

Kæmper du med interferensfejl i dine kritiske samlinger? Du er ikke alene. Hver dag står ingeniører over for aksler, der glider, knækkede nav og mislykkede samlinger, der kunne have været forhindret med korrekt interferenspasningsdesign.
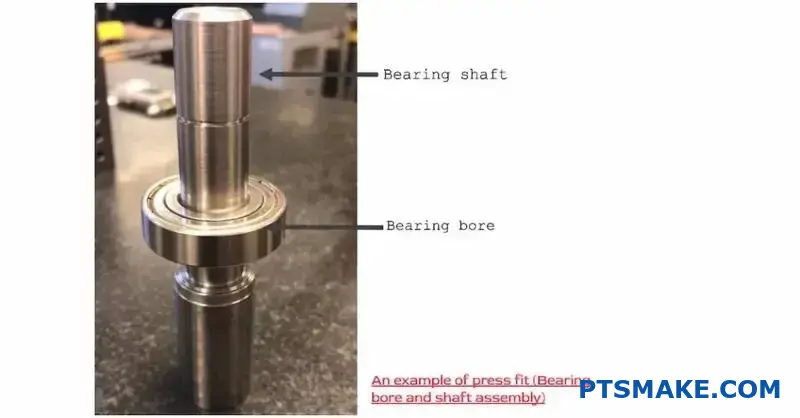
Interferenspasning er en mekanisk fastgørelsesmetode, hvor dele samles ved at tvinge en let overdimensioneret komponent ind i en underdimensioneret modpart, hvilket skaber et radialt tryk, der genererer holdekraft gennem friktion ved grænsefladen.
For at få de rigtige interferenspasninger skal man forstå det komplekse forhold mellem materialeegenskaber, termiske effekter og spændingsfordeling. De detaljer, jeg vil dele nedenfor, vil hjælpe dig med at designe pålidelige interferenstilpasninger, der fungerer under virkelige driftsforhold.
Hvordan adskiller effektiv interferens sig fra nominel interferens?
Når man designer en interferenstilpasning, er det, der vises på skærmen, ikke det, man får. Vi kalder designværdien for "nominel interferens". Det er den rene, beregnede forskel i dimensioner.
Men det, der virkelig betyder noget, er den "effektive interferens". Det er den faktiske interferens efter montering.
Forskellen mellem teori og virkelighed
Den vigtigste forskel kommer fra overfladens ruhed. Ingen overflade er helt glat. Den har mikroskopiske toppe og dale.
Forståelse af vilkårene
Når dele presses sammen, komprimeres disse små toppe. Det reducerer den samlede interferens. Mængden af reduktion afhænger af materialet og Overfladefinish.
| Interferens-type | Definition | Basis |
|---|---|---|
| Nominel | Den teoretiske værdi fra tegninger. | Ideelle, glatte overflader. |
| Effektiv | Den faktiske værdi efter montering. | Ru overflader i den virkelige verden. |
Det er et vigtigt første skridt fra teori til praksis.

Dyk dybere ned i overfladeteksturen
Tænk på to overflader under et mikroskop. De ligner bjergkæder. Når du trykker dem sammen, vil spidserne af disse bjerge, eller asperiteter1er de første kontaktpunkter.
Disse toppe bærer den oprindelige belastning og deformeres. De bliver enten flade eller knækker af. Dette "tab" i højden trækker direkte fra din nominelle interferens.
Overfladebehandlingens rolle
En ru overflade har højere toppe. Det betyder, at mere materiale vil blive presset sammen under samlingen. Derfor mister du mere af den tilsigtede interferens.
I vores arbejde på PTSMAKE ser vi det hele tiden. En fint slebet aksel og en slebet boring vil have en meget højere effektiv interferens end to groft drejede dele, selv med de samme nominelle dimensioner. Den endelige Tryk med interferenspasning er direkte knyttet til denne effektive værdi.
Kvantificering af tabet
Baseret på vores tidligere projektdata kan tabet være betydeligt. Her er en generel idé:
| Overfladefinish | Typisk tab af interferens |
|---|---|
| Rough Turned | Kan være over 50% i tophøjde. |
| Jord | Typisk 20-30% af tophøjden. |
| Slebet/afrettet | Kan være mindre end 10% af spidshøjden. |
Kontrol af overfladefinishen er ikke kun et spørgsmål om udseende; det er afgørende for at opnå den korrekte pressfit-styrke og ydeevne.
Nominel interferens er designerens ideelle beregning. Effektiv interferens er den praktiske virkelighed, efter at overfladetoppe er komprimeret under samlingen. Denne afgørende forskel, der styres af overfladeruhed, bestemmer den endelige pasnings styrke og pålidelighed.
Hvilke materialeegenskaber har størst indflydelse på trykberegningen?
