

Spoorwegsystemen staan voor een groeiende uitdaging met de betrouwbaarheid van transparante manifolds. Deze kritieke componenten regelen de vloeistofstroom in smeer-, koel- en pneumatische systemen, maar veel falen door slechte bewerkingsprecisie en materiaalafbraak.
CNC-bewerking levert de dimensionale nauwkeurigheid en optische helderheid die nodig zijn voor transparante manifolds in spoorwegtoepassingen. De juiste gereedschapskeuze, oppervlakteafwerking en materiaalkennis zorgen ervoor dat deze componenten voldoen aan de veeleisende normen van de spoorwegindustrie, terwijl de visuele monitoringmogelijkheden behouden blijven.

Deze gids behandelt alles, van materiaalkeuze tot kwaliteitscontroleprocessen die kostbare storingen voorkomen. Ik deel praktische inzichten over het bereiken van optische afwerkingen en ontwerpprincipes die de levensduur van manifolds in zware railomgevingen verlengen.
Waarom transparante manifolds belangrijk zijn in moderne spoorwegsystemen
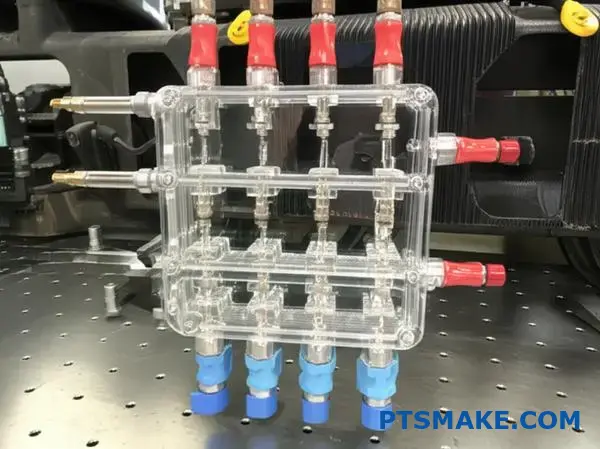
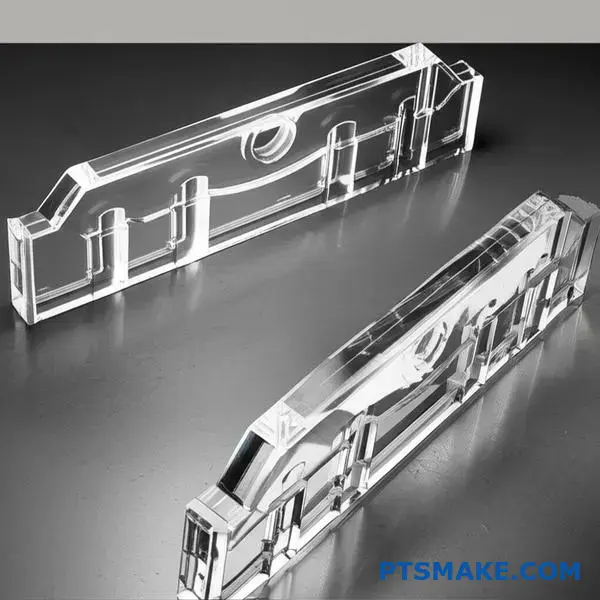
In moderne spoorwegsystemen zijn efficiëntie en veiligheid van het grootste belang. Daarom zien we meer transparante spoorwegmanifolds in kritieke operaties.
Deze componenten bieden een duidelijk zicht op vloeistofdynamica. Dit maakt directe visuele inspectie en proactief onderhoud mogelijk.
Belangrijkste toepassingen
Vloeistofmanifolds voor treinen zijn cruciaal voor verschillende systemen. Ze beheren alles, van smering tot pneumatiek, en zorgen voor een soepele werking. De mogelijkheid om in deze systemen te kijken is een gamechanger.
| Systeem | Functie | Voordeel van Transparantie |
|---|---|---|
| Smering | Verdeelt olie/vet | Verifieer stroming, detecteer verstoppingen |
| Koelvloeistofstroom | Reguleert motortemperatuur | Controleer op luchtbellen, lekken |
| Pneumatiek | Voedt remmen, deuren | Monitor op contaminatie |
Transparante manifolds in spoorwegsystemen zijn geen noviteit meer. Ze worden een essentieel diagnostisch hulpmiddel op moderne locomotieven en rollend materieel.
De productie-uitdaging
Hoewel de voordelen duidelijk zijn, is de productie van deze onderdelen complex. De verschuiving naar transparante materialen introduceert aanzienlijke hindernissen die niet aanwezig waren bij traditionele metalen manifolds. Precisie is alles.
Materie-integriteit en Helderheid
De primaire uitdaging is het behouden van optische helderheid tijdens en na de productie. Standaard bewerking kan micro-breuken en interne spanningen veroorzaken. Deze waas, of vertroebeling, doet afbreuk aan het doel van een transparant onderdeel. Na enige analyse hebben we vastgesteld dat onjuiste gereedschapssnelheden of warmteopbouw veelvoorkomende oorzaken zijn.
Deze spanning beïnvloedt niet alleen de zichtbaarheid, maar ook de structurele integriteit. Het kan leiden tot voortijdige uitval onder de omstandigheden met hoge trillingen die typisch zijn voor spoorwegoperaties. Het materiaal kan er aanvankelijk goed uitzien, maar interne dubbele breking1 kan verborgen spanningspunten onthullen die de duurzaamheid op lange termijn compromitteren.
