

Det kan være en udfordring at finde en pulverlakeringstjeneste, der leverer ensartet kvalitet og opfylder strenge tekniske specifikationer. Mange leverandører lover perfekte finish, men leverer dele med fejl, dårlig vedhæftning eller farveforskelle, der medfører dyre omarbejdninger og projektforsinkelser.
Pulverlakering giver overlegen holdbarhed, miljøoverensstemmelse og omkostningseffektivitet sammenlignet med traditionelle vådlaksystemer, hvilket gør det til den foretrukne efterbehandlingsmetode for præcisionsfremstillede dele inden for luftfarts-, medicinal-, bil- og forbrugerelektronikindustrien.

Gennem årene har samarbejdet med forskellige leverandører af belægninger lært mig, at succes afhænger af forståelsen af de tekniske detaljer. Denne vejledning dækker alt fra fejlforebyggelse og tolerancestyring til materialespecifikke forbehandlinger og industristandarder, der sikrer, at dine dele altid opfylder specifikationerne.
Hvorfor smarte ingeniører foretrækker pulverlakering frem for vådmaling
Ingeniører prioriterer ydeevne og pålidelighed. Valget af finish handler ikke kun om æstetik. Det er en kritisk teknisk beslutning.
Debatten om pulverlakering kontra vådmaling er almindelig. Men til krævende anvendelser er valget klart.
Fordelen ved holdbarhed
Pulverlakering giver et tykkere og mere ensartet lag. Dette skaber en hård overflade, der er mere modstandsdygtig end konventionel maling. Den er langt mere modstandsdygtig over for afskalning, ridser og falmning.
Effektivitet i anvendelsen
Applikationsprocessen er også hurtigere. Ofte kræves der kun et enkelt lag. Dette fremskynder produktionslinjerne og reducerer arbejdsomkostningerne. Mange tekniske komponenter drager fordel af denne effektivitet.
| Funktion | Pulverlakering | Våd maling |
|---|---|---|
| Typisk tykkelse | 1-6 mil (25-150 μm) | 0,5-1 mil (12-25 μm) |
| Hårdhed (ASTM D3363) | H til 2H | HB til F |
| Anvendelsesmetode | Elektrostatisk spray | Sprøjt, pensel, dypp |
For robuste og holdbare komponenter er fordelene ved pulverlakering ubestridelige.

Når jeg vurderer en efterbehandlingsproces, ser jeg ud over overfladen. Hele livscyklussen er vigtig, fra anvendelse til langvarig ydeevne og miljøpåvirkning. Valget har direkte indflydelse på kvaliteten af de tekniske dele, vi producerer.
Overlegen finishkvalitet og konsistens
Pulverlakering påføres som et tørt pulver elektrostatisk. Derefter hærdes det under varme. Denne proces gør det muligt at flyde og danne en overflade. Resultatet er en glat, jævn overflade uden dryp eller løbere. Dette er i modsætning til flydende maling, som kan være uensartet. Det anvendte materiale er et termohærdende polymer1 der krydsbinder under hærdningen og skaber en stærk molekylær binding. Hos PTSMAKE sikrer vores pulverlakeringstjenester denne ensartede kvalitet for alle dele.
Miljø- og sikkerhedsfordele
En væsentlig fordel ved pulverlakering er dens minimale miljøpåvirkning. Den indeholder ingen opløsningsmidler og afgiver ubetydelige mængder flygtige organiske forbindelser (VOC). Dette gør den mere sikker for operatører og miljøet.
| Aspekt | Pulverlakering | Våd maling |
|---|---|---|
| VOC-emissioner | Næsten nul | Høj |
| Affaldsmateriale | Overspray kan genbruges | Overspray er farligt affald |
| Brandfare | Lav | Høj (på grund af opløsningsmidler) |
Langvarig omkostningseffektivitet
Selvom de indledende udgifter til udstyr kan være højere, viser pulverlakering sig ofte at være mere økonomisk på lang sigt. Højere materialudnyttelse, lavere energiforbrug til hærdning og reducerede bortskaffelsesomkostninger bidrager til betydelige besparelser på lang sigt. Holdbarheden reducerer også garantikrav og omarbejdning.
Pulverlakering giver en holdbar, effektiv og miljøvenlig finish. Til tekniske anvendelser, der kræver høj ydeevne, er det det smartere valg frem for traditionel vådmaling på grund af dets overlegne konsistens og langsigtede omkostningsbesparelser.
Top 10 fejl ved pulverlakering og hvordan man forhindrer dem
Det er vigtigt for enhver ingeniør eller indkøber at forstå almindelige problemer med pulverlakering. En fejlfri finish handler ikke kun om æstetik, men også om ydeevne og holdbarhed. Defekter er ofte tegn på dybere problemer i processen.
Lad os dykke ned i nogle hyppige overfladefejl i pulverlakering. Disse kan kompromittere integriteten og beskyttelsen af dine dele. At kende årsagerne hjælper dig med at føre mere effektive diskussioner med dine produktionspartnere.
Almindelige visuelle fejl
| Defekt | Udseende |
|---|---|
| Appelsinskal | En ujævn struktur, der ligner en appelsins skal. |
| Nålehuller | Små, dybe huller, der gennemborer belægningens overflade. |
| Bobler | Små blærer eller hævede bobler på overfladen. |
Ved at identificere disse tidligt kan man undgå kostbare omarbejdninger.

