer laag |
| Cyclustijd Kosten per onderdeel | Matig | Zeer laag |
| Totale Onderdeelkosten | Relatief hoog | Laag |

Naast cyclustijden verlaagt Zwitsers CNC bewerken de kosten op twee andere kritieke gebieden: materiaalverspilling en kwaliteitscontrole. Omdat Zwitserse machines stafmateriaal gebruiken dat meestal heel dicht bij de buitendiameter van het afgewerkte onderdeel ligt, wordt er aanzienlijk minder materiaal in spanen omgezet dan bij het bewerken van een onderdeel uit een grotere billet op een standaard CNC freesmachine. Bij een serie van duizenden onderdelen kan deze materiaalbesparing aanzienlijk oplopen.
De verborgen kostenbesparingen
Bovendien verlaagt de "kant-en-klaar"-mogelijkheid de stroomafwaartse kosten drastisch. Door een complex werkstuk in één enkele opstelling te maken, elimineert u het werk en de kans op fouten die gepaard gaan met het verplaatsen van een werkstuk tussen verschillende machines voor secundaire bewerkingen. Dit betekent minder afgekeurde producten, minder tijd voor inspectie en een hogere algemene kwaliteitsconsistentie.
| Kostenbesparingen Gebied | Standaard Multi-Op-proces | Zwitserse CNC "Done-in-One |
|---|---|---|
| Materiaal Afval | Hoger (van grotere blanco's) | Minimaal (uit staafvoorraad) |
| Secundaire arbeid | Vereist voor re-fixturing | Verwijderd |
| Afwijzingspercentage | Hoger door stapeling van toleranties | Lager door enkele opstelling |

Zwitserse CNC bewerking blijkt het meest kosteneffectief voor grote aantallen complexe onderdelen. De hogere initiële instelkosten worden gecompenseerd door snelle cyclustijden, minimale materiaalverspilling en minder arbeid voor secundaire bewerkingen, wat leidt tot lagere kosten per onderdeel en superieure kwaliteit bij lange productieruns.
Wat zijn de beperkingen van Zwitsers CNC verspanen?
Denkt u dat Zwitserse CNC de ultieme oplossing is voor elk klein, precies onderdeel? Deze denkwijze kan leiden tot opgeblazen budgetten en productieproblemen wanneer een eenvoudigere, directere methode beter zou hebben gewerkt.
De belangrijkste beperkingen van Zwitsers CNC bewerken zijn de hogere instelkosten, waardoor het minder geschikt is voor kleine series, en de fysieke beperking van de materiaaldiameter, meestal minder dan 1,5 inch. Het is ook inefficiënt voor het produceren van eenvoudige onderdelen waarvoor de meerassige complexiteit niet nodig is.

Hoewel Zwitserse CNC-bewerking een kampioen in precisie is voor complexe, slanke onderdelen, is het geen universele oplossing. De sterkste punten kunnen de zwakste punten worden als ze verkeerd worden toegepast. De belangrijkste beperking zijn de initiële instelkosten en de complexiteit. Het programmeren van een meerassige Zwitserse machine met gesynchroniseerde bewegingen voor de hoofdspil, de subspil en de live tooling is veel intensiever dan het instellen van een standaard draaibank. Deze investering in tijd en expertise betaalt zich alleen terug bij grote productieseries. Voor prototypes of kleine series kunnen de kosten per onderdeel onbetaalbaar hoog zijn in vergelijking met andere methoden. Het proces is afhankelijk van ingewikkelde gereedschapspad choreografie7 die weliswaar krachtig is, maar niet snel geconfigureerd voor een oplage van slechts tien stuks.
Kosteneffectiviteit versus productievolume
| Productievolume | Zwitserse CNC-bewerking | Standaard CNC Draaien |
|---|---|---|
| 1-100 Stuks | Hoge kosten per onderdeel | Zuiniger |
| 1.000+ Stuks | Oprichtingskosten Afgeschreven | Minder concurrerend |
| 10.000+ Stuks | Zeer kosteneffectief | Aanzienlijk hogere kosten |

Een andere harde grens is de fysieke grootte. De hele architectuur van een Zwitserse machine, van de glijdende kop tot de geleidebus, is ontworpen rond stafmateriaal. Dit beperkt inherent de maximale diameter van het ruwe materiaal dat gebruikt kan worden. De meeste Zwitserse machines verwerken materiaal tot ongeveer 1,25 of 1,5 inch (ongeveer 38 mm). Als de grootste diameter van uw onderdeel groter is, is Zwitserse bewerking simpelweg geen optie. Bovendien is het proces inherent inefficiënt voor onderdelen die niet lang en slank zijn. Voor de productie van korte, dikke onderdelen of onderdelen met een lage lengte-diameterverhouding biedt het unieke voordeel van de geleidebus geen echt voordeel. In deze gevallen is een standaard CNC draaibank of frees vaak sneller en kosteneffectiever.
Geometrische en dimensionale beperkingen
| Onderdeel Kenmerk | Geschikt voor Zwitserse CNC | Alternatief proces |
|---|---|---|
| Diameter > 1,5 inch | Niet haalbaar | Standaard CNC Draaibank |
| Lage verhouding lengte/diameter | Inefficiënt | Standaard CNC Draaibank |
| Eenvoudige geometrie (geen kruiswerk) | Overkill / Kostbaar | Basis 2-assige draaibank |