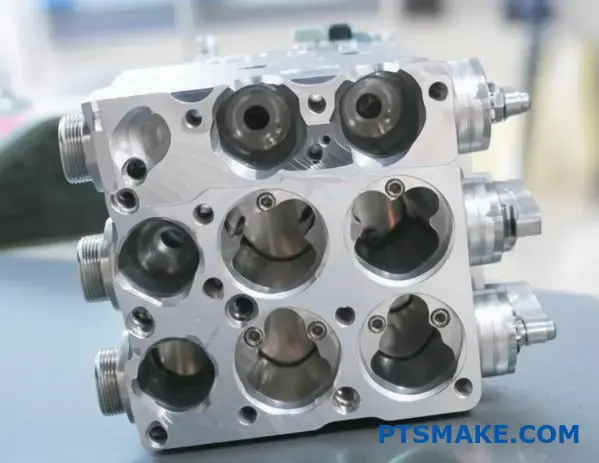
Eisen aan precisie en duurzaamheid
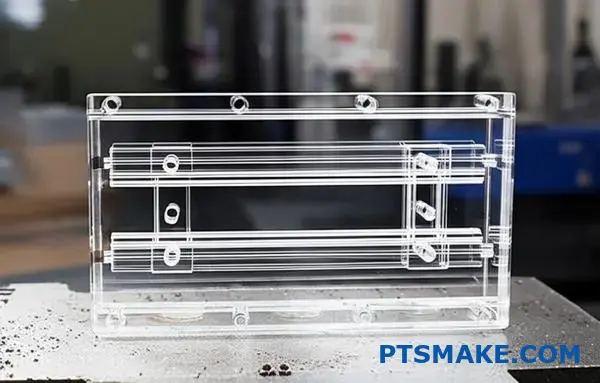
Spoorwegtoepassingen vereisen extreme duurzaamheid en nauwe toleranties. De interne kanalen moeten perfect glad zijn om een onbelemmerde vloeistofstroom te garanderen. Elke imperfectie aan het oppervlak kan turbulentie veroorzaken of verontreinigingen vasthouden.
Hier zijn de kernuitdagingen waar we ons bij PTSMAKE op richten bij het aanpakken van CNC-bewerkingsprojecten voor transparante spoorwegmanifolds:
| Uitdaging | Invloed op prestaties | Productieoplossing |
|---|---|---|
| Materiaal Spanning | Verminderde helderheid en duurzaamheid | Gespecialiseerd gereedschap, klimaatbeheersing |
| Complexe geometrieën | Inefficiënte vloeistofstroom | Geavanceerde 5-assige CNC-bewerking |
| Afwerking oppervlak | Ophoping van verontreinigingen, lekkages | Damp polijsten, geoptimaliseerd snijden |
| Dimensionale stabiliteit | Slechte afdichting, systeemfalen | Spanningsverlichtende gloeiprocessen |
Het bereiken van dit kwaliteitsniveau vereist een diepgaand begrip van polymeerwetenschap en geavanceerde CNC-bewerkings-technieken. Het is een balans tussen precisietechniek en expertise in materiaalbehandeling.
Transparante manifolds bieden essentiële operationele inzichten voor spoorwegen. Hun productie vereist echter het overwinnen van aanzienlijke uitdagingen op het gebied van materiaalklariteit, precisie-bewerking en langdurige duurzaamheid om ervoor te zorgen dat ze betrouwbaar presteren onder zware omstandigheden.
De verborgen kosten van onnauwkeurige manifolds in het spoorwegvervoer
Slechte dimensionale nauwkeurigheid in manifolds veroorzaakt langdurige operationele storingen. Het gaat niet om onmiddellijke uitval. Het is een langzame aftakeling.
Kleine imperfecties leiden tot chronische lekken en drukverliezen. Deze problemen belasten het hele systeem na verloop van tijd.
De impact van gebrekkige toleranties
Componenten slijten sneller. Afdichtingen degraderen. Het resultaat is onverwacht en kostbaar onderhoud. Deze stilstand heeft directe gevolgen voor dienstregelingen en winstgevendheid.
CNC-bewerking als oplossing
CNC-nauwkeurigheid voor railonderdelen is het antwoord. Hoog-precisie manifolds met strikte tolerantiecontroles zorgen voor perfecte pasvormen. Deze precisie voorkomt lekken en behoudt de systeemintegriteit. Het vermindert de onderhoudsstilstand aanzienlijk.
| Bron van onnauwkeurigheid | Gevolg |
|---|---|
| Slechte tolerantiecontrole | Geleidelijke vloeistof- of luchtlekken |
| Onvolkomenheden aan het oppervlak | Voortijdig falen van de afdichting |
| Verkeerd uitgelijnde kanalen | Inefficiënte systeemdruk |

Een diepere kijk op operationele storingen
Een onnauwkeurig manifold in een rem- of hydraulisch systeem van een trein is een tikkende klok. De storing is niet plotseling, maar geleidelijk, waardoor het moeilijker te diagnosticeren is totdat het kritiek is.
A minor misalignment in a port can restrict flow. This forces pumps and actuators to work harder. Over months, this added strain leads to premature component failure, far before the scheduled service life. This is a hidden cost that adds up.
How Precision Prevents Downtime
This is where the value of high-precision manifolds is clear. CNC machining provides the required level of tolerance controls. It’s not just about making one good part. It is about making every part identically within microns.
This consistency eliminates the variables that cause gradual wear. When every manifold performs exactly as designed, the entire system operates more efficiently. The issue often comes down to managing tolerantie stapelen2. At PTSMAKE, we use advanced CNC programming to mitigate these cumulative errors.
| Manifold Quality | Onderhoudscyclus | System Reliability |
|---|---|---|
| Low Accuracy | Unscheduled, frequent repairs | Unpredictable, low |
| High Precision (CNC) | Scheduled, predictable service | Consistent, high |
Inaccurate manifolds lead to a cascade of long-term operational failures, increasing downtime and maintenance costs. High-precision CNC machining provides the necessary tolerance controls, ensuring system reliability and dramatically reducing the need for unscheduled repairs in rail transportation.
Volledige materiaaloverzicht voor CNC-bewerkte transparante manifolds
Choosing the right material is the most critical decision in manifold design. It directly impacts performance, lifespan, and cost. Your choice dictates how the part withstands pressure, chemicals, and impact.
Key Transparent Polymers
We werken voornamelijk met drie soorten transparante polymeren. Elk heeft duidelijke voordelen voor specifieke toepassingen. De juiste materiaalkeuze voor spruitstukken is cruciaal.