Når man beregner trykket i en interferenspasning, er der to materialeegenskaber, der skiller sig ud. Det er Youngs modul og Poissons forhold. De er de primære input til enhver nøjagtig beregning.
At forstå dem er afgørende for succes. Youngs modul måler stivhed. Poissons forhold beskriver, hvordan et materiale deformeres. Begge dele har direkte indflydelse på det endelige tryk.
| Ejendom | Primær rolle |
|---|---|
| Young's Modulus | Måler materialets stivhed |
| Poissons forhold | Beskriver deformationens form |
At gøre det rigtigt sikrer, at dine dele passer perfekt. Det forhindrer komponentfejl.

Betydningen af Youngs modul (E)
Youngs modul eller elasticitetsmodul er enkelt. Det definerer, hvor meget et materiale vil strække sig eller trykke sig sammen under stress. Tænk på det som et mål for stivhed. Et højere modul betyder et stivere materiale.
Det er afgørende for interferenspasninger. Et stift materiale som stål (høj E) vil generere et meget højere tryk end et fleksibelt materiale som aluminium (lavere E) for den samme interferensmængde.
I tidligere projekter hos PTSMAKE har vi set det direkte. Uoverensstemmende moduli mellem en aksel og et nav kan føre til uventede spændingskoncentrationer. Det er noget, vi altid tager højde for i designfasen.
Forståelse af Poissons forhold (ν)
Poissons forhold er lidt mindre intuitivt. Når du komprimerer et objekt, har det en tendens til at bule ud til siderne. Dette forhold kvantificerer den effekt. Det er forholdet mellem tværgående belastning og aksial belastning.
Det er vigtigt, for når en aksel presses ind i et nav, deformeres begge dele ikke kun radialt, men også en smule i længden. Denne sekundære deformation påvirker kontaktområdet og den samlede trykfordeling. Hvis man ignorerer den, kan det føre til unøjagtige trykberegninger, især med materialer, der deformeres betydeligt. Materialet udsættes for biaxial stress2 hvilket gør denne egenskab vigtig.
| Ejendomsværdi | Konsekvenser for presset |
|---|---|
| Højt Young's Modulus | Højere tryk for samme pasform |
| Lavt Young's Modulus | Lavere tryk for samme pasform |
| Højt Poisson-forhold | Mere lateral udbuling, påvirker stress |
Youngs modul dikterer materialets stivhed, mens Poissons forhold beskriver dets deformationsadfærd. Begge dele er afgørende for en nøjagtig beregning af interferenspasningstrykket og for at sikre en samlings strukturelle integritet. Korrekt materialevalg er nøglen.
Hvordan ændrer en hul aksel trykberegningen?
Når du skifter fra en massiv til en hul aksel, fjerner du ikke bare materiale. Du ændrer fundamentalt, hvordan delen opfører sig under belastning. Dette er en kritisk detalje i designet.
Stressfordelingen bliver mere kompleks. Det er ikke længere en simpel gradient fra midten og udad.
Grundlæggende om massivt vs. hult skaft
A vigtig fordel af et hult skaft er dets højere styrke-til-vægt-forhold. Materialet i kernen af et massivt skaft bidrager kun lidt til den samlede stivhed, men tilføjer betydelig vægt.
Her er en hurtig sammenligning:
| Funktion | Massiv aksel | Hult skaft |
|---|---|---|
| Vægt | Tyngre | Lettere |
| Materialeomkostninger | Højere | Lavere |
| Stivhed/vægt | Lavere | Højere |
| Stressberegning. | Enklere | Mere kompleks |
Når man fjerner kernen, ændrer det sig, hvordan kræfterne styres internt. Det har direkte indflydelse på beregningerne af interferenspasset tryk.

At forstå "hvorfor" er afgørende for enhver ingeniør. Det handler ikke bare om at bruge en anden formel. Det handler om at anerkende skiftet i de mekaniske principper. En hul aksel opfører sig mere som en tykvægget cylinder, og det ændrer alt.
Den indre diameters kritiske rolle
Den indre diameter introducerer en ny overflade, en ny grænsebetingelse. For en massiv aksel er midten et punkt med nul stress. Men i en hul aksel kan den indvendige væg nu bære stress.
Denne ændring introducerer betydelige ringspænding3 på den indre overflade, hvilket en massiv aksel ikke har. Denne omkredsspænding er et direkte resultat af trykket fra interferenspasningen.
Derfor skal de styrende ligninger tage højde for denne nye variabel. Det har vi set i tidligere projekter hos PTSMAKE. Når vi hjælper kunder med at optimere design, kræver det en komplet genberegning at skifte til en hul aksel for at sikre samlingens integritet. Den indre diameter dikterer, hvor meget akslen deformeres.
