

¿Tiene problemas para diseñar un disipador de calor extruido eficaz para sus componentes electrónicos de alta potencia? Muchos ingenieros se enfrentan a problemas de gestión térmica cuando las soluciones de refrigeración personalizadas requieren especificaciones precisas, una selección óptima de materiales y unos conocimientos de fabricación que los disipadores estándar no pueden ofrecer.
El diseño de disipadores de calor extruidos a medida requiere conocer las propiedades de las aleaciones de aluminio, las limitaciones de la extrusión, los principios de eficiencia de las aletas y las especificaciones de fabricación adecuadas para crear soluciones de gestión térmica rentables para aplicaciones de refrigeración de componentes electrónicos.

En PTSMAKE he trabajado en cientos de proyectos de gestión térmica y le guiaré a través de todo el proceso, desde la selección de materiales hasta las especificaciones finales. Esta guía cubre los fundamentos de ingeniería que necesita para diseñar disipadores de calor extruidos fabricables que realmente funcionen.
¿Por qué la extrusión es el proceso por defecto para los disipadores de calor de aluminio?
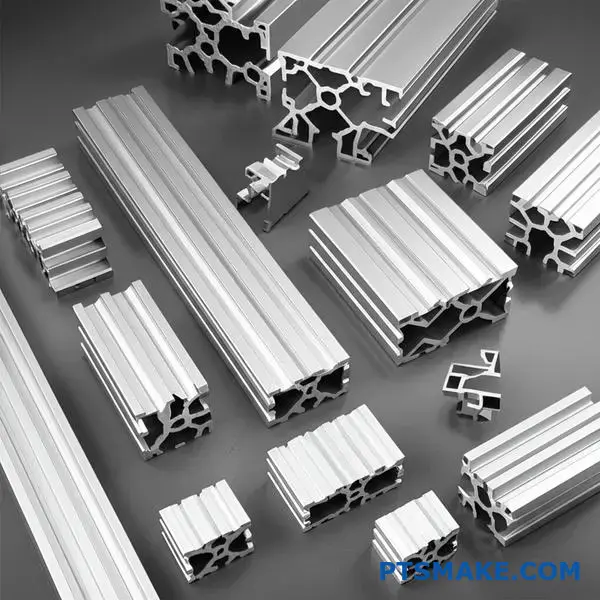
Cuando hablamos de disipadores térmicos de aluminio, la extrusión es casi siempre el primer proceso que nos viene a la mente. Es la elección por defecto por una sencilla razón: ofrece un equilibrio perfecto entre coste, rendimiento y flexibilidad de diseño para la mayoría de las aplicaciones.
Armonía entre material y proceso
Las aleaciones de aluminio como 6061 y 6063 son muy maleables. Esta propiedad las hace ideales para la extrusión. Podemos empujar el material a través de una matriz para crear perfiles de aleta complejos. Este proceso es rápido y eficaz.
Comparación rápida
| Proceso | Ventajas clave | Lo mejor para |
|---|---|---|
| Extrusión | Rentable | Piezas lineales de gran volumen |
| Casting | Formas 3D complejas | Aplicaciones de baja tensión |
| Mecanizado CNC | Alta precisión | Prototipos, formas personalizadas |
Una mirada más profunda a las opciones de fabricación
Aunque la extrusión es el método dominante, es fundamental entender por qué otros métodos no son los más adecuados. Cada proceso tiene ventajas y desventajas que influyen en el rendimiento y el coste del disipador de calor extruido final.
Limitaciones de la fundición
La fundición puede crear formas tridimensionales complejas. Sin embargo, el material resultante suele tener porosidades microscópicas. Esto reduce su conductividad térmica en comparación con el aluminio sólido extruido. El acabado superficial también es más rugoso, lo que puede dificultar la transferencia térmica sin un tratamiento secundario.
El coste del mecanizado CNC
El mecanizado CNC ofrece una precisión increíble. En PTSMAKE lo utilizamos para prototipos y geometrías muy complejas. Pero para perfiles de disipadores de calor sencillos y lineales, es sustractivo. Esto significa que recorta material, lo que genera importantes residuos y lleva mucho más tiempo. El coste por unidad resulta prohibitivo para la producción de grandes volúmenes. Las propiedades del material también pueden ser ligeramente anisótropo1 después de la extrusión, un factor que siempre tenemos en cuenta.
El punto dulce de la extrusión
La extrusión da en el clavo. Produce perfiles largos y continuos con un acabado superficial y una integridad del material excelentes. Después sólo hay que cortarlos a la longitud requerida. Esta eficacia no tiene parangón en los diseños de disipadores de calor estándar.
| Característica | Extrusión | Casting | Mecanizado CNC |
|---|---|---|---|
| Coste de utillaje | Moderado | Alta | Bajo (sin herramientas) |
| Precio por pieza | Bajo | Bajo-Moderado | Alta |
| Residuos materiales | Bajo | Bajo | Alta |
| Conductividad térmica | Excelente | Bien | Excelente |
| Complejidad del diseño | Lineal 2D | Alta 3D | 3D muy alto |
La extrusión es la técnica por defecto para los disipadores de calor de aluminio porque ofrece el mejor equilibrio entre coste, rendimiento térmico y velocidad de fabricación para los diseños lineales. Aunque la fundición y el mecanizado CNC tienen sus usos específicos, no pueden igualar la eficiencia global de la extrusión para la mayoría de las aplicaciones.
¿Qué aleaciones de aluminio se utilizan principalmente para la extrusión y por qué?
