

Die CNC-Bearbeitung von Titan sieht einfach aus, bis Sie mit Hitzeentwicklung, Kaltverfestigung und Werkzeugverschleiß konfrontiert werden, die Ihre Teile zerstören und Ihr Budget sprengen können. Viele Hersteller kämpfen bei der Bearbeitung dieses anspruchsvollen Materials mit uneinheitlicher Qualität und gescheiterten Projekten.
Die CNC-Bearbeitung von Titan erfordert spezielle Techniken, geeignete Kühlsysteme und eine präzise Werkzeugauswahl, um die geringe Wärmeleitfähigkeit von Titan und die Tendenz zur Kaltverfestigung zu überwinden und gleichzeitig enge Toleranzen für Hochleistungsanwendungen einzuhalten.

Ich habe bei PTSMAKE mit Titanteilen aus der Luft- und Raumfahrt, der Medizin und der Schifffahrt gearbeitet. Dieses Material erfordert Respekt und Wissen. Der richtige Ansatz verwandelt Titan von einem problematischen Material in Präzisionskomponenten, die in kritischen Anwendungen einwandfrei funktionieren. Im Folgenden möchte ich Ihnen die wesentlichen Erkenntnisse vermitteln, die eine erfolgreiche Titanbearbeitung von kostspieligen Fehlschlägen unterscheiden.
Warum ist die CNC-Bearbeitung von Titan für die Hochleistungsindustrie wichtig?
Haben Sie schon einmal ein Material für ein kritisches Bauteil spezifiziert, um dann festzustellen, dass es bei Belastung, Korrosion oder Ermüdung versagt? Dieser Moment des Versagens ist der Moment, in dem Hochleistungswerkstoffe unverzichtbar werden.
Die CNC-Bearbeitung von Titan ist für die Hochleistungsindustrie unverzichtbar, da sie das hervorragende Verhältnis von Festigkeit zu Gewicht, Korrosionsbeständigkeit und Biokompatibilität des Metalls mit der absoluten Präzision der computergesteuerten Bearbeitung kombiniert. So entstehen zuverlässige, komplexe Teile, die den strengsten Normen der Luft- und Raumfahrt, der Medizintechnik und der Automobilindustrie entsprechen.

Titan ist nicht einfach nur ein weiteres Metall, sondern eine Lösung für einige der schwierigsten technischen Herausforderungen. Sein Wert ergibt sich aus einer einzigartigen Kombination von Eigenschaften, die andere Materialien einfach nicht bieten können. Das Verständnis dieser Eigenschaften ist der erste Schritt, um zu verstehen, warum Titan die erste Wahl für Teile ist, bei denen ein Versagen nicht in Frage kommt.
Das unschlagbare Verhältnis von Stärke zu Gewicht
Wenn Ingenieure über das Verhältnis von Festigkeit zu Gewicht sprechen, meinen sie damit, wie stark ein Material im Verhältnis zu seiner Dichte ist. Hier kann Titan, insbesondere Legierungen wie Ti-6Al-4V (Grade 5), wirklich glänzen. Es hat die Festigkeit vieler Stähle, ist aber etwa 45% leichter. Für Branchen wie die Luft- und Raumfahrt und die Hochleistungs-Automobilindustrie ist dies ein entscheidender Vorteil. Leichtere Flugzeugkomponenten bedeuten eine bessere Treibstoffeffizienz und eine höhere Nutzlastkapazität. Bei einem Rennwagen führt das geringere Gewicht zu einer schnelleren Beschleunigung und einem besseren Handling. Diese Eigenschaft ermöglicht die Konstruktion robuster, langlebiger Teile ohne den Gewichtsnachteil herkömmlicher Metalle und eröffnet damit neue Möglichkeiten für Innovationen.
Hervorragende Korrosionsbeständigkeit
Die Korrosionsbeständigkeit von Titan ist legendär. Es bildet von Natur aus eine dünne, inerte und stark haftende Oxidschicht, wenn es Sauerstoff ausgesetzt wird. Dieser Prozess der Passivierung1 schützt das Metall vor Angriffen durch eine Vielzahl von Säuren, Chloriden und Salzwasser. Das macht es unverzichtbar für Anwendungen in der Schifffahrt, der chemischen Verarbeitung und der Entsalzung. Während Edelstahl in rauen Salzwasserumgebungen mit der Zeit durch Lochfraß oder Spaltkorrosion angegriffen wird, bleiben Titanbauteile davon unberührt, was die Lebensdauer drastisch verlängert und die Wartungskosten senkt. Bei früheren Projekten von PTSMAKE haben wir erlebt, dass Kunden bei Unterwasserkomponenten auf Titan umgestiegen sind, um kostspielige und häufige Auswechslungen zu vermeiden.
Wesentliche Biokompatibilität
Für die medizinische Industrie ist die Interaktion eines Materials mit dem menschlichen Körper von entscheidender Bedeutung. Titan ist außergewöhnlich biokompatibel, d. h. es ist ungiftig, nicht allergen und wird vom Körper nicht abgestoßen. Dadurch kann es in einem Prozess, der Osseointegration genannt wird, direkt mit dem Knochen verschmelzen. Diese Eigenschaft macht es zum Goldstandard für medizinische Implantate wie Gelenkersatz (Hüfte, Knie), Zahnimplantate und Knochenschrauben. Seine Festigkeit sorgt dafür, dass die Implantate den mechanischen Belastungen des täglichen Lebens standhalten können, während seine Inertheit langfristige Sicherheit und Leistung im menschlichen Körper garantiert.
| Eigentum | Titan (Ti-6Al-4V) | Rostfreier Stahl (316L) | Aluminium (6061-T6) |
|---|---|---|---|
| Dichte (g/cm³) | ~4.43 | ~8.00 | ~2.70 |
| Zugfestigkeit (MPa) | ~950 | ~570 | ~310 |
| Kraft/Gewicht | Sehr hoch | Mittel | Hoch |
| Korrosionsbeständigkeit | Ausgezeichnet | Gut | Messe |
| Biokompatibilität | Ausgezeichnet | Messe | Schlecht |
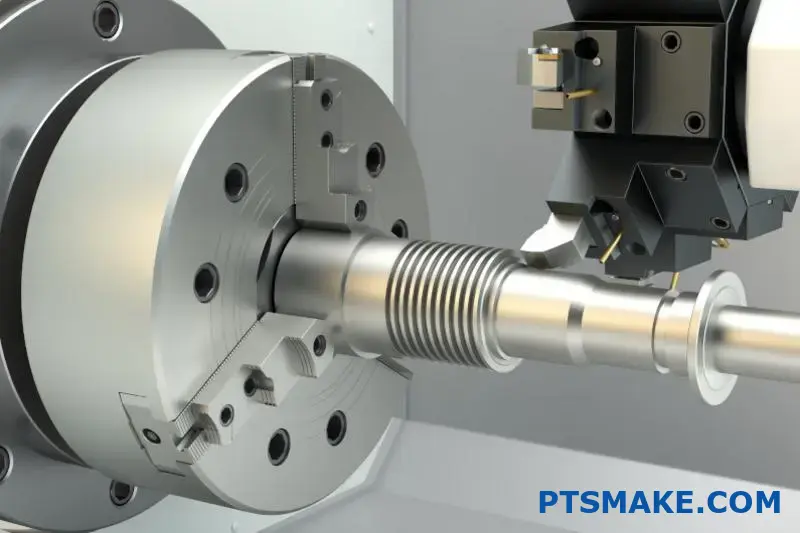
Die Eigenschaften von Titan sind zwar an sich schon beeindruckend, machen es aber auch zu einem notorisch schwer zu bearbeitenden Material. Es hat eine niedrige Wärmeleitfähigkeit, was zu einem Wärmestau am Schneidwerkzeug führt, und es neigt zu Abrieb und Schlierenbildung. Aus diesem Grund ist das Herstellungsverfahren ebenso wichtig wie das Material selbst. Man kann nicht einfach einen Titanblock auf eine beliebige Maschine werfen und gute Ergebnisse erwarten. Die CNC-Bearbeitung (Computer Numerical Control) ist der Schlüssel, der das volle Potenzial dieses fortschrittlichen Materials freisetzt.
Herausforderungen bei der Bearbeitung mit Präzision meistern
Die Herausforderungen bei der Bearbeitung von Titan - insbesondere die Wärmeentwicklung und Kaltverfestigung - erfordern ein hochgradig kontrolliertes und robustes Fertigungsverfahren. Die CNC-Bearbeitung ist dafür perfekt geeignet. Bei PTSMAKE verwenden wir Maschinen mit hoher Steifigkeit, optimierten Schnittgeschwindigkeiten und Hochdruck-Kühlmittelsystemen, die speziell für das Wärmemanagement und die Vermeidung von Werkzeugverschleiß ausgelegt sind. Spezielle Werkzeugwege, die in die CNC-Steuerung programmiert werden, sorgen für eine gleichmäßige Spankonzentration, die eine Kaltverfestigung des Materials während des Prozesses verhindert. Dieses Maß an Kontrolle ist mit manuellen Methoden einfach nicht möglich. So können wir Titan effizient schneiden, bohren und fräsen und dabei die Integrität des Materials erhalten und extrem enge Toleranzen einhalten.
Erzielung komplexer Geometrien und enger Toleranzen
In der Hochleistungsindustrie werden Teile mit komplizierten Designs und präzisen Abmessungen benötigt. Man denke nur an die komplexen inneren Kanäle einer Kraftstoffeinspritzdüse oder die konturierten Oberflächen eines künstlichen Hüftgelenks. Die 5-Achsen-CNC-Bearbeitung ermöglicht die Herstellung dieser komplexen Geometrien in einer einzigen Aufspannung. Dadurch wird das Risiko von Fehlern durch erneutes Aufspannen des Teils verringert und sichergestellt, dass alle Merkmale perfekt ausgerichtet sind. Unsere Fähigkeit, Toleranzen von wenigen Mikrometern einzuhalten, ist für unsere Kunden in der Luft- und Raumfahrt und in der Medizintechnik von entscheidender Bedeutung. Diese Präzision stellt sicher, dass die Bauteile perfekt passen, zuverlässig funktionieren und auch unter extremen Bedingungen optimal arbeiten.
Sicherstellung der Reproduzierbarkeit vom Prototyp bis zur Produktion
Vom ersten Prototyp bis zu einer Serie von Tausenden von Einheiten ist Konsistenz der Schlüssel. Die CNC-Bearbeitung ist ein digitaler Prozess. Sobald sich ein Programm bewährt hat, kann es immer wieder ausgeführt werden und jedes Mal identische Teile produzieren. Diese Wiederholbarkeit ist für Branchen, in denen die Konsistenz von Teil zu Teil eine behördliche oder sicherheitstechnische Anforderung ist, von entscheidender Bedeutung. Sie eliminiert die beim Gießen oder Schmieden häufig auftretenden Schwankungen und stellt sicher, dass jedes Bauteil, das unsere Maschinen verlässt, genau die gleichen Spezifikationen erfüllt wie das erste. Diese Zuverlässigkeit rationalisiert die Montage, vereinfacht die Qualitätskontrolle und stärkt das Vertrauen in das Endprodukt.