Ud over visuelle fejl er der nogle fejl, der underminerer belægningens grundlæggende formål. Afskalning og dårlig vedhæftning er to af de mest alvorlige fejl. problemer med pulverlakering. De peger typisk på fejl i den kritiske forberedelsesfase, længe før der sprøjtes pulver på.
Den vigtigste faktor for en holdbar finish er forberedelsen af overfladen. Hvis underlaget ikke er helt rent og behandlet, vil pulveret simpelthen ikke hæfte ordentligt. Dette er den hyppigste årsag til, at belægningen ikke holder.
Adhæsions- og holdbarhedsfejl
Dårlig vedhæftning betyder, at belægningen kan skrælle af i lag. Afskalning er, når overfladen går i stykker ved stød. Begge problemer forkorter en dels levetid dramatisk. Problemet starter ofte med usynlige substratforurening2 eller en forkert hærdningsprofil.
Disse fejl vises muligvis ikke med det samme. De kan dukke op under samlingen eller, værre endnu, når produktet er i brug. Derfor er en omhyggelig proces ufravigelig.
| Defekt | Primær årsag | Forebyggelsesmetode |
|---|---|---|
| Flisning | Dårlig forbehandling eller utilstrækkelig hærdning. | Kontroller rengøringsprocessen; følg hærdningsplanen. |
| Dårlig vedhæftning | Overfladeforurening (olier, fedt). | Implementer en robust rengøring i flere trin. |
Hos PTSMAKE er vores pulverlakeringstjenester omfatter en grundig forbehandlingsproces i flere trin. Dette sikrer, at overfladen er helt ren, så der opnås maksimal vedhæftning og langvarig holdbarhed.
Det er vigtigt at kunne genkende overfladefejl i pulverlakering, såsom appelsinskal og dårlig vedhæftning. Disse problemer skyldes ofte fejl i påføringen eller utilstrækkelig forberedelse af overfladen. Når du forstår dette, kan du bedre vurdere og vælge en høj kvalitet. pulverlakeringstjenester udbyder til dine projekter.
Krav til pulverlakerede dele i luftfartsindustrien
Det er ikke valgfrit at overholde luftfartsstandarder. Det er et strengt krav. Alle belagte dele skal overholde præcise specifikationer for sikkerhed og ydeevne. Det er her, professionel ‘pulverlakering til luftfartsindustrien’ virkelig skiller sig ud.
Overensstemmelse med militære specifikationer
Standarder som MIL-PRF-24712 dikterer alt. De dækker materialesammensætning, anvendelse og endelig ydeevne. Overensstemmelse sikrer, at dele kan modstå ekstreme driftsforhold. Det er en garanti for pålidelighed.
Kritiske forbehandlingstrin
Korrekt forberedelse af overfladen er afgørende. Uden den vil selv den bedste belægning svigte. En ren, korrekt forberedt overflade sikrer maksimal vedhæftning og korrosionsbestandighed.
| Scene | Formål |
|---|---|
| Affedtning | Fjerner olier og forurenende stoffer. |
| Skylning | Fjerner kemiske rester. |
| Konvertering af belægning | Forbedrer vedhæftning og korrosionsbeskyttelse. |
| Sidste skylning | Sikrer en ren overflade til belægning. |
Denne detaljerede proces er kendetegnende for højkvalitets ‘pulverlakeringstjenester’.

Ud over den indledende påføring skal delene gennemgå en streng validering. Denne proces beviser, at belægningen kan modstå de barske forhold under flyvning. Disse ‘flyvningsgodkendte standarder for pulverbelægning’ adskiller standardarbejde fra kvalitet i luftfartsklasse.
Miljø- og ydeevnetest
Vi underkaster belagte dele en række tests. Disse simulerer virkelige miljøbelastninger. Målet er at verificere holdbarheden længe før delen installeres. Disse tests er afgørende for alle ‘mil spec coating services’.
Her er nogle af de vigtigste valideringstests, vi udfører.
| Testtype | Målsætning |
|---|---|
| Saltsprøjt (ASTM B117) | Måler korrosionsbestandighed over tid. |
| Vedhæftning (ASTM D3359) | Kontrollerer bindingen mellem belægningen og underlaget. |
| Modstandsdygtighed over for slag | Vurderer holdbarhed over for fysiske slag. |
| Måling af tykkelse | Sikrer, at belægningen ligger inden for den angivne tolerance. |
Vigtigheden af fuld sporbarhed
Dokumentation er lige så vigtig som selve belægningen. Der kræves fuld sporbarhed. Hvert trin, fra pulverbatchnummer til hærdningstemperatur og inspektionsresultater, registreres.
Dette skaber en komplet historik for hver enkelt del. Det sikrer ansvarlighed og er afgørende for kvalitetskontrol. Det er en ufravigelig del af vores proces hos PTSMAKE.
Overholdelse af luftfartsspecifikationer som MIL-PRF-24712 er obligatorisk. Dette indebærer omhyggelig forbehandling efterfulgt af omfattende miljø- og ydeevnetest. Komplet dokumentation for fuld sporbarhed sikrer, at alle dele opfylder de højeste standarder for sikkerhed og pålidelighed.
Hemmeligheder til at opnå snævre tolerancer efter pulverlakering
Pulverlakering tilføjer et beskyttende lag, men det tilføjer også tykkelse. Dette har direkte indflydelse på din deles endelige dimensioner. At ignorere denne opbygning kan føre til monteringsfejl.
Succesfulde projekter afhænger af præcis tykkelseskontrol. Det er en afgørende faktor for dele med snævre tolerancer.
Udfordringen ved belægningsopbygning
Hver overflade får et lag pulver. Dette kan variere fra 0,002 til 0,005 tommer eller mere. Du skal tage højde for dette i designfasen for at opretholde kritiske dimensioner.
Indledende planlægning er nøglen
Vi samarbejder med kunderne om at definere kritiske områder. Dette hjælper os med at udvikle en strategi, inden pulveret påføres, så vi kan sikre et perfekt resultat efter vores pulverlakering.

