

Elegir el bronce adecuado para su proyecto de mecanizado puede resultar frustrantemente complejo. Con docenas de aleaciones disponibles, cada una con propiedades y grados de maquinabilidad diferentes, es fácil seleccionar un material que haga perder tiempo, desafile las herramientas prematuramente o no cumpla los requisitos de su aplicación. He visto a muchos ingenieros enfrentarse a esta decisión.
El mejor bronce para el mecanizado suele ser el bronce de aluminio C954 para aplicaciones generales, el bronce de aluminio C642 para resistencia al desgaste y el latón C360 para operaciones de alta velocidad. Estas aleaciones ofrecen una excelente maquinabilidad, buenas propiedades mecánicas y un desgaste de la herramienta relativamente bajo en comparación con otras composiciones de bronce.
He trabajado con innumerables aleaciones de bronce a lo largo de mi carrera, y puedo decirle que seleccionar la correcta marca la diferencia en sus operaciones de mecanizado. El bronce perfecto puede reducir el tiempo de producción, prolongar la vida útil de las herramientas y ofrecer un rendimiento superior de las piezas. Permítame compartir lo que he aprendido sobre estas extraordinarias aleaciones y ayudarle a elegir la mejor opción para sus necesidades de aplicación específicas.
¿Es el bronce más fácil de mecanizar que el acero?
¿Alguna vez se ha preguntado si el bronce es más suave en el taller que el acero? ¿O tal vez se ha preguntado si la percepción común de la maquinabilidad del bronce es siempre cierta para todas las aleaciones y aplicaciones?
Sí, en general, se considera que el bronce es más fácil de mecanizar que la mayoría de las calidades comunes de acero. Esto se debe principalmente a la menor dureza del bronce, a su mejor conductividad térmica y a la formación de viruta, normalmente más manejable, que permite un mecanizado más rápido y una mayor vida útil de la herramienta.
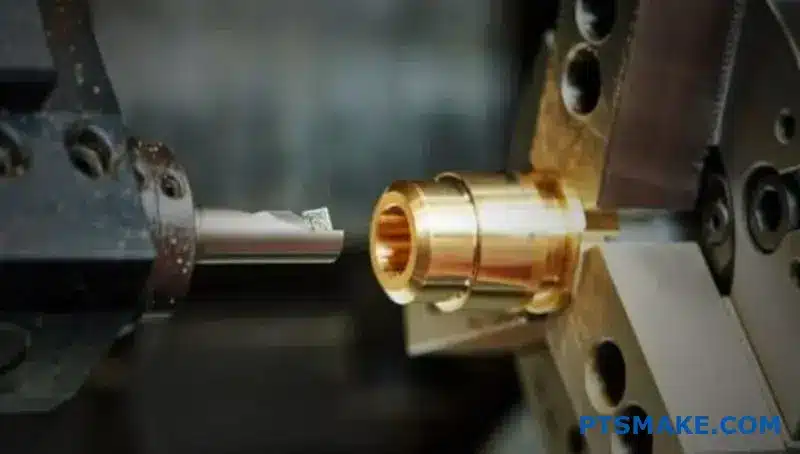
Cuando hablamos de mecanizado, la facilidad de corte de un material es algo muy importante. Afecta a todo, desde la velocidad del trabajo hasta el desgaste de nuestras herramientas de corte. En PTSMAKE trabajamos a menudo tanto con bronce como con acero, y las diferencias en su mecanizabilidad son bastante evidentes en nuestras operaciones diarias.
Comprender la maquinabilidad: Bronce frente a acero
La maquinabilidad no es una simple cualidad de "sí" o "no". Es una combinación de factores. Analicemos por qué el bronce suele recibir el visto bueno por ser más fácil de trabajar, especialmente en mecanizado cnc bronce1 aplicaciones.
Factores clave que influyen en la maquinabilidad
- Dureza y resistencia: El acero, especialmente los aceros aleados o los que han recibido un tratamiento térmico, suele ser mucho más duro y resistente que el bronce. Una mayor dureza significa que se necesita más fuerza para cortar el material, lo que somete a más tensión a la herramienta de corte y a la máquina. Las aleaciones de bronce, aunque diversas, suelen situarse más abajo en la escala de dureza.
- Conductividad térmica: Las aleaciones de bronce suelen tener una excelente conductividad térmica. Esto significa que disipan el calor de la zona de corte con más eficacia que muchos aceros. Una menor acumulación de calor se traduce en herramientas más frías, lo que puede prolongar significativamente su vida útil y permitir mayores velocidades de corte.
- Formación de astillas: Se trata de un aspecto crucial. El bronce suele producir virutas pequeñas y manejables que se rompen fácilmente y se eliminan de la zona de corte sin mucho esfuerzo. Muchos aceros, sobre todo los más blandos y dúctiles, pueden producir virutas largas y filamentosas que pueden enredarse alrededor de la herramienta o la pieza de trabajo, provocando un mal acabado superficial y la posible rotura de la herramienta.