Der Wert von Titan wird durch sein außergewöhnliches Verhältnis von Festigkeit zu Gewicht, seine Korrosionsbeständigkeit und seine Biokompatibilität definiert. Diese Eigenschaften stellen jedoch erhebliche Herausforderungen bei der Herstellung dar. Hier wird die CNC-Bearbeitung von Titan unverzichtbar. Sie bietet die notwendige Kontrolle, um die Schwierigkeiten des Materials zu überwinden und ermöglicht die Herstellung komplexer Teile mit engen Toleranzen. Indem wir das überlegene Material mit einem Präzisionsfertigungsverfahren kombinieren, erschließen wir sein volles Potenzial für die Hochleistungsindustrie und gewährleisten Zuverlässigkeit und Konsistenz vom ersten bis zum letzten Teil.
Präzision und Toleranzen: Anspruchsvolle Spezifikationen erfüllen.
Haben Sie sich jemals Sorgen gemacht, dass eine winzige Abweichung in einem Titanbauteil zu einem katastrophalen Ausfall führen könnte? Bei Anwendungen, bei denen viel auf dem Spiel steht, kann selbst ein Fehler im Mikrometerbereich ein ganzes System gefährden.
Bei der CNC-Bearbeitung von Titan ist eine Präzision im Submikrometerbereich nicht nur möglich, sondern unerlässlich. Fortschrittliche Technologien, insbesondere die Schweizer Bearbeitung, in Kombination mit strengen Prozesskontrollen ermöglichen es uns, die strengsten Spezifikationen durchgängig zu erfüllen und sowohl optimale Leistung als auch kompromisslose Sicherheit bei kritischen Komponenten zu gewährleisten.

Wenn wir über Präzision bei der Titanbearbeitung sprechen, geht es um mehr als nur um das Erreichen eines Zielmaßes. Es geht um Wiederholbarkeit und Konsistenz über Tausende von Teilen hinweg. In anspruchsvollen Industriezweigen hängt die Leistung einer endgültigen Baugruppe oft von der Qualität ihrer kleinsten Komponenten ab. Hier wird die Wahl der Fertigungstechnologie entscheidend.
Die Rolle der modernen CNC-Technologie
Das Herzstück der hochpräzisen cnc-Bearbeitung von Titan ist die Maschine selbst. Standard-CNC-Fräsen und -Drehmaschinen sind zwar leistungsstark, doch für Teile mit extremen Toleranzanforderungen werden spezielle Geräte benötigt. Drehbänke nach Schweizer Art zum Beispiel sind eine echte Neuerung. Sie stützen das Werkstück direkt neben dem Schneidewerkzeug, wodurch Vibrationen und Durchbiegung erheblich reduziert werden. Dies ist besonders wichtig bei der Bearbeitung langer, schlanker Titanteile, bei denen sich das Material durch den Werkzeugdruck leicht verbiegen kann. Das Ergebnis ist eine hervorragende Oberflächengüte und die Möglichkeit, wesentlich engere Toleranzen einzuhalten. In früheren Projekten bei PTSMAKE haben wir festgestellt, dass die Schweizer Bearbeitung die Maßgenauigkeit bei bestimmten Geometrien um bis zu 50% im Vergleich zum herkömmlichen Drehen verbessern kann.
Prozesskontrolle und -optimierung
Technologie allein ist nicht genug. Der Bearbeitungsprozess muss genauestens kontrolliert werden. Dazu gehören mehrere Schlüsselfaktoren:
- Werkzeugweg-Strategie: Wir verwenden fortschrittliche CAM-Software, um optimierte Werkzeugwege zu erstellen, die den Werkzeugverschleiß und die thermische Belastung des Titanteils minimieren. Dies gewährleistet gleichbleibende Schnittkräfte und trägt zur Erhaltung der Materialeigenschaften bei. Formbeständigkeit)2.
- Schneidewerkzeuge: Die Verwendung der richtigen Schneidwerkzeuge - insbesondere solcher mit scharfen Kanten und speziellen Beschichtungen für Titan - ist unverzichtbar. Abgenutzte oder falsche Werkzeuge können Hitze und Spannungen verursachen, was zu Maßungenauigkeiten führt.
- Wärmemanagement: Die geringe Wärmeleitfähigkeit von Titan bedeutet, dass sich die Wärme in der Schneidzone staut. Wir verwenden Hochdruck-Kühlmittelsysteme, um Wärme und Späne effizient abzuführen und eine thermische Ausdehnung zu verhindern, die die Toleranzen beeinträchtigen könnte.
Unsere internen Tests haben ergeben, dass eine Kombination dieser Faktoren die Ultrapräzision erst wirklich möglich macht.
| Merkmal | Standard-CNC-Drehen | Bearbeitung nach Schweizer Art |
|---|---|---|
| Werkstückauflage | Unterstützt an den Enden | Unterstützt in der Nähe des Werkzeugs |
| Schwingungsdämpfung | Mäßig | Ausgezeichnet |
| Ideales Teilprofil | Kürzer, größerer Durchmesser | Lange, schlanke Teile |
| Typische Toleranz | ±0,015 mm | So niedrig wie ±0,002 mm |
Die theoretische Fähigkeit, eine bestimmte Toleranz zu erreichen, ist eine Sache; die praktischen Auswirkungen zu verstehen, ist eine andere. Für Ingenieure in Bereichen wie der Luft- und Raumfahrt oder der Medizintechnik ist Präzision nicht nur ein "Nice-to-have"-Merkmal auf einer Zeichnung. Sie ist eine grundlegende Anforderung, die direkt mit Leistung, Zuverlässigkeit und menschlicher Sicherheit zusammenhängt. Eine in Mikrometern gemessene Abweichung kann den Unterschied zwischen einer erfolgreichen Mission und einem kritischen Ausfall ausmachen.
Auswirkungen auf Luft- und Raumfahrt und Verteidigung
In der Luft- und Raumfahrt sind die Folgen eines Bauteilversagens gravierend. Titanlegierungen werden aufgrund ihrer hohen Festigkeit im Verhältnis zum Gewicht und ihrer Korrosionsbeständigkeit in kritischen Anwendungen wie Fahrwerkskomponenten, Triebwerksturbinenschaufeln und strukturellen Verbindungselementen eingesetzt.
- Komponenten des Motors: Turbinenschaufeln und -scheiben arbeiten unter extremen Temperaturen und Drehzahlen. Präzise Schaufelkonturen sind entscheidend für die aerodynamische Effizienz und den Kraftstoffverbrauch. Jede Abweichung kann die Luftströmung stören, die Leistung verringern und im Laufe der Zeit zu Ermüdungsbrüchen führen.
- Strukturelle Integrität: Befestigungselemente und Beschläge, die die Zelle zusammenhalten, müssen genau bemessen sein, um eine ordnungsgemäße Presspassung zu gewährleisten. Eine lockere Passung kann zu Schwingungsermüdung führen, während eine zu enge Passung Spannungskonzentrationen hervorrufen kann, die einen potenziellen Fehlerpunkt darstellen.
Kritikalität im medizinischen Bereich
In der Medizinprodukteindustrie wird ein noch höheres Maß an Präzision verlangt. Wenn ein Bauteil in den menschlichen Körper implantiert wird, gibt es keinen Spielraum für Fehler.
- Orthopädische Implantate: Komponenten wie Knochenschrauben, Wirbelsäulenfixationssysteme und Gelenkersatz müssen perfekt auf die Anatomie des Patienten und die dazugehörigen Teile abgestimmt sein. Eine falsch dimensionierte Titanschraube könnte eine Knochenplatte nicht befestigen, was zu einem chirurgischen Misserfolg führen und eine Revisionsoperation erforderlich machen könnte.
- Chirurgische Instrumente: Die Präzision von chirurgischen Werkzeugen aus Titan, wie z. B. Pinzetten und Skalpelle, wirkt sich unmittelbar auf die Fähigkeit des Chirurgen aus, heikle Eingriffe durchzuführen. Die Ausrichtung und Schärfe, die durch die Präzisionsbearbeitung erreicht werden, stellen sicher, dass die Instrumente genau wie vorgesehen funktionieren.
Die nachstehende Tabelle zeigt, wie die Toleranzen direkt mit dem Anwendungsrisiko korrelieren.
| Anmeldung | Beispiel für eine Komponente | Typische Toleranz | Konsequenz der Abweichung |
|---|---|---|---|
| Luft- und Raumfahrt | Turbinenschaufel-Wurzel | ±0,005 mm | Geringere Motorleistung, Ermüdungsrisiko |
| Medizinische | Gewinde der Knochenschraube | ±0,003 mm | Schlechte Fixierung, Lockerung des Implantats |
| Automobilindustrie | Turbolader-Welle | ±0,010 mm | Unwucht, vorzeitiger Lagerausfall |

Unter cnc-Bearbeitung von TitanDie Einhaltung anspruchsvoller Spezifikationen ist nicht verhandelbar. Es beginnt mit der Erkenntnis, dass selbst Fehler im Mikrometerbereich erhebliche Folgen haben können. Durch den Einsatz fortschrittlicher Technologien wie der Swiss-Style-Bearbeitung und die Implementierung strenger Prozesskontrollen können wir die geforderten strengen Toleranzen konsequent einhalten. Diese Verpflichtung zur Präzision gewährleistet die Zuverlässigkeit und Sicherheit kritischer Komponenten in hochsensiblen Branchen wie der Luft- und Raumfahrt und der Medizintechnik, wo die Leistung direkt von der Genauigkeit jedes gefertigten Teils abhängt.
Oberflächenbearbeitungstechniken für CNC-Teile aus Titan.
Haben Sie schon einmal das Design eines Titanbauteils fertiggestellt und waren dann bei der Wahl der Oberflächenbehandlung ratlos? Die Wahl der falschen Oberfläche kann die Leistung des Teils beeinträchtigen, was zu Korrosion, übermäßigem Verschleiß oder einem wenig beeindruckenden Aussehen führt.
Die beste Oberfläche für CNC-Teile aus Titan hängt von Ihren spezifischen Anforderungen ab. Zu den wichtigsten Optionen gehören Eloxieren für hervorragende Korrosionsbeständigkeit, Perlstrahlen für eine gleichmäßige matte Textur und Polieren für eine glatte, spiegelnde Oberfläche. Die PVD-Beschichtung bietet eine außergewöhnliche Härte, während die Pulverbeschichtung robuste Farboptionen bietet.

