

Haben Sie Schwierigkeiten zu verstehen, was die Schweizer Bearbeitung eigentlich ist und wie sie sich von der herkömmlichen CNC-Bearbeitung unterscheidet? Viele Ingenieure und Beschaffungsmanager sind verwirrt über diese spezielle Technik, was oft dazu führt, dass sie die falsche Art der Bearbeitung für Präzisionsteile bestellen. Die Folgen können kostspielig sein - mit verschwendetem Material, verpassten Terminen und Teilen, die einfach nicht Ihren Spezifikationen entsprechen.
Die Schweizer Bearbeitung ist ein spezielles Drehverfahren, bei dem ein beweglicher Spindelstock verwendet wird, um das Material durch eine Führungsbuchse zu führen, was eine außergewöhnliche Präzision bei kleinen, komplexen Teilen ermöglicht. Diese Technik eignet sich hervorragend zur Herstellung langer, schlanker Komponenten mit engen Toleranzen von nur 0,0001 Zoll.
Ich habe mit vielen Kunden zusammengearbeitet, die anfangs das Schweizer Drehen mit der konventionellen Bearbeitung verwechselten, und ich kann Ihnen sagen, dass es für den Erfolg Ihres Projekts entscheidend ist, den Unterschied zu verstehen. Ganz gleich, ob Sie medizinische Geräte, Komponenten für die Luft- und Raumfahrt oder Präzisionselektronik entwickeln, die richtige Wahl der Bearbeitung kann sich erheblich auf die Qualität Ihres Produkts, den Zeitplan und das Budget auswirken. Ich möchte Ihnen die wichtigsten Aspekte der Schweizer Bearbeitung erläutern, damit Sie fundierte Fertigungsentscheidungen treffen können.
Warum nennt man sie Schweizer Maschine?
Haben Sie sich schon einmal gefragt, ob die "Schweizer Maschine" tatsächlich aus der Schweiz kommt oder ob es sich nur um einen Namen handelt? Diese Frage taucht oft auf und macht Ingenieure und Beschaffungsmanager neugierig auf ihre wahre Herkunft und ihre einzigartigen Fähigkeiten.
Der Begriff "Schweizer Maschine" ist eine direkte Hommage an ihr Herkunftsland. Sie wurde im späten 19. Jahrhundert in der Schweiz erfunden, um die unglaublich kleinen und präzisen Schrauben und Teile herzustellen, die für die legendäre Uhrenindustrie des Landes benötigt wurden.

Das Dilemma des Uhrmachers: Eine Notwendigkeit für Innovation
Um den Namen wirklich zu verstehen, müssen wir auf das Problem zurückblicken, das damit gelöst wurde. Die Uhrmacher des späten 19. Jahrhunderts standen vor einer großen Herausforderung: Sie mussten lange, schlanke Teile mit unglaublicher Präzision herstellen. Herkömmliche Drehbänke hatten damit ihre Schwierigkeiten, da das Werkstück unter dem Druck des Schneidewerkzeugs vibrierte oder sich verbog, was die Präzision beeinträchtigte. Aus dieser Notwendigkeit heraus entstand die Langdrehbank. Ihr revolutionäres Design stützt das Werkstück mit einer Führungsbuchse1 extrem nahe am Schneidewerkzeug. Dies eliminierte die Durchbiegung und ermöglichte die Massenproduktion winziger, perfekter Teile, die die Grundlage für die weltweite Dominanz der Schweizer Uhrenindustrie bildeten. Dieses Grundprinzip ist nach wie vor von zentraler Bedeutung für die moderne Schweizer CNC-Bearbeitung.
| Herausforderung | Traditionelle Drehmaschinenausgabe | Schweizer Maschinenlösung |
|---|---|---|
| Teil Durchbiegung | Lange, dünne Teile biegen sich vom Werkzeug weg. | Das Werkstück wird direkt am Schnittpunkt unterstützt. |
| Toleranzkontrolle | Es ist schwierig, die Konsistenz über die Länge zu erhalten. | Die hohe Präzision wird über das gesamte Teil hinweg beibehalten. |
| Vibration | Verursacht schlechte Oberflächenqualität und Ungenauigkeit. | Minimiert durch eine robuste Werkstückauflage. |

Vom Nocken zum Code: Die Entwicklung von "Swiss"
Der Name ist zwar historisch, aber seine Bedeutung hat sich weiterentwickelt. Die ursprünglichen Maschinen wurden mechanisch durch komplizierte Kurvensysteme gesteuert, Wunderwerke ihrer Zeit. Heute bezieht sich der Begriff "Schweizer Maschine" oder "Schweizer CNC" auf eine Maschine, die das gleiche Prinzip des beweglichen Spindelstocks verwendet, aber von einer fortschrittlichen numerischen Computersteuerung (CNC) gesteuert wird. Wenn wir bei PTSMAKE über ein Projekt sprechen, das eine schweizerische CNC-Bearbeitung erfordert, greifen wir auf ein Erbe an Präzision zurück, das durch moderne Technologie verbessert wurde. Der Name ist zu einer Klassifizierung geworden - ein Synonym für ein spezifisches, hochpräzises Herstellungsverfahren und nicht nur eine geografische Markierung.
| Merkmal | Original Cam-Operated Maschine | Moderne Schweizer CNC-Maschine |
|---|---|---|
| Kontrollsystem | Mechanische Nocken | Numerische Computersteuerung (CNC) |
| Einrichtungszeit | Sehr lang und komplex | Schnellere, softwaregesteuerte Programmierung |
| Anwendungsbereich | Hauptsächlich Uhrenteile | Luft- und Raumfahrt, Medizin, Elektronik |