Zwitserse CNC-bewerking heeft belangrijke beperkingen: het is niet kosteneffectief voor kleine series vanwege de hoge instelkosten, het is beperkt tot materiaaldiameters van meestal minder dan 1,5 inch en het is inefficiënt voor eenvoudige onderdelen die geen gebruik maken van de complexe meerassige mogelijkheden.
Hoe kies je een betrouwbare Zwitserse CNC bewerkingspartner?
Ooit een leverancier gekozen die op papier perfect leek, om vervolgens te worden geconfronteerd met communicatiestoringen en kritieke vertragingen in de levering? Als je de verkeerde partner kiest, kan je project snel ontsporen en de kwaliteit in gevaar brengen.
Om een betrouwbare Zwitserse CNC bewerkingspartner te kiezen, moet u hun technische mogelijkheden, kwaliteitscontrolesystemen, communicatievaardigheden en bewezen industriële ervaring evalueren. Een echte partner biedt technische ondersteuning en toont een duidelijk begrip van de specifieke vereisten van uw project.

Als je een potentiële partner doorlicht, ga dan verder dan de basismachinelijst. Hoewel het hebben van moderne Zwitserse CNC-machines essentieel is, is het de expertise erachter die er echt toe doet. Ik adviseer altijd om op zoek te gaan naar een partner die robuuste technische ondersteuning biedt. Geven ze Design for Manufacturability (DFM) feedback om je onderdelen te optimaliseren voor productie, waardoor de kosten mogelijk dalen en de kwaliteit verbetert? Een goede partner zal proactief materiaalalternatieven of kleine ontwerpaanpassingen voorstellen die een enorm verschil kunnen maken. Hun vaardigheid in Metrologie8 Ze moeten de gereedschappen en vaardigheden hebben om de krappe toleranties die uw onderdelen vereisen te verifiëren. In eerdere projecten bij PTSMAKE was deze gezamenlijke engineeringaanpak de sleutel om een uitdagend ontwerp om te zetten in een succesvol, herhaalbaar onderdeel.
Leverancier vs. echte partner
| Aspect | Basisleverancier | Echte partner |
|---|---|---|
| Feedback | Maakt het onderdeel zoals getekend | Biedt DFM-suggesties |
| Probleemoplossend | Meldt problemen wanneer deze zich voordoen | Stelt proactief oplossingen voor |
| Materiaalexpertise | Gebruikt gespecificeerd materiaal | Beveelt optimale materialen aan |

Naast technische vaardigheden zijn de operationele processen van de partner net zo cruciaal voor een soepele ervaring. Duidelijke en consistente communicatie is de basis van een betrouwbaar partnerschap. Hoe gaan ze om met projectmanagement? Je mag één contactpersoon verwachten die zowel technisch onderlegd is als snel reageert. Niets is frustrerender dan dat je vragen van de ene afdeling naar de andere gaan. Evalueer hun kwaliteitsmanagementsysteem (QMS). Zijn ze gecertificeerd volgens normen zoals ISO 9001? Vraag om voorbeelden van hun kwaliteitsdocumentatie, zoals inspectierapporten en materiaalcertificeringen. Een transparante partner deelt deze informatie graag en toont zo zijn toewijding aan kwaliteit en traceerbaarheid. Deze operationele uitmuntendheid zorgt ervoor dat uw project van offerte tot oplevering in bekwame handen is, zodat verrassingen tot een minimum worden beperkt en u bij elke stap op de hoogte blijft.
Communicatie en kwaliteit evalueren
| Factor | Rode vlag | Groene vlag |
|---|---|---|
| Reactietijd | > 48 uur, vage antwoorden | < 24 uur, duidelijke antwoorden |
| Project-updates | Alleen wanneer daarom wordt gevraagd | Proactieve, regelmatige updates |
| Bewijs van kwaliteit | Aarzelen om documenten te delen | Biedt ISO-certificaten, rapporten |

Een betrouwbare Zwitserse CNC bewerkingspartner kiezen betekent verder kijken dan de machines. Het vereist een grondige evaluatie van hun technische ondersteuning, communicatieprotocollen en gedocumenteerde kwaliteitssystemen. Een echte partner fungeert als een verlengstuk van uw team en zorgt voor een succesvol resultaat van uw project.
Ontdek hoe dit belangrijke onderdeel werkt met een technische ↩
Ontdek hoe verschillende opspantechnieken de uiteindelijke nauwkeurigheid en afwerking van uw bewerkte onderdelen kunnen beïnvloeden. ↩
Begrijp hoe materiaal- en constructiestijfheid een directe invloed hebben op de bewerkingsprecisie en productkwaliteit in deze technische dieptestudie. ↩
Leer hoe bewerkingsroer slechte oppervlakteafwerkingen veroorzaakt en hoe Zwitserse technologie dit effectief voorkomt. ↩
Inzicht in deze eigenschap helpt voorspellen hoe een materiaal zich zal gedragen onder snijkrachten, waardoor defecten aan onderdelen worden voorkomen. ↩
Leer hoe je de kostenafschrijving berekent om je keuze tussen verschillende productieprocessen voor je volgende project te rechtvaardigen. ↩
Bekijk hoe ingewikkelde gereedschapsbewegingen worden gepland en uitgevoerd om te begrijpen wat de complexiteit en kosten van de opstelling bepaalt. ↩
Ontdek de geavanceerde meetgereedschappen en -technieken waarmee u kunt controleren of uw producten voldoen aan de strengste tolerantievereisten. ↩