Cuando se habla de extrusión de aluminio, destacan dos aleaciones: 6063 y 6061. Por algo son los materiales a los que recurre la industria.
Cada aleación presenta un equilibrio distinto de propiedades. Comprender estas diferencias es crucial para cualquier proyecto. Ayuda a seleccionar el material adecuado para el rendimiento y el presupuesto.
Comparación de aleaciones clave
| Propiedad | Aluminio 6063 | Aluminio 6061 |
|---|---|---|
| Característica principal | Excelente extrudabilidad | Alta resistencia |
| Acabado superficial | Muy buena | Bien |
| Fuerza | Medio | Media a alta |
| Uso común | Arquitectura, disipadores de calor | Componentes estructurales |

Una inmersión más profunda en la selección de aleaciones
Elegir la aleación adecuada es algo más que mirar una hoja de especificaciones. Se trata de entender las ventajas y desventajas prácticas para su aplicación específica.
Argumentos a favor del aluminio 6063
El 6063 suele denominarse "aluminio arquitectónico". Proporciona un acabado superficial excepcionalmente liso justo después de la extrusión. Esto lo hace perfecto para piezas en las que la apariencia importa.
Su mayor ventaja es una extrudibilidad superior. Esto nos permite crear secciones transversales muy complejas. Esto es vital para piezas como los perfiles de disipadores de calor extruidos personalizados con aletas complejas. Más aletas significa más superficie y mejor refrigeración.
Cuando la resistencia es primordial: Aluminio 6061
Si su componente debe soportar un esfuerzo mecánico importante, el 6061 es el claro vencedor. Contiene más magnesio y silicio, lo que le confiere mayor resistencia.
Sin embargo, esta mayor durabilidad tiene un coste. Es más difícil de extrudir, lo que limita la complejidad de las formas que podemos conseguir. Las propiedades finales de la aleación también dependen en gran medida de su proceso de tratamiento térmico. Esto es algo que controlamos cuidadosamente en PTSMAKE para cada proyecto. El estado final del metal depende de su designación del temple2, como el T6, que ofrece la máxima resistencia.
Compromisos detallados sobre la propiedad
| Factor | Aluminio 6063 | Aluminio 6061 |
|---|---|---|
| Extrudabilidad | Excelente | Bien |
| Conductividad térmica | ~218 W/m-K | ~180 W/m-K |
| Resistencia a la tracción (T6) | ~241 MPa | ~310 MPa |
| Coste típico | Baja | Ligeramente superior |
| Lo mejor para | Perfiles complejos, buen acabado | Piezas estructurales, grandes esfuerzos |
La elección entre 6063 y 6061 es una clásica disyuntiva de ingeniería. El 6063 ofrece una excelente extrusión y acabado, ideal para disipadores de calor extruidos complejos. El 6061 ofrece una resistencia superior para las necesidades estructurales, pero con algunas limitaciones de diseño y coste.
¿Cuáles son los límites fundamentales del propio proceso de extrusión?
Cada proceso de fabricación tiene sus reglas. La extrusión no es una excepción. No se trata de directrices arbitrarias, sino de límites físicos fundamentales. Vienen dictadas por el flujo de material, la presión y la resistencia de la herramienta.
Comprender estas limitaciones es clave. Ayuda a diseñar un disipador de calor extruido práctico y eficaz. Evita diseños imposibles de producir.
Restricciones geométricas clave
Los límites más críticos están relacionados con la geometría de las aletas. Esto incluye lo delgada que puede ser una aleta y lo alta que puede crecer.
| Parámetro | Límite típico | Impacto en el diseño |
|---|---|---|
| Espesor mínimo de la aleta | ~0,8 mm a 1,3 mm | Las aletas más finas son más difíciles de extruir sin defectos. |
| Altura máxima de la aleta | Regido por la relación de aspecto | Las aletas más altas pueden alabearse o romperse durante la extrusión. |
Estas cifras son un punto de partida. Pueden variar en función de la aleación y la prensa utilizadas.

El principal reto consiste en empujar aluminio a través de una matriz de acero. Las fuerzas implicadas son inmensas. Hay que tener en cuenta cómo se comporta el metal bajo una presión tan extrema.
La física detrás de los límites
Imagínese forzar un material semisólido a través de una forma compleja. Si un canal de aletas de la matriz es demasiado fino, es posible que el aluminio no fluya en él correctamente. Esto da lugar a un perfil incompleto.
Si una aleta es demasiado alta y fina, la "lengüeta" de acero de la matriz que forma el hueco entre las aletas puede romperse. La presión es demasiado alta para que la herramienta pueda soportarla. Por eso es tan importante la relación de aspecto. Una relación más alta significa una aleta más alta y más delgada, lo que ejerce más presión sobre la matriz. En algunos proyectos anteriores, hemos comprobado que una relación superior a 15:1 aumenta significativamente el riesgo de fallo del utillaje.
El propio material también plantea retos. Fenómenos como morir oleaje3 puede alterar las dimensiones finales al salir el perfil de la matriz, lo que debemos tener en cuenta.
Relación de aspecto y rendimiento térmico
La relación de aspecto influye directamente en el rendimiento de un disipador de calor. Una relación de aspecto más alta significa generalmente más superficie para la disipación de calor.
| Relación de aspecto | Producibilidad | Rendimiento térmico |
|---|---|---|
| Bajo (por ejemplo, 6:1) | Fácil | Bien |
| Medio (por ejemplo, 10:1) | Moderado | Mejor |
| Alta (por ejemplo, >15:1) | Difícil/Costoso | Mejor, pero con rendimientos decrecientes |
Equilibrar el diseño térmico ideal con lo que es físicamente factible es el verdadero arte de la ingeniería de un disipador de calor extruido eficaz.