Uw belangrijkste opties vergelijken
Hier is een kort overzicht dat we hebben ontwikkeld op basis van onze testresultaten. Dit helpt klanten bij het nemen van initiële beslissingen.
| Materiaal | Belangrijkste kenmerken | Beste voor |
|---|---|---|
| Polycarbonaat (PC) | Hoge schokbestendigheid | Veeleisende omgevingen met hoge druk |
| Acryl (PMMA) | Superieure optische helderheid | Visuele inspectie, esthetische onderdelen |
| Copolyesteren (bijv. PETG) | Uitstekende chemische bestendigheid | Medische of chemische verwerking |
Deze initiële vergelijking vereenvoudigt de eerste stap.

Een diepere duik in materiaaleigenschappen
Het kiezen van het beste materiaal gaat verder dan een simpele tabel. Elk polymeer brengt unieke uitdagingen en voordelen met zich mee bij het bewerken van transparante polymeren. De specifieke eisen van uw toepassing, zoals die voor spruitstukken voor spoorwegen die CNC-bewerking vereisen, vragen om zorgvuldige overweging.
Polycarbonaat (PC)
Polycarbonaat is mijn voorkeur voor taaiheid. De slagvastheid is uitzonderlijk, waardoor het perfect is voor industriële omgevingen. Polycarbonaat spruitstukken voor spoorwegtoepassingen moeten bijvoorbeeld constante trillingen en mogelijke impact weerstaan. Dit maakt PC daar een voor de hand liggende keuze. Het kan echter gevoelig zijn voor spanningscorrosie3 bij bepaalde chemicaliën.
Acryl (PMMA)
Wanneer absolute helderheid absoluut noodzakelijk is, raad ik Acryl aan. Het biedt glasachtige transparantie, wat ideaal is voor vloeistofmonitoring. Het bewerken ervan vereist specifieke technieken om craquelé te voorkomen. Het is minder slagvast dan PC, maar kosteneffectiever.
Copolyesteren
Copolyesteren zoals PETG of gespecialiseerd helder PVC bieden een gebalanceerd profiel. Ze bieden vaak een betere chemische bestendigheid dan PC of Acryl. Dit maakt ze geschikt voor manifolds die een verscheidenheid aan vloeistoffen verwerken. Onze ervaring bij PTSMAKE toont aan dat ze met het juiste gereedschap schoon bewerkt kunnen worden.
| Eigendom | Polycarbonaat (PC) | Acryl (PMMA) | Copolyesteren (PETG) |
|---|---|---|---|
| Slagsterkte | Uitstekend | Eerlijk | Goed |
| Duidelijkheid | Zeer goed | Uitstekend | Goed |
| Chemische weerstand | Eerlijk | Goed | Uitstekend |
| Max Service Temp. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
De uiteindelijke keuze hangt altijd af van een gedetailleerde projectbeoordeling.
Materiaalkeuze is een evenwichtsoefening. De behoefte van uw toepassing aan sterkte (polycarbonaat), helderheid (acryl) of chemische bestendigheid (copolyesteren) zal de beste keuze bepalen. Elk materiaal presenteert unieke bewerkingsuitdagingen en voordelen voor transparante polymeren die zorgvuldig moeten worden overwogen voor optimale prestaties.
Geheimen voor het bereiken van optische helderheid in CNC-bewerkte manifolds
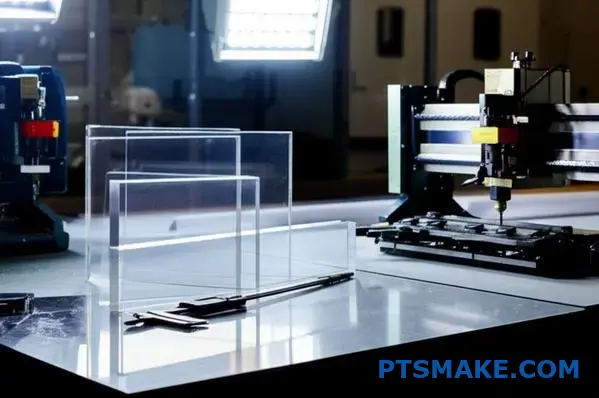
Het bereiken van een glasachtige afwerking op een CNC-gefreesd manifold is niet alleen polijsten. De reis naar optische helderheid begint op het moment dat de snijder het materiaal aanraakt. Het is een precieze wetenschap.
Succes hangt af van het beheersen van elke variabele. Dit omvat de keuze van het gereedschap, de voedingssnelheden en de snijdiepte. Elke keuze heeft directe invloed op de uiteindelijke transparantie.
Beheersing van de bewerkingsparameters
De juiste gereedschapskeuze is cruciaal. Voor materialen zoals polycarbonaat of acryl gebruiken we extreem scherpe, enkelvoudige of V-groef frezen ontworpen voor kunststoffen. Dit minimaliseert warmte en voorkomt smelten. Een geweldige CNC-oppervlakteafwerking voor polycarbonaat begint hier.
| Parameter | Aanbeveling voor Polycarbonaat | Impact op duidelijkheid |
|---|---|---|
| Type gereedschap | Enkelvoudige spiraal, opwaarts | Vermindert warmte, schone snede |
| Spindelsnelheid | 18.000 – 24.000 RPM | Voorkomt smelten, gladde snede |
| Toevoersnelheid | 100 – 300 inch/min | Vermijdt gereedschapssporen, uniforme afwerking |
| Koelvloeistof | Perslucht / Isopropylalcohol | Verwijdert spanen, vermindert wrijving |
Het beheersen van deze parameters is cruciaal voor elk optisch precisiebewerkingsproject.

De eerste bewerkingsgang zet de toon voor de uiteindelijke polijsting. Elke imperfectie, hoe klein ook, zal zichtbaar zijn. We streven naar een oppervlak dat al glad is en vrij van ratelsporen voordat er überhaupt gepolijst wordt.
Van bewerking tot polijsting
Een veelgemaakte fout is te veel te vertrouwen op polijsten om een slechte oppervlakteafwerking te corrigeren. Bij PTSMAKE zien we polijsten als een verfijningsstap, geen correctieve stap. Het echte werk wordt gedaan op de CNC-machine. Deze aanpak is essentieel voor complexe componenten zoals transparante manifolds waarbij consistente helderheid een absolute vereiste is.