Variabler i trykligninger
Lad os se på de variabler, der er nødvendige for hver type.
| Akseltype | Vigtige geometriske variabler |
|---|---|
| Massiv aksel | Udvendig diameter |
| Hult skaft | Ydre diameter, indre diameter |
Som du kan se, gør tilføjelsen af den indre diameter beregningen for en hul aksel i sagens natur mere detaljeret. Hvis man ignorerer den, fører det til unøjagtige forudsigelser af samlingens styrke og potentielle svigt. Det ændrer stivheden og trykfordelingen fuldstændigt.
Hule aksler ændrer spændingsfordelingen og stivheden ved at indføre en indre diameter. Denne nye variabel er afgørende for nøjagtige beregninger af interferenspasningstryk, da den skaber en ny spændingsbærende overflade og ændrer emnets samlede mekaniske opførsel.
Materialeudbyttestyrke: Den ultimative grænse
Den mest kritiske grænse er materialets flydespænding. Det er den absolutte maksimumsgrænse for interferens.
Hvis man skubber forbi dette punkt, er det en linje, man ikke kan komme ud over. Komponenten vil blive permanent deformeret. Den vender ikke tilbage til sin oprindelige form.
Denne deformation er forårsaget af stress. Den opbygges fra Tryk med interferenspasning. Når spændingen overskrider materialets grænse, svigter delen.
Det er vigtigt at forstå denne forskel.
| Stat | Beskrivelse | Resultat |
|---|---|---|
| Elastisk | Materialet strækker sig, men vender tilbage | Ingen permanent ændring |
| Plastik | Materialet deformeres permanent | Delen er kompromitteret |
Hoopspænding og plastisk deformation
Når du presser en aksel ind i et nav, skaber du stress. Den mest betydningsfulde er hoop-stress. Tænk på det som et tryk, der skubber udad på navet. Det er ligesom spændingen i en tønde.
Når interferensen øges, stiger denne indre spænding. Navets materiale strækkes. Dette skaber en tilstand af biaxial stress4 i navets materiale.
På et bestemt tidspunkt når spændingen materialets flydespænding. Dette er den elastiske grænse. Hvis man overskrider den, opstår der plastisk deformation. Materialets indre struktur ændres permanent.
Komponenten er nu beskadiget. Den designede klemkraft går tabt. Samlingens integritet er kompromitteret, hvilket ofte fører til for tidlig svigt.
I vores arbejde på PTSMAKE er det første skridt til at forhindre dette at vælge det rigtige materiale. Vi analyserer altid flydespændingen i forhold til den nødvendige interferens.
Her er et kig på nogle almindelige materialer.
| Materiale | Typisk flydespænding (MPa) |
|---|---|
| Aluminium 6061-T6 | 276 |
| Mildt stål | 250 |
| Rustfrit stål 304 | 215 |
| Titanium (Ti-6Al-4V) | 830 |
Disse data hjælper os med at definere en sikker maksimal interferens for ethvert design.
Den maksimalt tilladte interferens er knyttet til materialets flydespænding. Hvis denne grænse overskrides, opstår der spændinger, som forårsager permanent plastisk deformation. Det kompromitterer komponentens integritet og funktion og fører til fejl i samlingen.
Hvordan påvirker forskellige samlingsmetoder den endelige spændingstilstand?
Det er afgørende at vælge den rigtige metode til interferenspasning. Den anvendte teknik former direkte den endelige stresstilstand i din samling. Vi vil udforske tre primære metoder.
Der er tale om prestilpasning, krympetilpasning og ekspansionstilpasning. De bruger hver især forskellige principper til at opnå pasformen. Dette valg påvirker alt fra komponentens integritet til ydeevne. Det er vigtigt at forstå de kompromiser, der er involveret.
Her er et hurtigt overblik:
| Metode | Princip | Primær kraft |
|---|---|---|
| Press-fitting | Mekanisk kraft | Komprimerende |
| Krympefitting | Termisk sammentrækning (nav) | Termisk |
| Ekspansions-fitting | Termisk udvidelse (aksel) | Termisk |
Denne sammenligning lægger op til et dybere kig.

Et nærmere kig på monteringsteknikker
Hver samlingsmetode introducerer stress på en unik måde. Den endelige tilstand afhænger helt af den proces, du vælger. Lad os se nærmere på detaljerne.
Press-fitting: Den brutale kraft-metode
Press-fitting bruger mekanisk kraft til at skubbe to dele sammen. Det er direkte, men kan være hårdt for komponenterne. Denne metode indebærer en høj risiko for rifter og tilspidsning, da overfladerne glider under et enormt tryk.
Processen skaber betydelig lokal stress ved indgangsstedet. Den kan også forårsage nogle elastisk-plastisk deformation5hvilket kan kompromittere overfladeintegriteten og den endelige holdekraft.