Nach Abschluss der primären CNC-Bearbeitung von Titan ist die von Ihnen gewählte Oberflächenbehandlung mehr als nur eine kosmetische Auffrischung; sie ist eine wichtige technische Entscheidung, die die endgültigen Eigenschaften des Teils bestimmt. Nach meiner Erfahrung bei PTSMAKE ist die Abstimmung der Endbearbeitungstechnik auf die beabsichtigte Anwendung des Teils der Schlüssel zum Erfolg. Sehen wir uns einige der gängigsten und effektivsten Methoden an.
Eloxieren: Die natürlichen Stärken des Titans verstärken
Anders als bei Aluminium wird beim Eloxieren von Titan (Typ II und Typ III) nicht einfach nur eine Beschichtung aufgetragen, sondern die bestehende schützende Oxidschicht auf der Oberfläche vergrößert. Dadurch wird die dem Material innewohnende Widerstandsfähigkeit gegen Korrosion und Verschleiß deutlich erhöht.
Funktioneller und ästhetischer Gewinn
Die verdickte Oxidschicht, die durch das Eloxieren entsteht, ist fest mit dem Teil verbunden, so dass sie nicht abplatzen oder abblättern kann. Dies ist entscheidend für medizinische Implantate, bei denen die Biokompatibilität nicht verhandelbar ist und die Oberfläche stabil bleiben muss. Der Prozess der Passivierung3 wird effektiv aufgeladen. Ästhetisch gesehen kann das Eloxieren eine Reihe von Farben erzeugen, indem die Dicke der Oxidschicht, die das Licht unterschiedlich bricht, variiert wird. Allerdings ist die Farbpalette im Vergleich zu Aluminium eher subtil und begrenzt.
Perlstrahlen: Für ein sauberes, einheitliches Aussehen
Perlstrahlen ist ein beliebtes Verfahren zur Erzeugung einer nicht reflektierenden, satinierten Oberfläche. Dabei werden feine Glasperlen mit hohem Druck gegen die Oberfläche des Werkstücks geschleudert. Diese Methode eignet sich hervorragend, um kleine Unebenheiten und Werkzeugspuren zu verbergen, die bei der Bearbeitung entstanden sind. Sie erzeugt eine saubere, gleichmäßige Textur, die sowohl optisch ansprechend als auch funktional ist, da sie dazu beitragen kann, die bei der Bearbeitung entstehende Oberflächenbelastung zu verringern.
Polieren: Erzielen einer makellosen Oberfläche
Für Anwendungen, die eine geringe Reibung oder ein hochwertiges kosmetisches Aussehen erfordern, geht nichts über das Polieren. Das Verfahren kann von einer einfachen Satinierung bis hin zu einer vollständigen Hochglanzpolitur reichen. Eine glattere Oberfläche ist nicht nur eine Frage des Aussehens, sondern reduziert auch die mikroskopischen Spitzen und Täler, in denen Risse entstehen können, was die Lebensdauer eines Bauteils erhöhen kann. Das Polieren von Titan kann aufgrund seiner Neigung zum Aufplatzen eine Herausforderung sein, aber das Ergebnis ist ein Teil, das nicht nur schön ist, sondern sich auch leichter reinigen und sterilisieren lässt.
| Finishing-Methode | Hauptnutzen | Gemeinsame Bewerbung | Relative Kosten |
|---|---|---|---|
| Eloxieren (Typ II) | Korrosionsbeständigkeit, Farbe | Medizinische Implantate, Luft- und Raumfahrt | Mäßig |
| Perlstrahlen | Gleichmäßig mattes Finish | Allgemeine Komponenten | Niedrig |
| Polieren | Geringe Reibung, Ästhetik | Leistungsstarke Teile | Hoch |

Während bei den bisherigen Methoden die bestehende Titanoberfläche behandelt wird, wird bei einer anderen Kategorie von Beschichtungen eine völlig neue Materialschicht aufgetragen. Diese Beschichtungen können Eigenschaften einbringen, die Titan allein nicht besitzt, und eröffnen neue Möglichkeiten für Leistung und Haltbarkeit. Hier kommen fortschrittliche Techniken ins Spiel, die Lösungen für einige der anspruchsvollsten technischen Herausforderungen bieten.
PVD-Beschichtung: Für extreme Langlebigkeit
Physical Vapor Deposition (PVD) ist ein ausgeklügeltes Vakuumbeschichtungsverfahren, bei dem eine sehr dünne, aber extrem harte Keramikbeschichtung auf das Teil aufgebracht wird. Beschichtungen wie Titannitrid (TiN) oder diamantähnlicher Kohlenstoff (DLC) können die Oberflächenhärte eines Titanbauteils drastisch erhöhen und es außergewöhnlich kratz- und verschleißfest machen. Wir haben gesehen, dass dies bei Projekten, die Teile erfordern, die ständiger Reibung ausgesetzt sind, wie z. B. in Hochleistungsautomobilen oder Industriemaschinen, effektiv eingesetzt wird. PVD bietet auch eine Vielzahl von satten Farben wie Gold, Schwarz und Bronze, die weitaus haltbarer sind als die des Eloxierens.
Pulverbeschichtung: Robuster und farbenfroher Schutz
Wenn eine bestimmte Farbe oder eine dicke Schutzschicht gewünscht wird, ist die Pulverbeschichtung eine ausgezeichnete Wahl. Bei diesem Verfahren wird ein trockenes Pulver elektrostatisch auf das Teil gesprüht, das dann unter Hitze gehärtet wird und eine harte Oberfläche bildet. So entsteht eine gleichmäßige Beschichtung, die viel widerstandsfähiger ist als herkömmliche Farbe. Dies ist eine hervorragende Option für Bauteile, die rauen Umgebungen standhalten müssen. Bei der CNC-Bearbeitung von Titan muss sichergestellt werden, dass die Geometrie des Teils einen gleichmäßigen Pulverauftrag ermöglicht und dass die Aushärtungstemperatur keine Auswirkungen auf kritische Wärmebehandlungen hat, denen das Material möglicherweise unterzogen wurde.
Verchromen: Ein traditionelles Finish für besondere Fälle
Obwohl bei Titan weniger üblich als bei Stahl, kann die Verchromung für bestimmte funktionelle Vorteile eingesetzt werden. Das Hartverchromen verleiht beispielsweise eine sehr harte, reibungsarme Oberfläche, die für bestimmte Verschleißanwendungen ideal ist. Das Aufbringen von Chrom auf Titan ist jedoch ein komplexer Prozess. Da Chrom nicht direkt auf Titan haftet, muss zunächst eine Zwischenschicht, in der Regel Nickel, aufgebracht werden. Diese mehrstufige Anforderung erhöht sowohl die Komplexität als auch die Kosten, so dass es sich eher um eine Speziallösung als um eine universell einsetzbare Oberfläche handelt.
| Beschichtungsmethode | Zusätzliche Dicke | Hauptvorteil | Farboptionen |
|---|---|---|---|
| PVD-Beschichtung | Sehr dünn (Mikrometer) | Extreme Härte | Breite Palette (Metallics) |
| Pulverbeschichtung | Dicke (Mils) | Dauerhafte Farbe | Nahezu unbegrenzt |
| Verchromen | Variiert | Abriebfestigkeit/Schmierfähigkeit | Silber (Spiegel/Satin) |
Die Wahl der richtigen Oberflächenbehandlung für Ihr CNC-gefrästes Titanteil ist eine wichtige Entscheidung. Die Optionen reichen von der Verbesserung der natürlichen Eigenschaften des Materials durch Eloxieren oder Perlstrahlen bis hin zum Hinzufügen völlig neuer Funktionsschichten durch PVD oder Pulverbeschichtung. Die beste Methode hängt immer davon ab, ob funktionale Anforderungen wie Korrosionsbeständigkeit und Härte mit ästhetischen Zielen und dem Budget in Einklang gebracht werden können. Das Verständnis dieser Kompromisse stellt sicher, dass Ihr endgültiges Bauteil genau so funktioniert, wie es für seine Anwendung vorgesehen ist.
Industrielle Anwendungen: Von der Luft- und Raumfahrt bis zur Medizin und darüber hinaus.
Haben Sie sich jemals gefragt, warum bestimmte Branchen alles auf ein Material setzen? Warum sie es sich nicht leisten können, bei der Leistung Kompromisse einzugehen, selbst wenn die Kosten hoch sind?
Das unglaubliche Verhältnis von Festigkeit zu Gewicht und die Korrosionsbeständigkeit von Titan, die durch CNC-Bearbeitung erreicht wird, machen es zur unverzichtbaren Wahl für kritische Komponenten in der Luft- und Raumfahrt, in der Medizintechnik, in der Schifffahrt und in Hochleistungsanwendungen in der Automobilindustrie, bei denen ein Versagen nicht in Frage kommt.

Wenn ein Material verwendet wird, um etwas zu bauen, das in 30.000 Fuß Höhe fliegt oder in den menschlichen Körper implantiert wird, sind die Anforderungen unglaublich hoch. Hier zeichnet sich Titan, das durch präzise CNC-Bearbeitung geformt wird, wirklich aus. Es geht nicht nur um die Herstellung eines Teils, sondern darum, Vertrauen und Zuverlässigkeit in jedes Bauteil zu bringen.
Luft- und Raumfahrt: Technik für extreme Bedingungen
In der Luft- und Raumfahrt zählt jedes Gramm. Eine Gewichtsreduzierung führt direkt zu Treibstoffeinsparungen und erhöhter Nutzlast, darf aber nie auf Kosten der Festigkeit oder Sicherheit gehen. Dies ist die Heimat von Titan.
Strukturelle Komponenten und Flugzeugzellen
Titanlegierungen werden in großem Umfang für kritische Flugzeugstrukturen wie Fahrwerksbaugruppen, Flügelholme und Schottwände verwendet. Diese Teile müssen während des Starts, des Flugs und der Landung enormen Belastungen standhalten. Die Präzision der cnc-Bearbeitung von Titan ermöglicht es uns, komplexe Geometrien zu schaffen, die die Festigkeit optimieren und gleichzeitig das Gewicht minimieren, was bei anderen Materialien oder Fertigungsmethoden schwierig ist.
Turbinenschaufeln und Motorenteile
Düsentriebwerke arbeiten unter extremen Temperaturen und Rotationskräften. Die Fähigkeit von Titan, seine Festigkeit auch bei hohen Temperaturen beizubehalten, macht es zu einem unverzichtbaren Werkstoff für Verdichterschaufeln, -scheiben und -gehäusen. Die Teile, die wir bei PTSMAKE für Kunden aus der Luft- und Raumfahrtindustrie bearbeiten, haben oft Toleranzanforderungen, die im Mikrometerbereich liegen, um eine perfekte Auswuchtung und aerodynamische Effizienz zu gewährleisten. Unserer Erfahrung nach ist die Sorte 5 (Ti-6Al-4V) aufgrund ihrer hervorragenden Allround-Leistung das Arbeitspferd für diese Anwendungen. Die Herstellung dieser Teile erfordert ein Verständnis dafür, wie sich das Material unter Belastung und Hitze verhält - ein Wissen, das in jahrelanger praktischer Arbeit erworben wurde.
Medizinisch: Präzision für die menschliche Gesundheit
Im medizinischen Bereich werden Materialien benötigt, die nicht nur stark und haltbar, sondern auch sicher für den langfristigen Kontakt mit dem menschlichen Körper sind.
Implantate und Prothetik
Titan ist das führende Material für orthopädische Implantate wie Hüftgelenke, Knieprothesen und Zahnimplantate. Seine Ungiftigkeit und Korrosionsbeständigkeit gegenüber Körperflüssigkeiten sorgen dafür, dass es vom Körper nicht abgestoßen wird. Diese Eigenschaft von Biokompatibilität4 ist entscheidend. Außerdem ist seine Elastizität dem menschlichen Knochen ähnlich, was die Belastung des umliegenden Knochengewebes verringert und eine bessere Integration fördert.
| Medizinische Anwendung | Wichtigste Eigenschaft von Titan | Anforderungen an die Bearbeitung |
|---|---|---|
| Zahnimplantate | Hohe Biokompatibilität | Mikropräzision für die Passform |
| Gelenkersatz | Ausgezeichnetes Verhältnis von Stärke zu Gewicht | Komplexe Oberflächenbearbeitung |
| Knochenschrauben/Platten | Korrosionsbeständigkeit | Hochpräzise Gewinde |
| Chirurgische Instrumente | Widerstand gegen Sterilisation | Porenfreie Oberfläche |
Chirurgische Instrumente
Chirurgen sind auf Instrumente angewiesen, die leicht und stabil sind und wiederholt sterilisiert werden können, ohne sich zu zersetzen. Chirurgische Instrumente aus Titan, von Zangen bis zu Retraktoren, erfüllen diese Anforderungen perfekt. Sie sind nicht magnetisch, was in Operationssälen mit Kernspintomographen und anderen empfindlichen elektronischen Geräten ein großer Vorteil ist.