Comparación rápida
Para que tenga una idea más clara, le presentamos una comparación simplificada basada en las características generales. Recuerde que las aleaciones específicas dentro de las familias del bronce y el acero pueden variar mucho.
| Característica | Bronce (General) | Acero (carbono/aleación común) |
|---|---|---|
| Dureza | Baja | Más alto |
| Conductividad térmica | Más alto | Baja |
| Características del chip | A menudo pequeño, quebradizo | Puede ser largo y fibroso |
| Desgaste de herramientas | Generalmente inferior | Generalmente superior |
| Velocidades de corte | Puede ser superior | A menudo inferior |
| Necesidades de lubricación | Puede ser menos exigente | A menudo más exigentes |
Según nuestra experiencia en PTSMAKE, cuando un cliente tiene un diseño que potencialmente podría utilizar cualquiera de los dos materiales y la facilidad de mecanizado es un factor importante de coste o tiempo, el bronce suele presentar un camino más sencillo. Sin embargo, hay que recordar que el "acero" es una categoría muy amplia. Algunos aceros de mecanizado libre están diseñados para facilitar el corte, y algunas aleaciones de bronce especializadas pueden ser más difíciles de trabajar.

No se trata sólo de la velocidad de corte. La calidad de la superficie acabada y la precisión dimensional conseguida también forman parte de la ecuación de la maquinabilidad. El bronce suele permitir excelentes acabados superficiales con menos esfuerzo. Esto significa menos tiempo dedicado a operaciones de acabado secundarias, lo que puede ser una ventaja real en entornos de producción.
¿Cuál es la diferencia entre el bronce 932 y el 954?
¿Atascado entre el bronce 932 y 954 para su próxima pieza? Tomar la decisión equivocada puede afectar al rendimiento y al coste, ¿verdad?
El bronce 932, o bronce para cojinetes, destaca por su resistencia al desgaste en casquillos y cojinetes. El bronce de aluminio 954, por su parte, ofrece mayor resistencia y resistencia a la corrosión, por lo que es adecuado para aplicaciones estructurales y marinas más exigentes. Sus composiciones dictan estas distintas ventajas.

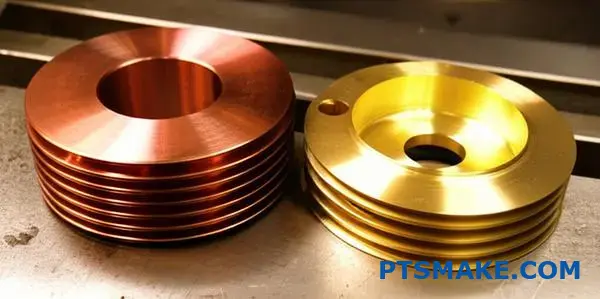
Cuando se analizan las aleaciones de bronce, a menudo aparecen la 932 y la 954, pero sirven para fines muy distintos. No se trata sólo de una variación sutil; su composición fundamental da lugar a características de rendimiento distintas. En PTSMAKE hemos mecanizado ambas aleaciones a fondo, y comprender estas diferencias es clave para fabricar componentes con éxito.
Diferencias básicas de composición
La principal diferencia radica en sus elementos de aleación.
C932 Bronce (Bronce con cojinetes)
El C932, a menudo conocido como SAE 660, es un bronce de estaño. Su composición típica incluye cobre, estaño, plomo y zinc. El contenido de plomo, normalmente alrededor de 7%, es crucial, ya que mejora significativamente la maquinabilidad y proporciona excelentes propiedades de rodamiento. Por ello, es ideal para aplicaciones en las que la fricción es un problema.
C954 Bronce (Aluminio Bronce)
El C954, por su parte, es un bronce de aluminio. Se compone principalmente de cobre y aluminio (alrededor de 10-11%), con adiciones de hierro y, a veces, níquel. Esta composición confiere al C954 una solidez superior y una notable resistencia a la corrosión, especialmente frente al agua de mar.
Rendimiento y aplicaciones
Comparémoslos en áreas clave:
| Característica | C932 (Cojinete de bronce) | C954 (Bronce de aluminio) |
|---|---|---|
| Uso principal | Cojinetes, casquillos, arandelas | Estructurales, piezas de desgaste, marinos |
| Fuerza | Moderado | Alta |
| Resistencia a la corrosión | Bien | Excelente (especialmente al agua de mar) |
| Resistencia al desgaste | Bueno (antifricción) | Muy buena (resistencia a la abrasión) |
| Maquinabilidad | Excelente | De regular a buena (puede ser abrasiva) |
| Tratable térmicamente | No | Sí (para propiedades mejoradas) |
Cuando nos acercamos a un mecanizado cnc bronce2 proyecto, estas propiedades influyen directamente en la selección del material. Por ejemplo, si un cliente necesita componentes de alta resistencia para un entorno marino, la 954 suele ser la clara ganadora. Si la aplicación implica contacto deslizante y cargas moderadas, el 932 suele ser más adecuado y rentable de mecanizar. Hemos visto proyectos en los que la elección de la 932 para una aplicación de alta resistencia ha provocado un fallo prematuro, simplemente porque se pasó por alto la resistencia de la 954.