Die Schweizer Maschine verdankt ihren Namen den Ursprüngen in der Schweizer Uhrmacherei, wo sie das kritische Problem der Bearbeitung kleiner, schlanker Teile mit hoher Präzision löste. Dieses Erbe setzt sich bis heute fort, wobei "Swiss" für ein spezifisches, hochpräzises Herstellungsverfahren steht, das in vielen fortschrittlichen Branchen eingesetzt wird.
Was ist Standard-CNC-Bearbeitung?
Kennen Sie das Gefühl, dass der Begriff "CNC-Bearbeitung" so weit gefasst wird, dass er seine Bedeutung verliert? Dies kann zu Verwirrung führen, wenn ein Projekt spezifiziert wird, was möglicherweise zu falschen Erwartungen in Bezug auf Kosten und Fähigkeiten führt.
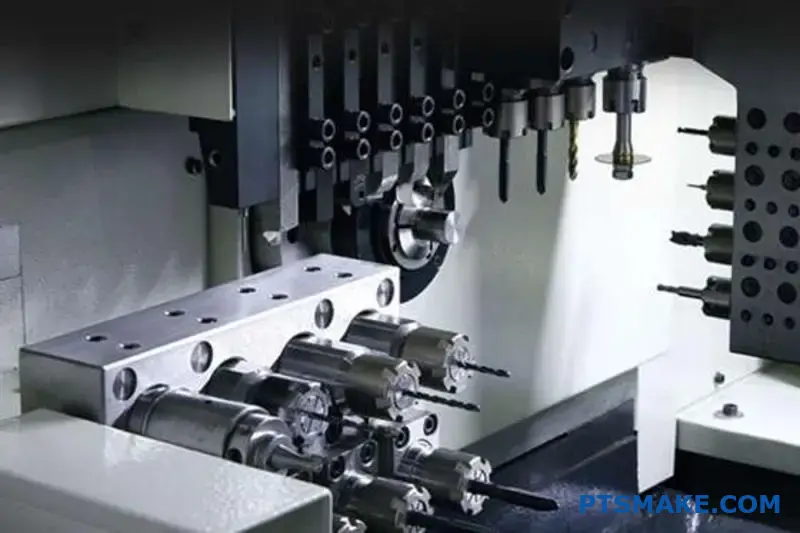
Bei der Standard-CNC-Bearbeitung handelt es sich um ein subtraktives Fertigungsverfahren, bei dem computergesteuerte Werkzeuge Material aus einem feststehenden Werkstück herausschneiden. Das Schneidewerkzeug bewegt sich entlang mehrerer Achsen, um das Teil präzise zu formen, was es für ein breites Spektrum von Komponenten äußerst vielseitig macht.

Um ihre Fähigkeiten wirklich zu verstehen, ist es am besten, ihre Kernmechanik zu entschlüsseln. Anders als bei Schweizer Maschinen besteht das Hauptmerkmal der Standard-CNC-Bearbeitung darin, dass das Werkstück fest eingespannt ist, während die Schneidwerkzeuge die gesamte Bewegung ausführen. Dieser grundlegende Ansatz macht das Verfahren für so viele Anwendungen interessant. Bei früheren Projekten bei PTSMAKE haben wir festgestellt, dass diese Methode unglaublich effektiv ist, um robuste Teile aus massiven Materialblöcken zu fertigen. Der Prozess beruht auf sicheren Werkstückträger2 um jegliche Bewegung oder Vibration zu verhindern, was für die Aufrechterhaltung der Genauigkeit entscheidend ist. Stellen Sie sich einen Bildhauer vor, der einen unbeweglichen Marmorblock sorgfältig bearbeitet, allerdings mit unglaublicher Roboterpräzision.
Wichtige operationelle Unterschiede
| Aspekt | CNC-Fräsen | CNC-Drehen (Drehmaschine) |
|---|---|---|
| Bewegung des Werkstücks | Stationär | Rotierend |
| Werkzeugbewegung | Drehen und Bewegen auf den Achsen X,Y,Z | Stationär und bewegt sich in das Stück hinein |
| Am besten für | Blöcke, ebene Flächen, komplexe Formen | Zylindrische oder konische Teile |

Die Vielseitigkeit der CNC-Standardbearbeitung ist ihre größte Stärke. Sie eignet sich hervorragend für die Herstellung von Prototypen bis hin zu großen Produktionsserien. Da das Werkstück fixiert ist, eignet sie sich ideal für größere, sperrige Teile, bei denen ein erheblicher Materialabtrag erforderlich ist, wie z. B. bei Motorkomponenten, Gehäusen oder strukturellen Halterungen. Diese Methode hat jedoch ihre Grenzen. Bei der Bearbeitung sehr langer und schlanker Teile kann der Abstand zwischen dem Spannfutter und dem Schneidpunkt dazu führen, dass sich das Material durchbiegt oder vibriert. Dies macht es schwierig, enge Toleranzen über die gesamte Länge des Teils einzuhalten - ein Problem, für das die Schweizer CNC-Bearbeitung speziell entwickelt wurde. Diese Unterscheidung ist für jeden Ingenieur oder Beschaffungsmanager von entscheidender Bedeutung, bevor er ein Projekt in Angriff nimmt.
Typische Anwendungsfälle
| Anmeldung | Allgemeine Materialien | Hauptvorteil |
|---|---|---|
| Prototyping | Aluminium, ABS, Nylon | Schnelligkeit und Kosteneffizienz |
| Gehäuse und Schränke | Aluminium, rostfreier Stahl | Fähigkeit zur Bearbeitung großer Teile |
| Lehren und Vorrichtungen | Werkzeugstahl, Delrin (POM) | Hohe Genauigkeit und Haltbarkeit |