Neben den bekannten Bereichen Luft- und Raumfahrt und Medizin ist Titan aufgrund seiner einzigartigen Vorteile auch in anderen anspruchsvollen Branchen ein wichtiger Werkstoff. Diese Sektoren stehen vielleicht nicht immer in den Schlagzeilen, aber ihre Leistungsanforderungen sind genauso streng. Die Gemeinsamkeit ist der Bedarf an Komponenten, die rauen Umgebungen standhalten und kompromisslose Zuverlässigkeit bieten.
Marine: Eroberung korrosiver Umgebungen
Salzwasser ist eine der korrosivsten natürlichen Umgebungen auf der Erde und kann die meisten Metalle mit der Zeit zerstören. Titan jedoch ist dagegen praktisch immun.
Unterwasser- und Schiffskomponenten
Für Marineschiffe, U-Boote und Offshore-Ölplattformen, cnc-Bearbeitung von Titan wird für die Herstellung von Teilen verwendet, die ständig dem Meerwasser ausgesetzt sind. Dazu gehören Propeller, Propellerwellen, Ballastventile und Gehäuse für Unterwassersensoren. Die anfänglichen Materialkosten sind zwar höher als bei Edelstahl, aber die Langlebigkeit von Titan bedeutet geringere Wartungs- und Ersatzteilkosten während der gesamten Lebensdauer des Schiffes. Bei Projekten, bei denen wir beratend tätig waren, konnte die Lebensdauer bestimmter Unterwasserkomponenten durch die Umstellung auf Titan um mehr als das Doppelte verlängert werden.
Automobilindustrie: Das Streben nach Leistung
In der Welt der Hochleistungs- und Rennfahrzeuge sind die technischen Ziele ähnlich wie in der Luft- und Raumfahrt: Gewichtsreduzierung und Erhöhung der Festigkeit.
Leistungsstarke Motorenteile
Titan ist das Material der Wahl für Komponenten in Rennmotoren, wie Pleuelstangen, Ventile und Auspuffanlagen. Leichtere Pleuelstangen lassen den Motor höher und schneller drehen, während Titanventile extremen Verbrennungstemperaturen standhalten können. Das Ergebnis ist mehr Leistung und ein besseres Ansprechverhalten des Motors. Aus Kostengründen werden Sie es in einem durchschnittlichen Familienauto nicht finden, aber in Supersportwagen und im Rennsport bietet es einen deutlichen Leistungsvorteil.
| Industrie | Hauptnutzen von Titan | Beispiel für ein CNC-gefrästes Teil |
|---|---|---|
| Marine | Außergewöhnliche Korrosionsbeständigkeit | Propellerwellen, Unterwasser-Gehäuse |
| Automobilindustrie (Rennsport) | Hohes Festigkeits-Gewichts-Verhältnis | Pleuelstangen, Auslassventile |
| Chemische Verarbeitung | Chemische Trägheit | Wärmetauscher, Reaktoren |
| Unterhaltungselektronik | Erstklassiges Gefühl und Langlebigkeit | Hochwertige Laptop-/Telefon-Gehäuse |
Industrielle und chemische Verarbeitung
In chemischen Anlagen werden häufig hochkorrosive Säuren und andere aggressive Chemikalien eingesetzt. Die chemische Inertheit von Titan macht es ideal für die Herstellung von Reaktoren, Wärmetauschern, Rohren und Ventilen, die in diesen Anlagen verwendet werden. Seine Stabilität gewährleistet die Produktreinheit und verhindert Ausfälle, die katastrophale Folgen haben könnten. Die Möglichkeit, komplexe interne Pfade in Titan-Wärmetauscher einzubauen, ermöglicht beispielsweise eine hocheffiziente Wärmeübertragung in einem kompakten und langlebigen Gehäuse.

Die überlegenen Eigenschaften von Titan machen es zu einem unverzichtbaren Werkstoff in Bereichen, in denen keine Kompromisse bei der Leistung gemacht werden dürfen. Die CNC-Präzisionsbearbeitung ist der Schlüssel, der dieses Potenzial freisetzt und es in kritische Komponenten für die Luft- und Raumfahrt, wo Gewicht und Hitzebeständigkeit von größter Bedeutung sind, und für medizinische Implantate, wo Biokompatibilität entscheidend ist, umwandelt. Diese Vielseitigkeit erstreckt sich auch auf Anwendungen in der Schifffahrt, im Automobilbau und in der Industrie, die alle die einzigartige Festigkeit und Korrosionsbeständigkeit von Titan nutzen, um auch in den anspruchsvollsten Umgebungen zuverlässig zu funktionieren.
Best Practices für die Titanbearbeitung: Ein praktischer Leitfaden!
Haben Sie schon einmal die Lehrbuchregeln für die Titanbearbeitung befolgt, nur um am Ende ein verschrottetes Teil und ein kaputtes Werkzeug zu haben? Das ist ein frustrierend häufiges Szenario, das Zeit und Ressourcen verschlingt.
Die Beherrschung der CNC-Bearbeitung von Titan erfordert eine strategische Kombination aus der Auswahl der richtigen Schneidwerkzeuge, dem Einsatz fortschrittlicher Kühlmittelstrategien und der Optimierung der Bearbeitungsparameter. Diese Praktiken sind entscheidend für das Wärmemanagement, die Vermeidung von Kaltverfestigung und die Erzielung präziser, qualitativ hochwertiger Ergebnisse.

Der Übergang von der Theorie zur Praxis erfordert einen disziplinierten Ansatz. Meiner Erfahrung nach geht es bei der Titanbearbeitung nicht um einen einzigen Trick, sondern um die systematische Anwendung mehrerer Grundprinzipien. Wenn auch nur eines davon falsch angewendet wird, kann dies schnell zum Scheitern führen.
Die Auswahl der richtigen Schneidwerkzeuge
Das Werkzeug ist der Dreh- und Angelpunkt, und bei Titan ist die Wahl des Werkzeugs entscheidend. Sie können nicht einfach denselben Schaftfräser verwenden, den Sie für Aluminium oder Stahl einsetzen würden.
Werkzeugmaterial und Beschichtungen
Unbeschichtete Hartmetallwerkzeuge halten nicht lange gegen Titan. Wir verwenden fast ausschließlich Hartmetallwerkzeuge mit speziellen Beschichtungen wie Titan-Aluminium-Nitrid (TiAlN) oder Aluminium-Titan-Nitrid (AlTiN). Diese Beschichtungen bilden eine thermische Barriere und schützen das Hartmetallsubstrat vor der starken Hitze, die in der Schneidzone entsteht. Die Härte der Beschichtung bietet auch eine hervorragende Abriebfestigkeit gegen die gummiartige Beschaffenheit des Titans.
Werkzeug-Geometrie
Schärfe ist nicht verhandelbar. Ein stumpfes Werkzeug reibt eher, als dass es schneidet, was sofort zur Kaltverfestigung und zu katastrophalem Versagen führt. Wir suchen nach Werkzeugen mit einem scharfen, positiven Spanwinkel, um das Material sauber abzuscheren. Ein hoher Schrägungswinkel (ca. 35-45 Grad) trägt ebenfalls dazu bei, dass die Späne effizient abgeführt werden, was entscheidend ist, um zu verhindern, dass sie nachgeschnitten werden - eine häufige Ursache für Hitze und Werkzeugbrüche. Bei der Diskussion über den radialen Eingriff müssen wir auch das Phänomen der Spanausdünnung5was sich direkt auf die Berechnung der Vorschubgeschwindigkeit auswirkt.
Optimierung von Feeds und Geschwindigkeiten
Das ist der Punkt, an dem viele Maschinenbauer etwas falsch machen. Die Regeln für Stahl gelten hier nicht.
| Parameter | Konventionelle Stahlbearbeitung | Empfohlene Titan-Bearbeitung |
|---|---|---|
| Schnittgeschwindigkeit | Hoch | Niedrig (z. B. 150-300 SFM) |
| Vorschubgeschwindigkeit | Mäßig | Hoch und konsistent |
| Schnitttiefe | Variabel | Konstante und unter der Spänebelastung |
Das Mantra für Titan lautet "Niedrige Geschwindigkeit, hoher Vorschub". Hohe Drehzahlen erzeugen übermäßige Wärme, die das Titan nicht abführen kann, was zu Werkzeugverschleiß und Verformung der Teile führt. Stattdessen reduzieren wir die Oberflächenlänge pro Minute (SFM) und erhöhen den Vorschub pro Zahn. Auf diese Weise wird eine gesunde Spankonzentration aufrechterhalten und sichergestellt, dass das Werkzeug ständig frisches Material schneidet, anstatt an einer gehärteten Oberfläche zu reiben. So bleibt die Wärme im Span enthalten, der dann vom Werkstück und vom Werkzeug weggetragen wird.