Consideraciones sobre el mecanizado
Mientras que el 932 es conocido por su excelente maquinabilidad debido a su contenido en plomo, que actúa como lubricante y rompevirutas, el bronce de aluminio 954 puede ser más duro con las herramientas de corte. Su mayor resistencia y la presencia de óxidos de aluminio pueden hacerlo más abrasivo. Esto no significa que el 954 sea difícil de mecanizar; sólo requiere las herramientas, velocidades y avances adecuados. En nuestras operaciones de mecanizado CNC de bronce en PTSMAKE, ajustamos nuestros parámetros en consecuencia para garantizar resultados óptimos para ambas aleaciones. Por ejemplo, a menudo se prefieren herramientas de metal duro para el 954 a fin de manejar su naturaleza abrasiva.
¿Qué Rockwell es el bronce?
¿Alguna vez se ha preguntado cómo un simple número como el valor Rockwell puede dictar el destino de su pieza de bronce? ¿O quizás se ha sentido desconcertado al intentar relacionar ese índice de dureza con el rendimiento y la mecanizabilidad en el mundo real?
La dureza Rockwell para el bronce es una prueba estandarizada que mide su resistencia a la indentación, normalmente expresada en la escala B (HRB). Este valor indica la dureza relativa del bronce, que influye directamente en sus características de resistencia al desgaste, solidez y maquinabilidad para diversas aplicaciones.

Conocer la dureza Rockwell es crucial a la hora de seleccionar una aleación de bronce para cualquier aplicación. No es sólo una cifra abstracta; es un indicador práctico de cómo se comportará el material. En PTSMAKE, nos referimos con frecuencia a los valores Rockwell para orientar a nuestros clientes hacia las mejores opciones de material para sus necesidades específicas, especialmente cuando se trata de componentes de precisión que requieren propiedades mecánicas específicas.
Descifrar la dureza Rockwell de las aleaciones de bronce
¿Qué nos dice exactamente el ensayo Rockwell sobre el bronce? En esencia, mide la resistencia del material a la deformación permanente cuando se presiona un penetrador específico en su superficie bajo una carga fija. Cuanto menos profundo sea el profundidad de indentación3cuanto más duro sea el material. Para la mayoría de las aleaciones de bronce, la escala Rockwell B (utilizando un indentador de bola de acero de 1/16 pulgadas y una carga mayor de 100 kgf) es la más comúnmente referenciada.
Por qué es importante esta cifra
El valor de dureza Rockwell se correlaciona directamente con varios atributos clave de rendimiento:
- Resistencia al desgaste: En general, los bronces más duros (valores HRB más altos) ofrecen mayor resistencia al desgaste abrasivo. Esto es fundamental para piezas como cojinetes, casquillos y engranajes.
- Fuerza: Aunque no es una medida directa de la resistencia a la tracción o el límite elástico, suele haber una correlación positiva. Los bronces más duros tienden a ser más resistentes.
- Maquinabilidad: Aquí es donde la cosa se pone interesante. Los bronces extremadamente duros pueden ser más difíciles de mecanizar, lo que puede provocar un mayor desgaste de las herramientas y ralentizar los tiempos de producción. Por el contrario, los bronces muy blandos pueden dar lugar a virutas pegajosas y acabados superficiales deficientes. Hay un punto óptimo, y conocer el valor Rockwell ayuda a encontrarlo.
mecanizado cnc bronceproyectos.

Rangos Rockwell típicos para bronces comunes
Las distintas aleaciones de bronce presentan diferentes valores de dureza Rockwell debido a sus composiciones químicas únicas y, en algunos casos, a los tratamientos térmicos. He aquí una idea general de algunas opciones populares con las que trabajamos a menudo en PTSMAKE:
| Aleación de bronce | Rockwell B típico (HRB) | Características clave relacionadas con la dureza |
|---|---|---|
| C932 (Cojinete de bronce) | 55-65 | Buenas propiedades antifricción, resistencia moderada al desgaste |
| C954 (Bronce de aluminio) | 85-100 | Alta resistencia, excelente resistencia al desgaste y a la corrosión |
| C863 (Bronce manganeso) | 80-95 | Muy alta resistencia, buena para cargas pesadas, desgaste regular |
| C510 (Bronce fosforado) | 70-85 | Buenas cualidades elásticas, buena resistencia a la fatiga |
| C63000 (Níquel Al. Bronce) | 90-100 (a menudo HRB/HRC) | Muy alta resistencia, excelente resistencia a la corrosión |
Esta tabla ofrece una visión general. Es importante consultar las hojas de datos específicas del grado exacto que esté considerando, ya que los valores pueden variar ligeramente entre fabricantes y condiciones del material (por ejemplo, fundición frente a forja, o estados de tratamiento térmico para aleaciones como C954). Tras comparar los resultados de nuestras pruebas en varios lotes, hemos comprobado que estos rangos son bastante coherentes.