Bei der Standard-CNC-Bearbeitung werden computergesteuerte Werkzeuge auf einem stationären Werkstück eingesetzt, wodurch sie sich für eine Vielzahl von Teilen eignet, insbesondere für größere. Obwohl sie sehr vielseitig ist, liegt ihre größte Einschränkung in der Beibehaltung der Präzision bei langen, schlanken Bauteilen aufgrund der möglichen Materialverformung.
Wie wird durch die Schweizer CNC-Bearbeitung eine höhere Präzision erreicht?
Haben Sie schon einmal ein Teil mit engen Toleranzen spezifiziert, das dann bei der Prüfung durchgefallen ist? Der feine mechanische Unterschied zwischen Standard- und Schweizer CNC-Bearbeitung könnte der entscheidende Faktor sein, den Sie übersehen haben.
Bei der Schweizer CNC-Bearbeitung wird eine überragende Präzision durch den Einsatz einer Führungsbuchse erreicht, die das Werkstück direkt am Schnittpunkt unterstützt. Diese Konstruktion verhindert Materialverformung und Vibrationen, die beim Standarddrehen häufig auftreten, und gewährleistet gleichbleibende, enge Toleranzen, insbesondere bei langen, schlanken Bauteilen.
Der Vorteil der Führungsbuchse und des verschiebbaren Spindelstocks
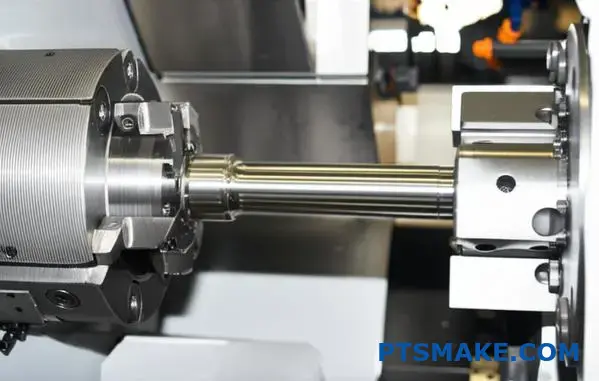
Das Geheimnis der Schweizer Präzision liegt in ihrer einzigartigen Architektur. Im Gegensatz zu herkömmlichen Drehmaschinen, bei denen das Werkstück weit aus dem Spannfutter herausragt, führt eine Schweizer Maschine das Material durch eine Führungsbuchse. Diese Buchse fungiert als solider Auflagepunkt, wobei die Werkzeuge das Material in dem Moment schneiden, in dem es herauskommt. Diese Konstruktion bietet unglaubliche Steifigkeit3 und eliminiert praktisch die Durchbiegung, die Hauptursache für Ungenauigkeiten bei langen, schlanken Teilen.
Der verschiebbare Spindelstock arbeitet in Verbindung mit der Buchse. Anstatt dass sich die Werkzeuge für den Z-Achsen-Schnitt entlang des Werkstücks bewegen, schiebt der Spindelstock selbst das gesamte Stangenmaterial vorwärts.
| Merkmal | Schweizer CNC-Bearbeitung | Standard-CNC-Drehen |
|---|---|---|
| Werkstückauflage | An der Trennstelle | Weit weg vom Spannfutter/Collet |
| Ablenkungsrisiko | Minimal | Hoch bei langen/dünnen Teilen |
| Bewegung der Z-Achse | Der Spindelstock bewegt das Material | Werkzeugrevolver bewegt sich entlang des Bettes |
Diese Kombination ist der Grund, warum die Schweizer CNC-Bearbeitung konstant Toleranzen im Mikrometerbereich einhalten kann.