Termiske metoder: En mere skånsom tilgang
Krympefittings og ekspansionsfittings udnytter temperaturen til deres fordel. De giver en meget renere monteringsproces med minimal risiko for overfladeskader.
Ved krympefitting opvarmer man den ydre del. Ved ekspansionspasning afkøler man den indre del. Begge dele skaber en mere ensartet tryk med interferenspasning og spændingsfordeling sammenlignet med press-fitting. Termiske metoder kan dog ændre materialets egenskaber, hvis de ikke kontrolleres omhyggeligt.
Hos PTSMAKE hjælper vi kunderne med at vælge den bedste metode. Vi analyserer materialer, tolerancer og anvendelsesbelastninger for at finde den rette balance i produktionen.
| Metode | Risiko for skorpedannelse/afskalning | Restspændingsprofil | Den vigtigste udfordring |
|---|---|---|---|
| Press-fitting | Høj | Lokaliseret, høj ved indgangen | Kontrol af overfladeskade |
| Krympefitting | Lav | Ensartet, termisk induceret | Ændringer i materialeegenskaber |
| Ekspansions-fitting | Lav | Ensartet, termisk induceret | Proceskompleksitet/omkostninger |
Hver metode - presning, krympning og ekspansion - giver en særskilt balance mellem risici og fordele. Trykmontering er mekanisk og risikerer at beskadige overfladen, mens termiske metoder giver renere pasform, men medfører andre materialeovervejelser. Det bedste valg afhænger af dine specifikke designkrav.
Hvad er de almindelige fejltilstande i interferenssamlinger?
Interferenstilpasninger er robuste, men ikke uovervindelige. At forstå deres potentielle fejlpunkter er afgørende for at skabe pålidelige designs. Hvis pasformen ikke er perfekt, vil der opstå problemer.
De fire mest almindelige fejl er forskellige. De spænder fra simpel glidning til katastrofal navsprængning. Hver tilstand har en klar grundårsag, som regel relateret til tryk eller bevægelse.
Lad os skitsere disse vigtige fejltilstande.
| Fejltilstand | Primær årsag |
|---|---|
| Udskridning | Utilstrækkeligt tryk |
| Udbytte af nav | Overdrevent pres |
| Fretting-korrosion | Mikrobevægelse |
| Udmattelsessvigt | Koncentration af stress |
At kende dem er det første skridt mod forebyggelse.

Lad os se nærmere på disse fejltilstande. Succes afhænger ofte af den rette balance. For meget eller for lidt kraft er kerneproblemet.
Udskridning
Glidning opstår, når spændekraften er for lav. Akslen begynder at rotere eller bevæge sig aksialt inde i navet under driftsbelastninger. Samlingen kan ikke længere overføre det nødvendige drejningsmoment. Dette er et direkte resultat af utilstrækkelig tryk med interferenspasning.
Navet giver efter og sprænger
Dette er det modsatte scenarie. For meget interferens skaber ekstrem ringspænding i navet. Det kan få materialet til at give efter og deformere permanent. For skøre materialer kan det føre til et fuldstændigt brud eller sprængning af navet under samlingen.
Fretting-korrosion
Selv i en tæt pasform kan dynamiske belastninger forårsage små, gentagne bevægelser mellem akslen og navet. Disse mikrobevægelser gnider overfladerne mod hinanden og skaber slidrester, som derefter oxiderer. Hele denne proces, kaldet fretting-korrosion6skaber overfladehuller, der kan starte udmattelsesrevner.
Udmattelsessvigt
Cykliske belastninger kan få revner til at dannes og vokse over tid, hvilket fører til udmattelsessvigt. Disse revner starter næsten altid på steder med høj spændingskoncentration. Kanterne på press-fit-forbindelsen er klassiske eksempler på sådanne højspændingsområder.
Her er et hurtigt kig på de forhold, der fører til fiasko.
| Fejltilstand | Stresstilstand | Belastningstype |
|---|---|---|
| Udbytte af nav | Høj statisk belastning | Samlingsbelastning |
| Udskridning | Lav klemkraft | Operationel belastning |
| Fretting/træthed | Cyklisk stress | Operationel belastning |
Det er afgørende for ingeniører at kunne genkende disse fejltilstande. Det vigtigste, man kan tage med sig, er vigtigheden af at kontrollere trykket i interferenspasningen. Det skal være stærk nok for at forhindre glidning, men ikke så højt, at det får navet til at give efter eller svigte på grund af udmattelse.
Hvordan påvirker driftstemperaturen en interferenspasning?
Temperatur er en kritisk faktor for interferenspasninger. Det gælder især, når man bruger forskellige materialer. Vi kalder denne effekt for differentiel termisk udvidelse.
Forskellige materialer udvider sig og trækker sig sammen med forskellig hastighed. Når temperaturen ændrer sig, kan det ændre pasformen.