For at opretholde præcisionen fokuserer vi på to kerneområder: omhyggelig maskering og intelligent design. Disse trin er ikke valgfri for komponenter med høj tolerance. De er afgørende for succes.
Præcise maskeringsteknikker
Afdækning beskytter områder, der skal forblive ubelagte. Disse omfatter ofte gevind, samlingsflader eller jordforbindelsespunkter. Valget af afdækningsmateriale er afgørende for at opnå rene, skarpe linjer.
| Maskeringsmetode | Bedst til | Temperaturbestandighed |
|---|---|---|
| Højtemperaturtape | Flade overflader, skarpe kanter | Høj |
| Silikone-propper/hætter | Huller, gevind, tappe | Meget høj |
| Flydende Maskant | Komplekse eller uregelmæssige former | Varierer |
Ved at vælge den rigtige metode sikres det, at kun de ønskede overflader bliver belagt. Dette forhindrer ophobning, hvor det ville forstyrre funktionen. Effektive ‘præcisionsmaskeringsteknikker’ er en hjørnesten i kvaliteten.
Design til overfladeopbygning
Den bedste strategi er at planlægge belægningen fra starten. Det betyder, at de oprindelige CNC-bearbejdningsdimensioner skal justeres for at tage højde for den ekstra tykkelse. For eksempel kan et hul bearbejdes, så det bliver lidt for stort. Det sikrer, at det har den rigtige størrelse efter belægningen. Denne fremsyn forhindrer ændringer efter belægningen. Det undgår også problemer som f.eks. Faradays bur-effekt3 i trange hjørner, hvilket kan forårsage ujævn belægning. Hos PTSMAKE integrerer vi disse overvejelser i vores DFM-proces.
Opnåelse af snævre tolerancer efter belægning kræver en proaktiv tilgang. Det kombinerer præcis tykkelseskontrol, strategisk maskering og design af dele, der kan rumme materialetilførslen. Dette sikrer, at det endelige produkt opfylder alle specifikationer uden kostbar omarbejdning.
Fordele ved pulverlakering til kabinetter til medicinsk udstyr
Inden for det medicinske område er en enheds overflade ikke kun til pynt. Den er en vigtig komponent for sikkerhed og funktion. Overfladen skal være holdbar og sikker for patienten.
Pulverlakering er en overlegen løsning. Den opfylder effektivt de strenge krav, der stilles i sundhedsmiljøer.
Biokompatibilitet og sikkerhed
Et vigtigt krav er, at belægningen skal være giftfri. Den må ikke reagere med menneskeligt væv. Vores pulverbelægningsløsninger til medicinsk udstyr er udviklet netop til dette formål. De giver en finish, der er sikker at bruge på hospitaler.
Funktionel ydeevne
Disse belægninger gør det også nemmere at rengøre. En glat, ikke-porøs overflade modstår mikrobiel vækst. Dette er afgørende for infektionskontrol i alle kliniske miljøer.
| Funktion | Pulverlakering | Flydende maling |
|---|---|---|
| Biokompatibilitet | Fremragende | Varierer |
| Holdbarhed | Høj | Moderat |
| Kemisk modstandsdygtighed | Høj | Moderat-lav |
| Let at rengøre | Let | Kan være porøs |

Når vi vælger en overfladebehandling, skal vi tage højde for hele det medicinske udstyrs livscyklus. Dette omfatter gentagen sterilisering og udsættelse for stærke rengøringsmidler. En overfladebehandling, der nedbrydes, kan kompromittere patientsikkerheden og udstyrets integritet. Det er her, den rigtige belægning gør en forskel.
Forbedret holdbarhed til hospitalsmiljøer
Pulverlakering skaber en hård, tværbundet overflade. Den er hårdere og mere modstandsdygtig end konventionelle malinger. Overfladen er modstandsdygtig over for afskalning, ridser og slid fra daglig brug i et travlt hospital.
Vi arbejder med belægninger fremstillet af holdbare termohærdende polymerer4. Denne struktur sikrer, at belægningen forbliver intakt, selv efter udsættelse for stærke kemikalier.
Modstandsdygtighed over for rengøringsmidler
Medicinsk udstyr rengøres med kraftige desinfektionsmidler. Vi har set overfladebehandlinger svigte under dette kemiske angreb. Pulverlakering klarer sig imidlertid usædvanligt godt. Vores pulverlakeringstjenester specifikt teste for dette.
Den ikke-porøse overflade forhindrer kemikalier i at trænge ind. Dette beskytter det underliggende metalhus mod korrosion. Det sikrer også, at enheden forbliver let at sterilisere i hele sin levetid. Biokompatible belægninger skal bevare deres integritet.
| Desinfektionsmiddeltype | Modstandsdygtighed over for pulverlakering |
|---|---|
| Alkoholbaseret | Høj |
| Blegemiddelopløsninger | Høj |
| Kvaternært ammonium | Høj |
| Pereddikesyre | Høj |
Pulverlakering giver en overlegen finish til medicinsk udstyr og sikrer biokompatibilitet, kemisk resistens og nem rengøring. Den holdbare overflade opfylder de strenge krav i sundhedsmiljøer, hvilket gør den til et pålideligt valg til hospitalsegne finish og generel udstyrsintegritet.
Beskyttelse af bearbejdede gevind og detaljer under pulverlakering
Det er absolut nødvendigt at beskytte kritiske funktioner under pulverlakering. En lille fejl kan gøre en højpræcisionsdel ubrugelig. Det kræver en omhyggelig tilgang.
Effektiv maskering sikrer, at gevind, boringer og tætningsflader forbliver fri for belægning. Dette bevarer deres funktion og dimensionelle nøjagtighed.
Almindelige maskeringsmetoder
Vi bruger primært to metoder til at beskytte OEM-funktioner under belægningen. Det er højtemperaturtape og specialpropper.
Tekniksammenligning
Hver metode har sin ideelle anvendelse. Det er vigtigt at vælge den rigtige.
| Metode | Bedst til | Vigtig fordel |
|---|---|---|
| Bånd | Udvendige overflader, flade områder | Fleksibilitet |
| Propper | Indvendige gevind, boringer | Genanvendelighed |
Korrekt trådmaskering før pulverlakering er et afgørende trin i vores efterbehandlingsproces.