Dit omvat een meerfasenproces. We beginnen met schuren met zeer fijne korrel om de subtiele gereedschapssporen te verwijderen die zelfs door de meest precieze bewerking achterblijven. Deze stap moet zorgvuldig worden uitgevoerd om de geometrische nauwkeurigheid van het onderdeel te behouden. Het doel is een uniforme, matglanzende uitstraling. Dit wordt de basis voor het polijsten van heldere onderdelen via CNC- of handmatige methoden.
| Polijstfase | Methode/Materiaal | Doel |
|---|---|---|
| Fase 1: Schuren | 400-800 Grit Nat Schuurpapier | Verwijder bewerkingslijnen |
| Fase 2: Verfijnen | 1000-2000 Grit Nat Schuurpapier | Creëer een uniforme matte afwerking |
| Fase 3: Polijsten | Polijstwiel met Compound | Bereik initiële transparantie |
| Fase 4: Afwerking | Damp Polijsten / Handmatig Buffen | Verkrijg definitieve optische helderheid |
Na het schuren gaan we over op het polijsten met gespecialiseerde compounds. Het proces verwijdert de fijne krassen van het schuren, waardoor de inherente transparantie van het materiaal naar voren komt. Interne spanningen kunnen problemen veroorzaken zoals dubbele breking4, dus gecontroleerde technieken met lage hitte zijn essentieel. Het is een delicaat evenwicht tussen druk en snelheid.
Het bereiken van optische helderheid hangt af van nauwkeurige CNC-parameters en een systematisch meerfasen polijstproces. De initiële oppervlakteafwerking van de machine is de meest kritische factor, die de kwaliteit van het uiteindelijke transparante onderdeel bepaalt.
Top ontwerpfouten die leiden tot manifoldstoringen in spoorwegtoepassingen
In manifoldontwerpen voor spoorwegen leiden kleine onoplettendheden vaak tot grote storingen. De integriteit van het systeem hangt vaak af van details die gemist zijn tijdens de initiële CAD-fase. Deze schijnbaar kleine fouten kunnen aanzienlijke gevolgen hebben in de toekomst.
Drie veelvoorkomende ontwerpfouten komen consequent voor. Dit zijn inconsistente wanddikte, slecht ontworpen interne kanalen en onjuist afgewerkte afdichtingsvlakken. Elke fout introduceert een unieke en te voorkomen faalmodus.
Het vroegtijdig aanpakken van deze CNC-ontwerpfouten is cruciaal. Het zorgt voor de veiligheid en betrouwbaarheid die vereist zijn in veeleisende spoorwegtoepassingen.
| Ontwerpfout | Primair gevolg |
|---|---|
| Inconsistente Wanddikte | Spanningsconcentratie, potentiële scheuren |
| Geblokkeerde/Scherpe Kanalen | Drukval, inefficiënte stroming |
| Slechte afdichtingsoppervlakken | Kritieke vloeistoflekken, systeemfalen |
Het Kritieke Belang van Wanddikte
Uniforme wanddikte is fundamenteel. Wanneer wanden abrupt in dikte variëren, creëren ze spanningsconcentratiepunten. Onder de constante trillingen van spoorwegoperaties kunnen deze punten gemakkelijk de oorsprong worden van scheuren en storingen.
Goede CAD-praktijk omvat het gebruik van analysetools. Deze kunnen druk en spanning simuleren, waardoor zwakke gebieden worden gemarkeerd voordat er materiaal wordt bewerkt. Deze preventieve stap is een kernonderdeel van ons ontwerpherzieningsproces bij PTSMAKE, waardoor dergelijke CNC-ontwerpfouten worden voorkomen.
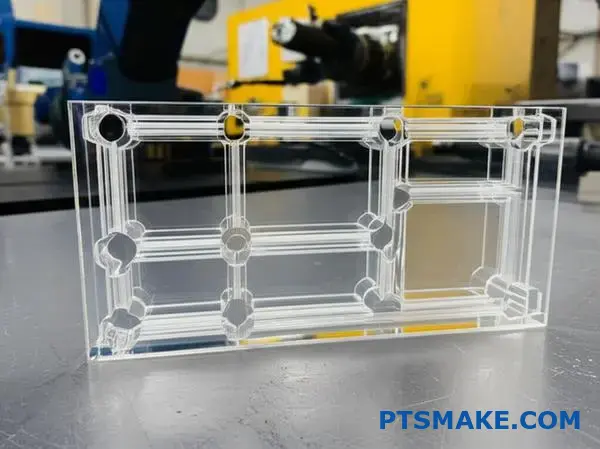
Optimaliseren van Interne Kanalen
De paden in het verdeelstuk zijn de slagaders ervan. Scherpe, 90-graden bochten creëren turbulentie. Dit verstoort de stroming en veroorzaakt aanzienlijke drukval, waardoor de systeemefficiëntie afneemt. Dit is waar een basisbegrip van Stromingsleer5 van onschatbare waarde wordt voor ontwerpers die transparante verdeelstukken maken.
Het visualiseren van het stromingspad helpt bij het ontwerpen van soepele bochten. Een van de beste CAD-tips voor transparante verdeelstukken is om prioriteit te geven aan zachte rondingen boven scherpe hoeken. Geoptimaliseerde kanalen zorgen voor een soepelere stroming en behouden de systeemdruk. Ons intern onderzoek bevestigt dat dit de algehele prestaties aanzienlijk verbetert.