Aplicación de los conocimientos de Rockwell a su proyecto
No basta con conocer el número Rockwell. La clave está en interpretarlo en el contexto de las exigencias de su aplicación. Si está diseñando un cojinete de alta carga, sería preferible una aleación como C954 o C863 con valores HRB más altos. Para casquillos de uso general en los que la maquinabilidad es también un factor clave, el C932 podría ser una elección más equilibrada. En mis más de 15 años de experiencia en fabricación de precisión, he visto que una selección de materiales bien informada, que tenga en cuenta la dureza junto con otras propiedades como la resistencia a la corrosión o la conductividad térmica, es fundamental para el éxito del proyecto.
¿Qué es la norma ASTM para el bronce?
¿Alguna vez se ha sentido perdido en un mar de códigos, preguntándose qué norma ASTM rige realmente el bronce que necesita para su diseño? ¿O quizás le preocupa que pasar por alto la especificación correcta pueda poner en peligro todo su proyecto?
ASTM International publica un amplio conjunto de normas para aleaciones de bronce, que definen sus composiciones químicas, propiedades mecánicas, formas (como piezas de fundición o productos forjados) y procedimientos de ensayo. Las especificaciones clave incluyen la ASTM B505 para aleaciones de colada continua y la ASTM B22/B584 para coladas en arena, lo que garantiza una calidad uniforme.

Comprender estas normas es algo más que marcar casillas: es fundamental para lograr resultados fiables y predecibles en sus proyectos de ingeniería.
Por qué las normas ASTM son sus amigas
Piense en las normas ASTM como un lenguaje universal para los materiales. Cuando se especifica una aleación de bronce de acuerdo con una designación ASTM, se están comunicando requisitos precisos sobre su composición química, cómo debe comportarse mecánicamente y, a menudo, cómo se fabrica y prueba. Esto ayuda a que todo el mundo, desde la fundición hasta el taller de mecanizado, como nosotros en PTSMAKE, esté en sintonía. Garantiza el rendimiento esperado del material y ayuda a evitar errores costosos o fallos del material en el futuro. Según mi experiencia, cumplir estas normas desde el principio ahorra muchos quebraderos de cabeza.
Descifrar las especificaciones ASTM comunes del bronce
Las normas ASTM para metales suelen empezar por la letra "B", seguida de un número. En el caso del bronce, existen numerosas especificaciones, a menudo adaptadas al proceso de fabricación (fundición o forja) y a la familia de aleaciones específica.
Normas para bronces fundidos
Los componentes de bronce fundido se forman vertiendo bronce fundido en un molde. Algunas de las normas ASTM más utilizadas son:
- ASTM B505/B505M: Abarca las varillas, barras, tubos y formas de aleaciones de cobre de colada continua. Muchos bronces para cojinetes comunes, como el C93200 o el C95400, entran dentro de esta categoría cuando se funden en continuo. Especifica los requisitos químicos y las propiedades mecánicas típicas.
- ASTM B22/B22M: Esta especificación se refiere a piezas moldeadas en arena de aleación de cobre para puentes y plataformas giratorias, a menudo para aplicaciones muy pesadas.
- ASTM B584: Se trata de una obra fundamental para la ingeniería general, que abarca las fundiciones en arena de aleaciones de cobre para aplicaciones generales. Enumera numerosas aleaciones comunes, incluidos los bronces de estaño, los bronces de estaño con plomo, los bronces de estaño con alto contenido en plomo y los bronces de aluminio.

Normas para bronces forjados
Los bronces forjados se trabajan mecánicamente para darles su forma final (por ejemplo, laminados, estirados, extruidos). Este proceso suele mejorar sus propiedades mecánicas. Las normas comunes en este caso son:
- ASTM B139/B139M: Esta norma se aplica a las varillas, barras y perfiles de bronce fosforoso. Los bronces fosforados son conocidos por su resistencia, tenacidad y buena resistencia al desgaste.
- ASTM B150/B150M: Se trata de varillas, barras y perfiles de bronce de aluminio. Estas aleaciones son excelentes por su gran solidez y resistencia a la corrosión, sobre todo en entornos marinos. Cuando
mecanizado cnc broncepara aplicaciones exigentes, a menudo se consideran los materiales especificados en la norma ASTM B150.
Información clave de una norma ASTM Bronze
Entonces, ¿qué se encuentra exactamente cuando se busca una de estas especificaciones ASTM? Son bastante detalladas, y con razón. Por lo general, encontrará:
| Categoría de información | Detalles típicos cubiertos |
|---|---|
| Alcance | Tipos de aleación/números UNS, formas (fundición, barra, chapa), aplicaciones |
| Documentos de referencia | Otras normas ASTM sobre métodos de ensayo, etc. |
| Terminología | Definiciones de los términos utilizados en la norma |
| Información para pedidos | Qué especificar al comprar |
| Composición química | límites % para cada elemento de aleación (por ejemplo, Cu, Sn, Zn, Al, Pb) |
| Propiedades mecánicas | Requisitos de resistencia a la tracción, límite elástico, alargamiento, dureza |
| Dimensiones y tolerancias | Variaciones admisibles de tamaño y forma |
| Mano de obra, acabado y aspecto | Expectativas de calidad de la superficie del material |
| Muestreo y pruebas | Procedimientos de toma de muestras y realización de pruebas |
| Certificación | Requisitos de los informes de ensayo de materiales |
Comprender estos metalúrgico4 y detalles dimensionales es vital. En PTSMAKE, cuando un cliente especifica un grado ASTM, utilizamos la norma para verificar las materias primas entrantes y asegurarnos de que nuestros procesos de fabricación se ajustan a cualquier requisito específico, garantizando que las piezas finales cumplen el rendimiento previsto en el diseño. Es una parte fundamental de nuestra garantía de calidad.
¿Qué es equivalente al bronce C84400?
¿Alguna vez le ha costado encontrar un sustituto perfecto para el bronce C84400 cuando no está disponible o no es ideal para un aspecto concreto de su proyecto? Encontrar el equilibrio puede ser complicado, ¿verdad?
Aunque ninguna aleación es exactamente idéntica, el C83600 (SAE 40) se considera el equivalente funcional más cercano al bronce C84400. Esto se debe a sus composiciones químicas muy similares, propiedades mecánicas comparables, buena maquinabilidad y resistencia a la corrosión.