Det er lige så vigtigt at vælge det rigtige maskeringmateriale som selve teknikken. Materialet skal kunne modstå både den elektrostatiske påføring og hærdningsprocessen ved høj temperatur uden at svigte.
Valg af tape til høje temperaturer
Når man maskerer præcisionsdele, kan man ikke bruge hvilken som helst tape. Polyester- og polyimid-tape er industristandarden. De kan fjernes uden at efterlade klæberester.
Vi skal tage højde for tapens tykkelse og klæbeegenskaber. En tynd tape kan rive, mens en tyk tape kan skabe en uønsket malekant. Vores erfaring hjælper os med at vælge det perfekte match til hver opgave.
Aftagelige propper og hætter
Til interne funktioner som gevindhuller er silikonpropper vores foretrukne løsning. De er fleksible, genanvendelige og designet til at passe perfekt. Dette forhindrer, at der trænger pulver ind.
Materialets Durometer5 er en afgørende faktor. Den bestemmer proppens hårdhed og tætningsevne. En blødere prop tilpasser sig muligvis bedre til uregelmæssige former, mens en hårdere prop er mere holdbar. Når vi tilbyder vores pulverlakeringstjenester, har vi et bredt sortiment på lager, der kan håndtere enhver geometri.
Vejledning til tapemateriale
Vores tests med kunder viser, at materialevalget har direkte indflydelse på den endelige kvalitet.
| Båndtype | Maks. temperatur | Vedhæftning | Bedste anvendelse |
|---|---|---|---|
| Polyester | 400 °F (204 °C) | Silikone | Almindelig anvendelse, rene kanter |
| Polyimid | 260 °C (500 °F) | Silikone | Høj temperatur, elektronik |
| Glasklud | 260 °C (500 °F) | Silikone | Ujævne overflader, sandblæsning |
Hos PTSMAKE tilpasser vi maskeringsmetoden nøjagtigt til emnets geometri og belægningskrav, så alle detaljer beskyttes.
Effektiv afdækning er afgørende for kvalitetsmaling med pulverlak. Ved at vælge de rigtige højtemperaturtape og silikonpropper beskyttes kritiske gevind og overflader, hvilket sikrer, at det færdige emne opfylder alle specifikationer uden dyre omarbejdninger eller defekte emner.
Valg af pulverlakering, der gør indtryk på forbrugerprodukter
Den rigtige finish forvandler et produkt. Det handler ikke kun om farve, men også om tekstur og fornemmelse. Et produkts overflade er det første kontaktpunkt med brugeren.
Denne interaktion definerer deres første indtryk. En overfladestruktur af høj kvalitet kan løfte en enhed fra at være funktionel til at være eftertragtet. Det er en vigtig del af brandidentiteten.
Mat og blank applikationer
Matte overflader er populære til avanceret elektronik. De minimerer fingeraftryk og reducerer genskin, hvilket skaber et elegant, moderne look. Tænk på premium-hovedtelefoner eller robotkabinetter.
Glansede overflader skaber imidlertid en levende, iøjnefaldende effekt. Det gør dem ideelle til sportsudstyr eller produkter, der skal skille sig ud på en hylde.
Taktil og visuel tiltrækningskraft
Overfladens struktur kommunikerer kvalitet. En glat, mat overflade virker sofistikeret. En højglansfinish virker energisk og ren. Metalliske strukturer signalerer holdbarhed og præcision.
Her er en hurtig sammenligning:
| Finish Type | Visuel tiltrækningskraft | Taktil fornemmelse | Bedst til |
|---|---|---|---|
| Mat | Diskret, moderne | Blød, glat | Elektronik, robotteknik |
| Glans | Levende, reflekterende | Slank, hård | Sportsudstyr, Hvidevarer |
| Metallisk | Førsteklasses, holdbar | Varierer | Bilindustri, højteknologi |
Dette æstetiske valg af pulverlakering har direkte indflydelse på brugerens opfattelse.

Valget mellem forskellige overfladebehandlinger handler om mere end blot æstetik. Det har indflydelse på produktionskonsistensen og den opfattede værdi. Vores arbejde med robotikkunder viser, at en struktureret, mat overfladebehandling kan skjule mindre overfladefejl, hvilket forenkler produktionsprocessen. Dette er en praktisk fordel ved en velvalgt pulverlakering til forbrugerprodukter.
Overfladebehandlinger til specifikke brancher
For forbrugerelektronik giver en blød, mat finish en eksklusiv fornemmelse. Den giver også et bedre greb, hvilket forbedrer brugeroplevelsen. Vi anbefaler ofte dette til håndholdte enheder.
I modsætning hertil kræver sportsudstyr holdbarhed. En højglans pulverlakering ser ikke kun dynamisk ud, men giver også en robust overflade, der er nem at rengøre. Den skal være modstandsdygtig over for ridser og stød.
Metalliske overflader giver et indtryk af højteknologisk præcision. Vi anvender disse på dronekomponenter og automatiseringshardware. Overfladen signalerer avanceret teknologi og robust konstruktion, hvilket er afgørende inden for disse områder. Den måde, lyset interagerer med overfladen på, involverer principper som spejlrefleksion6, er nøglen til denne effekt.
Hos PTSMAKE fokuserer vores pulverlakeringstjenester på at tilpasse finishen til produktets funktion og markedsposition.
| Industri | Anbefalet finish | Vigtige fordele |
|---|---|---|
| Robotteknologi | Tekstureret mat | Skjuler uregelmæssigheder, moderne look |
| Elektronik | Blød mat | Førsteklasses fornemmelse, reducerer fingeraftryk |
| Sportsudstyr | Højglans | Holdbarhed, levende udseende |
At vælge den rigtige overfladestruktur til et premiumprodukt er en strategisk beslutning, der kombinerer kunst med teknik.
Det er afgørende at vælge den rigtige finish. Matte, blanke eller metalliske teksturer definerer et produkts visuelle identitet og taktile fornemmelse. Dette valg har direkte indflydelse på, hvordan forbrugerne opfatter produktets kvalitet og værdi på konkurrenceprægede markeder som robotik, elektronik og sportsudstyr.
Forståelse af hærdning: Nøglen til succes med pulverlakering
Hærdningsfasen er der, hvor pulverlakken transformeres. Det handler ikke kun om varme. Det er en præcis kemisk reaktion. Dette er et kritisk trin i pulverlakering hærdningsproces.
Vi fokuserer på at mestre ovndynamikken. Det er afgørende at få bagecyklusserne til at være perfekte.
Hvorfor timing og temperatur er vigtige
Selv små afvigelser kan påvirke det endelige resultat. En ensartet ovntemperaturkontrol til belægning er afgørende for holdbarheden og udseendet. Det forhindrer fejl og sikrer et produkt af høj kvalitet.
| Hærdningstilstand | Vedhæftning | Holdbarhed |
|---|---|---|
| Underhærdet | Dårlig | Sprød |
| Korrekt hærdet | Fremragende | Stærk og fleksibel |
| Overmodnet | God | Skør og misfarvet |