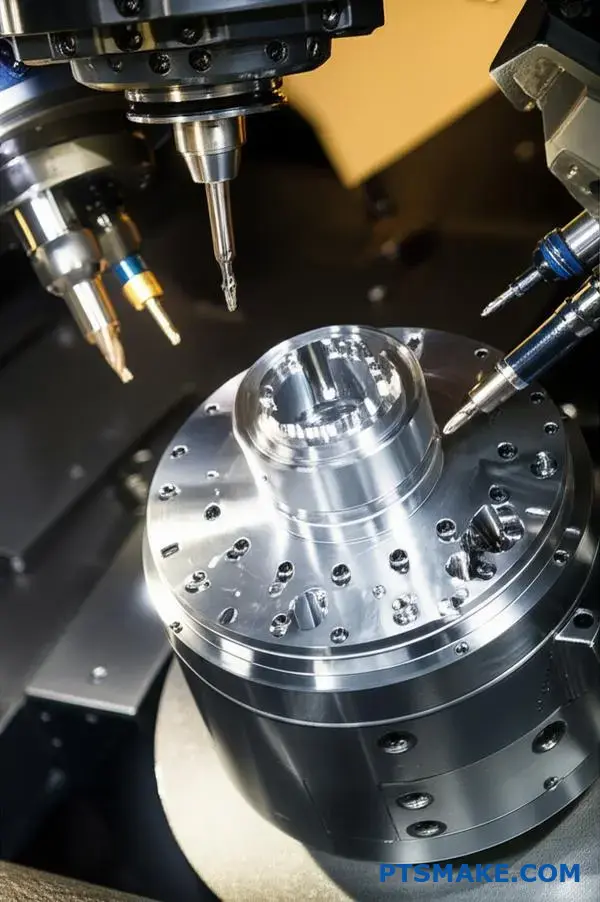
Mehr als nur Drehen: Die Kraft des Live Tooling
Moderne Schweizer Maschinen sind nicht nur einfache Drehbänke, sondern auch mehrachsige Bearbeitungszentren. Sie sind mit angetriebenen Werkzeugen ausgestattet, so dass Fräs-, Bohr- und Gewindeschneidarbeiten am Werkstück durchgeführt werden können, ohne es aus der Maschine zu nehmen. Diese "done-in-one"-Fähigkeit ist ein weiterer Eckpfeiler ihrer Präzision.
Reduzierung von Einrichtungsfehlern
Bei der Standardbearbeitung kann ein komplexes Teil von einer Drehbank zu einer Fräsmaschine für sekundäre Operationen wechseln. Jedes Mal, wenn das Teil neu eingespannt wird, treten kleine Ungenauigkeiten auf. Bei der CNC-Bearbeitung in der Schweiz werden alle Arbeitsgänge in einer einzigen Aufspannung ausgeführt, wodurch diese kumulativen Fehler vermieden werden.
| Aspekt | Multi-Setup-Prozess | Schweizer "Done-in-One" |
|---|---|---|
| Teil Handhabung | Erfordert eine Neufixierung | Keine manuellen Eingriffe |
| Toleranz Stapelung | Bei jeder Einrichtung häufen sich die Fehler | Minimiert auf einen einzigen Bezugspunkt |
| Produktionseffizienz | Niedriger; einschließlich Rüstzeit | Höher; kontinuierliche Bearbeitung |
Dieser integrierte Ansatz, den wir bei PTSMAKE für komplexe Bauteile anwenden, gewährleistet, dass alle Merkmale eines Teils perfekt aufeinander abgestimmt sind.
Die Präzision der Schweizer CNC-Bearbeitung beruht auf der Konstruktion der Führungsbuchsen, die eine Materialverformung verhindern. Kombiniert mit der "done-in-one"-Fähigkeit von angetriebenen Werkzeugen werden komplexe Teile in einer Aufspannung fertiggestellt, wodurch die bei mehrstufigen Prozessen auftretenden kumulativen Fehler eliminiert und eine außergewöhnliche Genauigkeit gewährleistet wird.
Wie erreicht man mit der Schweizer CNC-Bearbeitung lange Teile?
Haben Sie schon einmal einen langen, schlanken Stift entworfen und dann festgestellt, dass es eine große Herausforderung ist, ihn mit einem gleichmäßigen Durchmesser herzustellen? Dieses häufige Problem führt oft zu Ausschuss und Projektverzögerungen.
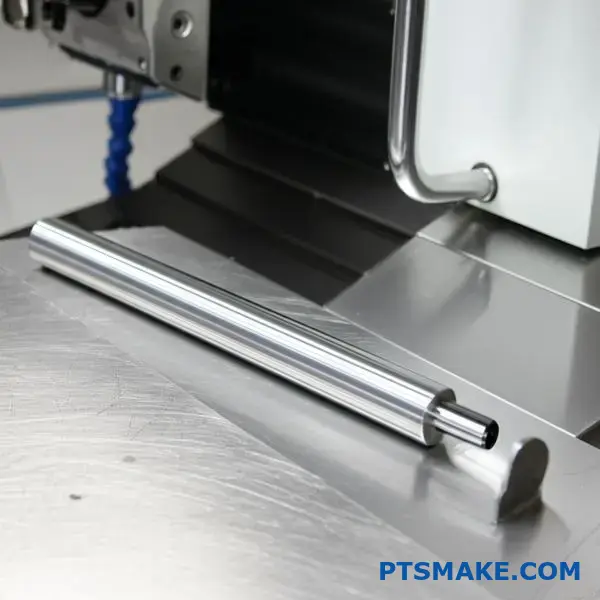
Seine außergewöhnliche Präzision verdankt er einem einzigartigen System aus verschiebbarem Spindelstock und Führungsbuchsen. Dadurch wird das Material genau dort gestützt, wo es geschnitten wird, und Biegungen und Vibrationen, die die Genauigkeit bei langen Werkstücken beeinträchtigen, werden wirksam verhindert.
Stabilität an der Schnittfläche
Das Grundprinzip der Schweizer CNC-Bearbeitung ist die Beseitigung von Instabilitäten. Bei einer herkömmlichen Drehmaschine wird ein langes Teil, das nur an einem Ende gehalten wird, unweigerlich verbiegen oder vibrieren, wenn ein Werkzeug in der Mitte Druck ausübt. Die Schweizer Methode löst dieses Problem, indem das Stangenmaterial durch eine Führungsbuchse geführt wird. Die Schneidwerkzeuge greifen nur wenige Millimeter von diesem Auflagepunkt entfernt in das Material ein. Auf diese Weise entsteht eine unglaublich stabile Schneidzone, die verhindert, dass das Werkzeug das Material wegdrückt. Diese Stabilität ist der Hauptgrund dafür, dass beim Schweizer Drehen Teile mit außergewöhnlicher Geradheit und einem gleichmäßigen Durchmesser über die gesamte Länge hergestellt werden können. Dieses Verfahren eliminiert nahezu das Risiko von Chatter4was für die Erzielung einer feinen Oberfläche entscheidend ist.
| Faktor | Standard-Drehmaschine | Schweizer CNC-Maschine |
|---|---|---|
| Werkstückauflage | Am Spannfutter, weit weg vom Schnitt | An der Führungsbuchse, neben dem Schnitt |
| Ablenkungsrisiko | Hoch auf schlanken Teilen | Praktisch eliminiert |
| Wirkung des Werkzeugdrucks | Kann Verjüngung oder Verbiegung verursachen | Minimale Auswirkungen auf die Teilegeometrie |