El C84400, a menudo conocido como latón semirrojo o latón semirrojo con plomo, es una elección popular para accesorios de fontanería de uso general, grifería y válvulas de baja presión. Su atractivo radica en una buena combinación de resistencia moderada, resistencia decente a la corrosión y excelente maquinabilidad, principalmente debido a su contenido en plomo. Sin embargo, hay situaciones en las que se necesita una alternativa, quizá por la disponibilidad, por requisitos normativos específicos (como límites de plomo más estrictos en algunas aplicaciones) o por el deseo de unas características de rendimiento ligeramente diferentes.
Comprender al competidor clave: C83600 (SAE 40)
El C83600, también denominado comúnmente bronce 85-5-5-5 (lo que indica su composición nominal de 85% Cobre, 5% Estaño, 5% Plomo y 5% Zinc), se asemeja mucho al C84400. La dirección características metalúrgicas5 de estas dos aleaciones son bastante similares. En PTSMAKE, cuando los clientes buscan una alternativa al C84400 para la mecanizado cnc bronce aplicaciones, el C83600 suele ser nuestra primera recomendación.
He aquí una rápida comparación basada en propiedades típicas:
| Propiedad | C84400 (típico) | C83600 (típico) |
|---|---|---|
| Cobre (Cu) | ~81% | ~85% |
| Estaño (Sn) | ~3% | ~5% |
| Plomo (Pb) | ~7% | ~5% |
| Zinc (Zn) | ~9% | ~5% |
| Resistencia a la tracción | 241 MPa (35 ksi) | 255 MPa (37 ksi) |
| Límite elástico | 117 MPa (17 ksi) | 124 MPa (18 ksi) |
| Grado de maquinabilidad | 80 (latón de corte libre=100) | 90 (Latón de corte libre=100) |
Como puede ver en nuestros datos internos y en las normas del sector, el C83600 ofrece en general una resistencia ligeramente superior y una maquinabilidad aún mejor. El menor contenido de plomo del C83600 también puede ser una ventaja en regiones con normativas medioambientales o sanitarias más estrictas.

Otras consideraciones y posibles alternativas
Aunque el C83600 es el equivalente más cercano, se pueden considerar otras aleaciones dependiendo de la propiedad más crítica para su aplicación:
Si se necesitan propiedades portantes mejoradas:
- C93200 (Cojinete SAE 660 Bronce): Esta aleación tiene un mayor contenido de plomo (normalmente 6-8%) y estaño (6,3-7,5%), lo que la hace superior para aplicaciones de cojinetes y casquillos en las que la resistencia al desgaste y las propiedades antifricción son primordiales. Sin embargo, su resistencia mecánica global es comparable o ligeramente inferior a la del C84400/C83600.
Si se requiere una mayor resistencia (y se puede sacrificar algo de maquinabilidad):
- C86300 (Bronce manganeso): Ofrece una resistencia a la tracción y un límite elástico considerablemente superiores, pero es más difícil de mecanizar. No es un equivalente directo, pero es un paso adelante en resistencia si es necesario.
En mis más de 15 años en PTSMAKE, hemos guiado a muchos clientes a través de estos matices en la selección de materiales. La clave está en identificar los requisitos de rendimiento más importantes. Por ejemplo, si la estanqueidad a la presión es la principal preocupación para un componente de fontanería, tanto el C84400 como el C83600 ofrecen un buen rendimiento. Si se trata de una pieza que va a sufrir más cargas dinámicas o desgaste, puede que nos inclinemos por una aleación ligeramente diferente después de discutir las ventajas y desventajas.