En stram pasform kan blive løs. Eller den kan blive faretruende stram. Denne ændring har direkte indflydelse på interferenspasningstrykket og risikerer, at samlingen svigter. At forstå dette er nøglen til pålideligt design.

Forståelse af den termiske udvidelseskoefficient (CTE)
Hvert materiale har en unik termisk udvidelseskoefficient7 (CTE). Denne værdi fortæller os, hvor meget et materiale vil udvide sig eller krympe for hver grad af temperaturændring. Det er en grundlæggende egenskab, som vi skal tage højde for i vores design.
Når man samler dele, der er lavet af forskellige materialer, kan deres forskellige CTE'er skabe problemer. Et aluminiumsnav på en stålaksel er et klassisk eksempel. Deres reaktioner på varme er ikke de samme.
Hvordan temperaturændringer påvirker pasformen
Samspillet mellem materialerne dikterer samlingens stabilitet. Både opvarmning og afkøling giver unikke udfordringer for interferenspasningstrykket. Hos PTSMAKE modellerer vi altid disse effekter til kritiske applikationer.
Når temperaturen stiger
Hvis den ydre del (navet) har en højere CTE end den indre del (akslen), vil den udvide sig mere, når den opvarmes. Dette reducerer interferensen, hvilket potentielt kan få samlingen til at løsne sig eller glide.
Omvendt, hvis akslen har en højere CTE, vil den udvide sig mere. Det øger interferens og stress, hvilket kan føre til komponentfejl.
Her er et hurtigt kig på CTE for nogle almindelige materialer.
| Materiale | Termisk udvidelseskoefficient (10-⁶ /°C) |
|---|---|
| Aluminium | 23.1 |
| Messing | 19.0 |
| Stål (kulstof) | 12.0 |
| Rustfrit stål | 17.3 |
| Titanium | 8.6 |
Når temperaturen falder
Det modsatte sker i kolde omgivelser. Hvis navet har en højere CTE, vil det krympe mere end akslen. Det strammer pasformen og øger belastningen på begge komponenter. Det kan føre til revner eller permanent deformation.
Differentiel termisk ekspansion er en afgørende designovervejelse. Uoverensstemmende materialeudvidelseshastigheder kan ændre interferenspasningstrykket betydeligt. Det kan enten føre til, at samlingen løsner sig, eller at der opstår for stor belastning, og begge dele kan føre til komponentfejl.
Hvordan adskiller dynamiske belastninger sig fra statiske belastninger på en pasform?
Dynamiske belastninger giver unikke udfordringer, som man ikke ser med statiske kræfter. Konstante ændringer i retning eller størrelse kan forårsage bittesmå bevægelser ved pasformen.
Faren ved mikrobevægelser
Disse mikrobevægelser kan virke små. Men over millioner af cyklusser kan de føre til en bestemt type fejl. Dette er et kritisk problem for bevægelige dele.
Indvirkning af rotationshastighed
I roterende maskiner tilføjer hastigheden endnu et lag af kompleksitet. Høje hastigheder genererer betydelige kræfter, der kan kompromittere integriteten af en presspasning. Dette påvirker direkte interferenspassningens tryk.
| Belastningstype | Primær effekt på pasform | Den vigtigste udfordring |
|---|---|---|
| Dynamisk | Mikrobevægelser, vibrationer | Fretting-udmattelse |
| Rotation | Centrifugalkraft | Reduceret tilpasningstryk |

Dynamiske belastninger, især cykliske eller reverserende, er en primær årsag til mikrobevægelser mellem monterede overflader. Selv i en tilsyneladende solid presspasning skaber disse belastninger små glidebevægelser. Denne gentagne gnidning under tryk kan skabe revner i overfladen.
Med tiden breder disse små revner sig, hvilket fører til en fejltilstand, der er kendt som træthed på grund af slid8. Det er særligt farligt, fordi det kan få en komponent til at svigte langt under den forventede materialeudmattelsesgrænse. Vi ser det ofte i komponenter til fly- og bilindustrien.
Centrifugalkræfter ved høje hastigheder
For roterende enheder er hastigheden en vigtig faktor. Når en del drejer hurtigere, forsøger centrifugalkraften at trække den udad. Denne kraft virker mod klemmetrykket i en interferenspasning.
Denne effekt kan reducere det effektive interferenspasningstryk betydeligt. Ved meget høje hastigheder kan det endda få tilpasningen til at løsne sig helt. I vores arbejde på PTSMAKE tager vi højde for dette, når vi designer højhastighedsmotoraksler og -nav.
Omdrejningshastighed i forhold til tilpasningstryk
| Rotationshastighed | Centrifugalkraft | Effekt på interferenstilpasningstryk |
|---|---|---|
| Lav | Ubetydelig | Minimal reduktion |
| Medium | Moderat | Mærkbar reduktion |
| Høj | Betydelig | Kritisk reduktion; potentiel løsning |
Derfor kan en pasform, der er designet til en statisk belastning, svigte for tidligt i en dynamisk applikation med høj hastighed. Omhyggelig analyse er afgørende.