Los límites físicos de la extrusión, como el grosor mínimo de las aletas y la relación de aspecto, restringen directamente las posibilidades de diseño. No se trata de normas arbitrarias, sino que se basan en la física de los materiales y la resistencia de las herramientas, lo que influye directamente en el rendimiento térmico final de una pieza.
¿Cómo condiciona la ‘eficacia de las aletas’ el diseño de un disipador térmico extruido?
La eficiencia de una aleta mide su capacidad para transferir calor. Compara la transferencia de calor real con un escenario ideal.
Lo ideal sería que una aleta tuviera la misma temperatura desde la base hasta la punta. Pero en la realidad no es así. El calor fluye desde la base caliente. La punta de la aleta siempre está más fría.
El problema de las aletas más altas
El simple hecho de hacer las aletas más altas no garantiza un mejor rendimiento. A medida que se alargan las aletas, aumenta la diferencia de temperatura entre la base y la punta. Esto reduce la eficiencia.
Una aleta demasiado alta añade material y peso. Pero puede que no elimine mucho más calor. Se convierte en un punto de rendimientos decrecientes para su disipador de calor extruido.
Altura y grosor: Un acto de equilibrio
La relación entre la altura de las aletas, el grosor y la eficiencia es crucial. Hay que encontrar el equilibrio adecuado para cada aplicación específica.
| Parámetro | Efecto sobre la eficiencia de las aletas | Consideraciones sobre el diseño |
|---|---|---|
| Mayor altura | Disminuye | Añade superficie pero también resistencia térmica. |
| Mayor grosor | Aumenta | Reduce la resistencia térmica pero añade peso y coste. |
| Distancia entre aletas | Complejo | Afecta al flujo de aire y a la convección. |

Profundizar en las limitaciones del diseño
El principal reto es equilibrar la superficie con la resistencia térmica. Una aleta más alta aumenta la superficie de convección. Pero también aumenta el camino que debe recorrer el calor. Este camino crea resistencia.
Piénsalo como una autopista. Una autopista más larga puede soportar más coches (superficie). Pero si es demasiado larga, el tráfico se ralentiza (resistencia) y llegan menos coches al final. Necesitamos la longitud óptima.
Una aleta ideal sería perfectamente isotérmica4, lo que significa que tiene una temperatura uniforme desde la base hasta la punta. Este es el máximo teórico de transferencia de calor. Nuestro objetivo al diseñar un disipador de calor extruido es acercarnos lo más posible a este ideal.
Compromisos prácticos en la fabricación
En PTSMAKE, a menudo guiamos a los clientes a través de estas compensaciones. No se trata sólo de rendimiento térmico. También se trata de la fabricación y el coste. Las aletas más finas y altas son más difíciles de extruir. También pueden ser más frágiles.
Según nuestras pruebas, una aleta bien proporcionada suele superar a una alta y delgada mal diseñada. La elección del material, como el uso de aluminio 6063, también influye mucho en la eficiencia final debido a su conductividad térmica.
| Elección del diseño | Impacto en el rendimiento | Impacto en el coste/fabricación. |
|---|---|---|
| Aletas altas y finas | Superficie potencialmente elevada, menor eficacia. | Mayor dificultad de extrusión, mayor coste. |
| Aletas cortas y gruesas | Mayor eficiencia, menor superficie total. | Más fácil de extrudir, coste potencialmente inferior. |
| Relación optimizada | El mejor equilibrio entre eficacia y superficie. | Dificultad moderada, la mejor relación calidad-precio. |
La eficiencia de las aletas es una limitación crítica del diseño. Obliga a buscar un equilibrio entre la altura, el grosor y el material de las aletas. Limitarse a maximizar la altura de las aletas es ineficaz y puede aumentar el coste y el peso sin mejorar el rendimiento térmico de un disipador de calor extruido.
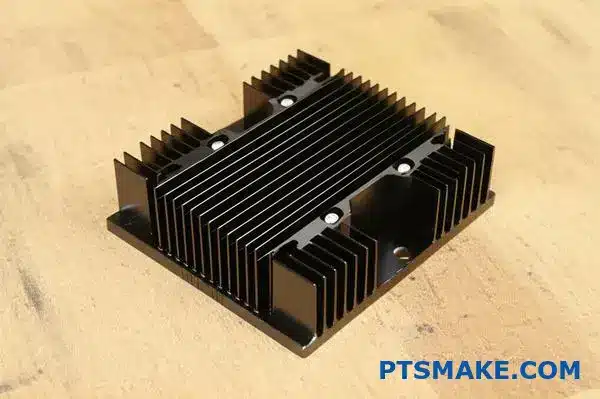
¿Para qué sirve principalmente anodizar un disipador térmico?
Anodizar un disipador de calor cumple dos funciones clave. No es sólo para mejorar el aspecto o la protección básica. Su principal ventaja es mejorar el rendimiento térmico.
Aumentar la radiación térmica
Una superficie de aluminio desnudo es un mal radiador de calor. El anodizado, especialmente en negro, cambia drásticamente esta situación. Aumenta la capacidad de la superficie para irradiar calor.