Perfectie van Afdichtingsoppervlakken
Een verdeelstuk is zo goed als zijn afdichtingen. Oppervlakken voor O-ringen of pakkingen vereisen een specifieke afwerking. Als het oppervlak van het CNC-bewerkingsproces te ruw is, creëert het microscopische lekpaden, wat leidt tot uiteindelijk falen.
| Foutvoorbeeld | Betere Ontwerpaanpak | Voordeel |
|---|---|---|
| Wanddikte | Abrupte dikteveranderingen | Geleidelijke overgangen, uniforme wanden |
| Kanalen | Scherpe interne hoeken | Afgeronde hoeken, soepele bochten |
| Afdichtingsvlak | Ruwe of oneffen afwerking | Specifieke Ra-waarde, gladde afwerking |
Aandacht voor detail in de CAD-fase voorkomt kostbare fysieke storingen. Uniforme wanden, gladde kanalen en precieze afdichtingsvlakken zijn onmisbaar voor betrouwbare spoorwegmanifolds. Goed ontwerp voor productie (DFM) is de basis van een succesvol, duurzaam onderdeel.
De gids voor ingenieurs over de bewerkbaarheid van transparante kunststoffen
Het bewerken van transparante kunststoffen is een evenwichtsoefening. U heeft precisie nodig zonder spanning, scheuren of smelten te veroorzaken. Succes hangt af van het beheersen van de details.
Begrip van snijkrachten
Lagere snijkrachten zijn essentieel. Ze voorkomen doorbuiging en interne spanning. Dit is cruciaal voor het behoud van optische helderheid in het eindproduct.
Beheer van gereedschapsslijtage
Transparante kunststoffen kunnen schurend zijn. Gereedschapsslijtage leidt tot slechte afwerkingen. Scherpe, gespecialiseerde gereedschappen zijn geen optie; ze zijn een vereiste voor kwaliteit.
| Parameter | Acryl (PMMA) | Polycarbonaat (PC) |
|---|---|---|
| Warmtegevoeligheid | Hoog | Zeer hoog |
| Slijtagesnelheid gereedschap | Matig | Hoog |
Het beheersen van warmte en spaanafvoer is cruciaal. Zonder adequate koeling kan het materiaal op het gereedschap smelten. Dit verpest zowel het onderdeel als de snijder.
Strategieën voor spaanafvoer en koeling
Effectieve spaanafvoer is onmisbaar. Kleverige spaanders van materialen zoals polycarbonaat kunnen de groeven verstoppen. Dit genereert onmiddellijk overtollige warmte, met risico op defecten aan het onderdeel.
We raden perslucht aan voor acryl. Het koelt en verwijdert spanen zonder chemische interactie. Voor polycarbonaat werkt een minimaal smeersysteem (MQL) vaak het beste. Het voorkomt smelten zonder thermische schokken te veroorzaken.
Materiaal Vergelijking: CNC Bewerkbaarheid Acryl vs. Polycarbonaat
Deze twee zijn gebruikelijk, maar worden heel anders bewerkt. Acryl is hard en bros. Het spaant schoon met de juiste parameters. Polycarbonaat is taaier en zachter. Het heeft de neiging om te vervormen en lange, draadachtige spanen te creëren. Zijn amorfe structuur6 draagt bij aan dit gedrag.
| Functie | Acryl (PMMA) | Polycarbonaat (PC) |
|---|---|---|
| Spaanvorming | Broze, kleine spanen | Kleverige, lange spanen |
| Gereedschapsgeometrie | Hoge positieve spaanhoek | Neutrale tot lage spaanhoek |
| Koelvloeistof Behoeften | Lucht, minimale vloeistof | MQL, vloedkoeling |
| Beste voor | Optische helderheid, displays | Hoge impact, behuizingen |
Toepassingsspecifieke Bewerking
Voor toepassingen zoals het bewerken van heldere kunststoffen voor rail components, impact resistance is paramount. This makes polycarbonate a frequent choice, despite its challenges. For fluidic systems, selecting the best plastic for manifolds often leads to acrylic due to its stability and clarity. The unique requirements of railroads transparent manifolds cnc machining demand a deep understanding of these material trade-offs for reliable performance.
Mastering clear plastic machining requires controlling heat, using sharp tools, and managing chip removal. Understanding the distinct properties of acrylic versus polycarbonate is crucial for achieving high-quality, transparent parts for any application, from manifolds to rail components.
Verkorten van de doorlooptijd van aangepaste spoorwegmanifolds met CNC-efficiëntie
In the railroad sector, time is money. Long lead times for custom parts are a major bottleneck. CNC machining directly addresses this challenge.
It enables fast CNC prototypes for testing and validation. This is vital for complex components like custom manifolds.
Van digitaal bestand naar fysiek onderdeel
Our process starts with your digital design file. This speeds up everything from quoting to production. This efficiency is crucial for short-run transparent manifolds and their CNC machining.
| Stadium | Traditionele methode | CNC-bewerking |
|---|---|---|
| Citaat | 3-5 Dagen | < 24 Hours |
| Prototyping | 4-6 Weeks | 5-7 Days |
| Productie | 8-12 Weeks | 2-4 Weken |

The digital workflow is the core of our speed. A single 3D CAD model is the only source of truth. It drives quoting, programming, and the CNC machine itself. This removes communication errors and manual data entry, which is a common problem I’ve seen.
De kracht van rapid prototyping
Fast CNC prototypes let your engineers test form, fit, and function. They can hold a physical part in days, not weeks. This is essential for perfecting custom railroads transparent manifolds before full-scale production begins.
This speed allows for rapid iterative design7, where engineers can refine their concepts quickly based on real-world feedback. It helps avoid costly changes down the line.
Short-Run Production without Penalties
CNC lead times are also short for low-volume production runs. We don’t need to create expensive molds or tooling. This makes producing even a few dozen custom transparent manifolds economically viable and fast.
| Digital Workflow Advantage | Invloed op doorlooptijd |
|---|---|
| Automated Quoting from CAD | Reduces quoting from days to hours. |
| Direct CAM Programming | Eliminates manual programming errors. |
| Digital Simulation | Prevents costly physical rework. |
| Centralized Design File | Ensures version control and accuracy. |
CNC machining transforms the manufacturing timeline. Its digital workflow enables fast CNC prototypes and efficient short-run production. This drastically reduces CNC lead times for custom railroad transparent manifolds, getting critical parts to you faster.
Het kiezen van de juiste CNC-partner voor transparante manifoldprojecten
Finding the right CNC partner is crucial. This is especially true for transparent manifold projects. The quality of the final part depends entirely on their skill.