Succesen med enhver pulverlakering hængsler på hærdningsovnen. Valget mellem ovntyper har stor indflydelse på resultatet. Det er en beslutning, der træffes på baggrund af emnets geometri og materiale.
Ovnteknikker: Konvektion vs. infrarød
Konvektionsovne cirkulerer varm luft. De er ideelle til komplekse former, da de sikrer en jævn varmefordeling. Denne metode giver en ensartet hærdning på alle overflader.
Infrarøde (IR) ovne bruger elektromagnetiske bølger. De overfører varme direkte til emnets overflade. Dette er meget hurtigere, men fungerer bedst for flade emner, der er synlige. Emnets Termisk masse7 spiller en stor rolle for, hvor hurtigt det opvarmes.
| Ovnstype | Opvarmningsmetode | Bedst til | Hastighed |
|---|---|---|---|
| Konvektion | Varmluftcirkulation | Komplekse geometrier | Langsommere |
| Infrarød (IR) | Direkte stråling | Flade overflader | Hurtigere |
Risikoen ved forkert hærdning
En forkert bagecyklus fører til fejl. Underhærdning resulterer i en blød, skør finish med dårlig vedhæftning. Den vil let skalle af eller skrælle af.
Overhærdning er lige så skadeligt. Det kan forårsage misfarvning, især ved lysere farver. Belægningen bliver også skør og mister sin fleksibilitet, hvilket kan føre til revner under belastning. Det er vigtigt at have perfekt kontrol over ovnens temperatur ved belægning.
Korrekt hærdning er en præcis videnskab. Valget mellem konvektionsovne og infrarøde ovne kombineret med omhyggeligt styrede bagecyklusser afgør den endelige belægningers holdbarhed og finish. Under- eller overhærdning vil kompromittere produktets ydeevne og udseende.
Galvaniseret, aluminium, rustfrit stål? Det skal du vide først
En god pulverlakering handler ikke kun om pulveret. Det handler om, hvad der sker før. Korrekt forbehandling er nøglen til holdbarhed.
Du kan ikke bruge den samme proces til alle metaller. Galvaniseret stål, aluminium og rustfrit stål har alle deres egne unikke behov.
Grundlæggende om forbehandling
Det er afgørende at forstå den rigtige metode. Dette trin sikrer, at pulveret klæber korrekt. Det forhindrer også fremtidig korrosion og svigt. Vi vil se på tre almindelige metoder.
| Metaltype | Almindelig forbehandling |
|---|---|
| Galvaniseret stål | Zinkfosfatering |
| Aluminium | Kromat-konvertering |
| Rustfrit stål | Slibeblæsning |
Succesen med vores pulverlakeringstjenester afhænger af forberedelsen af overfladen. At springe dette trin over eller vælge den forkerte metode er en sikker opskrift på fiasko. Belægningen vil skalle af, flække eller ruste nedenunder.
Kemiske forbehandlinger
Til galvaniseret stål bruger vi ofte zinkfosfatering. Denne proces skaber et mikrokrystallinsk lag på overfladen. Dette lag fungerer som en perfekt grunder, der giver pulveret noget stærkt at binde sig til. Det øger korrosionsbestandigheden markant.
For aluminium er en kromatkonverteringsbelægning standard. Aluminium danner naturligt et passivt oxidlag. En kromatbehandling renser dette væk og erstatter det med et nyt beskyttende lag, der også fremmer fremragende vedhæftning.
Mekanisk forbehandling
Slibeblæsning er ligesom sandblæsning en mekanisk metode. Vi bruger den til at rengøre og profilere overflader, især rustfrit stål. Den fjerner forurenende stoffer og skaber en ensartet ruhed eller overfladeprofil8. Denne struktur giver pulverbelægningen et meget bedre mekanisk greb på emnet.
Her er en hurtig sammenligning:
| Forbehandling | Proces type | Primær anvendelse | Vigtige fordele |
|---|---|---|---|
| Zinkfosfatering | Kemisk | Stål, galvaniseret | Overlegen vedhæftning, korrosionsbestandighed |
| Kromat-konvertering | Kemisk | Aluminium | Forhindrer oxidation, fremmer vedhæftning |
| Slibeblæsning | Mekanisk | Rustfrit stål, omarbejdning | Skaber forankringsmønster for greb |
Det er afgørende at vælge den rigtige forbehandling til pulverlakering. Zinkfosfatering til stål, kromat til aluminium og sandblæsning til rustfrit stål er ikke valgfri trin. Denne korrekte overfladebehandling før lakering sikrer en holdbar og langvarig finish til dine komponenter.
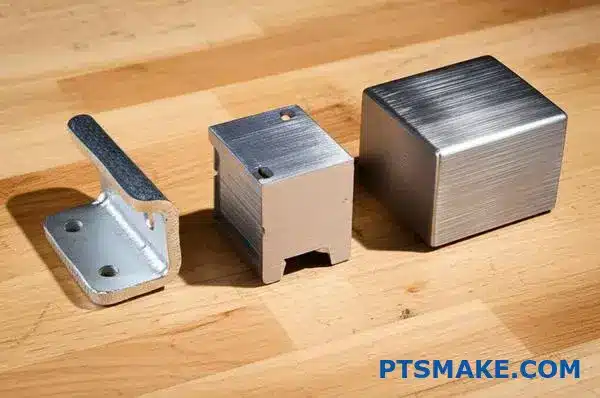
Skal du pulverlakerer dele før eller efter bearbejdning?
Det er afgørende at beslutte, hvilken bearbejdningssekvens der skal anvendes. Skal emnet bearbejdes før eller efter påføring af pulverlakken? Dette valg har indflydelse på omkostninger, præcision og leveringstid.
Hver metode har sine specifikke fordele. At forstå disse fordele og ulemper sikrer dit projekts succes. Denne guide sammenligner fordele og ulemper for at hjælpe dig med at træffe en informeret beslutning.
| Faktor | Bearbejdning før belægning | Bearbejdning efter belægning |
|---|---|---|
| Finishintegritet | Belægningen kan blive beskadiget | Fejlfri finish på kritiske områder |
| Maskering | Enkel eller ikke påkrævet | Komplekst og ofte dyrt |
| Tolerancer | Svært at vedligeholde præcist | Fremragende dimensionel kontrol |