Más allá del rendimiento térmico
Este proceso también crea una capa protectora dura. Esta capa protege contra la corrosión y ofrece aislamiento eléctrico. Esto añade durabilidad y seguridad.
| Característica | Aluminio desnudo | Aluminio anodizado negro |
|---|---|---|
| Radiación térmica | Pobre (baja emisividad) | Excelente (alta emisividad) |
| Resistencia a la corrosión | Bajo | Alta |
| Aislamiento eléctrico | Ninguno | Bien |
El anodizado ofrece más que un simple tratamiento superficial. Cambia fundamentalmente las propiedades del disipador de calor. Esto mejora tanto su rendimiento como su fiabilidad. Es un paso vital para cualquier disipador de calor extruido de alta calidad.
Cómo el anodizado potencia la radiación térmica
Los disipadores pierden calor principalmente por convección. Pero la radiación también es un factor clave. La capa anodizada tiene una superficie mucho mayor emisividad5 que el aluminio bruto. Esto le permite irradiar calor más eficazmente hacia el entorno.
El poder del negro
El anodizado negro es la opción más popular por una buena razón. Las superficies oscuras y mates son las mejores para irradiar energía térmica. Por eso, un disipador de calor anodizado en negro suele funcionar mucho mejor que uno desnudo.
| Acabado superficial | Valor típico de emisividad |
|---|---|
| Aluminio pulido | ~0.05 |
| Aluminio extruido en bruto | ~0.09 |
| Aluminio anodizado negro | ~0.85 - 0.95 |
El escudo protector del anodizado
Más allá de la mera refrigeración, la capa anodizada es un fuerte escudo. Se convierte en parte del aluminio, no solo en un revestimiento.
Lucha contra la corrosión
Esta capa resiste muy bien la corrosión y la abrasión. Esto prolonga la vida útil del disipador de calor, especialmente en entornos difíciles. Mantiene la pieza en funcionamiento durante años.
Propiedades de aislamiento eléctrico
El óxido de aluminio del anodizado es un gran aislante eléctrico. Evita cortocircuitos si el disipador de calor toca otras piezas electrónicas. Se trata de una característica de seguridad clave.
Anodizar un disipador de calor es un proceso de doble propósito. Aumenta significativamente la refrigeración radiativa, sobre todo en los acabados negros. También añade una robusta capa de resistencia a la corrosión y aislamiento eléctrico, lo que garantiza tanto un alto rendimiento como la durabilidad a largo plazo del componente.
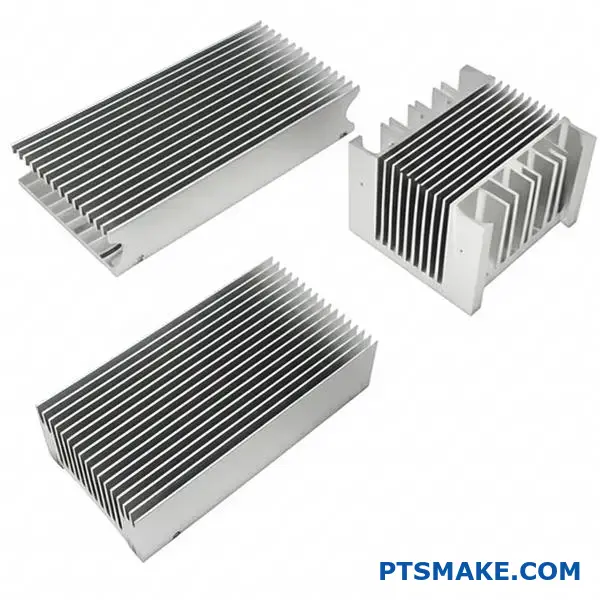
¿Cuáles son los tipos habituales de perfiles de disipadores térmicos extruidos?
Elegir el perfil de disipador de calor extruido adecuado es crucial. Influye directamente en el rendimiento térmico. El diseño no es sólo una cuestión estética, sino también física.
Exploremos los tres diseños principales que encontrará. Cada uno de ellos tiene una finalidad distinta.
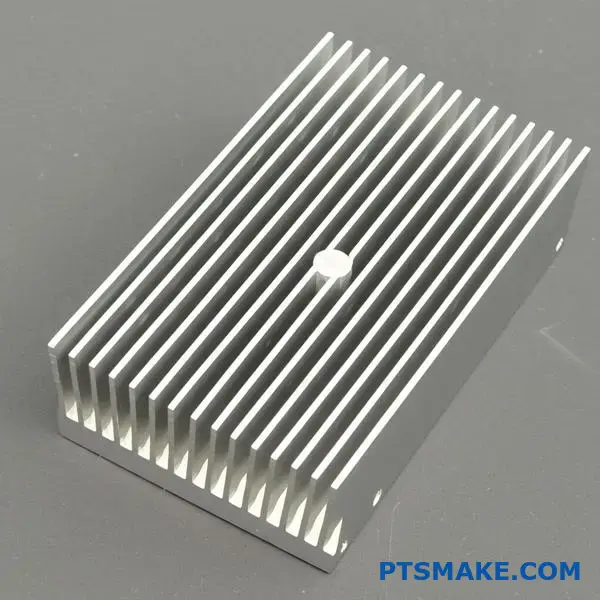
Perfiles de aleta lineales/rectos
Es el diseño más común y rentable. Las aletas discurren paralelas entre sí. Son ideales para aplicaciones con un flujo de aire constante y direccional.
Perfiles de aleta abocinada
En este caso, las aletas están inclinadas hacia fuera. Este diseño reduce la resistencia al aire y mejora el flujo de aire, especialmente en entornos de convección natural.