En última instancia, el "mejor" equivalente depende de las exigencias específicas de su pieza. El C83600 constituye un excelente punto de partida y a menudo es un sustituto directo para muchas aplicaciones del C84400, especialmente cuando la facilidad de uso de la pieza es limitada. mecanizado cnc bronce es un factor.
¿Cómo mejora el mecanizado CNC la calidad de las piezas de bronce?
¿Le cuesta conseguir piezas de bronce que cumplan sistemáticamente sus normas de calidad? ¿Le causan las variaciones y los defectos dolores de cabeza y retrasos en los proyectos?
El mecanizado CNC mejora la calidad de las piezas de bronce al ofrecer una precisión superior, repetibilidad constante, excelentes acabados superficiales y capacidad para geometrías complejas, todo ello manteniendo la integridad estructural del material y minimizando los defectos.

Cuando hablamos de fabricar piezas de bronce de primera categoría, destaca el mecanizado CNC (control numérico por ordenador). Es un proceso que aporta un nivel de refinamiento y fiabilidad que los métodos más antiguos a menudo no pueden igualar. En PTSMAKE, confiamos plenamente en la tecnología CNC para ofrecer la calidad que nuestros clientes esperan de sus componentes de bronce.
Precisión inigualable y tolerancias ajustadas
Las máquinas CNC siguen planos digitales exactos. Esto significa que tallan el bronce con una precisión asombrosa. Realmente reduce el error humano. Por eso, en PTSMAKE alcanzamos sistemáticamente tolerancias muy ajustadas que los métodos manuales de la vieja escuela a menudo no pueden lograr.
Piense en fabricar muchos casquillos de bronce para un gran ensamblaje. Para este tipo de proyectos, el mecanizado CNC garantiza que todas las piezas sean prácticamente iguales. Este tipo de consistencia es una gran ventaja para la calidad cuando se hacen mecanizado cnc bronce.

Mejores acabados superficiales y formas complejas
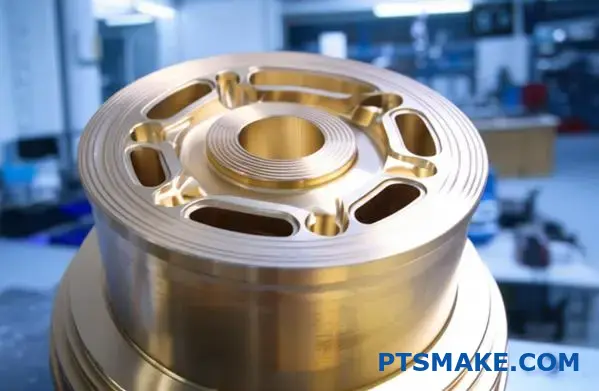
Otra gran ventaja es el acabado superficial. Las máquinas CNC pueden fabricar piezas de bronce muy lisas, recién salidas de la máquina. Esto a menudo significa menos tiempo, o ningún tiempo, dedicado a pulirlas después. Esto ahorra tiempo y dinero, algo que siempre buscamos en nuestros proyectos.
Además, el CNC es fantástico para hacer formas complejas. Lo hemos utilizado para crear algunas piezas de bronce realmente detalladas, ya sea para arte o para trabajos muy específicos. Intentar hacerlas con métodos más antiguos sería increíblemente difícil, por no decir imposible.
Mantener el bronce fuerte y usar menos material
El mecanizado CNC funciona cortando cuidadosamente el material. Esta forma controlada de trabajar ayuda a proteger la fuerza interior del bronce, su integridad metalúrgica6. Podemos ajustar el corte justo para evitar demasiada tensión o calor. Esto es muy importante para algunos tipos de bronce a los que no les gusta calentarse demasiado.
Cuando lo comparas con algo como la fundición tradicional, mecanizado cnc bronce a menudo significa menos defectos ocultos en el interior de la pieza, como pequeñas burbujas de aire. Así, se obtiene una pieza más resistente y fiable. Además, al ser tan preciso, se desperdicia menos bronce. Por lo que hemos visto en nuestro trabajo en PTSMAKE, he aquí un rápido vistazo a cómo se comparan:
| Característica | Mecanizado CNC Bronce | Bronce de fundición tradicional |
|---|---|---|
| Precisión | Muy alta | Moderada a baja |
| Acabado superficial | Excelente | Regular a bueno (necesita más trabajo) |
| Complejidad | Alta (detalles intrincados) | Moderado (formas más sencillas) |
| Residuos materiales | Inferior (corte eficiente) | Superior (por ejemplo, compuertas, bebederos) |
| Defectos internos | Raro | Potencial de porosidad |
Esta capacidad de refinar cada aspecto de la pieza de bronce, desde sus dimensiones hasta su superficie, es la razón por la que el mecanizado CNC es una piedra angular de la fabricación moderna de componentes de calidad.
¿Qué tolerancias pueden alcanzarse en el bronce mecanizado por CNC?
¿Desea conseguir dimensiones ultraprecisas en sus componentes de bronce? ¿Alguna vez ha descubierto que la naturaleza única de las aleaciones de bronce hace que alcanzar los objetivos de tolerancia exactos sea un poco complicado?
Normalmente, el mecanizado CNC puede conseguir tolerancias para piezas de bronce que van desde ±0,005 pulgadas (±0,127 mm) hasta ±0,001 pulgadas (±0,025 mm). A menudo es posible conseguir tolerancias más estrictas con equipos especializados y un cuidadoso control del proceso, y dependen de la aleación de bronce específica y de la complejidad de la pieza.
Conseguir tolerancias estrechas en el mecanizado CNC del bronce no es sólo cuestión de tener una buena máquina; es una combinación de factores. En mis más de 15 años en la fabricación de precisión, he aprendido que comprender estas variables es la clave del éxito. Cuando en PTSMAKE abordamos un proyecto que implica mecanizado cnc bronceTenemos en cuenta varios aspectos fundamentales para garantizar que cumplimos, y a menudo superamos, las especificaciones de nuestros clientes.
Factores clave que influyen en las tolerancias de mecanizado del bronce
Varios elementos desempeñan un papel crucial a la hora de determinar la precisión final de una pieza de bronce. Acertar con ellos es fundamental.
El papel de la selección de la aleación de bronce
No todas las aleaciones de bronce son iguales cuando se trata de mantener tolerancias estrictas. Algunas, como los bronces con plomo (por ejemplo, C93200), son apreciadas por su maquinabilidad, que puede contribuir a un mejor control dimensional. Otros, como los bronces al aluminio (p. ej., C95400), son más fuertes y resistentes al desgaste, pero su dureza puede dificultar el mecanizado hasta límites extremadamente finos. La estabilidad inherente a la aleación y su reacción a las fuerzas de corte son importantes.