Neben den grundlegenden Werkzeugen und Geschwindigkeiten sind es die Programmierung und die Kühlmittelstrategien, bei denen das Fachwissen wirklich einen Unterschied macht. Diese fortschrittlichen Techniken machen den Unterschied zwischen einer Werkstatt, die sich abmüht, und einer, die Titan profitabel und zuverlässig bearbeitet. Bei PTSMAKE haben wir diese Methoden in unzähligen Projekten verfeinert und schwierige Teile in Routineerfolge verwandelt.
Intelligente Werkzeugwegprogrammierung
Wie Sie das Werkzeug bewegen, ist genauso wichtig wie das Werkzeug selbst. Herkömmliche "Zick-Zack"- oder versetzte Werkzeugwege mit scharfen Ecken sind für Titan katastrophal. Diese erzeugen plötzliche Spitzen im Werkzeugeingriff, was zu übermäßiger Hitze, Ratterern und Werkzeugbruch führt.
Konstanter Einsatz von Werkzeugen
Ziel ist es, eine konstante, gleichmäßige Belastung des Schneidwerkzeugs aufrechtzuerhalten. Dies erreichen wir mit modernen CAM-Strategien.
- Trochoidales Fräsen: Bei dieser Technik werden die Schlitze in einer kreisförmigen "Schleifen"-Bewegung geschnitten, was eine gleichmäßige und geringe radiale Schnitttiefe gewährleistet. Sie eignet sich perfekt zum Schruppen, da sie die Hitze stabil hält und viel tiefere axiale Schnitte als herkömmliche Methoden ermöglicht.
- Schälfräsen: Ähnlich wie beim trochoidalen Fräsen wird bei dieser Strategie das Material durch leichte radiale Hochgeschwindigkeitsschnitte "abgeschält", wodurch verhindert wird, dass das Werkzeug jemals vollständig im Schnitt versenkt wird.
Hier ist ein einfacher Vergleich der beiden Ansätze:
| Werkzeugweg-Strategie | Schlüsselmerkmal | Auswirkungen auf die Bearbeitung von Titan |
|---|---|---|
| Traditioneller Versatz | Scharfe Ecken, unterschiedliche Werkzeugbelastung | Verursacht Rütteln, Wärmespitzen, Kaltverfestigung |
| Trochoidales Fräsen | Konstanter, geringer radialer Eingriff | Minimiert die Hitze, ermöglicht tiefe Schnitte, verlängert die Lebensdauer des Werkzeugs |
| Schälfräsen | Radiale Überfahrten mit hoher Geschwindigkeit und geringem Gewicht | Hervorragend geeignet für Späneabfuhr und Wärmekontrolle |
Erweiterte Kühlmittelanwendung
Kühlmittel dient nicht nur der Kühlung, sondern auch der Spanabfuhr und der Schmierung. Bei Titan spielt es eine noch wichtigere Rolle. Die Flutung des Teils mit einer Standard-Kühlmitteldüse reicht oft nicht aus, da die hohen Schnittkräfte eine Druckbarriere erzeugen, die verhindert, dass die Flüssigkeit die Schnittkante erreicht.
Aus diesem Grund sind Hochdruck-Kühlmittelsysteme (HPC), die in der Regel eine Flüssigkeit mit einem Druck von 1.000 PSI oder mehr liefern, für die CNC-Bearbeitung von Titan von entscheidender Bedeutung. Wenn HPC durch die Spindel und aus der Spitze des Werkzeugs austritt, werden die Späne sofort aus dem Schnittbereich herausgeschleudert. Dies verhindert das Nachschneiden von Spänen, reduziert die Wärmeentwicklung an der Werkzeugspitze drastisch und ermöglicht höhere Vorschubgeschwindigkeiten, was letztlich die Zykluszeiten und die Werkzeugstandzeit verbessert.

Die effektive Bearbeitung von Titan hängt von einem systematischen Ansatz ab. Das beginnt mit der Auswahl scharfer, beschichteter Hartmetallwerkzeuge und der Einhaltung einer stabilen Einrichtung. Der Schlüssel liegt in der Verwendung niedriger Schnittgeschwindigkeiten mit hohen Vorschüben, unterstützt durch Hochdruckkühlmittel zur Wärmeregulierung. Darüber hinaus verhindert der Einsatz fortschrittlicher Werkzeugwege wie das trochoidale Fräsen die Kaltverfestigung und gewährleistet sowohl die Langlebigkeit der Werkzeuge als auch die Qualität der Teile. Diese disziplinierte Strategie ist die Grundlage für erfolgreiche CNC-Bearbeitungsprojekte von Titan.
Gängige Titansorten und ihre Eigenschaften.
Haben Sie sich schon einmal anhand eines Datenblatts für eine Titansorte entschieden, um dann festzustellen, dass sie sich bei der Bearbeitung völlig anders verhält? Diese Diskrepanz kann den Zeitplan durcheinander bringen und die Kosten in die Höhe treiben.
Die Wahl des richtigen Titangrades ist entscheidend für den Projekterfolg. Der handelsübliche Reintitangrad 2 bietet eine überragende Korrosionsbeständigkeit und Verformbarkeit, während die Legierung Grad 5 (Ti-6Al-4V) eine wesentlich höhere Festigkeit und Leistung aufweist, was sich direkt auf das Ergebnis eines jeden Projekts zur CNC-Bearbeitung von Titan auswirkt.

Titan ist nicht gleich Titan. Die von Ihnen gewählte Sorte ist der wichtigste Faktor, der die Festigkeit und Korrosionsbeständigkeit des endgültigen Teils bestimmt und vor allem, wie es sich auf der CNC-Maschine verhält. Bei den Projekten, die wir bei PTSMAKE bearbeiten, fällt die Wahl fast immer auf einige wenige Hauptgüten, von denen jede ihren eigenen Charakter hat.
Handelsübliche Reinheitsgrade (CP): Die Stiftung
Kommerzielles Reintitan ist unlegiert und wird in vier Grade eingeteilt. Für die CNC-Bearbeitung ist Grad 2 bei weitem am gebräuchlichsten.
Titan Grad 2
Die Sorte 2 ist der vielseitige Standard. Er bietet ein Gleichgewicht zwischen guter Festigkeit und hervorragender Verformbarkeit und Schweißbarkeit. Seine herausragende Eigenschaft ist seine unglaubliche Korrosionsbeständigkeit, insbesondere in Salzwasser und in der chemischen Verarbeitung. Er hat jedoch nicht die hohe Festigkeit seiner legierten Verwandten. Wir verwenden ihn häufig für Teile, bei denen die Korrosionsbeständigkeit im Vordergrund steht und hohe mechanische Belastungen keine Rolle spielen. Die Bearbeitbarkeit ist für Titan relativ gut, auch wenn eine sorgfältige Steuerung der Geschwindigkeit und des Vorschubs erforderlich ist, um Kaltverfestigung zu vermeiden.
Die Alpha-Beta-Legierung: Das Arbeitspferd
Wenn es auf Festigkeit ankommt, wenden wir uns den Legierungen zu.
Titan Grad 5 (Ti-6Al-4V)
Mit einem Anteil von über 50% an der gesamten Titanverwendung ist dies der Champion der Titanwelt. Durch die Zugabe von 6% Aluminium und 4% Vanadium entsteht eine Legierung, die wesentlich fester ist als reines Titan und für eine noch höhere Festigkeit wärmebehandelt werden kann. Dieses hohe Verhältnis von Festigkeit zu Gewicht macht es zum bevorzugten Material für Komponenten in der Luft- und Raumfahrt, für Hochleistungsteile in der Automobilindustrie und für medizinische Implantate. Der Nachteil ist, dass es schwieriger zu bearbeiten ist als Grade 2. Seine Eigenschaften können einige Besonderheiten aufweisen anisotrop6 Verhalten je nach Verarbeitung, was bei kritischen Bauteilen ein wichtiger Aspekt ist.
Hier ist ein kurzer Vergleich auf der Grundlage unserer internen Tests und Materialdaten:
| Eigentum | Titan Grad 2 | Titan Grad 5 (Ti-6Al-4V) |
|---|---|---|
| Zugfestigkeit (Ultimate) | ~450 MPa (65 ksi) | ~950 MPa (138 ksi) |
| Streckgrenze | ~345 MPa (50 ksi) | ~830 MPa (120 ksi) |
| Dichte | 4,51 g/cm³ | 4,43 g/cm³ |
| Bearbeitbarkeit | Messe | Schlecht bis mäßig |
| Korrosionsbeständigkeit | Ausgezeichnet | Sehr gut |
| Schweißeignung | Ausgezeichnet | Messe |
Diese Tabelle zeigt deutlich den Leistungsunterschied. Güteklasse 5 bietet mehr als die doppelte Festigkeit von Güteklasse 2 bei einer etwas geringeren Dichte, was zeigt, warum sie ein Favorit für leichte, stark beanspruchte Anwendungen ist.

Die Eigenschaften zu kennen ist eine Sache; zu wissen, wie sie sich auf die realen Bearbeitungsergebnisse und die Anwendungseignung auswirken, ist eine andere. Die Entscheidung zwischen Güteklasse 2 und Güteklasse 5 wirkt sich auf alles aus, von der Zykluszeit und den Werkzeugkosten bis hin zur Lebensdauer des fertigen Teils.
Wie sich die Auswahl der Sorte auf die Bearbeitbarkeit auswirkt
Der Unterschied bei der Bearbeitung von Grad 2 gegenüber Grad 5 ist erheblich.
Schnittgeschwindigkeiten und Vorschübe
Die Sorte 2 ist weicher und duktiler und erlaubt etwas höhere Schnittgeschwindigkeiten als die Sorte 5. Die geringe Wärmeleitfähigkeit bedeutet jedoch, dass sich die Hitze an der Werkzeugspitze schnell aufbaut. Die Sorte 5 ist aufgrund ihrer Legierungselemente wesentlich härter und abrasiver. Die Bearbeitung dieser Sorte erfordert niedrigere Schnittgeschwindigkeiten, ein höheres Drehmoment und eine sehr steife Maschineneinrichtung, um Ratterer und Werkzeugverformungen zu vermeiden. Unserer Erfahrung nach führt der Versuch, die Sorte 5 mit Parametern zu bearbeiten, die für die Sorte 2 vorgesehen sind, zur Zerstörung eines Schneidwerkzeugs innerhalb von Sekunden.
Werkzeug- und Kühlmittelstrategie
Für jede CNC-Bearbeitung von Titan sind scharfe Werkzeuge unverzichtbar. Für Grade 5 verwenden wir ausschließlich hochwertige Hartmetallwerkzeuge mit speziellen Beschichtungen, die für hohe Temperaturen und Abnutzung ausgelegt sind. Ein Hochdruck-Kühlmittelsystem ist ebenfalls unerlässlich. Es dient nicht nur der Schmierung, sondern ist auch entscheidend, um die Späne aggressiv aus der Schneidzone zu spülen und so zu verhindern, dass sie nachgeschnitten werden, was zu katastrophalen Werkzeugausfällen führen kann. Sorte 2 ist nachsichtiger, aber gute Kühlmittelpraktiken sind immer noch unerlässlich, um eine gute Oberflächengüte zu erzielen.
Anpassung der Note an die Bewerbung
Bei der Wahl der richtigen Sorte geht es darum, die Stärken des Materials mit der beabsichtigten Funktion des Teils in Einklang zu bringen.
Wann sollte man Klasse 2 wählen?
- Marine Hardware: Unübertroffene Beständigkeit gegen Salzwasserkorrosion.
- Chemische Verarbeitungsschiffe: Beständig in einer Vielzahl von sauren und alkalischen Umgebungen.
- Architektonische Komponenten: Ausgezeichnete Ästhetik und Umweltbeständigkeit.
- Medizinische Hüllen: Wenn Biokompatibilität und Korrosionsbeständigkeit ohne extreme Festigkeit erforderlich sind.
Wann sollte man Güteklasse 5 (Ti-6Al-4V) wählen?
- Strukturen für die Luft- und Raumfahrt: Fahrwerke, Flügelholme und Triebwerkskomponenten, die ein hohes Verhältnis zwischen Festigkeit und Gewicht erfordern.
- Hochleistungs-Motorenteile: Ventile, Pleuelstangen und Käfige, die extremer Belastung und Hitze ausgesetzt sind.
- Medizinische Implantate: Gelenkersatz und Knochenschrauben, aufgrund seiner Festigkeit, Biokompatibilität und Korrosionsbeständigkeit.
- Robotik und Automatisierung: Für Strukturteile, bei denen ein möglichst geringes Gewicht entscheidend für Leistung und Geschwindigkeit ist.
Bei PTSMAKE begleiten wir unsere Kunden durch diesen Auswahlprozess. Ein Teil, das für einen Satelliten bestimmt ist, stellt ganz andere Anforderungen als ein Teil für eine Chemiepumpe. Ausgehend von der Endanwendung wählen wir eine Sorte aus, die zuverlässig funktioniert, ohne zu viel Technik und unnötige Kosten zu verursachen.