Perfiles de aleta estriados/entrelazados
Estos perfiles tienen aletas con cortes transversales. Esto rompe la capa límite del flujo de aire, favoreciendo las turbulencias y mejorando la refrigeración desde múltiples direcciones.
| Tipo de perfil | Característica principal | Lo mejor para |
|---|---|---|
| Lineal/Recto | Aletas simples y paralelas | Convección forzada (ventiladores) |
| Acampanado | Aletas en ángulo | Convección natural |
| Castellada | Aletas transversales | Flujo de aire multidireccional |
Comprender las ventajas y desventajas de cada perfil ayuda a tomar una decisión con conocimiento de causa. No siempre se trata de elegir el diseño más complejo. El entorno dicta la mejor solución.
En profundidad: Aletas lineales/rectas
Ventajas y aplicaciones
Su sencilla geometría facilita su fabricación. Esto reduce los costes y acelera los plazos de producción. A menudo lo recomendamos para proyectos con un ventilador dedicado o flujo de aire canalizado, en los que el rendimiento es predecible y fiable.
Desventajas
En convección natural, las aletas rectas densamente empaquetadas pueden atrapar el calor. Si no están espaciadas correctamente, pueden obstruir el flujo de aire. Esto reduce su eficiencia global sin aire forzado.
En profundidad: Aletas acampanadas
Ventajas y aplicaciones
Las aletas abocinadas son excelentes cuando el espacio es abierto y el aire se mueve de forma natural. El ensanchamiento reduce la caída de presión del aire. También ayuda a interrumpir la capa límite6, mejorando el intercambio de calor con el aire circundante. Son ideales para los sistemas de refrigeración pasiva.
Desventajas
El proceso de extrusión es ligeramente más complejo que el de las aletas rectas. Esto puede suponer un pequeño aumento del coste de las herramientas. La huella total también puede ser mayor.
En profundidad: Aletas en relieve/entrelazadas
Ventajas y aplicaciones
Están especializados para entornos complejos. Los cortes crean turbulencias, lo que mejora la transferencia de calor. Funcionan bien en aplicaciones en las que la dirección del flujo de aire es impredecible o procede de múltiples ángulos.
Desventajas
El aumento de la superficie tiene como contrapartida una mayor caída de presión. Esto puede ser un problema para los ventiladores de baja potencia. En PTSMAKE, modelamos cuidadosamente el flujo de aire para garantizar que este perfil proporcione un beneficio neto.
| Perfil | Rendimiento térmico | Factor de coste | Flujo de aire ideal |
|---|---|---|---|
| Lineal/Recto | Bueno (Forzado) | Bajo | Unidireccional |
| Acampanado | Excelente (Natural) | Bajo-Medio | Natural/velocidad baja |
| Castellada | Muy bueno (complejo) | Medio | Multidireccional |
Elegir el perfil adecuado es una cuestión de equilibrio. Las aletas rectas son muy versátiles. Las aletas abocinadas son ideales para sistemas sin ventilador. Los perfiles acanalados resuelven problemas complejos de flujo de aire, pero requieren un análisis minucioso para justificar su uso. Cada uno tiene su lugar en una gestión térmica eficaz.
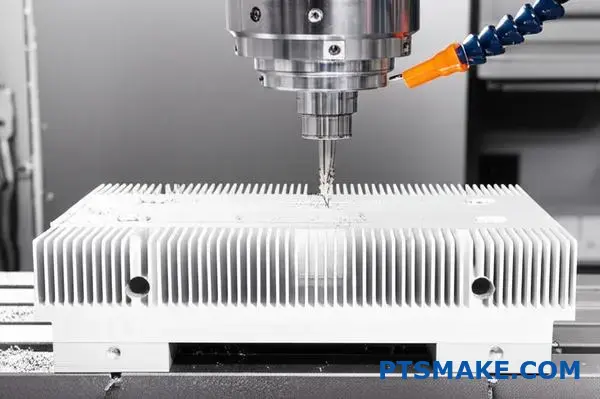
¿Qué tipos de operaciones de mecanizado secundario se realizan habitualmente?
La extrusión crea un perfil uniforme. Pero la pieza bruta y larga rara vez es el producto final. El mecanizado secundario es lo que la convierte en un componente funcional.
Esto implica varios pasos clave. Empezamos cortando la extrusión a una longitud precisa. A continuación, solemos taladrar y roscar agujeros para el montaje.
Por último, el mecanizado CNC más complejo añade características específicas. Estas operaciones son cruciales para crear una pieza acabada como un disipador de calor extruido.
| Operación | Objetivo principal |
|---|---|
| Corte a medida | Conseguir dimensiones específicas de las piezas |
| Taladrado/roscado | Añadir orificios de montaje |
| Mecanizado CNC | Cree recortes y características personalizadas |
| Matamoscas | Mejorar la planitud de la superficie |
Un perfil extruido recién salido de la matriz es sólo un punto de partida. En PTSMAKE, sabemos que el valor real procede de estas operaciones secundarias. Cada paso añade precisión y prepara la pieza para su aplicación final.
Corte a medida
El primer paso es siempre el corte. Las extrusiones se fabrican en secciones largas. Utilizamos sierras de precisión para cortar cada pieza a la longitud exacta especificada en el diseño. Este paso fundamental garantiza que la pieza encaje a la perfección.
Taladrado y roscado de orificios de montaje
La mayoría de las piezas necesitan estar unidas a otra cosa. Taladramos agujeros para tornillos y pernos. El roscado añade roscas en el interior de estos orificios. Esto permite un montaje seguro y repetible. Sin esto, la pieza no puede integrarse.
Mecanizado CNC para recortes de componentes
Los diseños modernos requieren características complejas. El fresado CNC nos permite crear cavidades, ranuras y recortes personalizados. Esto es esencial para montar componentes electrónicos, conectores u otros componentes en la pieza.