Einwandfreie Übergaben mit einer Subspindel
Moderne Schweizer Maschinen gehen bei der Präzision noch einen Schritt weiter, indem sie eine Gegenspindel einsetzen. Nachdem die Hauptbearbeitung auf der Vorderseite des Teils abgeschlossen ist, fährt die Gegenspindel ein, um das fertige Teil zu greifen. Die Hauptspindel schneidet dann das Teil vom Stangenmaterial ab. Die Gegenspindel fährt dann zurück und hält das Teil sicher fest, um es auf der Rückseite einem anderen Werkzeugsatz für die Sekundärbearbeitung zu übergeben. Diese automatisierte Übergabe ist perfekt konzentrisch und erfolgt innerhalb desselben Maschinenzyklus. Nach meiner Erfahrung bei PTSMAKE wird dadurch das Risiko menschlicher Fehler und Toleranzabweichungen vermieden, die auftreten, wenn ein Teil manuell bewegt und in einer anderen Maschine oder Vorrichtung für die Rückseitenbearbeitung neu eingespannt wird.
Die Genauigkeit einer einzelnen Klemmung
| Prozess-Schritt | Manuell Zweiter Betrieb | Schweizer Subspindel-Betrieb |
|---|---|---|
| Teil Übertragung | Der Bediener bewegt das Teil zu einer anderen Halterung | Unterspindel greift und überträgt Teil |
| Ausrichtung | Manuelles Einrichten und Befestigen erforderlich | Perfekt konzentrisch zur Hauptspindel |
| Fehlerpotenzial | Hohes Risiko einer Fehlausrichtung | Minimal; von der Maschine gesteuert |

Die Schweizer CNC-Bearbeitung erreicht ihre überragende Präzision durch eine Führungsbuchse, die eine robuste Abstützung an der Schnittstelle bietet und eine Durchbiegung verhindert. Hinzu kommt eine Gegenspindel, die eine nahtlose Rückseitenbearbeitung in einer einzigen Aufspannung ermöglicht, wodurch Fehler beim Umspannen vermieden werden und ein perfekter Rundlauf gewährleistet wird.
Welche Materialien können für die Schweizer CNC-Bearbeitung verwendet werden?
Haben Sie Probleme, die Materialeigenschaften mit den einzigartigen Anforderungen der Schweizer Bearbeitung in Einklang zu bringen? Die falsche Wahl kann zu schlechten Oberflächengüten, erhöhtem Werkzeugverschleiß und unerwarteten Kosten für Ihr Projekt führen.
Die Schweizer CNC-Bearbeitung ist mit einer Vielzahl von Materialien kompatibel, darunter Metalle wie Aluminium, Edelstahl, Titan und Messing sowie technische Kunststoffe wie PEEK und Delrin (POM). Die beste Wahl hängt von den spezifischen mechanischen und finanziellen Anforderungen Ihrer Anwendung ab.

Bei der Auswahl eines Materials für die CNC-Bearbeitung in der Schweiz ist die Bearbeitbarkeit der wichtigste Faktor. Metalle sind die häufigste Wahl, und das aus gutem Grund. Sie bieten ein hervorragendes Gleichgewicht aus Festigkeit, Haltbarkeit und Leistung. Nach unserer Erfahrung bei PTSMAKE empfehlen wir unseren Kunden Materialien, die sich auf einer Schweizer Drehmaschine sauber und effizient bearbeiten lassen.
Gängige Metalle für die Schweizer Bearbeitung
Aluminiumlegierungen, insbesondere 6061 und 7075, sind wegen ihres ausgezeichneten Verhältnisses von Festigkeit zu Gewicht und ihrer leichten Bearbeitbarkeit beliebt. Edelstahlsorten wie 303 und 304 sind aufgrund ihrer Korrosionsbeständigkeit ebenfalls sehr beliebt, allerdings sind sie schwieriger zu bearbeiten. Messing ist eine weitere hervorragende Option, die oft wegen ihrer hervorragenden Bearbeitbarkeit gewählt wird, was zu kürzeren Zykluszeiten und niedrigeren Kosten bei hohen Stückzahlen führt. Die Eigenschaften des Materials Streckgrenze5 ist ein wichtiger Aspekt, da er die Schnittkräfte und die endgültige Integrität des Teils beeinflusst.
| Metall | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| Aluminium (6061) | Leichtgewichtig, kosteneffizient | Armaturen für die Luft- und Raumfahrt, Elektronikgehäuse |
| Rostfreier Stahl (303) | Korrosionsbeständigkeit, maschinell bearbeitbar | Komponenten für medizinische Geräte, Schäfte |
| Messing (C360) | Hervorragende Bearbeitbarkeit, leitfähig | Verbinder, Befestigungen, Ventile |
| Titan | Hohe Festigkeit, biokompatibel | Medizinische Implantate, Teile für die Luft- und Raumfahrt |