Die Auswahl des richtigen Titangrades ist ein wichtiger erster Schritt. Grad 2 ist ideal für Anwendungen, die eine hervorragende Korrosionsbeständigkeit und Formbarkeit erfordern, während der stärkere Grad 5 (Ti-6Al-4V) das Arbeitspferd für hochbelastete, leichte Komponenten in der Luft- und Raumfahrt und im medizinischen Bereich ist. Diese Wahl hat einen direkten Einfluss auf die Vorgehensweise bei der CNC-Bearbeitung von Titan und wirkt sich auf die Werkzeuge, die Geschwindigkeiten und die Kosten aus und bestimmt letztendlich die Leistung des fertigen Teils und seine Eignung für die vorgesehene Umgebung.
Konstruktionsüberlegungen für CNC-Teile aus Titan?
Haben Sie schon einmal ein perfektes Bauteil aus Titan im CAD entworfen, das dann bei der Prüfung aufgrund von Verformungen oder Dimensionsschwankungen durchfällt? Damit sind Sie nicht allein. Die einzigartigen Eigenschaften von Titan stellen herkömmliche Konstruktionsansätze oft in Frage.
Ein effektives Design für die CNC-Bearbeitung von Titan beinhaltet die Vereinfachung der Geometrie, die Berücksichtigung großzügiger Radien, die Beibehaltung einer gleichmäßigen Wandstärke und die Berücksichtigung von Materialeigenschaften wie Rückfederung und Wärmeausdehnung. Diese Schritte gewährleisten die Herstellbarkeit, verbessern die Leistung und kontrollieren die Kosten von Anfang an.

Optimierung der Teilegeometrie im Hinblick auf ihre Herstellbarkeit
Bei der Konstruktion von Titan wirkt sich die Geometrie Ihres Teils direkt auf die Bearbeitungszeit, den Werkzeugverschleiß und letztlich auf die Endkosten aus. Die Fertigungsfähigkeit in der Entwurfsphase zu vernachlässigen, ist ein häufiger Fehler, der zu erheblichen Produktionsproblemen führen kann. Ziel ist es, ein Teil zu entwerfen, das nicht nur funktional, sondern auch effizient zu fertigen ist.
Vereinfachen, Vereinfachen, Vereinfachen
Jedes komplexe Merkmal, jede scharfe Innenecke und jede tiefe Aussparung erhöht den Zeitaufwand und das Risiko im Bearbeitungsprozess. Wir von PTSMAKE raten unseren Kunden oft, ihre Entwürfe zu überprüfen und alle komplexen Elemente zu entfernen, die für die Funktion des Teils nicht unbedingt erforderlich sind. So kann zum Beispiel das Ersetzen komplexer gekrümmter Oberflächen durch einfachere, flache Oberflächen die Bearbeitungszeit drastisch reduzieren. Dabei geht es nicht um Kompromisse bei der Leistung, sondern darum, die gleiche Funktion mit einem maschinenfreundlicheren Design zu erreichen. Ein einfacheres Teil bedeutet kürzere Zykluszeiten, weniger Spezialwerkzeuge und ein besser vorhersehbares Ergebnis.
Die Bedeutung von Radien und Filets
Scharfe Innenecken sind bei jedem CNC-Bearbeitungsprozess eine große Herausforderung, aber bei Titan sind sie besonders problematisch. Sie führen zu Spannungskonzentrationen im fertigen Teil und erzwingen den Einsatz kleinerer, weniger steifer Schneidwerkzeuge, die anfällig für Brüche sind. Dies erhöht das Risiko von Kaltverfestigung7 im Material, was nachfolgende Schnitte noch schwieriger macht. Als beste Praxis sollten Sie immer mit dem größtmöglichen Innenradius planen. Als Faustregel gilt, dass der Radius mindestens das 1,5-fache des zu erwartenden Fräserdurchmessers betragen sollte.
| Design-Merkmal | Schlechte Praxis | Beste Praxis | Begründung |
|---|---|---|---|
| Innenecken | Scharfe, 90-Grad-Winkel | Großzügige Radien (>1mm) | Reduziert die Werkzeugspannung, verhindert die Kaltverfestigung des Materials und verbessert die Festigkeit des Teils. |
| Taschen | Tief und schmal | Flache, breite Taschen | Ermöglicht eine bessere Spanabfuhr und den Einsatz starrerer, effizienterer Werkzeuge. |
| Löcher | Nicht-Standardgrößen | Standard-Bohrergrößen | Es besteht kein Bedarf an kundenspezifischen Werkzeugen, was sowohl die Kosten als auch die Vorlaufzeit reduziert. |
| Oberflächen | Komplexe, mehrachsige Kurven | Einfache, ebene Flächen | Minimiert die Maschinenzeit und die Komplexität der Programmierung, was zu Kosteneinsparungen führt. |
Die Einhaltung dieser geometrischen Richtlinien ist der erste Schritt zu einer erfolgreichen und kostengünstigen CNC-Bearbeitung von Titan.

Verwaltung des Materialverhaltens und der Toleranzen
Neben der grundlegenden Geometrie muss ein Konstrukteur auch berücksichtigen, wie sich Titan unter der Belastung und Hitze bei der Bearbeitung verhält. Seine Eigenschaften, wie z. B. die geringe Wärmeleitfähigkeit und Elastizität, stellen einzigartige Herausforderungen dar, die durch intelligente Konstruktionsentscheidungen entschärft werden können.
Der Gleichmäßigkeitsgrundsatz
Die Beibehaltung einer gleichmäßigen Wandstärke über das gesamte Werkstück ist von entscheidender Bedeutung. Die geringe Wärmeleitfähigkeit von Titan bedeutet, dass sich die Wärme an der Schneidstelle konzentriert, anstatt durch das Werkstück abgeleitet zu werden. Bei einer Konstruktion mit dicken Abschnitten, die an dünne Wände grenzen, erwärmen sich die dünnen Abschnitte viel schneller und kühlen schneller ab. Unserer Erfahrung nach ist diese unterschiedliche thermische Ausdehnung eine der Hauptursachen für Verzug und Deformation. Eine gleichmäßige Wandstärke trägt dazu bei, Spannungen und Wärme gleichmäßiger zu verteilen, was zu einem stabileren und präziseren Endteil führt. Wenn unterschiedliche Wandstärken unvermeidlich sind, sollten Sie versuchen, allmähliche Übergänge zwischen den Abschnitten zu schaffen.
Realistische Toleranzen für Titan
Ingenieure wollen natürlich so enge Toleranzen wie möglich festlegen, aber das kann die Kosten der CNC-Bearbeitung von Titan unnötig in die Höhe treiben. Aufgrund der "Rückfederung" oder des elastischen Gedächtnisses von Titan erfordert die Einhaltung extrem enger Toleranzen (z. B. ±0,005 mm) langsamere Schnittgeschwindigkeiten, mehrere Nachbearbeitungsdurchgänge und häufigere Inspektionen. Bevor Sie Ihre Zeichnung fertigstellen, sollten Sie sich fragen, ob wirklich jedes Merkmal eine so hohe Präzision erfordert. Die Lockerung unkritischer Toleranzen kann zu erheblichen Kosteneinsparungen führen, ohne die Leistung des Teils zu beeinträchtigen. Zum Beispiel ist eine Toleranz von ±0,025 mm oft weitaus realisierbarer und wirtschaftlicher.
| Titan-Güteklasse | Wichtigste Eigenschaft | Design-Implikation |
|---|---|---|
| Klasse 2 (handelsüblich rein) | Hohe Duktilität, geringere Festigkeit | Leichter zu bearbeiten; geeignet für Teile, die eine hohe Umformbarkeit, aber weniger Festigkeit erfordern. Toleranzen können leichter eingehalten werden. |
| Güteklasse 5 (Ti-6Al-4V) | Hohes Verhältnis von Festigkeit zu Gewicht | Aufgrund der Härte schwieriger zu bearbeiten. Erfordert robuste Werkzeugwege und Konstruktionen, die den Werkzeugdruck minimieren. |
| Klasse 9 (Ti-3Al-2,5V) | schweißbar, gute Festigkeit | Ein Mittelweg. Gut für komplexe geschweißte Baugruppen, die nach dem Schweißen bearbeitet werden müssen. |
Die Wahl der richtigen Sorte und die Kombination mit geeigneten Toleranzen ist ein wichtiger Bestandteil der fertigungsgerechten Konstruktion. Wir arbeiten mit unseren Kunden zusammen, um dieses Gleichgewicht zu finden und sicherzustellen, dass der Entwurf sowohl für die Leistung als auch für das Budget optimiert ist.