Corte al vuelo para mejorar la planitud
Para piezas como un disipador térmico extruido, la planitud es fundamental. El corte al vuelo recorta una capa microfina de la base. Este proceso consigue un alto grado de coplanaridad7, garantizando la máxima superficie de contacto para la transferencia de calor.
| Necesidad del proceso | Impacto en el producto final |
|---|---|
| Corte | Define el factor de forma básico. |
| Taladrado/roscado | Permite el montaje mecánico. |
| Recortes CNC | Permite la integración de sistemas. |
| Matamoscas | Optimiza el rendimiento térmico o mecánico. |
El mecanizado posterior a la extrusión no es negociable para crear piezas funcionales. Estas operaciones secundarias aportan las características críticas y la precisión necesarias para que un perfil en bruto se convierta en un componente fiable listo para el montaje en su producto final.
¿Cómo varían las normas de acabado superficial (por ejemplo, los tipos de anodizado)?
El anodizado no es un proceso único. El tipo específico que elija altera drásticamente las propiedades finales de su pieza. Influye en la durabilidad, el color e incluso el coste.
Anodizado Tipo II vs. Tipo III
La principal diferencia es el grosor y la dureza del revestimiento. El tipo II es un acabado decorativo convencional. El tipo III, o revestimiento duro, es de alto rendimiento.
| Tipo de anodizado | Nombre común | Espesor típico |
|---|---|---|
| Tipo II | Convencional/Claro | 0.0002" - 0.001" |
| Tipo III | Capa dura | 0.001" - 0.004" |
Esta elección es fundamental para la vida útil y el funcionamiento del componente.

Principales diferencias de rendimiento
Elegir el tipo de anodizado adecuado va más allá del aspecto. Es una decisión crítica de ingeniería que afecta al rendimiento y la longevidad. En PTSMAKE siempre guiamos a nuestros socios en esta elección.
Durabilidad y dureza
El anodizado de capa dura de tipo III crea una capa mucho más densa y dura. Esto ofrece una resistencia superior a la abrasión para piezas en entornos de alto desgaste. El Tipo II es más blando, pero ofrece una excelente protección contra la corrosión para la mayoría de las aplicaciones.
Propiedades térmicas y eléctricas
Las opciones de anodizado influyen en la emisividad térmica. Esto es crucial para piezas como un disipador de calor extruido. Un acabado anodizado negro, ya sea de tipo II o III, irradia calor con más eficacia que uno transparente o de color.
Ambos tipos mejoran el aislamiento. El revestimiento de Tipo III, más grueso, proporciona un rigidez dieléctrica8. Se trata de una ventaja clave para las cajas o componentes electrónicos que necesitan aislamiento eléctrico.
Color y coste
El anodizado de tipo II es más fácil de teñir y ofrece un amplio espectro de colores. La densidad del anodizado de tipo III dificulta el teñido y suele dar lugar a tonos más oscuros y apagados.
El proceso de revestimiento duro requiere más energía y tiempo, por lo que el Tipo III es más caro que el Tipo II.
| Característica | Tipo II (convencional) | Tipo III (revestimiento duro) |
|---|---|---|
| Durabilidad | Buena resistencia a la corrosión | Excelente resistencia a la abrasión y al desgaste |
| Aislamiento | Moderado | Alta |
| Opciones de color | Amplia gama | Limitado, a menudo oscuro |
| Coste | Baja | Más alto |
Elegir bien significa equilibrar las necesidades técnicas de su aplicación con su presupuesto.
Elegir entre dos tipos de anodizado implica hacer concesiones. El tipo II es ideal para piezas estéticas que necesitan resistencia a la corrosión. El tipo III ofrece una dureza y un aislamiento superiores para aplicaciones funcionales exigentes. La decisión final dependerá del equilibrio entre las necesidades de rendimiento y el presupuesto.
¿Cuáles son las reglas de diseño típicas de un perfil de extrusión personalizado?
Diseñar un nuevo perfil de extrusión requiere equilibrio. Debe satisfacer necesidades funcionales. Pero también debe ser fabricable.
La clave está en seguir unas normas básicas. Estas directrices garantizan que su diseño pueda producirse con eficacia. Así se evitan costosas modificaciones posteriores de las herramientas.
Directrices clave para un nuevo perfil
Nos centramos en cuatro áreas principales. El grosor de las paredes, la relación de aspecto, los radios de las esquinas y la relación de lengüeta. Hacerlo bien desde el principio es crucial para el éxito.
| Norma de diseño | Directriz general |
|---|---|
| Espesor de pared | Mantener la uniformidad |
| Relación de aspecto | Objetivo: ratios bajos |
| Radios de esquina | Evite las esquinas afiladas |
| Relación lingual | Respete los límites de material |
Estas reglas ayudan a gestionar el flujo de metal. También reducen la tensión en la matriz de extrusión.
Profundizar en las normas de diseño de perfiles
Profundicemos en estos conceptos. Comprenderlos evita problemas comunes. En PTSMAKE, guiamos a nuestros clientes a través de estos detalles. Esto garantiza una transición fluida del diseño a la producción.
Relación de aspecto y espesor de pared
Una relación de aspecto elevada puede causar problemas. Significa que una dimensión es mucho mayor que otra. Esto puede provocar que el material fluya de forma irregular y se deforme.
Es fundamental que el grosor de las paredes sea constante. Los cambios drásticos de grosor provocan un enfriamiento desigual. Esto provoca tensiones internas y distorsiones en la pieza final. Siempre recomendamos transiciones graduales si la variación de grosor es inevitable.