Neben Metallen gewinnen technische Kunststoffe bei der CNC-Bearbeitung in der Schweiz zunehmend an Bedeutung, insbesondere für Anwendungen, für die Metall nicht geeignet ist. Diese fortschrittlichen Polymere bieten einzigartige Eigenschaften wie chemische Beständigkeit, elektrische Isolierung und geringes Gewicht, die für die Medizin-, Elektronik- und Automobilindustrie unerlässlich sind. Die Bearbeitung von Kunststoffen erfordert jedoch einen anderen Ansatz. Das Wärmemanagement ist von entscheidender Bedeutung, da übermäßige Reibung dazu führen kann, dass das Material schmilzt, anstatt sauber zu schneiden.
Hochleistungskunststoffe
Delrin (POM) ist ein fantastischer Allrounder, der für seine geringe Reibung, hohe Steifigkeit und Maßhaltigkeit bekannt ist. PEEK ist ein Hochleistungsthermoplast, der extremen Temperaturen und aggressiven Chemikalien standhält, was ihn zur ersten Wahl für anspruchsvolle Komponenten in der Medizin und der Luft- und Raumfahrt macht. Es ist zwar teurer, aber seine Eigenschaften rechtfertigen oft die Kosten.
| Kunststoff | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| Delrin (POM) | Geringe Reibung, hohe Steifigkeit | Lager, Zahnräder, Isolatoren |
| PEEK | Hohe Temperatur- und Chemikalienbeständigkeit | Medizinische Implantate, elektronische Steckverbinder |
| Nylon | Zähigkeit, Verschleißfestigkeit | Buchsen, Dichtungen, Verschleißpolster |
Die Wahl des richtigen Kunststoffs erfordert ein Verständnis des Zusammenspiels zwischen seinen Eigenschaften und dem Bearbeitungsprozess.
Die Schweizer CNC-Bearbeitung unterstützt eine vielfältige Materialpalette, von gängigen Metallen wie Aluminium und Edelstahl bis hin zu modernen Kunststoffen wie PEEK und Delrin. Die erfolgreiche Materialauswahl hängt davon ab, dass die Anforderungen der Anwendung - wie Festigkeit und Korrosionsbeständigkeit - mit der Bearbeitbarkeit des Materials in Einklang gebracht werden, um Präzision und Kosteneffizienz zu gewährleisten.
Wann ist die Schweizer CNC-Bearbeitung die kosteneffizienteste Wahl?
Haben Sie schon einmal einen Kostenvoranschlag für ein komplexes, schlankes Teil erhalten und waren über die Kosten verwundert? Die Entscheidung zwischen Swiss CNC und Standard-Drehen kann sich wie ein Glücksspiel für Ihr Budget anfühlen.
Die Schweizer CNC-Bearbeitung ist am kosteneffizientesten für die Großserienproduktion kleiner, komplexer Teile. Die Einrichtung kann zwar aufwändiger sein, aber die unglaubliche Geschwindigkeit, die "done-in-one"-Bearbeitung und der geringere Materialabfall sorgen für deutlich niedrigere Kosten pro Teil bei größeren Produktionsläufen.

Der Schlüssel zum Verständnis der Kosteneffizienz liegt in der Abwägung zwischen Einrichtungskosten und Produktionsvolumen. Die Einrichtung einer Schweizer Maschine ist oft komplexer als die einer Standard-Drehmaschine und erfordert eine komplizierte Programmierung für mehrere Achsen und synchronisierte Vorgänge. Diese anfängliche Investition in Zeit und Fachwissen bedeutet, dass sie für sehr kleine Lose oder einmalige Prototypen möglicherweise nicht die günstigste Option ist.
Der Break-Even-Punkt des Volumens
Ist die Maschine jedoch einmal in Betrieb, ist ihre Effizienz bei der richtigen Art von Teilen unübertroffen. Die schnellen Zykluszeiten und der mannlose Betrieb ("Lights-out"-Fertigung) gleichen die anfänglichen Einrichtungskosten schnell aus. Die Kosten Amortisation6 Die Schweizer CNC-Bearbeitung glänzt bei einer großen Serie. Bei PTSMAKE sehen wir oft, dass der Break-even-Punkt bei Serien von mehreren tausend Stück erreicht wird.
| Kostenfaktor | Geringes Volumen (z.B. 100 Stück) | Große Mengen (z. B. 10.000 Stück) |
|---|---|---|
| Einrichtungskosten pro Teil | Hoch | Sehr niedrig |
| Zykluszeit Kosten pro Teil | Mäßig | Sehr niedrig |
| Gesamtkosten des Teils | Relativ hoch | Niedrig |

Neben den Zykluszeiten senkt die CNC-Bearbeitung in der Schweiz die Kosten in zwei weiteren kritischen Bereichen: Materialabfall und Qualitätskontrolle. Da Schweizer Maschinen ein Stangenmaterial verwenden, das in der Regel sehr nahe am Außendurchmesser des fertigen Teils liegt, wird im Vergleich zur Bearbeitung eines Teils aus einem größeren Knüppel auf einer Standard-CNC-Fräse deutlich weniger Material in Späne verwandelt. Bei einer Serie von Tausenden von Teilen summiert sich diese Materialeinsparung erheblich.
Die versteckten Kosteneinsparungen
Darüber hinaus senkt die "Done-in-One"-Funktion die nachgelagerten Kosten drastisch. Durch die Fertigstellung eines komplexen Teils in einer einzigen Aufspannung entfallen der Arbeitsaufwand und die Gefahr von Fehlern, die mit dem Transport eines Teils zwischen verschiedenen Maschinen für sekundäre Arbeitsgänge verbunden sind. Das bedeutet weniger Ausschussteile, weniger Zeitaufwand für die Inspektion und insgesamt eine höhere Qualitätskonstanz.
| Bereich Kosteneinsparungen | Standard-Multi-Op-Prozess | Schweizer CNC "Done-in-One" |
|---|---|---|
| Materialabfälle | Höher (aus größeren Rohlingen) | Minimal (aus Stangenmaterial) |
| Sekundäre Arbeit | Erforderlich für die Neubefestigung | Eliminiert |
| Ablehnungsquote | Höher aufgrund von Toleranzstapeln | Geringer aufgrund der einmaligen Einrichtung |