A poor choice can lead to failed projects. You must vet their capabilities thoroughly. This ensures your project’s success.
Key Vetting Criteria
Here are the areas you must investigate. Each one is vital for clear plastic machining.
| Vermogen | Belang | Waar moet je op letten? |
|---|---|---|
| Afwerking oppervlak | Hoog | Consistent Ra values, polishing skill |
| Polymer Experience | Kritisch | Specific material knowledge (PC, Acrylic) |
| Kwaliteitsborging | Essentieel | Documented processes, inspection reports |
Choosing your CNC vendor selection rail requires diligence. Don’t skip these essential checks.

Vetting a potential rail manifold manufacturing partner goes beyond their machine list. You need proof of their expertise, especially with clear plastics. I always start by asking for samples of their previous work on similar polymers.
Evaluating Surface Finish Consistency
A true expert in bewerking van helder plastic begrijpt oppervlakteafwerking. Vraag naar rapporten over oppervlakteruwheid (Ra) van eerdere projecten. Inconsistente afwerkingen kunnen optische vervorming veroorzaken. Dit is een belangrijk faalpunt in transparante manifolds. Een betrouwbare partner heeft een duidelijk, herhaalbaar proces om optische helderheid te bereiken.
Beoordelen van polymeerervaring
Het bewerken van polycarbonaat is anders dan dat van acryl. Elk materiaal heeft unieke eigenschappen. Uw partner moet weten hoe spanningsscheurvorming en craquelé te voorkomen. We hebben ontdekt dat specifieke snijgereedschappen en koelmiddelen essentieel zijn. Vraag hen naar hun aanpak voor railroads transparent manifolds cnc machining. Hun antwoord onthult hun diepgaande kennis.
Verifiëren van kwaliteitsborging
Kwaliteitsborging is niet alleen een eindinspectie. Het moet deel uitmaken van het hele proces. Een belangrijk aspect is traceerbaarheid van materialen8. U moet de oorsprong en het lot van het ruwe materiaal kennen.
Hier is een snelle vergelijking op basis van wat ik zoek:
| Kwaliteitscontrole | Een sterke partner biedt | Een zwakke partner biedt |
|---|---|---|
| Materiaalcertificaten | Volledige certificaten voor elk lot | Vage of geen documentatie |
| Controles tijdens proces | Gedocumenteerde dimensionale controles | Alleen een finale "visuele" controle |
| Eindverslagen | CMM-rapporten, optische helderheidstests | Een eenvoudige geslaagd/mislukt-opmerking |
Vraag om hun QA-documentatie te zien. Dit is een niet-onderhandelbare stap in mijn selectieproces bij PTSMAKE.
Het toetsen van de capaciteiten van een leverancier is essentieel. Focus op hun consistentie in oppervlakteafwerking, specifieke polymeerervaring en gedocumenteerde kwaliteitsborgingsstappen. Deze zorgvuldigheid zorgt ervoor dat u een betrouwbare partner vindt voor uw kritieke transparante manifoldprojecten.
Hoe slechte kwaliteitscontrole in manifolds de veiligheid op de rails beïnvloedt
Defecten in spoorwegmanifolds zijn geen kleine gebreken. Ze vormen een directe bedreiging voor de operationele veiligheid. Een verborgen scheur of een kleine verstopping kan leiden tot catastrofale systeemuitval op de sporen.
Slechte kwaliteitscontrole tijdens CNC-bewerking kan deze onzichtbare gevaren introduceren. Deze problemen doen afbreuk aan de integriteit van het gehele systeem.
Veelvoorkomende faalmodi
Interne scheurvorming kan plotselinge drukval veroorzaken. Kanaalverstoppingen verstoren de vloeistofstroom en optische vervorming in transparante onderdelen kan nauwkeurige visuele controles voorkomen.
| Type defect | Potentiële impact op spoorwegsystemen |
|---|---|
| Interne scheurvorming | Falen van hydraulische of pneumatische systemen |
| Kanaalverstopping | Inconsistente rem- of signaalrespons |
| Optische vervorming | Onnauwkeurige vloeistofniveau- of sensoraflezingen |
Dit maakt strenge kwaliteitscontrole essentieel.
We kunnen niet wachten tot een manifold defect raakt in het veld. Proactieve preventie door geavanceerde inspectie is de enige verantwoorde aanpak in spoorwegtoepassingen. Dit geldt met name voor railroads transparent manifolds cnc machining, waarbij zowel structurele als visuele integriteit cruciaal zijn.
Kritieke Inspectietechnieken
Bij PTSMAKE vertrouwen we op een meerfasen inspectieproces om risico's te elimineren voordat een onderdeel onze fabriek verlaat. Dit is essentieel voor onze kwaliteitscontrole van manifolds.
CMM voor Kanaalintegriteit
Een Coördinaatmeetmachine (CMM) verifieert dat interne kanalen volgens exacte specificaties zijn bewerkt. Dit voorkomt stroombeperkingen of volledige blokkades die kritieke functies kunnen uitschakelen. Het zorgt ervoor dat elke doorgang vrij en correct van formaat is.
Lektesten voor Structurele Degelijkheid
Lek- en druktesten kunnen micro-scheurtjes detecteren die volledig onzichtbaar zijn. Deze kleine breuken kunnen onder operationele stress uitzetten, wat tot lekkages leidt. Een geleidelijk drukverlies is misschien niet direct duidelijk, maar kan leiden tot systeemfalen.
Voorkomen van Optische Gebreken
Bij transparante manifolds kan slechte bewerking interne spanningen veroorzaken. Dit kan een optisch effect veroorzaken dat bekend staat als dubbele breking9, wat licht vervormt en visuele inspectie belemmert. We voeren gedetailleerde inspectie van transparante onderdelen uit om perfecte helderheid te garanderen.
| Inspectiemethode | Defect voorkomen |
|---|---|
| CMM inspectie | Kanaalblokkade, dimensionale fout |
| Lek- & Druktesten | Micro-scheurtjes, afdichtingsfalen |
| Visuele & Optische Controles | Optische vervorming, oppervlaktefouten |
Foutloze manifolds vereisen meer dan alleen precieze bewerking; ze vereisen compromisloze inspectie. Kleine interne defecten kunnen leiden tot grote veiligheidsrisico's op de baan. Technieken zoals CMM, lektesten en optische controles zijn essentieel om de betrouwbaarheid en veiligheid van elk onderdeel te garanderen.