Radios de esquina
Las esquinas internas afiladas son difíciles de extrudir. Crean puntos de gran tensión en la matriz. Esto puede provocar la rotura de la matriz y ralentizar la producción.
Es mejor añadir un radio generoso. Mejora el flujo de metal y aumenta la vida útil de la herramienta. Una regla sencilla es hacer que el radio interior sea al menos la mitad del grosor de la pared. Para piezas complejas como un disipador de calor extruido9, Los radios adecuados son esenciales para el rendimiento y la durabilidad.
Comprender la relación lingual
La relación de lengüeta es un factor crítico. Define la relación entre la anchura y la altura de un hueco estrecho o canal en la matriz.
Una proporción elevada debilita la "lengüeta" de la matriz. Este elemento metálico puede doblarse o romperse bajo la inmensa presión de la extrusión. Respetar los límites específicos del material para esta relación no es negociable para conseguir un utillaje robusto.
Seguir estas reglas de diseño garantiza que su perfil sea fabricable y rentable. Las consideraciones clave incluyen mantener un grosor de pared uniforme, utilizar radios de esquina generosos y controlar las relaciones de aspecto y lengüeta. Este enfoque evita retrasos en la producción y fallos en las herramientas, garantizando un producto final de alta calidad.
¿Cómo se especifica correctamente un disipador de calor personalizado para su fabricación?
Un plano detallado es su principal herramienta de comunicación. Indica al fabricante exactamente qué debe construir. Hacer bien este documento es fundamental.
Evita errores costosos y ahorra tiempo de producción. Esta sencilla lista de comprobación cubre todos los aspectos esenciales.
Si lo sigue, se asegurará de que su disipador de calor extruido personalizado se fabrique correctamente. Hagamos realidad su diseño, tal y como lo planeó.
Dibujo de perfil: El plano
La vista de perfil de su dibujo es la parte más crítica. Debe mostrar la sección transversal de la extrusión. Cada característica necesita una cota.
Esto incluye la altura de las aletas, el grosor de las aletas y el grosor de la base. No olvide incluir las tolerancias de todas las dimensiones críticas. De este modo se garantiza que el disipador de calor encaje perfectamente en el conjunto.
Material y longitud: La Fundación
Especificación del material
La elección del material influye directamente en el rendimiento. Debe especificar la aleación de aluminio y el temple exactos. Por ejemplo, "Aleación 6063-T5" es común para los disipadores de calor.
Este detalle es crucial. Define la resistencia de la pieza, su mecanizabilidad y Conductividad térmica10. Las distintas aleaciones se enfrían de forma diferente.
| Aleación | Conductividad térmica (W/mK) | Característica clave |
|---|---|---|
| 6061-T6 | 167 | Buena resistencia, mecanizable |
| 6063-T5 | 201 | Excelente para extrusión, buen acabado |
| 1050A | 229 | Alta pureza, mejor conductividad |
Longitud de corte y tolerancia
También es necesario especificar la longitud de corte final de la pieza. Igual de importante es la tolerancia de esa longitud. Una especificación como "100 mm ± 0,2 mm" es clara y aplicable a la fabricación.
Es esencial que las especificaciones del núcleo sean correctas. El dibujo del perfil, la elección del material y las dimensiones de longitud constituyen la base. Estos detalles repercuten directamente en el rendimiento térmico, el coste y el montaje final, y contribuyen al éxito de su proyecto.
Operaciones secundarias: Añadir funciones
La mayoría de los disipadores de calor requieren un mecanizado adicional tras la extrusión. Estas operaciones secundarias deben estar claramente definidas.
Esto incluye taladrar orificios de montaje, roscar o fresar cajeras. Cada elemento necesita datos precisos de ubicación y tolerancias en el plano. De este modo, los operarios no tienen que hacer conjeturas.
Toques finales: Acabado superficial
El acabado de la superficie protege el disipador de calor y puede mejorar el rendimiento. Debe especificarlo claramente. "Anodizado negro" es una petición habitual tanto por el aspecto como por la resistencia a la corrosión.
Sea específico. Una llamada completa se parece a esto: "Anodizado negro según MIL-A-8625, Tipo II, Clase 2". Esto nos dice todo lo que necesitamos saber.
| Especificación | Descripción | Ejemplo común |
|---|---|---|
| Estándar | El pliego de condiciones | MIL-A-8625 |
| Tipo | Define el proceso de anodización | Tipo II (ácido sulfúrico) |
| Clase | Define el color | Clase 2 (teñido, por ejemplo, negro) |
Este nivel de detalle garantiza que el acabado sea homogéneo y cumpla sus requisitos.
Esta lista de comprobación es su plan para el éxito del proyecto. Un dibujo completo y sin ambigüedades es el documento más importante que puede proporcionar.
En PTSMAKE, nos basamos en dibujos claros para entregar piezas de alta calidad que satisfagan sus necesidades exactas. Garantiza un proceso fluido desde el presupuesto hasta la producción.
Utilice esta lista de comprobación en su próximo proyecto. Le ayudará a comunicarse claramente con su socio fabricante, garantizando la precisión y evitando retrasos.
Analizar un diseño de refrigeración para una luz LED de alta potencia.
Vamos a abordar un reto habitual: la refrigeración de un LED COB de 100 W para una luminaria industrial de gran altura. La refrigeración pasiva es el objetivo de la fiabilidad.
El núcleo de nuestra solución es un disipador térmico extruido. Este método es rentable y muy eficaz para esta aplicación. Debemos elegir el perfil y la orientación adecuados.