Argumenter for bearbejdning før belægning
Bearbejdning af emner før påføring af finish er typisk standardarbejdsgangen. Det samler alle skæreoperationer i en enkelt fase. Dette strømliner produktionen og kan reducere den samlede produktionstid.
Denne fremgangsmåde medfører dog visse udfordringer. Tykkelsen af pulverbelægningen (normalt 0,002" til 0,006") øger de endelige dimensioner. Dette kan påvirke funktioner med snævre tolerancer. Der er også en risiko for at beskadige overfladen under den endelige håndtering eller samling.
Fordelene ved bearbejdning efter belægning
Efterbearbejdning af belagte emner giver dig den bedste dimensionelle nøjagtighed. Det giver dig mulighed for at skabe præcise detaljer som gevindhuller, boringer eller samlingsflader, efter at belægningen er påført. Dette sikrer, at det færdige emne opfylder de nøjagtige specifikationer uden belægningsophobning.
Hos PTSMAKE anbefaler vi ofte denne metode til luftfarts- eller medicinske komponenter, hvor præcision er afgørende. Denne proces kræver omhyggelig planlægning. Maskering og ekstra opsætninger kan øge omkostningerne, men kvalitetsgevinsten er betydelig. Et godt design til efterbehandling tager højde for materialets dimensionel stabilitet9 gennem disse termiske og mekaniske processer. Vores pulverlakeringstjenester er skræddersyet til at understøtte begge sekvenser.
| Aspekt | Bearbejdning før belægning | Bearbejdning efter belægning |
|---|---|---|
| Omkostninger | Generelt mere økonomisk | Højere på grund af ekstra opsætninger/maskering |
| Nøjagtighed | Lavere for funktioner med snævre tolerancer | Højeste mulige præcision |
| Gennemløbstid | Ofte kortere og enklere | Kan være længere på grund af ekstra trin |
| Færdiggør kvalitet | Risiko for håndteringsskader | Beskyttet finish på ikke-bearbejdede områder |
Beslutningen afvejer omkostninger, nøjagtighed og finishkvalitet. Efterbearbejdning giver overlegen præcision for kritiske funktioner, mens forbearbejdning er mere effektiv for dele med mindre strenge tolerancenkrav. Begge er gyldige fremstillingsstrategier afhængigt af anvendelsen.
Beskyttelse af kanter og hjørner i applikationer med høj belastning
Skarpe kanter er en stor udfordring for holdbare belægninger. Pulverlakering har svært ved at hæfte ordentligt på dem. Det skyldes et princip, hvor belægningen bliver tyndere, når den flyder over en skarp kant.
Dette efterlader kanten udsat og sårbar. Dårlig pulverlakering af kanterne er en almindelig årsag til fejl. Det forringer direkte delens levetid, især i miljøer med høj belastning. Tabellen nedenfor viser forskellen.
| Kanttype | Belægningens tykkelse | Beskyttelsesniveau |
|---|---|---|
| Skarp kant (<0,5 mm) | Meget tynd | Dårlig |
| Afrundet kant (>1 mm) | Konsekvent | Fremragende |

Håndtering af dårlig dækning i designet
Den mest effektive løsning begynder allerede i designfasen. Jeg anbefaler altid mine kunder at specificere en minimumsradius for alle udvendige og indvendige kanter. Denne enkle justering forbedrer belægningens holdbarhed betydeligt.
For pålidelig pulverlakering med stressbeskyttelse er en radius på kun 1 mm langt bedre end en skarp hjørne. Det gør det muligt for pulveret at flyde og hærde ensartet. Dette sikrer ensartet tykkelse og maksimal beskyttelse mod korrosion og slid.
Forbedring af ansøgningsprocessen
I påføringsfasen er det afgørende at vælge det rigtige pulver. Visse formuleringer har bedre flydeegenskaber, hvilket minimerer tilbagetrækningen fra kanterne. Vi anbefaler ofte specifikke materialer baseret på emnets geometri.
Teknikken er også afgørende, især når man belægger hjørner og udskæringer. Den elektrostatiske proces kan skabe en Faradays bur-effekt10, hvilket gør det vanskeligt for pulveret at trænge ind i dybe hjørner.
Vores teknikere hos PTSMAKE justerer omhyggeligt spændingen og pulverflowet for at modvirke dette. Denne ekspertise sikrer en jævn dækning overalt. Vores professionelle pulverlakeringstjenester fokuserer på disse detaljer for at levere pålidelige resultater.
| Løsningsfase | Nøglehandling | Forventet resultat |
|---|---|---|
| Design | Angiv minimumsradius for kant | Forbedret pulverflow og vedhæftning |
| Anvendelse | Vælg passende pulver | Reduceret tilbageslagseffekt |
| Anvendelse | Juster sprøjteindstillingerne | Overvind elektrostatiske udfordringer |
Skarpe kanter resulterer i tynde, svage belægninger på grund af overfladespænding. Den bedste løsning er at afrunde kanterne under designfasen og forfine påføringsteknikkerne, hvilket er et centralt fokusområde for vores ekspertise inden for pulverlakering, for at sikre en ensartet, beskyttende dækning.
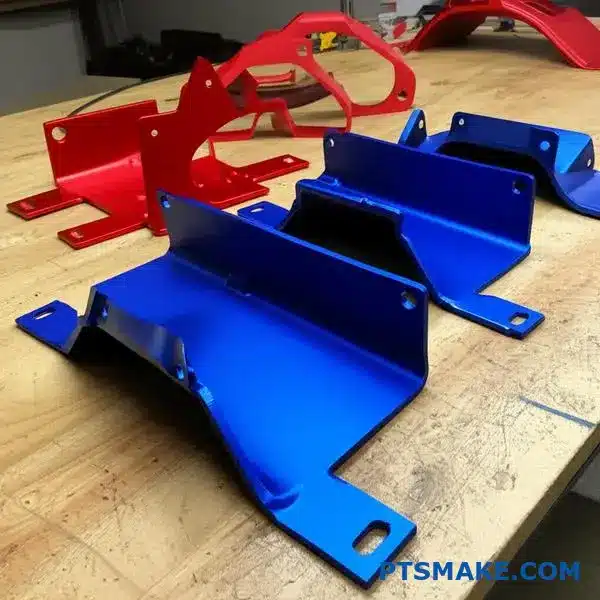
Farvetilpasning af dine pulverlakerede dele til globale standarder
Det er afgørende at opnå den perfekte farve. Den definerer dit brand og sikrer produktkvaliteten. Derfor er globale standarder så vigtige i vores arbejde.
Brug af standardfarvesystemer
Vi benytter etablerede farvekort. Disse systemer giver et fælles sprog for farver. Det fjerner gætterier og garanterer ensartethed på tværs af alle dine dele.
De to mest almindelige systemer er RAL og Pantone. Hvert system har et forskelligt primært formål, men begge er nyttige i produktionen.
| System | Primær anvendelse | Farveområde |
|---|---|---|
| RAL | Industrielle belægninger og plast | Over 2.500 farver |
| Pantone | Trykning og grafisk design | Over 3.000 farver |
Brug af disse standarder sikrer, at den farve, du angiver, er den farve, du får. Vores pulverlakeringstjenester er baseret på dette princip om præcision.
Selvom standarder som RAL og Pantone er vigtige, er de kun udgangspunktet for en ægte farvekonsistens i finishen. Flere faktorer i den virkelige verden kan stadig forårsage variationer. Det er vigtigt at forstå disse udfordringer.
Håndtering af partivariation
Pulverlakeringmaterialer produceres i batches eller partier. Mindre variationer i pigment eller basismateriale mellem partierne kan forårsage små farveforskelle. Vi anmoder altid om analysecertifikater for hvert parti.
Belysningens indvirkning
Vores opfattelse af farver afhænger i høj grad af lyskilden. En del kan se perfekt ud under fabriksbelysning, men anderledes udendørs. Dette fænomen, der kaldes metamerisme11, kan være et stort problem.
Vi bruger kontrollerede belysningskabiner til at inspicere dele. Disse kabiner kan simulere forskellige lysforhold, såsom dagslys eller belysning i butikker. Dette sikrer, at farven på din del holder sig i det endelige anvendelsesmiljø.
Sådan tackler vi disse almindelige udfordringer:
| Udfordring | Vores løsning på PTSMAKE |
|---|---|
| Skift mellem partier | Kontroller hver ny batch i forhold til en masterprøve. |
| Uensartet belysning | Brug en lysboks til kvalitetskontrol. |
| Leverandørvariation | Benyt en enkelt, pålidelig pulverleverandør. |
Håndtering af disse faktorer er en central del af vores pulverlakeringstjenester. Det er sådan, vi leverer ensartede resultater hver gang.
For at opnå perfekt farvekonsistens er det nødvendigt at anvende globale standarder som RAL og Pantone. Det betyder også, at man aktivt skal håndtere udfordringer som variationer mellem partier og uensartet belysning for at sikre, at den endelige finish på dine emner er nøjagtig som du har specificeret.
Sådan arbejder du med en totalleverandør, der tilbyder belægning + CNC
At arbejde med en alt-i-én produktionspartner forenkler alt. Når din CNC- og efterbehandlingsleverandør er det samme firma, undgår du store problemer.
Denne integrerede tilgang betyder ét kontaktpunkt. Ét team er ansvarligt for den endelige del. Det strømliner kommunikationen og sikrer ansvarlighed.
Integrerede vs. separate leverandører
| Funktion | Integreret leverandør | Separate leverandører |
|---|---|---|
| Ansvarlighed | Enkeltpunkt | Flere mulige årsager |
| Kommunikation | Strømlinet og direkte | Kompleks og forsinket |
| Logistik | Forenklet (internt) | Kompleks (Forsendelse) |
| Gennemløbstid | Kortere | Længere |
At vælge en fuld-service pulverlakering leverandør, der også håndterer bearbejdning, er et strategisk træk. Det sparer dig tid og reducerer projektrisici betydeligt.