Um bei der CNC-Bearbeitung von Titan erfolgreich zu sein, muss Ihre Konstruktion die einzigartigen Eigenschaften des Materials berücksichtigen. Durch die Vereinfachung der Geometrie, die Verwendung großzügiger Innenradien und die Beibehaltung einer gleichmäßigen Wandstärke schaffen Sie ein Teil, das einfacher und kostengünstiger zu fertigen ist. Darüber hinaus sind die Berücksichtigung von Materialeigenschaften wie Wärmeausdehnung und die Festlegung realistischer Toleranzen von entscheidender Bedeutung, um Defekte wie Verzug zu vermeiden und sicherzustellen, dass das endgültige Bauteil die Spezifikationen ohne unnötige Kosten erfüllt. Ein gut durchdachtes Design ist die Grundlage für ein erfolgreiches Ergebnis.
Qualitätssicherung und Inspektion bei der CNC-Bearbeitung von Titan.
Haben Sie sich schon einmal gefragt, ob ein winziger, unsichtbarer Fehler in einem Titanbauteil zu einem schwerwiegenden Ausfall führen kann? Wie können Sie absolut sicher sein, dass jedes einzelne Teil die geforderten Spezifikationen ohne Fehler erfüllt?
Die Qualitätssicherung bei der CNC-Bearbeitung von Titan ist ein systematischer Prozess, der fortschrittliche Inspektion, detaillierte Dokumentation und vollständige Rückverfolgbarkeit umfasst. Damit wird sichergestellt, dass jedes Bauteil die strengen Normen von Branchen wie der Luft- und Raumfahrt und der Medizintechnik erfüllt und die Leistung und Sicherheit in kritischen Anwendungen gewährleistet ist.

Qualität ist nicht nur eine abschließende Kontrolle, sondern ein Grundprinzip, das in jeden Schritt des CNC-Bearbeitungsprozesses von Titan integriert ist. Bei Werkstoffen wie Titan, bei denen die Teile häufig in hochbelasteten Umgebungen mit Null-Fehler-Qualität eingesetzt werden, ist ein robustes Qualitätssicherungssystem (QS) nicht verhandelbar. Nur so können Sie Teile liefern, auf die Sie sich voll und ganz verlassen können. Bei PTSMAKE haben wir unseren Ruf auf dieser Grundlage aufgebaut.
Kerninspektionstechniken
Der Prüfprozess beginnt lange vor der Fertigstellung des endgültigen Teils. Er umfasst eine Kombination von Methoden zur Überprüfung der Abmessungen, der Integrität und der Oberflächenbeschaffenheit.
Überprüfung der Dimensionen
Dabei geht es darum, die Übereinstimmung des Teils mit dem CAD-Modell und den technischen Zeichnungen auf den Mikrometer genau zu überprüfen.
- Koordinatenmessmaschine (CMM): Dies ist der Goldstandard für komplexe Geometrien. Ein KMG berührt mit einem Taster mehrere Punkte auf der Oberfläche des Teils und erstellt eine 3D-Karte. Wir verwenden es, um kritische Merkmale, Lochpositionen und komplexe Konturen mit äußerster Genauigkeit zu prüfen. Die Wissenschaft der Metrologie8 steht im Mittelpunkt unserer Arbeit, und das KMG ist das leistungsfähigste Werkzeug dafür.
- Traditionelle Werkzeuge: Messschieber, Bügelmessgeräte und Höhenmessgeräte sind nach wie vor unverzichtbar für schnelle, prozessbegleitende Kontrollen in der Werkstatt. Sie ermöglichen es unseren Maschinenführern, den Fortschritt zu überwachen und Anpassungen in Echtzeit vorzunehmen.
Zerstörungsfreie Prüfung (NDT)
NDT-Methoden ermöglichen es uns, die innere und äußere Unversehrtheit eines Titanteils zu prüfen, ohne es zu beschädigen. Dies ist entscheidend für die Erkennung von Fehlern, die die strukturelle Festigkeit beeinträchtigen könnten.
- Farbeindringprüfung (Dye Penetrant Inspection, DPI): Diese Technik eignet sich hervorragend zum Auffinden von Rissen in der Oberfläche. Auf die Oberfläche wird ein Farbstoff aufgetragen, der in Risse eindringt. Nach der Reinigung der Oberfläche wird ein Entwickler aufgetragen, der den Farbstoff herauszieht und unsichtbare Risse sichtbar macht.
- Ultraschallprüfung (UT): Bei dieser Methode werden Hochfrequenz-Schallwellen verwendet, um interne Defekte aufzuspüren. Die Schallwellen durchdringen das Material und werden von Hohlräumen, Rissen oder Einschlüssen reflektiert. Es ist wie ein Ultraschall für Metallteile.
Hier ist eine einfache Aufschlüsselung, wann wir welches Bemessungsinstrument verwenden:
| Inspektionswerkzeug | Am besten für | Hauptvorteil |
|---|---|---|
| CMM | Endkontrolle, komplexe 3D-Geometrie, enge Toleranzen | Unerreichte Genauigkeit und Wiederholbarkeit |
| Optischer Komparator | 2D-Profile, Gewinde und kleine Merkmale | Schneller Vergleich mit einem Overlay |
| Messschieber/Mikrometer | In-Prozess-Kontrollen, Basisabmessungen (Länge, Durchmesser) | Schnell und einfach auf der Maschine zu verwenden |
Jede Technik hat ihre Berechtigung, und ein umfassender Qualitätsplan für ein kritisches Titanbauteil wird oft eine Kombination dieser Methoden verwenden.

Ein echtes Qualitätssystem geht über das einfache Messen und Prüfen hinaus und stützt sich auf Dokumentation und Rückverfolgbarkeit. In Branchen wie der Luft- und Raumfahrt oder der Medizintechnik ist die Kenntnis des gesamten Werdegangs eines Teils ebenso wichtig wie die Kenntnis seiner endgültigen Abmessungen. Wenn jemals ein Problem auftritt, müssen wir in der Lage sein, es schnell und effizient bis zu seinem Ursprung zurückzuverfolgen.
Die Säulen: Dokumentation und Rückverfolgbarkeit
Dies ist der Punkt, an dem viele Maschinenbaubetriebe versagen. Ein perfektes Teil zu bearbeiten ist eine Sache; zu beweisen, dass es perfekt ist und eine vollständige Historie zu liefern, ist eine andere Ebene der Dienstleistung. Dies ist ein Standardbestandteil unseres Verfahrens für jedes CNC-Bearbeitungsprojekt von Titan.
Wesentliche Dokumentation
Jedes kritische Teil, das wir herstellen, wird von einem umfassenden Dokumentationspaket begleitet. Dabei handelt es sich nicht nur um Papierkram, sondern um einen nachprüfbaren Qualitätsnachweis.
- Materialzertifizierungen: Dies ist die Ausgangsbasis. Wir stellen Werkszeugnisse für die Rohtitan-Stäbe oder -Platten zur Verfügung, aus denen ihre chemische Zusammensetzung und mechanischen Eigenschaften hervorgehen. Damit wird nachgewiesen, dass das Material den Spezifikationen entspricht (z. B. Ti-6Al-4V Grade 5).
- Bericht über die Inspektion des ersten Artikels (FAIR): Bei jedem neuen Teil oder jeder Designänderung führen wir ein FAIR durch. Dabei handelt es sich um eine vollständige, dokumentierte Überprüfung jeder einzelnen Abmessung auf der Zeichnung, um sicherzustellen, dass unser Verfahren in der Lage ist, das Teil korrekt herzustellen.
- Endgültiger Inspektionsbericht: In diesem Bericht werden die Messungen kritischer Merkmale an jedem Teil oder einer statistischen Stichprobe aus dem Produktionslauf detailliert aufgeführt, was einen objektiven Nachweis dafür liefert, dass die Teile innerhalb der Toleranz liegen.
Aufbau einer Kette der Rückverfolgbarkeit
Die Rückverfolgbarkeit führt das fertige Teil zurück zu seinem Ursprung. Sie schafft eine ununterbrochene Informationskette, die für die Rechenschaftspflicht und Qualitätskontrolle unerlässlich ist.
- Loskontrolle: Wir weisen jeder Charge von Rohmaterial eine eindeutige Losnummer zu. Diese Nummer begleitet das Material durch jede Phase der Produktion, vom Schneiden und Bearbeiten bis zur Endbearbeitung und Kontrolle.
- Serialisierung: Für die kritischsten Anwendungen, wie z. B. flugkritische Komponenten für die Luft- und Raumfahrt, wird jedes einzelne Teil mit einer eindeutigen Seriennummer graviert. So können wir den Werdegang dieses speziellen Teils über seinen gesamten Lebenszyklus hinweg verfolgen.
In dieser Tabelle sind die wichtigsten Dokumente aufgeführt, die einen soliden Qualitätsnachweis ermöglichen:
| Dokument | Zweck | Kundenvorteil |
|---|---|---|
| Materielles Zertifikat | Überprüft die Qualität und die Eigenschaften von Rohstoffen | Vertrauen in Materialintegrität und Leistung |
| Bericht über die Inspektion des ersten Artikels | Bestätigt, dass der Herstellungsprozess korrekt ist | Sicherstellung, dass der Entwurf realisierbar ist |
| Blatt für die prozessbegleitende Prüfung | Überwacht die Qualität während der Produktion | Verringert das Risiko von nicht konformen Teilen |
| Abschlussbericht der Inspektion | Erbringt den Nachweis der Maßhaltigkeit | Objektiver Nachweis, dass Teile den Spezifikationen entsprechen |
| Konformitätsbescheinigung (CoC) | Eine förmliche Erklärung zur Qualität | Vereinfacht Eingangskontrolle und Integration |
Zusammen gewährleisten diese Praktiken, dass jedes von PTSMAKE gelieferte Titanteil nicht nur physisch perfekt ist, sondern auch durch eine transparente und überprüfbare Aufzeichnung seiner Qualitätsreise unterstützt wird.

Die Qualitätssicherung bei der CNC-Bearbeitung von Titan ist ein umfassendes System. Es beginnt mit der Überprüfung der Integrität des Materials und setzt sich in jedem Produktionsschritt fort. Wir verwenden fortschrittliche Werkzeuge wie CMMs für die Maßgenauigkeit und NDT-Methoden, um versteckte Fehler zu finden. Entscheidend ist, dass dieser Prozess durch eine strenge Dokumentation und vollständige Rückverfolgbarkeit unterstützt wird. Dadurch wird sichergestellt, dass jedes von uns gelieferte Teil, insbesondere für Kunden aus der Luft- und Raumfahrt und der Medizintechnik, vollständig zertifiziert ist und den höchsten Sicherheits- und Leistungsstandards entspricht.
Nachhaltigkeit und Kosteneffizienz bei der CNC-Bearbeitung von Titan.
Haben Sie Schwierigkeiten, die hohen Kosten von Titan mit Ihrem Projektbudget in Einklang zu bringen? Machen Sie sich Sorgen über die Umweltauswirkungen und den Materialabfall, der mit jedem einzelnen von Ihnen bearbeiteten Teil einhergeht?
Das Erreichen von Nachhaltigkeit und Kosteneffizienz bei der CNC-Bearbeitung von Titan erfordert einen vielschichtigen Ansatz. Zu den wichtigsten Strategien gehören die Minimierung des Materialabfalls durch Near-Net-Shape-Methoden, die Optimierung der Bearbeitungsparameter zur Verringerung der Zykluszeiten und des Werkzeugverschleißes, die sorgfältige Wiederverwertung von Ausschuss und die Nutzung digitaler Plattformen für ein optimiertes Workflow-Management.