Dynamiske forhold medfører træthed på grund af mikrobevægelser og reducerer pasningsintegriteten på grund af centrifugalkræfter. Disse faktorer er afgørende for designet af pålidelige, langtidsholdbare samlinger og skal overvejes nøje ud over statiske belastningsberegninger.
Hvordan påvirker overfladefinish og smøring pasformen?
Smøremidler spiller en afgørende rolle i mekaniske samlinger. De er især afgørende for interferenspasninger. De letter monteringsprocessen betydeligt.
Smøringens tveæggede sværd
Denne fordel kommer dog med et kompromis. Mens smøremidler reducerer friktionen, så det bliver lettere at samle, kan det også svække den endelige samlings holdekraft.
De vigtigste effekter af smøremidler
At vælge det rigtige smøremiddel er en balancegang. Du skal afveje monteringsfordelene mod potentielle ydelsesreduktioner i dit design.
| Aspekt | Positiv indvirkning | Negativ indvirkning |
|---|---|---|
| Samlingsstyrke | Betydeligt reduceret | - |
| Galoperende risiko | Minimeret | - |
| Fælles styrke | - | Kan blive kompromitteret |
| Kapacitet for drejningsmoment | - | Potentielt sænket |
Denne tabel viser de klare afvejninger, der er involveret.

Lettere montering, reducerer risici
I press-fit og shrink-fit operationer er smøremidler nøglen. De sænker i høj grad den kraft, der kræves for at sammenføje komponenter. Det minimerer risikoen for skader under samlingen.
En af de vigtigste fordele er at forhindre galling. Galling opstår, når to overflader sætter sig fast og svejser sammen under ekstremt tryk. Smøremidler danner en barrierefilm, der stopper dette.
Den skjulte omkostning: Nedsat holdekraft
Men her er ulempen. Et smøremiddels primære funktion er at reducere den statiske friktionskoefficient. Det er præcis den kraft, der giver en interferenspasning sin styrke.
Denne reduktion påvirker direkte samlingens bæreevne. Det effektive interferenspasningstryk er lavere. Det kan mindske samlingens evne til at overføre drejningsmoment eller modstå aksiale kræfter. Undersøgelsen af disse overfladeinteraktioner er en central del af tribologi9.
Sammenligning af smurte og tørre pasformer
I vores arbejde på PTSMAKE styrer vi denne balance omhyggeligt. Valget af smøremiddel er ikke en mindre detalje. Det er en kritisk designbeslutning.
| Passende tilstand | Samlingsstyrke | Galoperende risiko | Statisk friktion | Kapacitet for drejningsmoment |
|---|---|---|---|---|
| Tør pasform | Høj | Høj | Høj | Maksimum |
| Smurt pasform | Lav | Lav | Lav | Reduceret |
Denne sammenligning fremhæver det grundlæggende kompromis. Man opnår en lettere og mere sikker montering på bekostning af den endelige holdestyrke. Korrekt teknik skal tage højde for dette.
Smøremidler er en afgørende, men kompleks faktor. De forenkler monteringen og forhindrer overfladeskader som f.eks. galling. Men de reducerer også den statiske friktion, der er nødvendig for en stærk interferenspasning, hvilket kan kompromittere samlingens endelige momenttransmissionsevne.
Hvordan beregner man den nødvendige interferens for et givet drejningsmoment?
At beregne den nødvendige interferens er en præcis ingeniøropgave. Lad os gennemgå de fem vigtige trin. Denne proces sikrer, at din press-fit-samling kan håndtere den specificerede belastning uden at glide. Det hele starter med at definere dine driftsbehov.
Trin 1: Bestem det nødvendige drejningsmoment
Først skal du identificere det drejningsmoment, din samling skal overføre. Anvend derefter en sikkerhedsfaktor. Den tager højde for uventede belastninger eller materialevariationer.
| Applikationstype | Anbefalet sikkerhedsfaktor |
|---|---|
| Jævn, stabil belastning | 1.2 - 1.5 |
| Lette stødbelastninger | 1.5 - 2.0 |
| Kraftige stødbelastninger | 2.0 - 3.0 |
Trin 2: Beregn den tangentielle kraft
Når man kender designmomentet, kan man finde den nødvendige tangentielle kraft ved grænsefladen.

Trin 3: Brug friktion til at finde normalkraft
Friktionskoefficienten mellem akslen og navets materialer er afgørende. Den dikterer den normale kraft, der skal til for at generere den nødvendige tangentielle kraft (friktionskraft). Denne værdi forhindrer rotationsglidning under drejningsmoment.