Kostenbesparingen realiseren met Design for CNC Machining (DFM)
DFM voor heldere manifolds
Bij het bewerken van heldere manifolds drijft complexiteit de kosten op. Elke extra opstelling of complex gereedschapspad voegt tijd en kosten toe. Slim CNC-ontwerp voor heldere onderdelen is essentieel.
Dit betekent het vereenvoudigen van de geometrie waar mogelijk. Het betekent ook vanaf het begin nadenken over hoe een onderdeel wordt vastgehouden en bewerkt.
Het toepassen van deze manifold DFM-principes kan de kosten drastisch verlagen. Het doel is minder machinebewerkingen en snellere cyclustijden, vooral voor projecten die hoge helderheid vereisen.
Belangrijke focusgebieden voor Manifold DFM
| Principe | Invloed op kosten |
|---|---|
| Verminder opstellingen | Verlaagt arbeidskosten en stilstand van machines |
| Vereenvoudig gereedschapspaden | Vermindert programmeer- en bewerkingstijd |
| Functies standaardiseren | Maakt gebruik van gangbare, snellere gereedschappen mogelijk |

Minimaliseren van de complexiteit van de opstelling
Een belangrijke kostenpost bij CNC-bewerking is de insteltijd. Elke keer dat we een onderdeel opnieuw oriënteren, kost dit geld. Voor transparante manifolds is dit cruciaal. Meerdere instellingen verhogen het risico op verkeerde uitlijning en beschadiging van de heldere oppervlakken.
Door onderdelen te ontwerpen die vanaf minder zijden bewerkt kunnen worden, verminderen we deze risico's. Het groeperen van kenmerken op één enkel vlak is bijvoorbeeld een eenvoudige maar effectieve strategie. Deze aanpak is essentieel voor transparante manifolds, van medische fluidica tot complexe monitorsystemen, waaronder die gebruikt worden in sectoren zoals de spoorwegen.
Stroomlijnen van de complexiteit van het gereedschapspad
Lange, ingewikkelde gereedschapspaden betekenen langere machinecyclustijden. Dit verhoogt direct de uiteindelijke onderdeelprijs. Het ontwerpen van interne kanalen met vloeiende rondingen in plaats van scherpe hoeken is een uitstekend voorbeeld van slimme DFM.
Dit versnelt niet alleen de bewerking, maar verbetert ook de vloeistofdynamica binnen de manifold. Effectieve optimalisatie van het gereedschapspad10 kan leiden tot aanzienlijke besparingen. Na het beoordelen van ontwerpen met onze klanten hebben we gezien dat deze aanpak de bewerkingstijd met wel 30% kan verminderen.
Kostenreductie door vereenvoudigd ontwerp
| Ontwerpwijziging | Potentiële tijdsbesparing |
|---|---|
| Consolideer kenmerken naar één zijde | 15-25% reductie in instelling |
| Gebruik standaard hoekradii | 10-20% snellere gereedschapspaden |
| Recht geboorde gaten versus schuine | 20-30% reductie in complexiteit |
Slimme DFM voor heldere manifolds draait om het verminderen van instellingen en het vereenvoudigen van gereedschapspaden. Deze veranderingen verlagen direct de bewerkingstijd en arbeidskosten, wat leidt tot aanzienlijke besparingen zonder de functie of helderheid van het onderdeel aan te tasten. Dit is CNC-kostenreductie in actie.
Balans tussen sterkte en transparantie in de engineering van spoorwegmanifolds
In de engineering van spoorwegmanifolds is een belangrijke uitdaging het balanceren van duurzaamheid met visuele toegang. U heeft onderdelen nodig die bestand zijn tegen zware omstandigheden. Toch moet u ook naar binnen kunnen kijken voor inspecties.
Dit creëert een directe afweging. Sterkere materialen of dikkere wanden verminderen vaak de optische helderheid. Het vinden van de juiste balans is cruciaal.
De Materiaalkeuze
De keuze tussen heldere versus sterke manifoldkunststoffen is fundamenteel. Elk materiaal biedt een andere mix van eigenschappen. Deze beslissing heeft invloed op zowel de prestaties als de levensduur.
| Materiaal | Slagsterkte | Optische helderheid |
|---|---|---|
| Polycarbonaat | Zeer hoog | Goed tot zeer goed |
| Acryl (PMMA) | Medium | Uitstekend |
| PETG | Hoog | Uitstekend |
Voor veeleisende spoorwegtoepassingen is de sterkte van polycarbonaat vaak de basis. Het biedt de nodige slagvastheid voor veiligheid en betrouwbaarheid.
Wanddikte en Helderheid
Dikkere wanden verhogen de sterkte, maar kunnen de transparantie verminderen. Dit is een kritische CNC-afweging. Meer materiaal kan het licht dat door de manifold gaat, vervormen.
Bij het ontwerpen van transparante manifolds voor spoorwegen is het doel het optimale punt te vinden. Het materiaal en de dikte ervan moeten voldoen aan zowel mechanische als visuele eisen. Dit gaat niet alleen over het kiezen van een materiaal; het gaat over het ontwerpen van een complete oplossing. Bij PTSMAKE begeleiden we klanten door deze kritische beslissingen.
Invloed van CNC-bewerking op Helderheid
De precisie van CNC-bewerking is essentieel. Het proces zelf kan echter de oppervlakteafwerking en de interne materiaaldruk beïnvloeden. Dit heeft directe invloed op de optische helderheid. Gereedschapspaden, voedingssnelheden en snijvloeistoffen spelen allemaal een rol. Een slecht bewerkt oppervlak, zelfs op een helder materiaal zoals acryl, zal er wazig uitzien.