At vælge en integreret CNC- og efterbehandlingsleverandør har klare fordele, der går ud over den simple bekvemmelighed. Det skaber et problemfrit workflow, der har direkte indflydelse på kvalitet og hastighed.
Forbedret kvalitetskontrol
Når ét team står for både bearbejdning og belægning, har de indsigt i hele processen. De ved, hvordan den bearbejdede overflade påvirker pulverets vedhæftning. Denne ekspertise forhindrer almindelige fejl i finishen. Hos PTSMAKE samarbejder vores teams for at sikre, at alle dele er perfekte. Denne interne proces er afgørende for at kunne levere pulverbelægningsydelser af højeste kvalitet.
Forberedelse af underlag12 håndteres af eksperter, der forstår delens endelige anvendelse. Dette sikrer en holdbar og visuelt fejlfri finish.
Strømlinet projekt tidsplan
En alt-i-én-partner eliminerer den tid, der går tabt ved forsendelse af dele mellem forskellige faciliteter. Det reducerer også administrative forsinkelser. Denne integration kan forkorte din samlede leveringstid betydeligt, så dit produkt kommer hurtigere på markedet.
| Fordel | Indvirkning på dit projekt |
|---|---|
| Ensartede kvalitetskontroller | Færre afvisninger og fejl. |
| Ingen forsinkelser i offentlig transport | Hurtigere gennemløbstid fra råmateriale til færdig del. |
| Reduceret administration | Mindre tid brugt på at administrere flere indkøbsordrer. |
| Omkostningseffektivitet | Lavere forsendelses- og håndteringsomkostninger. |
I sidste ende giver en leverandør med én kilde en mere pålidelig og effektiv produktionsoplevelse. Det forvandler en kompleks proces til en enkel og håndterbar proces.
At vælge en alt-i-én-produktionspartner til CNC-bearbejdning og pulverlakering med fuld service forenkler logistikken. Denne integration forbedrer kvalitetskontrollen, reducerer leveringstiderne og strømliner hele din forsyningskæde, hvilket resulterer i et overlegent slutprodukt med mindre administrationsarbejde.
Miljøvenlig pulverlakering: Hvad købere bør vide
Valget af bæredygtig pulverlakering er et vigtigt skridt. Det hjælper med at overholde miljøkrav. Denne finish giver betydelige miljømæssige fordele for moderne produktion.
Nul VOC'er for renere luft
Pulverlakering indeholder ingen opløsningsmidler. De afgiver stort set ingen flygtige organiske forbindelser (VOC). Dette forbedrer luftkvaliteten betydeligt.
Høj materialeeffektivitet
En vigtig fordel er genvinding af oversprøjtning. Dette minimerer spild i forhold til flydende maling. Vores pulverlakeringstjenester fokuserer på at maksimere denne effektivitet.
| Funktion | Miljømæssige fordele |
|---|---|
| VOC-fri | Ingen skadelige luftemissioner |
| Genanvendeligt oversprøjt | Reducerer materialespild med op til 98% |
| Lavenergi-hærdning | Lavere CO2-fodaftryk |