Máquinas y herramientas CNC
La calidad y el estado de la propia máquina CNC son primordiales. Una máquina bien mantenida con husillos de alta calidad, holgura mínima y construcción robusta producirá piezas más precisas. Unas herramientas de corte afiladas y adecuadas, diseñadas para el bronce, junto con unos avances y velocidades optimizados, reducen las fuerzas de corte y la desviación de la herramienta, lo que se traduce en un mejor control de las tolerancias. En proyectos anteriores de PTSMAKE, hemos observado mejoras significativas simplemente seleccionando la geometría de herramienta óptima para un grado de bronce específico.
Diseño de piezas y complejidad geométrica
El diseño de la pieza influye mucho en las tolerancias que se pueden conseguir. Características como paredes muy finas, cavidades profundas y estrechas o geometrías internas complejas pueden suponer un reto. Las secciones finas pueden desviarse bajo la presión de corte, mientras que las cavidades profundas pueden dificultar la evacuación de la viruta, lo que puede afectar al acabado superficial y a la precisión.
Consideraciones térmicas en el mecanizado del bronce
Las aleaciones de bronce, como todos los metales, se dilatan y contraen con los cambios de temperatura. En Coeficiente de dilatación térmica7 (CTE) varía entre las distintas aleaciones de bronce. Durante el mecanizado, se genera calor y, si no se gestiona adecuadamente con refrigerantes y parámetros de corte apropiados, puede provocar la dilatación de la pieza. Esta expansión, si no se tiene en cuenta, significa que la pieza puede estar fuera de tolerancia una vez que se enfría a temperatura ambiente. Gracias a un cuidadoso desarrollo del proceso, hemos aprendido a mitigar eficazmente estos efectos térmicos.
Tolerancias estándar frente a tolerancias de precisión para bronce mecanizado por CNC
Aunque existen directrices generales, la tolerancia "alcanzable" suele ser específica de cada proyecto.
| Clase de tolerancia | Alcance típico (pulgadas) | Alcance típico (mm) | Notas |
|---|---|---|---|
| Estándar | ±0.005" - ±0.010" | ±0,127 mm - ±0,254 mm | Adecuado para muchas aplicaciones generales. |
| Precisión | ±0.001" - ±0.004" | ±0,025 mm - ±0,102 mm | Requiere una preparación cuidadosa, buenas herramientas y control del proceso. |
| Alta precisión | < ±0.001" | < ±0,025 mm | A menudo implica máquinas, entornos y técnicas especializadas. |
Para alcanzar esas cifras de alta precisión, especialmente por debajo de ±0,001 pulgadas, a menudo se requieren operaciones secundarias como el rectificado o el lapeado, sobre todo si la aleación de bronce es más difícil de mecanizar. Sin embargo, para muchos mecanizado cnc bronce el rango de precisión está dentro de las capacidades de los modernos centros CNC cuando se manejan con pericia. En PTSMAKE, siempre discutimos los requisitos de tolerancia por adelantado para alinear las expectativas y garantizar que la estrategia de fabricación se optimiza para las necesidades del cliente.
¿Cuáles son las limitaciones del uso del bronce en el mecanizado CNC?
¿Cree que el bronce es el material perfecto para todos los trabajos de CNC? ¿Pasar por alto sus desventajas específicas podría provocar obstáculos inesperados en el diseño o la producción de sus componentes?
Entre sus principales limitaciones se encuentran el coste relativamente más elevado del material en comparación con algunos aceros o aluminios, una relación resistencia-peso inferior a la de otras alternativas y la posibilidad de que se produzcan grietas con algunas aleaciones si no se optimizan los parámetros de mecanizado. Algunos tipos de bronce tienen aplicaciones especializadas, no universales.