Bovendien kan bewerking interne spanningen introduceren. Deze spanningen kunnen subtiele optische vervormingen veroorzaken. Dit fenomeen staat bekend als Dubbele Breking11, wat een zorg kan zijn in optische toepassingen met hoge precisie.
Ontwerp- en Materiaalafwegingen
We adviseren vaak een gebalanceerde aanpak. Het begint met het analyseren van de specifieke operationele belastingen waarmee de manifold te maken krijgt.
| Wanddikte | Schokbestendigheid | Lichtdoorlatendheid | CNC-bewerkings Tijd |
|---|---|---|---|
| Dun (bijv. 3 mm) | Onder | Hoger | Kortere |
| Medium (bijv. 6 mm) | Uitgebalanceerd | Goed | Matig |
| Dik (bijv. 12 mm) | Hoger | Onder | Langer |
Op basis van onze tests kan een goed gekozen polycarbonaat vaak uitstekende sterkte bieden zonder een grote inbreuk op de helderheid, vooral wanneer het correct wordt bewerkt. De CNC-afweging voor helderheid is beheersbaar met de juiste expertise en apparatuur.
Het kiezen van het juiste materiaal en de juiste wanddikte is een evenwichtsoefening. Het vereist een diepgaand begrip van materiaalkunde en productieprocessen om zowel slagvastheid als de benodigde optische helderheid voor spoorwegtoepassingen te bereiken.
Hoe de productie van transparante manifolds op te schalen zonder precisie te verliezen
Het overzetten van een transparate spruitstuk van een enkel prototype naar duizenden eenheden is een grote uitdaging. De echte test is het behouden van dezelfde precisie en helderheid in elk afzonderlijk onderdeel.
Het gaat er niet alleen om meer te maken; het gaat erom meer te maken, perfect.
Opschalen zonder compromissen
Bij PTSMAKE richten we ons op consistente kwaliteit tijdens het opschalen van CNC voor heldere onderdelen. Onze workflows zijn ontworpen voor deze overgang. We zorgen ervoor dat het tienduizendste onderdeel identiek is aan het eerste.
| Stadium | Belangrijkste focus | Resultaat |
|---|---|---|
| Prototype | Haalbaarheid | Een enkel, perfect onderdeel |
| Middelgrote volumes | Processtabiliteit | Constante kwaliteit |
| Hoog volume | Efficiëntie & Kosten | Geschaalde precisie |
Deze structuur helpt bij het beheren van verwachtingen en kwaliteit.
Het opschalen van de productie vereist een compleet andere instelling dan prototypen. U moet een herhaalbaar, gevalideerd proces opbouwen. Hier struikelen veel projecten. Ze plannen vanaf het begin niet voor consistentie.
Bouwen van schaalbare CNC-workflows
Bij PTSMAKE begint ons proces met ontwerpen voor maakbaarheid. Vervolgens creëren we speciale armaturen en gereedschappen voor productieruns. Deze initiële investering voorkomt fouten in latere stadia en zorgt ervoor dat elke manifold identiek is. We vertrouwen op automatisering en robuuste kwaliteitscontroles in elke fase.
Voor projecten met een hoog volume gebruiken we geavanceerde systemen zoals CNC-machines voor massaproductie op rails. Deze opstellingen bieden de snelheid en stijfheid die nodig zijn voor continue, zeer nauwkeurige bewerking van transparante kunststoffen. Het gaat erom een productiespoorlijn voor uw onderdelen te creëren.
Consistentie is de sleutel
Materiaalconsistentie is ook cruciaal. We implementeren vaak een transparant VMI-systeem voor manifolds met onze vertrouwde materiaal leveranciers. Dit zorgt ervoor dat het ruwe materiaal voor elke batch exact dezelfde eigenschappen heeft. We gebruiken ook technieken zoals Parametrisch Programmeren12 om snel gereedschapspaden aan te passen voor kleine variaties in onderdelen zonder een volledige herprogrammering, wat tijd bespaart en fouten vermindert.
| Factor | Prototype Benadering | Benadering voor Massaproductie |
|---|---|---|
| Gereedschap | Universele armaturen | Op maat gemaakte, high-throughput armaturen |
| Programmeren | Handmatige G-code | Geautomatiseerde, parametrische programma's |
| Inspectie | 100% handmatige controle | Geautomatiseerde CMM & optische scans |
| Materiaal | Enkele plaat/blok | VMI-beheerde, batch-gecontroleerde voorraad |
Deze systematische aanpak is hoe we precisie leveren op elke schaal.
Het opschalen van de productie van transparante manifolds vereist een verschuiving van eenmalige perfectie naar herhaalbare precisie. Onze gestructureerde CNC-workflows, materiaalbeheer en het gebruik van geavanceerde machines zorgen voor consistente kwaliteit van prototype tot massaproductie.
Ontgrendel Succes met Rail Manifold met PTSMAKE Expertise
Ready to optimize your railroad transparent manifolds with CNC precision? Trust PTSMAKE’s proven experience to deliver high-clarity, high-accuracy components that keep your trains running safely and efficiently. Get a fast, detailed quote now—send your inquiry to PTSMAKE today!

Discover how this optical property indicates internal stress in plastics. ↩
Discover how small part deviations can accumulate and impact an assembly’s overall performance. ↩
Understand how chemical environments can cause premature failure in stressed parts. ↩
Understand how internal material stress can impact optical performance and part integrity. ↩
Discover how fluid behavior principles can drastically improve your manifold’s performance and efficiency. ↩
Learn how a material’s internal structure dictates its cutting behavior and surface finish. ↩
Discover how this agile approach helps refine designs and cut development costs before full production. ↩
Learn why complete material history is vital for ensuring part performance and safety. ↩
Learn how this optical property can reveal hidden stress in transparent CNC machined parts. ↩
Explore how advanced CAM software strategies can drastically cut cycle times and boost your part’s surface quality. ↩
Discover how this optical property impacts the integrity and clarity of precision-machined transparent components. ↩
Discover how this programming method streamlines CNC machining for faster, more flexible production runs. ↩