Det er vigtigt at vælge en nøjagtig koefficient. Denne værdi ændres på baggrund af materialeparringer, overfladefinish, og om der bruges smøremiddel under monteringen.
| Kombination af materialer | Typisk friktionskoefficient (tør) |
|---|---|
| Stål på stål | 0.15 - 0.20 |
| Stål på aluminium | 0.18 - 0.25 |
| Stål på støbejern | 0.17 - 0.22 |
Trin 4: Beregn det nødvendige grænsefladetryk
Når du har normalkraften, kan du beregne den nødvendige tryk med interferenspasning. Dette tryk er fordelt over hele kontaktområdet på interferensleddet. Et højere tryk sikrer et stærkere greb. Dette er en nøgleparameter, som vi fokuserer på hos PTSMAKE for at garantere komponenternes ydeevne.
Trin 5: Løs for den nødvendige interferens
Til sidst bruger vi Lames ligninger10 for at forbinde det nødvendige tryk med den fysiske interferensværdi. Disse formler tager højde for navets og akslens geometri samt deres materialeegenskaber, såsom Young's Modulus og Poisson's Ratio. Det er vores erfaring, at det er i denne sidste beregning, at præcisionen er vigtigst.
Denne femtrinsproces omsætter metodisk et momentkrav til en præcis dimensionel interferens. Ved at følge disse trin sikres en pålidelig mekanisk samling, der fungerer som designet, hvilket forhindrer dyre fejl og sikrer driftssikkerheden for det endelige produkt.
Hvordan designer man en robust pasform mellem stål og aluminium?
Det er vanskeligt at designe en pasform til forskellige materialer som stål og aluminium. Den største udfordring kommer fra temperaturændringer. Aluminium udvider sig og trækker sig sammen ca. dobbelt så meget som stål.
Det betyder, at en perfekt pasform ved stuetemperatur kan svigte ved høje eller lave temperaturer. Dit design skal fungere i hele driftsområdet. Vi er nødt til at tjekke to kritiske ekstremer: kulde og varme.
Vigtige overvejelser om temperatur
| Ekstrem | Primær risiko | Målsætning for design |
|---|---|---|
| Koldt | Dele, der glider fra hinanden | Oprethold et tilstrækkeligt interferenspasstryk |
| Varm | Navet revner eller giver efter | Spændingen må ikke overstige flydespændingen |

Analyse af ekstreme temperaturer
Når du designer, skal du prioritere de varme og kolde grænser for din applikation. Disse ekstremer giver modsatrettede udfordringer, som skal afbalanceres omhyggeligt. I tidligere projekter hos PTSMAKE har vi set design mislykkes, fordi de kun overvejede standarddriftsforhold.
Den kolde tilstand: Forebyggelse af udskridning
Når temperaturen falder, krymper aluminiumsnavet mere end stålakslen. Det reducerer den oprindelige interferens. Kontakttrykket, eller interferenspassningstrykket, falder som følge heraf.
Hvis temperaturen falder tilstrækkeligt, er dette tryk måske ikke nok til at håndtere drejningsmomentet. Resultatet er glidning, som fører til svigt. Din beregning skal bekræfte, at der er nok interferens tilbage ved den laveste temperatur til at overføre den nødvendige belastning. De forskellige termisk udvidelseskoefficient11 er den vigtigste faktor her.
Den varme tilstand: Undgå fejl i navet
Omvendt udvider aluminiumsnavet sig mere end stålakslen, når temperaturen stiger. Det øger interferensen og de deraf følgende spændinger i navet dramatisk.
Denne høje belastning, ofte kaldet hoop stress, kan få aluminiumsnavet til at deformere permanent eller endda revne, hvis den overskrider materialets flydespænding. Baseret på vores tests skal du kontrollere, at den maksimale belastning i navet ved den højeste temperatur forbliver sikkert under dets flydegrænse.
Oversigt over vigtige designtjek
| Temperatur | Aluminiumsnavets opførsel | Opførsel af stålaksler | Største bekymring |
|---|---|---|---|
| Koldt | Krymper betydeligt | Krymper mindre | Tab af interferens, potentiel udskridning |
| Varm | Udvider betydeligt | Udvider sig mindre | Høj belastning, potentiel eftergivelse/svigt |
For at skabe en robust pasform skal du analysere begge ekstreme temperaturer. Du skal have tilstrækkelig interferens til at forhindre glidning, når det er koldt, men ikke så meget, at navet svigter på grund af stress, når det er varmt. Denne balance er afgørende for den langsigtede pålidelighed.
Hvornår er en interferenspasning den forkerte tekniske løsning?
Ægte beherskelse af ethvert værktøj betyder, at man kender dets grænser. En interferenspasning er en stærk teknisk løsning. Men det er ikke altid den rigtige.