Die Schweizer CNC-Bearbeitung erweist sich als besonders kosteneffizient für hochvolumige, komplexe Teile. Die höheren anfänglichen Einrichtungskosten werden durch schnelle Zykluszeiten, minimalen Materialabfall und geringeren Arbeitsaufwand für sekundäre Operationen ausgeglichen, was zu niedrigeren Kosten pro Teil und überlegener Qualität bei langen Produktionsläufen führt.
Was sind die Grenzen der Schweizer CNC-Bearbeitung?
Denken Sie, dass die Schweizer CNC die ultimative Lösung für jedes kleine, präzise Teil ist? Diese Denkweise kann zu aufgeblähten Budgets und Produktionsproblemen führen, wenn eine einfachere, direktere Methode besser funktioniert hätte.
Die Haupteinschränkungen der Schweizer CNC-Bearbeitung sind die höheren anfänglichen Einrichtungskosten, die sie für Kleinserien weniger wirtschaftlich machen, und die physikalische Beschränkung des Materialdurchmessers, der normalerweise unter 1,5 Zoll liegt. Sie ist auch ineffizient für die Herstellung einfacher Teile, die nicht die Komplexität der Mehrachsenbearbeitung erfordern.

Die Schweizer CNC-Bearbeitung ist zwar ein Meister der Präzision für komplexe, schlanke Teile, aber sie ist keine Universallösung. Ihre größten Stärken können zu ihren Schwächen werden, wenn sie falsch angewandt werden. Die größte Einschränkung sind die anfänglichen Einrichtungskosten und die Komplexität. Die Programmierung einer mehrachsigen Schweizer Maschine mit synchronisierten Bewegungen für die Hauptspindel, die Gegenspindel und die angetriebenen Werkzeuge ist wesentlich aufwändiger als die Einrichtung einer herkömmlichen Drehmaschine. Diese Investition in Zeit und Fachwissen zahlt sich erst bei der Großserienfertigung aus. Bei Prototypen oder Kleinserien können die Kosten pro Teil im Vergleich zu anderen Verfahren unerschwinglich hoch sein. Das Verfahren beruht auf komplizierten Werkzeugweg-Choreographie7 die zwar leistungsstark ist, aber nicht schnell für eine Auflage von nur zehn Stück konfiguriert werden kann.
Kosten-Wirksamkeit vs. Produktionsvolumen
| Produktionsvolumen | Schweizer CNC-Bearbeitung | Standard-CNC-Drehen |
|---|---|---|
| 1-100 Stück | Hohe Kosten pro Teil | Wirtschaftlicher |
| 1.000+ Stücke | Einrichtung Kosten Amortisiert | Weniger wettbewerbsfähig |
| 10.000+ Stücke | Äußerst kosteneffektiv | Erheblich höhere Kosten |

Eine weitere harte Grenze ist die physische Größe. Die gesamte Architektur einer Schweizer Maschine, vom beweglichen Spindelstock bis zur Führungsbuchse, ist auf Stangenmaterial ausgelegt. Dadurch ist der maximale Durchmesser des Rohmaterials, das verwendet werden kann, von Natur aus begrenzt. Die meisten Schweizer Maschinen können Werkstücke bis zu einem Durchmesser von etwa 1,25 oder 1,5 Zoll (ca. 38 mm) bearbeiten. Wenn der größte Durchmesser Ihres Teils diesen Wert übersteigt, ist die Schweizer Bearbeitung einfach keine Option. Außerdem ist das Verfahren von Natur aus ineffizient für Teile, die nicht lang und schlank sind. Für die Herstellung von kurzen, kräftigen Teilen oder Komponenten mit einem geringen Verhältnis von Länge zu Durchmesser bietet der einzigartige Vorteil der Führungsbuchse keinen wirklichen Nutzen. In diesen Fällen ist eine normale CNC-Drehmaschine oder -Fräse oft schneller und kostengünstiger.
Geometrische und dimensionale Beschränkungen
| Teil Charakteristisch | Eignung für Schweizer CNC | Alternatives Verfahren |
|---|---|---|
| Durchmesser > 1,5 Zoll | Nicht durchführbar | Standard-CNC-Drehmaschine |
| Geringes Länge-Durchmesser-Verhältnis | Ineffizient | Standard-CNC-Drehmaschine |
| Einfache Geometrie (keine Querverbindungen) | Overkill / Kostspielig | Einfache 2-Achsen-Drehmaschine |

Die CNC-Bearbeitung in der Schweiz hat entscheidende Einschränkungen: Sie ist aufgrund der hohen Rüstkosten nicht kosteneffizient für Kleinserien, ist auf Rohmaterialdurchmesser von typischerweise unter 1,5 Zoll beschränkt und ist ineffizient für einfache Teile, die ihre komplexen Mehrachsenfähigkeiten nicht ausnutzen.
Wie wählt man einen zuverlässigen Schweizer CNC-Bearbeitungspartner?
Haben Sie schon einmal einen Lieferanten ausgewählt, der auf dem Papier perfekt zu sein schien, nur um dann mit Kommunikationsproblemen und kritischen Lieferverzögerungen konfrontiert zu werden? Die Wahl des falschen Partners kann Ihr Projekt schnell entgleisen lassen und die Qualität beeinträchtigen.
Um einen zuverlässigen Schweizer CNC-Bearbeitungspartner auszuwählen, müssen Sie dessen technische Fähigkeiten, Qualitätskontrollsysteme, Kommunikationsfähigkeit und nachweisliche Branchenerfahrung bewerten. Ein echter Partner bietet technische Unterstützung und zeigt ein klares Verständnis für die spezifischen Anforderungen Ihres Projekts.