Virkeligheden bag "grønne produktionsfinisher"
Øko-pulvermaling er mere end blot et marketingudtryk. Det repræsenterer en grundlæggende ændring i efterbehandlingsteknologien. Fraværet af opløsningsmidler er den mest roste egenskab. Dette har direkte indflydelse på overholdelsen af miljølovgivningen.
De grønne fordele strækker sig dog endnu længere. Tænk på hærdningsprocessen. Traditionelle metoder krævede høje temperaturer. Nu findes der hærdningspulvere, der kan anvendes ved lave temperaturer. Dette reducerer energiforbruget betydeligt. Det mindsker CO2-aftrykket for hver enkelt del.
Maksimering af bæredygtighed
Genbrug af oversprøjtning er en gamechanger. Et effektivt genvindingssystem kan opnå en materialudnyttelse på over 95%. Dette er næsten umuligt med flydende maling. Hos PTSMAKE arbejder vi sammen med kunderne om at optimere denne proces. Det reducerer omkostninger og spild.
Valget af pulver er også vigtigt. Nogle er fremstillet af mere bæredygtige råmaterialer. Når du vælger en leverandør af pulverlakeringstjenester, skal du spørge om deres materialekilder. Dette sikrer ægte bæredygtighed fra start til slut. Manglen på Flygtige organiske forbindelser13 er en primær sundheds- og miljømæssig fordel.
| Metode til hærdning | Energiindvirkning | Velegnet til |
|---|---|---|
| Standard termisk hærdning | Høj | De fleste metaller |
| Lavtemperatur-termisk hærdning | Medium | Varmefølsomme metaller, MDF |
| UV-hærdning | Lav | Varmefølsomme underlag |
Pulverlakering er en virkelig grøn løsning. Den er fri for VOC, har en høj materialegenvindingsgrad og energieffektive hærdningsmuligheder, hvilket gør den til det bedste valg til bæredygtig produktion. Det er en finish, der er til gavn for både dit produkt og planeten.
Pulverlakering på 3D-printede dele: Ja, det er muligt
Ikke alle 3D-printede dele er ens. Deres materiale og printmetode bestemmer forberedelsesarbejdet.
Polyamid-dele, ofte fra SLS-printere, kræver særlig opmærksomhed. Deres porøse natur kræver forsegling inden belægning.
Dette sikrer en glat og holdbar finish. Hvis dette trin ignoreres, vil det resultere i dårlig vedhæftning og en fejlbehæftet overflade. Korrekt forberedelse er nøglen til et professionelt resultat for enhver finish på additive komponenter.
| Trykteknologi | Eksempel på materiale | Vigtigt forberedelsestrin |
|---|---|---|
| SLS | Polyamid (nylon) | Overfladeforsegling |
| SLA | Epoxyharpikser | Ledende grunder |
| FDM | ABS, PLA | Lagudjævning |
Denne skræddersyede tilgang er afgørende for 3D-print med pulverlakering i høj kvalitet.

Lad os se nærmere på de specifikke forberedelsesbehov. Ved belægning af SLS-dele, som typisk er fremstillet af polyamid (nylon), er den største udfordring deres iboende Porøsitet14. Disse mikroskopiske hulrum kan indeslutte luft. Den indesluttede luft kan forårsage bobler i overfladen under hærdningsprocessen.
Hos PTSMAKE bruger vi en specialiseret forseglingsproces. Denne fylder porerne i overfladen og skaber en glat, ikke-absorberende base. Det er et vigtigt trin, inden pulveret påføres. Dette sikrer, at pulverbelægningen klæber jævnt og hærder uden fejl.
SLA-udskrifter har derimod en meget glat, ikke-porøs overflade. De er dog ikke naturligt ledende. For at den elektrostatiske proces med pulverlakering kan fungere, skal delen være ledende. Vi påfører først en tynd, ledende grunder på SLA-delen. Dette gør det muligt for pulverpartiklerne at tiltrække og klæbe sig jævnt til overfladen.
Disse forberedelsesmetoder er afgørende i krævende brancher. Inden for luftfart skal belagte prototyper kunne modstå barske tests. Inden for medicinsk prototyping er en forseglet, ikke-porøs overflade afgørende for sterilisering og biokompatibilitet. Vores omfattende pulverlakeringstjenester er designet til at opfylde netop disse specifikationer.
| Anvendelse | Vigtige krav | Vores løsning |
|---|---|---|
| Luft- og rumfart | Holdbarhed, ensartethed | Tætning og ledende grunding |
| Medicinsk | Biokompatibilitet, steriliserbarhed | Poretætning og glat finish |
Korrekt forberedelse er ufravigelig for pulverlakering af 3D-print. Det er vigtigt at forsegle porøse SLS-dele og påføre ledende grundere på SLA-dele. Disse teknikker sikrer en holdbar finish af høj kvalitet, der er velegnet til luftfarts- og medicinske anvendelser.
Få dit tilbud på pulverlakering med PTSMAKE i dag!
Er du klar til at forvandle dine dele med præcise pulverlakeringstjenester? Kontakt PTSMAKE nu for at få et skræddersyet tilbud! Vores tekniske ekspertise og nøglefærdige løsninger leverer holdbarhed, snævre tolerancer og fejlfri finish – ingen overraskelser, kun resultater. Send din forespørgsel og opdag, hvorfor professionelle stoler på PTSMAKE!

Opdag, hvordan denne polymervidenskab fører til en mere holdbar og beskyttende belægning. ↩
Lær, hvordan usynlige rester kan forårsage total belægningssvigt, og se, hvordan du kan forhindre det. ↩
Lær, hvordan dette elektrostatiske princip påvirker belægningens ensartethed i fordybninger og skarpe hjørner. ↩
Forstå kemien bag holdbarheden og modstandsdygtigheden af moderne industrielle belægninger. ↩
Lær, hvordan materialets hårdhed påvirker maskeringstappens ydeevne og genanvendelighed i applikationer med høje temperaturer. ↩
Forstå, hvordan lysrefleksionsegenskaber påvirker den opfattede kvalitet og farve på dit produkts overfladefinish. ↩
Lær, hvordan en dels termiske egenskaber påvirker den krævede hærdningstid og den endelige belægningskvalitet. ↩
Find ud af, hvordan overfladestruktur måles, og hvorfor det er afgørende for belægningens ydeevne og holdbarhed. ↩
Forstå, hvordan et materiales reaktion på varme og belastning påvirker dets endelige dimensioner og ydeevne. ↩
Lær, hvordan dette elektrostatiske princip påvirker belægningens kvalitet, og hvordan eksperter overvinder det. ↩
Forstå, hvordan to farver kan passe sammen under ét lys, men ikke under et andet, med denne klare forklaring. ↩
Lær, hvordan korrekt overfladebehandling er afgørende for belægningens vedhæftning og en fejlfri finish. ↩
Forstå, hvad VOC'er er, og hvorfor det er afgørende for miljø- og arbejdsmiljøsikkerheden at fjerne dem. ↩
Lær, hvordan overfladekarakteristika påvirker belægningens vedhæftning, og hvordan du håndterer dette korrekt for at opnå optimale resultater. ↩