Verringerung des Materialabfalls und Förderung des Recyclings
Titan ist ein fantastisches Material, aber es ist nicht billig. Ein erheblicher Teil der Kosten eines jeden CNC-Bearbeitungsprojekts für Titan geht direkt auf das Konto des Rohmaterials. Daher besteht der direkteste Weg zur Kosteneffizienz darin, weniger davon zu verwenden. Das hört sich einfach an, erfordert aber von Anfang an einen strategischen Wechsel in der Herangehensweise an den Fertigungsprozess. Es geht nicht nur darum, Kosten zu senken, sondern auch um eine verantwortungsvolle Fertigung.
Näher an der Ziellinie starten
Die traditionelle Methode der Bearbeitung eines massiven Titanblocks ist oft unglaublich verschwenderisch. Es ist nicht ungewöhnlich, dass über 80% eines teuren Blocks in Späne verwandelt werden. Eine weitaus nachhaltigere und kosteneffizientere Strategie ist die Verwendung endkonturnaher Fertigungsverfahren. Dabei wird mit einem Werkstück, z. B. einem Schmiedestück oder einem Gussteil, begonnen, das der endgültigen Geometrie des Teils bereits sehr nahe kommt. Auf diese Weise können wir die Menge an Material, die abgetragen werden muss, drastisch reduzieren. Bei einigen unserer früheren Projekte bei PTSMAKE konnte durch den Wechsel von Stangenmaterial zu einem kundenspezifischen Schmiedestück für ein komplexes Bauteil für die Luft- und Raumfahrt der Materialabfall um fast 60% reduziert werden, was für unseren Kunden zu massiven Kosteneinsparungen führte.
Der Wert von Abfällen
Auch bei der besten Optimierung fällt immer wieder Abfallmaterial oder Späne an. Bei Titan ist das Wegwerfen dieser Späne so, als würde man Geld in die Tonne werfen. Ein solides Recyclingprogramm ist daher unerlässlich. Es ist jedoch nicht so einfach, den Schrott einfach zu sammeln. Eine ordnungsgemäße Verwaltung ist entscheidend. Verschiedene Titanlegierungen (z. B. Grade 2 und Grade 5) müssen sorgfältig voneinander getrennt werden. Eine Kreuzkontamination kann dazu führen, dass eine ganze Charge von Schrott für Hochleistungsanwendungen wertlos wird. Die Website Pyrophorizität9 von feinem Titanstaub bedeutet auch, dass sichere Handhabungs- und Lagerungsprotokolle nicht verhandelbar sind, um Brandgefahren in der Werkstatt zu vermeiden.
Hier ist ein vereinfachter Blick auf die Auswirkungen der Near-Net-Shape-Methoden:
| Bearbeitungsverfahren | Anfangsgewicht des Knüppels (kg) | Endgültiges Teilegewicht (kg) | Materialabfälle (%) |
|---|---|---|---|
| Traditionell subtraktiv | 10.0 | 1.5 | 85% |
| Fast-Net-Shape-Schmieden | 2.5 | 1.5 | 40% |
Durch die Einrichtung eines geschlossenen Kreislaufs, bei dem der Schrott ordnungsgemäß sortiert und an spezialisierte Recycler weitergeleitet wird, gewinnen wir nicht nur einen Teil der Materialkosten zurück, sondern tragen auch zu einer Kreislaufwirtschaft bei, indem wir die Nachfrage nach energieintensiver primärer Titanproduktion verringern.

Prozessoptimierung und digitale Integration
Neben den Materialeinsparungen spielt auch die Effizienz des eigentlichen Bearbeitungsprozesses eine große Rolle für die Gesamtkosten und die Nachhaltigkeit. Jede Minute, die auf der Maschine eingespart wird, führt zu einem geringeren Energieverbrauch, einer längeren Lebensdauer der Werkzeuge und geringeren Arbeitskosten. Hier treffen technisches Know-how und moderne Technologie aufeinander, um die CNC-Bearbeitung von Titan zugänglicher und erschwinglicher zu machen.
Feinabstimmung des Bearbeitungsprozesses
Die Optimierung für Titan ist eine Wissenschaft. Aufgrund seiner geringen Wärmeleitfähigkeit staut sich die Wärme an der Schneidkante, was zu einem schnellen Werkzeugverschleiß führt. Um dies zu bekämpfen, konzentrieren wir uns auf einige Schlüsselbereiche:
- Kühlmittel unter hohem Druck: Das Abstrahlen der Schneidzone mit Kühlmittel bei über 1.000 PSI ist äußerst effektiv. Es kühlt nicht nur das Werkzeug und das Werkstück, sondern hilft auch, die Späne zu brechen und abzutransportieren, so dass sie nicht erneut geschnitten werden können.
- Fortschrittliche Werkzeuge: Die Verwendung von Hartmetallwerkzeugen mit speziellen Beschichtungen wie AlTiN (Aluminium-Titan-Nitrid) kann die Leistung und Langlebigkeit bei der Bearbeitung von Titan erheblich verbessern.
- Optimierte Geschwindigkeiten und Zuführungen: Es ist entscheidend, den "Sweet Spot" für Schnittgeschwindigkeiten und Vorschubraten zu finden. Eine zu hohe Geschwindigkeit verbrennt die Werkzeuge, während eine zu niedrige Geschwindigkeit zu einer Kaltverfestigung führen kann, wodurch das Material noch schwieriger zu schneiden ist. Dies ist ein empfindliches Gleichgewicht, das wir durch jahrelange Erfahrung verfeinert haben.
Die Wirtschaftlichkeit der Chargenproduktion
Eine der wirksamsten Maßnahmen zur Kosteneinsparung ist die Serienfertigung. Die anfängliche Einrichtungs- und Programmierzeit für eine CNC-Maschine ist ein Fixkostenfaktor. Wenn wir ein einzelnes Teil herstellen, werden diese Kosten auf eine Einheit umgelegt. Wenn wir jedoch eine Charge von 100 Teilen produzieren, werden diese Einrichtungskosten auf alle Einheiten verteilt, was den Preis pro Teil drastisch senkt. Die Chargenfertigung ermöglicht auch den Großeinkauf von Rohstoffen zu einem günstigeren Preis und strafft den gesamten Arbeitsablauf.
Diese Tabelle veranschaulicht die Auswirkungen der Dosierung auf die Kosten pro Teil:
| Kostenkomponente | Einzelteil Kosten | Kosten pro Teil (100er Charge) | Einsparungen pro Teil |
|---|---|---|---|
| Material | Veranschaulichung $50 | Veranschaulichung $45 | 10% |
| Einrichtung und Programmierung | Veranschaulichung $200 | Veranschaulichung $2 | 99% |
| Bearbeitungszeit | Veranschaulichung $75 | Veranschaulichung $70 | 7% |
| Insgesamt (illustrativ) | $325 | $117 | ~64% |
Digitale Plattformen rationalisieren alles
In der heutigen schnelllebigen Zeit sind digitale Werkzeuge unverzichtbar. Digitale Fertigungsplattformen, wie das System, das wir bei PTSMAKE verwenden, verändern den Beschaffungsprozess. Kunden können eine CAD-Datei hochladen und erhalten sofort ein Angebot und eine DFM-Analyse (Design for Manufacturability). Diese Feedback-Schleife ist von unschätzbarem Wert, da sie hilft, potenzielle Probleme zu erkennen, die das Projekt kosten- oder zeitaufwändiger machen könnten, bevor ein einziger Chip geschnitten wird. Sie vereinfacht die Kommunikation, ermöglicht eine klare Projektverfolgung und macht die Verwaltung komplexer CNC-Bearbeitungsprojekte für Titan effizienter denn je.

Das Erreichen von Nachhaltigkeit und Kosteneffizienz bei der CNC-Bearbeitung von Titan ist kein Kompromiss, sondern ein gemeinsames Ziel. Es erfordert eine ganzheitliche Strategie, die mit einer intelligenten Materialnutzung durch Near-Net-Shape-Methoden und sorgfältiges Recycling beginnt. Ergänzt wird dies durch eine tiefgreifende Prozessoptimierung, bei der fortschrittliche Werkzeuge und die wirtschaftliche Stärke der Serienfertigung zum Einsatz kommen. Schließlich verbinden digitale Plattformen alles miteinander und schaffen einen schlanken, transparenten und hocheffizienten Arbeitsablauf vom ersten Entwurf bis zur Auslieferung, der diesen fortschrittlichen Fertigungsprozess zugänglicher und verantwortungsvoller macht.
Erschließen Sie mit PTSMAKE noch heute herausragende Leistungen in der CNC-Bearbeitung von Titan
Sie suchen nach Präzision, Zuverlässigkeit und Innovation bei der CNC-Bearbeitung von Titan? Gehen Sie eine Partnerschaft mit PTSMAKE ein - Ihre vertrauenswürdige Quelle vom Prototyp bis zur Produktion. Erhalten Sie ein schnelles Angebot, fachkundige Beratung und hochwertige Ergebnisse für Ihr nächstes Projekt. Kontaktieren Sie uns jetzt und erleben Sie den PTSMAKE-Vorteil!

Erfahren Sie, wie diese selbstheilende Oxidschicht Titan seine unvergleichliche Widerstandsfähigkeit gegenüber rauen Umgebungen verleiht. ↩
Erforschen Sie, wie die Fähigkeit eines Materials, Maßänderungen zu widerstehen, für die Präzisionsfertigung entscheidend ist. ↩
Verstehen Sie, wie dieser natürliche Schutzprozess funktioniert und warum er für die Leistungsfähigkeit von Titan entscheidend ist. ↩
Entdecken Sie die materialwissenschaftlichen Hintergründe, warum Titan für die Verwendung im menschlichen Körper sicher ist. ↩
Entdecken Sie, wie sich dieser kontraintuitive Effekt auf Ihre Werkzeugstandzeit und Teilegenauigkeit auswirkt. ↩
Erfahren Sie, wie sich die Richtungseigenschaften eines Materials auf die Festigkeit und Integrität eines Teils auswirken können. ↩
Erfahren Sie, wie sich dieses Materialverhalten auf die Werkzeugstandzeit und die Bearbeitungsstrategien für Titan auswirkt. ↩
Erfahren Sie mehr über die Wissenschaft des Messens und ihre Bedeutung für das Erreichen enger Toleranzen. ↩
Verstehen Sie die mit Titanstaub verbundenen Risiken und wie Sie diese in Ihrer Werkstatt sicher handhaben können. ↩