Wenn Sie einen potenziellen Partner prüfen, sollten Sie sich nicht nur auf die Liste der Maschinen beschränken. Moderne Schweizer CNC-Maschinen sind zwar unverzichtbar, aber das Know-how, das dahinter steckt, ist wirklich wichtig. Ich empfehle immer, nach einem Partner zu suchen, der solide technische Unterstützung bietet. Bietet er Feedback zum Design for Manufacturability (DFM), um Ihre Teile für die Produktion zu optimieren und so möglicherweise die Kosten zu senken und die Qualität zu verbessern? Ein großartiger Partner wird proaktiv Materialalternativen oder kleinere Designänderungen vorschlagen, die einen großen Unterschied ausmachen können. Ihr Fachwissen in Metrologie8 Sie müssen über die Werkzeuge und Fähigkeiten verfügen, um die engen Toleranzen, die Ihre Teile erfordern, zu überprüfen. Bei früheren Projekten von PTSMAKE war dieser kollaborative technische Ansatz der Schlüssel, um ein anspruchsvolles Design in eine erfolgreiche, wiederholbare Komponente zu verwandeln.
Lieferant vs. echter Partner
| Aspekt | Grundversorger | Echte Partner |
|---|---|---|
| Rückmeldung | Stellt das Teil wie gezeichnet her | Bietet DFM-Vorschläge |
| Problemlösung | Meldet Probleme, sobald sie auftreten | schlägt proaktiv Lösungen vor |
| Materialkenntnisse | Verwendet spezifiziertes Material | Empfiehlt optimale Materialien |

Neben der technischen Kompetenz sind die betrieblichen Abläufe des Partners ebenso entscheidend für einen reibungslosen Ablauf. Eine klare und konsistente Kommunikation ist die Grundlage für eine zuverlässige Partnerschaft. Wie wird das Projektmanagement gehandhabt? Sie sollten einen einzigen Ansprechpartner erwarten, der sowohl technisch versiert als auch reaktionsschnell ist. Nichts ist frustrierender, als wenn Ihre Fragen zwischen verschiedenen Abteilungen hin- und herspringen. Bewerten Sie das Qualitätsmanagementsystem (QMS) des Unternehmens. Ist das Unternehmen nach Normen wie ISO 9001 zertifiziert? Fragen Sie nach Beispielen für die Qualitätsdokumentation, z. B. Inspektionsberichte und Materialzertifikate. Ein transparenter Partner wird diese Informationen gerne weitergeben und damit sein Engagement für Qualität und Rückverfolgbarkeit unter Beweis stellen. Diese operative Exzellenz gewährleistet, dass Ihr Projekt vom Angebot bis zur Auslieferung in kompetenten Händen liegt, Überraschungen minimiert werden und Sie bei jedem Schritt auf dem Laufenden gehalten werden.
Bewertung von Kommunikation und Qualität
| Faktor | Rote Flagge | Grüne Flagge |
|---|---|---|
| Reaktionszeit | > 48 Stunden, vage Antworten | < 24 Stunden, klare Antworten |
| Projekt-Aktualisierungen | Nur bei Aufforderung | Proaktive, regelmäßige Aktualisierungen |
| Qualitätsnachweis | Zögernd, Dokumente zu teilen | Bietet ISO-Zertifikate, Berichte |

Bei der Wahl eines zuverlässigen Schweizer CNC-Bearbeitungspartners muss man nicht nur auf die Maschinen achten. Es erfordert eine gründliche Bewertung der technischen Unterstützung, der Kommunikationsprotokolle und der dokumentierten Qualitätssysteme. Ein echter Partner agiert als Erweiterung Ihres Teams und gewährleistet ein erfolgreiches Ergebnis für Ihr Projekt.
Entdecken Sie die Funktionsweise dieser Schlüsselkomponente mit einem technischen ↩
Erfahren Sie, wie sich verschiedene Aufnahmetechniken auf die endgültige Genauigkeit und das Finish Ihrer bearbeiteten Teile auswirken können. ↩
In dieser technischen Einführung erfahren Sie, wie sich Material und strukturelle Steifigkeit direkt auf die Bearbeitungspräzision und die Teilequalität auswirken. ↩
Erfahren Sie, wie Ratterungen bei der Bearbeitung zu schlechten Oberflächengüten führen und wie die Schweizer Technologie dies wirksam verhindert. ↩
Das Wissen um diese Eigenschaft hilft bei der Vorhersage, wie sich ein Material unter den Schnittkräften verhält, und verhindert so ein Versagen des Teils. ↩
Erfahren Sie, wie Sie die Kostenamortisation berechnen können, um Ihre Wahl zwischen verschiedenen Fertigungsverfahren für Ihr nächstes Projekt zu begründen. ↩
Sehen Sie, wie komplizierte Werkzeugbewegungen geplant und ausgeführt werden, um zu verstehen, was die Komplexität der Einrichtung und die Kosten bestimmt. ↩
Entdecken Sie die fortschrittlichen Messwerkzeuge und -techniken, die sicherstellen, dass Ihre Teile die strengsten Toleranzanforderungen erfüllen. ↩