Refrigeración pasiva frente a activa
| Característica | Refrigeración pasiva | Refrigeración activa |
|---|---|---|
| Fiabilidad | Muy alta | Inferior (partes móviles) |
| Mantenimiento | Ninguno | Necesario (ventiladores) |
| Coste | Baja | Más alto |
| Ruido | En silencio | Audible |
Nuestro diseño se centrará en maximizar el rendimiento sin ventiladores.

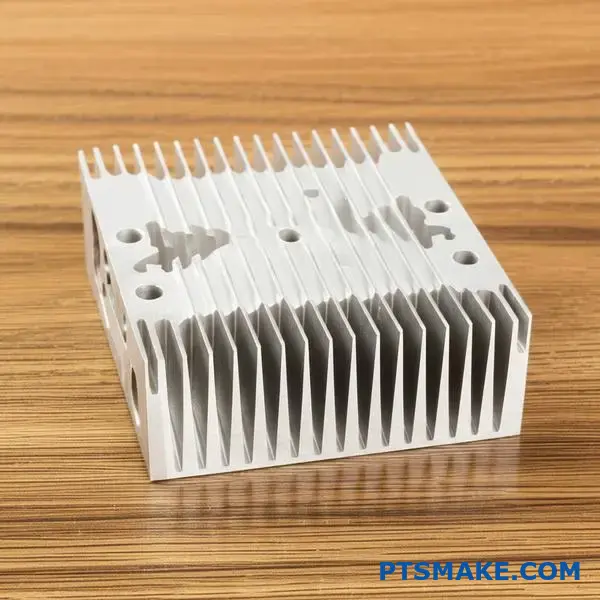
Selección y diseño del disipador de calor
Para un LED de 100 W, es necesario un gran disipador de calor de aluminio extruido. Optamos por un perfil con aletas altas y finas. Este diseño maximiza la superficie disponible para la disipación del calor. En PTSMAKE, a menudo mecanizamos perfiles personalizados por CNC para obtener un rendimiento óptimo.
La orientación es fundamental. Las aletas deben estar verticales. Esto permite que el aire caliente suba libremente, creando un flujo de aire que atrae aire más frío desde abajo. Colocarlas horizontalmente atraparía el calor. El objetivo es minimizar Resistencia térmica11 del LED al aire.
TIM y método de montaje
Especificamos una almohadilla térmica de alto rendimiento como material de interfaz térmica (TIM). Aunque la pasta puede ofrecer inicialmente un rendimiento ligeramente superior, las almohadillas son más fiables y constantes en entornos industriales. Con el tiempo, no se secan ni bombean.
El método de montaje implica cuatro tornillos. Estos tornillos estarán en las esquinas de la base de montaje del LED COB. Esto asegura una presión uniforme en todo el TIM. Crea una conexión térmica sólida y fiable.
Compromisos en el diseño del núcleo
| Factor | Decisión y justificación |
|---|---|
| Rendimiento frente a coste | Elija un perfil extruido más grande. El mayor coste inicial se compensa con la fiabilidad a largo plazo y el nulo mantenimiento. |
| Tamaño frente a estética | Tamaño prioritario para el rendimiento térmico. El entorno industrial de la luminaria de gran altura hace que la estética sea secundaria. |
| Simplicidad frente a complejidad | Un sistema pasivo es más sencillo. Evita los puntos de fallo de los sistemas activos, como los ventiladores, cruciales para el uso industrial. |
Esta solución pasiva garantiza la fiabilidad a largo plazo de la luz LED de alta potencia. Las opciones de diseño priorizan el rendimiento y la durabilidad en un entorno industrial mediante el uso de un disipador de calor extruido, un TIM y un método de montaje específicos.
Soluciones de disipadores de calor extruidos personalizados de calidad superior con PTSMAKE
¿Está listo para elevar su proyecto con disipadores de calor extruidos diseñados por expertos? Póngase en contacto con PTSMAKE hoy mismo para obtener un presupuesto rápido y detallado: nuestro equipo de especialistas en fabricación de precisión está deseando satisfacer sus demandas exactas de diseño, calidad y rendimiento. Envíenos su consulta ahora y experimente la verdadera asociación de fabricación.

Descubra cómo las propiedades direccionales de los materiales pueden influir en la gestión térmica de sus diseños. ↩
Aprenda cómo los diferentes tratamientos térmicos transforman la resistencia final y el rendimiento de las aleaciones de aluminio. ↩
Comprenda cómo influye este efecto en la precisión dimensional final y la eficiencia térmica de su diseño. ↩
Comprender el papel de la temperatura uniforme en el análisis térmico ideal. ↩
Descubra cómo esta propiedad es crucial para mejorar el rendimiento de refrigeración radiativa de su disipador de calor. ↩
Descubra cómo afecta esta capa de aire invisible a la disipación del calor y por qué el diseño de las aletas es crucial para romperla. ↩
Descubra cómo la planitud de las superficies influye directamente en el rendimiento y la fiabilidad. ↩
Descubra cómo esta propiedad eléctrica puede proteger de fallos a sus componentes electrónicos sensibles. ↩
Aprenda cómo esta relación crítica afecta a la resistencia de la herramienta y a la fabricabilidad de su perfil. ↩
Descubra cómo influye la elección del material en la eficacia de refrigeración y el rendimiento general de su disipador de calor. ↩
Descubra cómo esta métrica clave cuantifica el rendimiento de la disipación de calor en la gestión térmica. ↩