Aunque el bronce ofrece muchas ventajas para los componentes mecanizados mediante CNC, no siempre es el material perfecto para todas las situaciones. Comprender sus limitaciones es tan importante como conocer sus puntos fuertes. En PTSMAKE, creemos en ofrecer una visión equilibrada para ayudarle a tomar las mejores decisiones para sus proyectos.
Consideraciones económicas
Una de las principales limitaciones puede ser el coste inicial del material.
Precio de la materia prima
En general, las aleaciones de bronce tienden a ser más caras por libra o kilogramo que muchos grados comunes de acero o aluminio. Esta diferencia puede ser significativa, especialmente para piezas grandes o series de producción de gran volumen. Este es un factor que siempre comentamos con los clientes cuando exploramos opciones de materiales.
Maquinabilidad de determinadas aleaciones
Aunque muchas aleaciones de bronce son conocidas por su buena a excelente maquinabilidad, algunos bronces de alta resistencia o especializados (como ciertos bronces de aluminio o bronces de manganeso) pueden ser más duros y abrasivos para las herramientas de corte. Esto puede reducir ligeramente la velocidad de mecanizado o aumentar el desgaste de las herramientas, lo que puede incrementar el coste total de la mecanización. mecanizado cnc bronce partes.

Relación resistencia/peso
Cuando la eficiencia estructural es primordial, el bronce no siempre es el mejor candidato.
Comparación con alternativas
Aunque las aleaciones de bronce ofrecen una buena resistencia, materiales como los aceros aleados con tratamiento térmico o determinadas aleaciones de aluminio pueden proporcionar una relación resistencia-peso superior. Si minimizar el peso del componente al tiempo que se maximiza la resistencia es un factor crítico de diseño, puede haber otras alternativas más adecuadas.
He aquí una comparación muy general:
| Característica | Bronce (típico) | Acero (carbono/aleación) | Aluminio (aleación) |
|---|---|---|---|
| Densidad (aprox.) | Más alto | Más alto | Baja |
| Resistencia (típica) | Moderado a alto | Alto a muy alto | Moderado a alto |
| Fuerza-peso | Baja | Moderado a alto | Más alto |
Por supuesto, se trata de una visión simplificada, ya que las aleaciones específicas de cada categoría varían mucho.
Desafíos específicos de aleación y procesamiento
Ciertas aleaciones de bronce conllevan sus propias consideraciones.
Rozaduras y desgaste
Algunas aleaciones de bronce, en particular las de menor dureza o determinadas composiciones, pueden ser propensas a la corrosión por frotamiento o a la susceptibilidad al soldadura en frío8 cuando están en contacto deslizante con otros metales, incluidas las herramientas de corte si no se controlan. Esto requiere una cuidadosa selección de los parámetros de corte, los recubrimientos de las herramientas y los refrigerantes. Nuestra experiencia en PTSMAKE en proyectos anteriores ha demostrado que las configuraciones optimizadas lo mitigan eficazmente.
Matices medioambientales y de aplicación
Los bronces con plomo, aunque ofrecen una excelente maquinabilidad, se enfrentan a restricciones cada vez mayores en determinadas aplicaciones (como los sistemas de agua potable o los productos que cumplen la directiva RoHS) debido a las preocupaciones medioambientales y sanitarias sobre el plomo. Además, no todas las aleaciones de bronce son adecuadas para todos los entornos; por ejemplo, algunas pueden no funcionar bien en ambientes muy ácidos o expuestos a sustancias químicas específicas, en los que podrían destacar los aceros inoxidables especiales. Se trata de combinar el bronce adecuado con el trabajo adecuado, un principio que cumplimos a rajatabla.
Explore cómo se comportan las aleaciones de bronce específicas en el mecanizado CNC, afectando a la velocidad, la vida útil de la herramienta y la calidad del acabado. ↩
Obtenga más información sobre la selección de la aleación de bronce adecuada para sus necesidades y aplicaciones específicas de mecanizado CNC. ↩
Comprenda cómo este parámetro de ensayo específico influye directamente en la idoneidad del material para diversas necesidades de ingeniería. ↩
Descubra por qué estos detalles metalúrgicos son vitales para la selección de materiales y la calidad. ↩
Explore cómo estas estructuras internas dictan la resistencia, ductilidad y maquinabilidad del material. ↩
Aprenda cómo afecta la estructura de los materiales al rendimiento y la durabilidad de las piezas. ↩
Comprenda cómo esta propiedad del material afecta de forma crítica a la precisión durante y después del mecanizado de componentes de bronce. ↩
Conozca este proceso de adhesión fundamental para comprender la compatibilidad de los materiales en el mecanizado. ↩