Det er afgørende at forstå, hvornår man skal vælge et alternativ. Det sikrer, at dit design er pålideligt, brugbart og omkostningseffektivt i det lange løb. Lad os udforske nogle almindelige scenarier.
Scenarier til genovervejelse
| Scenarie | Interferens Passende egnethed |
|---|---|
| Hyppig adskillelse | Dårlig |
| Præcis aksial positionering | Moderat |
| Meget højt drejningsmoment | Godt, men med begrænsninger |
Disse situationer kræver ofte forskellige sammenføjningsmetoder. At træffe det rigtige valg på forhånd sparer tid og penge.

Det er vigtigt at kende begrænsningerne ved en interferenspasning. I vores arbejde hos PTSMAKE vejleder vi ofte kunder om den bedste løsning til deres specifikke anvendelse. En interferenspasning skaber en stærk, semi-permanent samling. Det er en ulempe, når der er brug for regelmæssig vedligeholdelse.
Når hyppig adskillelse er påkrævet
Hvis man gentagne gange presser en samling fra hinanden, kan det skade komponenterne. Det medfører materialetræthed og tab af dimensionsnøjagtighed. Det beregnede pres for interferenspasning opnås muligvis ikke ved genmontering.
Bedre alternativ: Koniske muffer eller klemmer
Koniske muffer giver en sikker pasform, der er let at løsne. Klemmer er en endnu enklere løsning til ikke-kritiske anvendelser og giver mulighed for hurtig justering og fjernelse uden specialværktøj.
Når der er brug for præcis aksial positionering
Det kan være uforudsigeligt at presse en aksel ind i et nav. Den endelige aksiale position kan variere en smule for hver samling. Denne mangel på præcis kontrol er uacceptabel for komponenter som tandhjul eller lejer, der kræver nøjagtig placering.
Et bedre alternativ: Skulder og nød
En skulder på akslen giver et positivt stop. En låsemøtrik sikrer komponenten mod den. Denne metode garanterer nøjagtig og gentagelig aksial positionering, hvilket er afgørende for mange mekaniske systemer. Ved meget høje drejningsmomenter er en simpel friktionspasning måske ikke nok. Glidning kan forekomme under ekstrem belastning og føre til svigt. Her er der brug for en positiv forbindelse. En interferenspasning er afhængig af friktion, men en mekanisk låsning12 er bedre i disse tilfælde.
| Alternativ | Bedste brugssag |
|---|---|
| Tilspidsede ærmer | Hyppig, præcis genmontering |
| Skulder og møtrik | Præcis aksial positionering |
| Splines / kilerør | Ekstrem transmission af drejningsmoment |
Kort sagt: Mens interferenspasninger er fremragende til permanente samlinger, er de uegnede til dele, der kræver regelmæssig adskillelse, præcis positionering eller ekstrem drejningsmomentoverførsel. Anerkendelse af disse begrænsninger er nøglen til et robust og brugbart design.
Lås Precision Fits op med PTSMAKE i dag
Er du klar til at sikre et optimalt interferenspasningstryk til dit næste projekt? Kontakt PTSMAKE nu for at få et hurtigt, detaljeret tilbud på præcision CNC-bearbejdning og sprøjtestøbningsløsninger. Lad vores ekspertise inden for pålidelig fremstilling med høj tolerance løfte dit produkts ydeevne - start din forespørgsel i dag!

Få en detaljeret gennemgang af, hvordan disse mikroskopiske overfladetoppe påvirker komponenternes ydeevne. ↩
Forstå, hvordan stress i flere retninger påvirker materialets opførsel i samlinger. ↩
Lær, hvordan denne omkredsspænding beregnes i tykvæggede cylindre. ↩
Klik for at lære, hvordan flere belastninger påvirker materialesvigt i pressfit-designs. ↩
Forstå, hvordan materialer opfører sig under belastning ud over deres elastiske grænse, og hvorfor det har betydning for samlingernes styrke. ↩
Lær, hvordan denne subtile slidmekanisme kan forårsage store strukturelle fejl i dynamisk belastede samlinger. ↩
Opdag, hvordan denne afgørende egenskab påvirker materialevalget i højtydende tekniske anvendelser. ↩
Lær mere om denne specifikke fejltilstand, og hvordan du kan forhindre den i dit design. ↩
Lær mere om, hvordan friktion, slid og smøring påvirker mekaniske systemer. ↩
Opdag de formler, der bruges til at beregne spændinger i tykvæggede cylindre under tryk. ↩
Forstå, hvordan denne værdi direkte påvirker dine beregninger af interferenstilpasninger på tværs af forskellige temperaturer. ↩
Undersøg, hvordan forskellige mekaniske låsemekanismer klarer sig i forhold til applikationer med højt drejningsmoment. ↩






